JP2004249307A - 単管連続自動溶接装置 - Google Patents
単管連続自動溶接装置 Download PDFInfo
- Publication number
- JP2004249307A JP2004249307A JP2003040719A JP2003040719A JP2004249307A JP 2004249307 A JP2004249307 A JP 2004249307A JP 2003040719 A JP2003040719 A JP 2003040719A JP 2003040719 A JP2003040719 A JP 2003040719A JP 2004249307 A JP2004249307 A JP 2004249307A
- Authority
- JP
- Japan
- Prior art keywords
- work
- slit
- welding
- roller
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Arc Welding In General (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
【解決手段】金属板材を円筒状に曲げ加工して成る複数のワークWを直列状に連ねた状態で軸線方向に移送し、ワークWの移送中に各ワークWのスリット部Waを順次突合せ溶接して円筒状の単管を連続的に製造する単管連続自動溶接装置8であって、前記単管連続自動溶接装置8は、ワークWを連続的に搬入して軸線方向へ送り出すワーク搬入装置2と、搬入されたワークWのスリット部Waを一定位置に揃えるスリット部位置決め装置3と、スリット部Waが一定位置に揃えられたワークWを直列状に連なった状態で移送すると共に、ワークWのスリット部Waを突き合せるワーク移送装置4と、各ワークWの突き合されたスリット部Waを順次突合せ溶接する溶接装置8と、溶接部で連結されている各ワークWの連結部を切り離すワーク切り離し装置9とから構成する。
【選択図】 図2
Description
【発明の属する技術分野】
本発明は、鋼板等の金属板材を円筒状に曲げ加工して成るワークのスリット部を突合せ溶接して円筒状の単管を製造する単管自動溶接装置の改良に係り、特に、複数の円筒状のワークを直列状に連ねた状態で軸線方向に移送し、ワークの移送中に各ワークのスリット部を順次突合せ溶接して円筒状の単管を連続的に製造するようにした単管連続自動溶接装置に関するものである。
【0002】
【従前の技術】
一般に、単管を製造するにあたっては、素材となる鋼板等の金属板材をロール等により曲げ加工して円筒状のワークを形成し、当該ワークのスリット部をTIG溶接等により突合せ溶接して単管を製造するようにしている。
【0003】
従来、単管を製造する装置としては、円筒状のワークを溶接治具に形成した貫通穴内を通過させ、ワークの外周面を溶接治具によりクランプした状態でワークのスリット部を突合せ溶接するようにした自動溶接装置(例えば、特開昭62−93078号公報)や、円筒状のワークをマンドレルの外周面にセットしてマンドレル上でワークのスリット部近傍をクランプし、この状態でワークのスリット部を突合せ溶接するようにしたクランプシーマ(図示省略)等が知られている。
【0004】
具体的には、前者の自動溶接装置は、円筒状のワークを通過させながらワークのスリット部を突き合せる貫通穴を形成したブロック状の溶接治具と、溶接治具の近傍に配設した溶接トーチと、ワークを溶接治具の貫通穴に送り込むと共に、貫通穴から送り出す送り装置等から構成されており、ワークを送り装置により溶接治具の貫通穴内を通過させつつ、ワークの外周面を溶接治具によりしっかりクランプした状態でワークの突き合されたスリット部を溶接トーチにより突合せ溶接するようにしたものである。
【0005】
一方、後者のクランプシーマは、円筒状のワークに挿通されてワークを水平姿勢で支持するマンドレルと、マンドレルに支持されたワークのスリット部を突き合せ状態でマンドレル上に押圧固定するクランプ機構と、マンドレルの上方位置に配設した溶接トーチ等から構成されており、ワークをマンドレルの外周面にセットしてワークのスリット部をクランプ機構によりマンドレル上で突き合せ固定し、この状態でワークのスリット部を溶接トーチにより突合せ溶接するようにしたものである。
【0006】
【特許文献1】
特開昭62−93078号公報
【0007】
【発明が解決しようとする課題】
ところで、前者の自動溶接装置に於いては、溶接治具の貫通穴の内周面が摩耗した場合、ワークのスリット部の突き合せが不完全になって溶接欠陥を生じるため、溶接治具を新しいものと交換する必要があった。然も、溶接するワークの直径が変わるたびに溶接治具を交換する必要があった。その結果、作業性及び生産性に劣ると云う問題があった。
又、前者の自動溶接装置に於いては、各ワークのスリット部を一本宛突合せ溶接するようにしているため、ワークの溶接開始部及び溶接終了部に溶け落ち等の溶接欠陥を生じ易くなり、製品(単管)の品質が著しく低下すると云う問題があった。
更に、前者の自動溶接装置に於いては、ワークを溶接治具の貫通穴内を摺動させながら通過させるようにしているため、ワークの外周面にスリ傷等が付くと云う問題があった。特に、外周面がビニール等の保護被膜で保護されているワークの場合には、そのままの状態でワークを溶接治具に通すことができず、予め保護被膜を除去する必要があり、極めて手数が掛かると云う問題があった。
【0008】
一方、後者のクランプシーマに於いては、マンドレルの外周面にワークをセットして突合せ溶接するようにしているため、ワークの直径が変わってもマンドレルを交換したりする必要がなく、前者の自動溶接装置に比較して作業性が良いと云う利点がある。
しかし、後者のクランプシーマに於いては、マンドレル上でのワークのスリット部の突き合せ、ワークの心出し、マンドレルからのワークの取り外し等の各作業を作業員が全て手作業により一本宛行うようにしているため、作業者によって製品(単管)の精度にバラツキを生じるうえ、生産性に極めて劣ると云う問題があった。
【0009】
本発明は、このような問題点に鑑みて為されたものであり、その目的は、作業性及び生産性に優れていると共に、溶接欠陥の無い高精度な単管を連続的に製造することができるようにした単管連続自動溶接装置を提供することにある。
【0010】
【課題を解決するための手段】
上記目的を達成するために、本発明の請求項1の発明は、金属板材を円筒状に曲げ加工して成る複数のワークを直列状に連ねた状態で軸線方向に移送し、ワークの移送中に各ワークのスリット部を順次突合せ溶接して円筒状の単管を連続的に製造する単管連続自動溶接装置であって、前記単管連続自動溶接装置は、円筒状に曲げ加工されたワークを連続的に搬入して軸線方向へ送り出すワーク搬入装置と、搬入されたワークのスリット部を一定位置に揃えるスリット部位置決め装置と、スリット部が一定位置に揃えられたワークをワーク搬入装置から受け取って直列状に連なった状態で移送すると共に、ワークを外側から挾持してワークのスリット部を突き合せるワーク移送装置と、各ワークの突き合されたスリット部を順次突合せ溶接する溶接装置と、溶接部で連結されている各ワークの連結部を切り離すワーク切り離し装置とを備えていることに特徴がある。
【0011】
本発明の請求項2の発明は、ワーク移送装置が、スリット部位置決め装置によりスリット部が真上に位置する状態で揃えられたワークを両側から挾持しながら移送する一対のキャタピラ式コンベヤと、ワークの上面側に当接してワークの上面側を保持する上部ローラと、ワークの下面側に当接してワークの下面側を保持する下部ローラとを備えており、ワークの外周面を一対のキャタピラ式コンベヤ、上部ローラ及び下部ローラにより左右上下方向から保持してワークを真円の状態で移送するように構成されていることに特徴がある。
【0012】
本発明の請求項3の発明は、一対のキャタピラ式コンベヤが、ワークの側方位置に間隔調整可能に配設された駆動スプロケット及び従動スプロケットと、両スプロケットに巻き回された無端状のチェーンと、駆動スプロケットを回転駆動する駆動部と、チェーンに取り付けられ、ワークの側面を保持する複数の保持部材と、チェーンの内側領域にワーク側へ移動調整可能に配設され、ワークに対向する保持部材をワークの側面側へ押し付ける加圧ローラとを夫々備えており、ワークの直径に応じて保持部材の位置を加圧ローラにより移動調整できるように構成され、又、下部ローラが、ワークの直径に応じてワークの下面側を保持できるように上下動可能に構成されていることに特徴がある。
【0013】
本発明の請求項4の発明は、各保持部材がゴム部材によりブロック状に形成されており、ワークを保持する面が断面形状V字状に形成されていることに特徴がある。
【0014】
本発明の請求項5の発明は、一対のキャタピラ式コンベヤ間に、ワークのスリット部に挿通されてワークの心出しを行うセンターガイドを上下動可能に配設し、当該センターガイドのワーク内に位置する部分に、ワークの突き合されたスリット部の裏面側にシールドガスを供給するガス供給パイプを取り付けたことに特徴がある。
【0015】
本発明の請求項6の発明は、一対のキャタピラ式コンベヤ間に、ワークの突き合されたスリット部に係合し且つスリット部の上面に当接する溶接位置決めローラを上下動可能に配設し、当該溶接位置決めローラによりワークのスリット部のズレ及び段付きを防止するようにしたことに特徴がある。
【0016】
本発明の請求項7の発明は、溶接装置が、タングステン電極棒を挿着した溶接用トーチと、溶接用トーチの先端部両側に配設された冷却治具とを備えており、冷却治具によりアークを冷却して横断面形状が楕円状のアークを形成できるように構成されていることに特徴がある。
【0017】
【発明の実施の形態】
以下、本発明の実施の形態を図面に基づいて詳細に説明する。
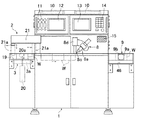
図1乃至図4は本発明の実施の形態に係る単管連続自動溶接装置を示し、当該単管連続自動溶接装置は、鋼板等の金属板材を円筒状に曲げ加工して成る複数のワークWを直列状に連ねた状態で軸線方向に移送し、ワークWの移送中に各ワークWのスリット部Waを順次突合せ溶接して円筒状の単管を連続的に製造するものであり、フレーム及びパネル材等から成るキャビネット本体1に、ワーク搬入装置2、スリット部位置決め装置3、ワーク移送装置4、センターガイド5、ガス供給パイプ6、溶接位置決めローラ7、溶接装置8及びワーク切り離し装置9等を配設したものである。
【0018】
尚、図1及び図4に於いて、10は蛍光灯、11はエアー圧力やガス圧力、ガス流量等の各種メーター、12は溶接部監視モニター、13は溶接データモニター、14は各種操作スイッチ、15はスピーカー、16は溶接電源点検窓、17は水冷ユニット点検窓、18は通気口である。
【0019】
前記ワーク搬入装置2は、ベンディング機(図示省略)等により円筒状に曲げ加工された金属板製のワークWを連続的に搬入して軸線方向へ送り出すものであり、図1乃至図3に示す如く、複数本(3本〜5本程度)のワークWを並列状態でストックする傾斜状のシュート19と、シュート19の低所側に並列状に配設され、シュート19上のワークWに当接してワークWをせき止めるストッパー20aを備えた二本のワークストップシリンダ20と、シュート19から排出されて後述するスリット部位置決め装置3に受け渡されたワークWを軸線方向へ送り出すワーク押し出しシリンダ21等から構成されている。
又、ワーク押し出しシリンダ21は、ロッドを所定角度回転させることができるスイング式シリンダから成り、ロッドの先端にはワークWの端面に当接自在な押し込み部材21aが取り付けられている。
【0020】
而して、このワーク搬入装置2によれば、シュート19にストックされているワークWを二本のワークストップシリンダ20を交互に伸縮動作させることによって、シュート19内のワークWを一本宛シュート19からスリット部位置決め装置3側へ排出することができ、又、ワーク押し出しシリンダ21の押し込み部材21aをスリット部位置決め装置3に受け渡されたワークWの端面に押し当て、この状態でワーク押し出しシリンダ21を作動させることによって、ワークWを軸線方向へ押し出すことができるようになっている。
【0021】
前記スリット部位置決め装置3は、図1乃至図3に示す如く、ワーク搬入装置2のシュート19の低所側位置に配設されており、ワーク搬入装置2のシュート19から排出されたワークWを受け取ってワークWのスリット部Waを一定位置に揃えるものである。
具体的には、スリット部位置決め装置3は、シュート19の低所側位置に配設され、シュート19から供給されたワークWを受け取る水平な一対の支持ローラ3aと、支持ローラ3aを回転制御する駆動部(図示省略)と、支持ローラ3aに支持されたワークWのスリット部Waを検出する光電管等のセンサー(図示省略)等を備えており、支持ローラ3aに支持されているワークWのスリット部Waが真上に位置するようにセンサーからの検出信号に基づいて駆動部により支持ローラ3aの回転を制御するように構成されている。
【0022】
前記ワーク移送装置4は、スリット部Waが一定位置に揃えられたワークWをワーク搬入装置2から受け取って直列状に連なった状態で移送すると共に、ワークWを外側から挾持してワークWのスリット部Waを突き合せるものであり、ワークWの直径に関係なく、ワークWを確実且つ良好に保持して真円の状態で移送できるように構成されている。
即ち、ワーク移送装置4は、図2、図5乃至図7に示す如く、スリット部位置決め装置3によりスリット部Waが真上に位置する状態で揃えられたワークWを両側から挾持しながら移送する一対のキャタピラ式コンベヤ22と、ワークWの上面側に当接してワークWの上面側を保持する上部ローラ23と、ワークWの下面側に当接してワークWの下面側を保持する下部ローラ24とを備えており、ワークWの外周面を一対のキャタピラ式コンベヤ22、上部ローラ23及び下部ローラ24により左右上下方向から保持してワークWを真円の状態で移送するように構成されている。
【0023】
前記一対のキャタピラ式コンベヤ22は、図5乃至図7に示す如く、ワークWの側方位置に軸線方向へ一定の間隔を空けて配設された間隔調整可能な駆動スプロケット25及び従動スプロケット26と、両スプロケット25,26に巻き回され、ワークWの軸線方向へ周回する無端状のチェーン27と、駆動スプロケット25を回転駆動する駆動部28と、チェーン27に取り付けられ、ワークWの側面を保持する複数の保持部材29と、チェーン27の内側領域にワークW側へ移動調整可能に配設され、ワークWに対向する保持部材29をワークWの側面側へ押し付ける複数の加圧ローラ30とを夫々備えており、ワークWの直径に応じて保持部材29の位置を加圧ローラ30により移動調整し、ワークWを両側から挾持して軸線方向へ移送できるように構成されている。
【0024】
具体的には、駆動スプロケット25は、架台31上に設けた支持台32に駆動軸33を介して回転自在に支持されており、駆動軸33に連動連結されたギヤードモータ等の駆動部28により回転駆動されるようになっている。
又、従動スプロケット26は、架台31上にワークWの軸線方向へ移動可能に設けた支持台34に従動軸35を介して回転自在に支持されており、架台31と支持台34との間に介設した圧縮バネ36の弾性力により駆動スプロケット25から離間する方向へ常時附勢されている。この従動スプロケット26は、加圧ローラ30が駆動スプロケット25及び従動スプロケット26に巻き回されたチェーン27をワークW側へ押し、ワークWに対向する保持部材29をワークWの側面へ押し付けたときに、圧縮バネ36が収縮して駆動スプロケット25側へ移動するようになっている。これによって、駆動スプロケット25と従動スプロケット26との間隔がチェーン27の長さに対応するように調整され、チェーン27の過度の緊張や弛みが防止される。
更に、各保持部材29は、ゴム部材によりブロック状に形成されており、チェーン27に一定間隔毎に固定した保持板37に着脱自在に取り付けられている。これら各保持部材29は、図7に示す如く、ワークWに当接する面が断面形状V字状に形成されており、ワークWの直径がある程度変化しても、ワークWの側面を確実且つ良好に保持できるように工夫されている。この実施の形態に於いては、各保持部材29は、ウレタンゴムにより形成されている。
そして、各加圧ローラ30は、チェーン27の内側領域にチェーン27に沿って直列状に配設されており、架台31上にワークW側へ往復移動可能に設けた移動台38に支持軸39を介して回転自在に支持されている。各加圧ローラ30を支持する移動台38は、サーボモータ40及び伝動機構41(ボールネジ機構やラックピニオン機構等)によりワークW側へ移動調整できるように構成されている。従って、各加圧ローラ30は、移動台38をワークW側へ移動調整することによって、駆動スプロケット25及び従動スプロケット26に巻き回されたチェーン27をワークW側へ押し、ワークWに対向する保持部材29をワークWの側面へ押し付けることができる。これにより、加圧ローラ30は、ワークWの直径に関係なく、保持部材29をワークWの側面へ確実且つ良好に押し付けることができる。
【0025】
前記上部ローラ23は、ワークWの上方位置に軸線方向に沿って一定間隔毎に配設されており、ワークWの直径に応じて高さを調整できるように構成されている。
又、下部ローラ24は、図6及び図7に示す如く、ワークWの下方位置に軸線方向に沿って一定間隔毎に配設されており、ワークWの下方位置に昇降可能に設けた昇降台42に支持軸43を介して回転自在に支持されている。下部ローラ24を支持する昇降台42は、サーボモータ44及び伝動機構45(ボールネジ機構やラックピニオン機構等)により昇降動するように構成されている。従って、下部ローラ24は、昇降台42を昇降動させて高さ調整することによって、ワークWの下面側に確実且つ良好に当接することになる。これにより、下部ローラ24は、ワークWの直径に関係なく、ワークWの下面側を確実に且つ良好に保持することができる。
【0026】
前記センターガイド5は、図5に示す如く、一対のキャタピラ式コンベヤ22間の上流側部分(図5に示すキャタピラ式コンベヤ22の左側部分)に鉛直姿勢で配設されており、ワーク移送装置4により移送されるワークWのスリット部Waに挿通されてワークWの心出しを行うと共に、ワークWを一定の姿勢(スリット部Waが真上に位置する状態)で案内するものである。
又、センターガイド5は、モータやエアーシリンダ等の駆動部(図示省略)により上下動するように構成されており、その内部にはアルゴンガス等のシールドガスを供給するガス通路5aが形成されている。
【0027】
前記ガス供給パイプ6は、ワークWの突き合されたスリット部Waの裏面側にシールドガスを供給してワークWの溶接部の酸化を防止するものであり、多数のガス噴出口6aを備えている。このガス供給パイプ6は、図6及び図7示す如く、センターガイド5のワークW内に位置する部分(センターガイド5の下端部)にガス通路5aに連通すべく水平姿勢で取り付けられており、センターガイド5と一緒に上下動するようになっている。従って、ガス供給パイプ6は、センターガイド5を上下動させてガス供給パイプ6の高さを変えることによって、ワークWの直径が変化しても、ワークWのスリット部Waの裏面側にシールドガスを確実且つ良好に吹き付けることができる。
【0028】
前記溶接位置決めローラ7は、図5及び図6に示す如く、一対のキャタピラ式コンベヤ22間で且つセンターガイド5の下流側位置に回転自在に配設されており、ワークWのスリット部Waの円周方向のズレとスリット部Waの段付きを防止するものである。この溶接位置決めローラ7は、図8に示す如く、外周縁部の断面形状が鋭角状に形成され、ワークWの突き合されたスリット部Waに係合する円板部7aと、スリット部Waの上面に当接する円柱部7bとを備えており、モータやエアーシリンダ等の駆動部(図示省略)により上下動し、高さ調整自在に構成されている。
【0029】
前記溶接装置8は、図5及び図6に示す如く、一対のキャタピラ式コンベヤ22間で且つ溶接位置決めローラ7の下流側位置に配設されており、各ワークWの突き合されたスリット部Waを順次突合せ溶接するものである。この溶接装置8には、GTA溶接法と冷却治具8bとを組み合せて成る溶接装置8が使用されている。
即ち、溶接装置8は、先端部からアルゴンカス等のシールドガスを流すと共に、タングステン電極棒8cを挿着した溶接用トーチ8aと、溶接用トーチ8aの先端部両側に配設された冷却治具8bと、溶接用トーチ8aをワークWの直径に応じて上下動させるサーボモータ及び伝動機構(ボールネジ機構やラックピニオン機構等)から成るトーチ上下駆動装置8dと、溶接状況(タングステン電極棒8cの消耗やアークAの状態等)を確認するCCDカメラ8e等を備えており、冷却治具8bによりアークAを冷却して横断面形状が楕円状のアークAを形成できるように構成されている。
又、溶接用トーチ8aは、ワークWの突き合されたスリット部Waを溶接する際にワークWの直径に応じてトーチ上下駆動装置8dにより自動的に高さ調整されて溶接位置を取り得るようになっている。
更に、冷却治具8bは、銅材により内部に冷却水が流れる冷却通路を備えた角柱状に形成されており、溶接用トーチ8aの先端部両側にワークWの軸線方向に沿う姿勢で配設されている。そのため、アークAは、図9(B)に示す如く、冷却治具8bにより両側から冷却されて横断面形状が楕円状で且つエネルギー密度の高い高温のアークAとなる。このように、横断面形状が楕円状のアークAを形成した場合、予熱効果が上がって溶け込みが大きくなると共に、裏波も出易くなる。然も、電流を上げても良好な溶接を行える。
従って、この溶接装置8を用いれば、通常のプラズマ溶接やTIG溶接に比べて溶接速度を20〜30%アップすることができる。又、冷却治具8bの幅を変えることによって、アークAのエネルギー密度を自由に変えることもできる。
尚、この実施の形態に於いては、溶接装置8には、GTA溶接法と冷却治具8bとを組み合せて成る溶接装置8を使用しているが、他の実施の形態に於いては、溶接装置8にプラズマ溶接装置やレーザー溶接装置を使用するようにしても良い。
【0030】
前記ワーク切り離し装置9は、図1及び図2に示す如く、ワーク移送装置4の下流側位置に配設されており、溶接部で連結されている各ワークWの連結部を切り離すものである。このワーク切り離し装置9には、ロッドの先端部にワークWの側面を押圧する押圧部材9aを設けたエアーシリンダ9bが使用されている。
【0031】
而して、ワーク切り離し装置9によれば、ワーク移送装置4から送り出されたワークWの片方の側面を押圧部材9aで押圧することによって、溶接部で連結されているワークWの連結部を切り離すことができるようになっている。尚、切り離されたワークWは、ワークWの側方位置に傾斜姿勢で配設された搬出シュート46へ搬出されるようになっている。
【0032】
次に、上述した単管連続自動溶接装置を用いて円筒状に曲げ加工された複数のワークWから単管を連続的に製造する場合について説明する。
尚、ワークWには、板厚1.5mm又は2.0mm、外径88mm〜120mm、長さ108mm〜317mmのSS407製の円筒状のワークWが使用されている。又、溶接電流、アーク長さ、ワークWの移送速度、不活性ガスの供給量、タングステン電極棒8cの先端形状等の溶接条件は、ワークWの材質、板厚等に応じて最適の条件下に設定されていることは勿論である。
【0033】
複数のワークWから単管を連続的に製造する場合、先ず、ワークWの直径に応じて一対のキャタピラ式コンベヤ22の間隔と上部ローラ23及び下部ローラ24の高さ位置を調整する。即ち、加圧ローラ30及び下部ローラ24の位置をサーボモータ40,44により決定すると共に、上部ローラ23の高さ位置を調整し、ワークWの外周面を一対のキャタピラ式コンベヤ22、上部ローラ23及び下部ローラ24により左右上下方向から一定の力(ワークWが真円状に保持されて変形されない程度の力)で保持できるようにする。又、ワークWの直径に応じてセンターガイド5を上下動させてガス供給パイプ6の高さ位置を調整すると共に、溶接位置決めローラ7の高さ位置を調整する。
【0034】
次に、作業員が手動操作により複数のワークWを順次一対のキャタピラ式コンベヤ22間に挿入し、ワークWの外周面を一対のキャタピラ式コンベヤ22、上部ローラ23及び下部ローラ24により左右上下方向から保持させると共に、先頭に位置するワークWをその先端が溶接装置8の溶接用トーチ8aの近傍位置に達するまで軸線方向へ移動させる。この際、各ワークWは、スリット部Waがセンターガイド5に入り込むようにスリット部Waを真上に位置させておく。又、先頭に位置するワークWのスリット部Waに溶接位置決めローラ7の円板部7aの外周縁部を係合させると共に、スリット部Waの上面に円柱部7bを当接させ、ワークWのスリット部Waの円周方向のズレとスリット部Waの段付きを無くす。更に、先頭に位置するワークWのスリット部Waの先端部側は、キャタピラ式コンベヤ22の加圧ローラ30の押圧作用により突き合された状態となっている。
尚、円筒状に曲げ加工された各ワークWは、両端部が軸線方向にズレている場合がある。この場合には、作業員が最初に一対のキャタピラ式コンベヤ22間に挿入するワークWと二番目に挿入するワークWのズレを手作業により修正し、これらのワークWを一対のキャタピラ式コンベヤ22間に挿入する。
【0035】
そして、上述した状態で単管連続自動溶接装置の自動運転を行う。そうすると、ワーク移送装置4が作動してワークWを左右上下方向から保持して真円の状態で軸線方向へ移送すると共に、溶接装置8が作動して先頭に位置するワークWの突き合されたスリット部Waを溶接用トーチ8aの直下位置に於いて自動溶接して行く。先頭に位置するワークWのスリット部Waが突合せ溶接されたら、引き続き二番目に位置するワークWがワーク移送装置4により左右上下方向から保持されて真円の状態で軸線方向へ移送され、溶接装置8によりワークWの突き合されたスリット部Waが自動溶接されて行く。
【0036】
このようにして、ワークWがワーク移送装置4により直列状に連なった状態で移送されてそのスリット部Waが溶接装置8により順次突合せ溶接されて行くと、ワーク搬入装置2のシュート19にストックされているワークWが二本のワークストップシリンダ20の作動によって一本宛スリット部位置決め装置3の支持ローラ3a上に排出される。
【0037】
支持ローラ3a上に排出されたワークWは、センサー(図示省略)によってスリット部Waが検出されると共に、センサーからの検出信号に基づいて駆動部により支持ローラ3aが回転制御され、スリット部Waが真上に位置する状態で支持ローラ3a上に支持される。
【0038】
その後、ワーク搬入装置2のワーク押し出しシリンダ21が作動して押し込み部材21aを支持ローラ3a上のワークWの終端部に当接させ、この状態でワーク押し出しシリンダ21によりワークWを軸線方向へ押し出して行く。そうすると、軸線方向へ押し出されたワークWは、一対のキャタピラ式コンベヤ22間に挿入されると共に、その先端がワーク移送装置4により移送されている最後尾のワークWの終端部に当接する。又、一対のキャタピラ式コンベヤ22間に挿入されたワークWは、そのスリット部Waがセンターガイド5に挿入される。
このとき、ワーク押し出しシリンダ21により軸線方向へ押し込まれるワークWのスリット部Waが軸線方向へズレている場合でも、先に移送されているワークWの軸線方向のズレが修正されているため、ワークWを押し込んで先端部を先のワークWの終端部に当接させたときにスリット部Waの軸線方向のズレが自動的に修正されることになる。
【0039】
そして、軸線方向へ押し出されたワークWは、ワーク移送装置4により直列状に連なった状態で軸線方向へ移送されると共に、溶接装置8の溶接用トーチ8aの直下位置に於いて突き合されているスリット部Waが順次突合せ溶接されて行く。
このとき、ワークWは、一対のキャタピラ式コンベヤ22、上部ローラ23及び下部ローラ24により上下左右方から保持されて真円の状態で移送されていると共に、センターガイド5により心出しされて一定の姿勢(スリット部Waが真上に位置する状態)で案内され、且つ溶接位置決めローラ7によりワークWのスリット部Waの円周方向のズレとスリット部Waの段付きを無くした状態で移送され、然も、ゴム部材製の保持部材29を備えたキャタピラ式コンベヤ22により移送されている。その結果、ワークWは、スリップすることなく安定した姿勢で且つ一定の速度で溶接装置8側へ移送されることになる。即ち、ワークWは、最適な状態で溶接装置8側へ移送されることになり、溶接装置8に於いて精度の高い溶接が行われることになる。
又、ワークWは、溶接位置に於いてGTA溶接により溶接され、且つガス供給パイプ6からワークWのスリット部Waの裏面側へシールドガスが吹き付けられているため、無酸化溶接が可能となって高品質な溶接が行われる。
更に、ワークWは、直列状に連なった状態で移送されつつ各ワークWのスリット部Waが連続的に順次突合せ溶接されているため、生産性が高くなると共に、ワークWの溶接開始部及び溶接終了部に溶け落ち等の溶接欠陥が生じることがなく、製品(単管)の品質が向上することになる。
加えて、ワークWの溶接時には、アークを冷却治具8bにより両側から冷却して横断面形状が楕円状で且つエネルギー密度の高い高温のアークとしているため、予熱効果が上がって溶け込みが大きくなると共に、裏波も出易くなり、然も、電流を上げても良好な溶接を行える。その結果、通常のプラズマ溶接やTIG溶接に比べて溶接速度を20〜30%アップすることができる。
【0040】
溶接装置8により突合せ溶接されたワークWは、ワーク移送装置4から順次送り出され、ワーク切り離し装置9によって溶接部で連結されている部分が切り離される。この切り離されたワークWは、ワークWの側方位置に傾斜姿勢で配設された搬出シュート46へ搬出され、後続の加工機へ送られて行く。
【0041】
【発明の効果】
以上の説明からも明らかなように、本発明の単管連続自動溶接装置は、次のような優れた効果を奏することができる。
(1)本発明の単管連続自動溶接装置は、円筒状に曲げ加工された複数のワークをワーク移送装置により直列状に連ねた状態で軸線方向に移送し、ワークの移送中に各ワークのスリット部を溶接装置により順次突合せ溶接し、溶接部で連結されている各ワークの連結部をワーク切り離し装置により切り離すようにしているため、円筒状の単管を連続的に製造することができる。その結果、本発明の単管連続自動溶接装置を用いて単管を製造すれば、生産性が高くなると共に、操作性が良く、段取り時間も短くて済む。又、各ワークを直列状に連ねて各ワークのスリット部を順次突合せ溶接するようにしているため、ワークの溶接開始部と溶接終端部に溶け落ち等の溶接欠陥を生じることがなく、製品(単管)の品質の向上を図れる。
(2)本発明の単管連続自動溶接装置は、ワークの外周面を一対のキャタピラ式コンベヤ、上部ローラ及び下部ローラにより左右上下方向から保持してワークを真円の状態で軸線方向へ移送するようにしているため、ワークを最適な状態で後続の溶接装置へ移送することができる。
(3)本発明の単管連続自動溶接装置は、ワークを両側から挾持する一対のキャタピラ式コンベヤがワークの側面を保持する保持部材とこの保持部材をワークの側面に押し付ける加圧ローラとを備え、又、下部ローラが上下動可能に構成されているため、ワークの直径が変わってもワークを上下左右方向から良好且つ確実に保持することができ、冒頭で述べた従来の自動溶接装置のようにワークのサイズ毎に溶接治具を交換する必要もない。
(4)本発明の単管連続自動溶接装置は、各保持部材がゴム部材によりブロック状に形成され、且つワークを保持する面が断面形状V字状に形成されているため、ワークをスリップすることなく安定した状態で移送することができると共に、ワークの直径に関係なくワークを良好且つ確実に保持することができる。
(5)本発明の単管連続自動溶接装置は、一対のキャタピラ式コンベヤ間に、ワークのスリット部に挿通されるセンターガイドと、ワークの突き合されたスリット部に係合し且つスリット部の上面に当接する溶接位置決めローラとを夫々配設しているため、ワークの心出しを行えると共に、ワークのスリット部の円周方向のズレ及びスリット部の段付きを夫々防止することができ、ワークをより一層最適な状態で溶接装置へ移送することができる。
(6)本発明の単管連続自動溶接装置は、タングステン電極棒を挿着した溶接用トーチの先端部両側に冷却治具を配設し、冷却治具によりアークを冷却して横断面形状が楕円状のアークを形成するようにしているため、予熱効果が上がって溶け込みが大きくなると共に、裏波も出易くなる。然も、電流を上げても良好な溶接を行える。その結果、通常のプラズマ溶接やTIG溶接に比べて溶接速度を20〜30%アップすることができる。又、ワークの突き合されたスリット部の裏面側にガス供給パイプからシールドガスを供給するようにしているため、無酸化溶接が可能となって高品質な溶接を行える。
【図面の簡単な説明】
【図1】本発明の実施の形態に係る単管連続自動溶接装置の正面図である。
【図2】同じく単管連続自動溶接装置の一部省略平面図である。
【図3】同じく単管連続自動溶接装置の一部省略側面図である。
【図4】同じく単管連続自動溶接装置の背面図である。
【図5】単管連続自動溶接装置の要部(ワーク移送装置部分)の平面図である。
【図6】単管連続自動溶接装置の要部(ワーク移送装置部分)の縦断面図である。
【図7】単管連続自動溶接装置の要部(ワーク移送装置部分)の拡大縦断面図である。
【図8】溶接位置決めローラの拡大正面図である。
【図9】(A)はワーク、溶接用トーチ及び冷却治具の部分拡大断面図、(B)はワーク及び冷却治具の部分拡大平面図である。
【符号の簡単な説明】
2はワーク搬入装置、3はスリット部位置決め装置、4はワーク移送装置、5はセンターガイド、6はガス供給パイプ、7は溶接位置決めローラ、8は溶接装置、8aは溶接用トーチ、8bは冷却治具、8cはタングステン電極棒、9はワーク切り離し装置、22はキャタピラ式コンベヤ、23は上部ローラ、34は下部ローラ、25は駆動スプロケット、26は従動スプロケット、27はチェーン、28は駆動部、29は保持部際、30は加圧ローラ、Aはアーク、Wはワーク、Waはスリット部。
Claims (7)
- 金属板材を円筒状に曲げ加工して成る複数のワーク(W)を直列状に連ねた状態で軸線方向に移送し、ワーク(W)の移送中に各ワーク(W)のスリット部(Wa)を順次突合せ溶接して円筒状の単管を連続的に製造する単管連続自動溶接装置であって、前記単管連続自動溶接装置は、円筒状に曲げ加工されたワーク(W)を連続的に搬入して軸線方向へ送り出すワーク搬入装置(2)と、搬入されたワーク(W)のスリット部(Wa)を一定位置に揃えるスリット部位置決め装置(3)と、スリット部(Wa)が一定位置に揃えられたワーク(W)をワーク搬入装置(2)から受け取って直列状に連なった状態で移送すると共に、ワーク(W)を外側から挾持してワーク(W)のスリット部(Wa)を突き合せるワーク移送装置(4)と、各ワーク(W)の突き合されたスリット部(Wa)を順次突合せ溶接する溶接装置(8)と、溶接部で連結されている各ワーク(W)の連結部を切り離すワーク切り離し装置(9)とを備えていることを特徴とする単管連続自動溶接装置。
- ワーク移送装置(4)が、スリット部位置決め装置(3)によりスリット部(Wa)が真上に位置する状態で揃えられたワーク(W)を両側から挾持しながら移送する一対のキャタピラ式コンベヤ(22)と、ワーク(W)の上面側に当接してワーク(W)の上面側を保持する上部ローラ(23)と、ワーク(W)の下面側に当接してワーク(W)の下面側を保持する下部ローラ(24)とを備えており、ワーク(W)の外周面を一対のキャタピラ式コンベヤ(22)、上部ローラ(23)及び下部ローラ(24)により左右上下方向から保持してワーク(W)を真円の状態で移送するように構成されていることを特徴とする請求項1に記載の単管連続自動溶接装置。
- 一対のキャタピラ式コンベヤ(22)が、ワーク(W)の側方位置に間隔調整可能に配設された駆動スプロケット(25)及び従動スプロケット(26)と、両スプロケット(25),(26)に巻き回された無端状のチェーン(27)と、駆動スプロケット(25)を回転駆動する駆動部(28)と、チェーン(27)に取り付けられ、ワーク(W)の側面を保持する複数の保持部材(29)と、チェーン(27)の内側領域にワーク(W)側へ移動調整可能に配設され、ワーク(W)に対向する保持部材(29)をワーク(W)の側面側へ押し付ける加圧ローラ(30)とを夫々備えており、ワーク(W)の直径に応じて保持部材(29)の位置を加圧ローラ(30)により移動調整できるように構成され、又、下部ローラ(24)が、ワーク(W)の直径に応じてワーク(W)の下面側を保持できるように上下動可能に構成されていることを特徴とする請求項2に記載の単管連続自動溶接装置。
- 各保持部材(29)は、ゴム部材によりブロック状に形成されており、ワーク(W)を保持する面が断面形状V字状に形成されていることを特徴とする請求項3に記載の単管連続自動溶接装置。
- 一対のキャタピラ式コンベヤ(22)間に、ワーク(W)のスリット部(Wa)に挿通されてワーク(W)の心出しを行うセンターガイド(5)を上下動可能に配設し、当該センターガイド(5)のワーク(W)内に位置する部分に、ワーク(W)の突き合されたスリット部(Wa)の裏面側にシールドガスを供給するガス供給パイプ(6)を取り付けたことを特徴とする請求項2又は請求項3に記載の単管連続自動溶接装置。
- 一対のキャタピラ式コンベヤ(22)間に、ワーク(W)の突き合されたスリット部(Wa)に係合し且つスリット部(Wa)の上面に当接する溶接位置決めローラ(7)を上下動可能に配設し、当該溶接位置決めローラ(7)によりワーク(W)のスリット部(Wa)のズレ及び段付きを防止するようにしたことを特徴とする請求項2又は請求項3に記載の単管連続自動溶接装置。
- 溶接装置(8)が、タングステン電極棒(8c)を挿着した溶接用トーチ(8a)と、溶接用トーチ(8a)の先端部両側に配設された冷却治具(8b)とを備えており、冷却治具(8b)によりアーク(A)を冷却して横断面形状が楕円状のアーク(A)を形成できるように構成されていることを特徴とする請求項1に記載の単管連続自動溶接装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003040719A JP3986979B2 (ja) | 2003-02-19 | 2003-02-19 | 単管連続自動溶接装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003040719A JP3986979B2 (ja) | 2003-02-19 | 2003-02-19 | 単管連続自動溶接装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004249307A true JP2004249307A (ja) | 2004-09-09 |
| JP3986979B2 JP3986979B2 (ja) | 2007-10-03 |
Family
ID=33024496
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003040719A Expired - Fee Related JP3986979B2 (ja) | 2003-02-19 | 2003-02-19 | 単管連続自動溶接装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3986979B2 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010201432A (ja) * | 2009-02-27 | 2010-09-16 | Taiyo Nippon Sanso Corp | 円筒部材用架台 |
| JP2012121062A (ja) * | 2010-12-10 | 2012-06-28 | Fuji Kikai Kosakusho:Kk | 管体溶接装置 |
| CN104325234A (zh) * | 2014-10-16 | 2015-02-04 | 上海交通大学 | 等离子焊双面熔池图像采集的视觉传感器 |
| KR101582095B1 (ko) * | 2014-08-18 | 2016-01-04 | (주) 세화정공 | 직선 자동 용접장치를 이용한 용접방법 |
| JP2017131967A (ja) * | 2016-01-27 | 2017-08-03 | フィベス オート ソチエタ ペル アツィオニ | プロファイリングラインの整列装置 |
| KR101799086B1 (ko) | 2016-02-16 | 2017-11-17 | 장선화 | 파이프 성형용 용접장치 |
| CN108723674A (zh) * | 2018-06-29 | 2018-11-02 | 江西鼎城铝模科技有限公司 | 铝模板早拆头定位器 |
| CN111774434A (zh) * | 2020-08-04 | 2020-10-16 | 中石化石油机械股份有限公司沙市钢管分公司 | 高频管预合缝辅助装置 |
| CN114769869A (zh) * | 2022-06-13 | 2022-07-22 | 东莞市永勤精密技术有限公司 | 一种用于手机零件加工的激光焊机 |
| CN116214067A (zh) * | 2023-02-24 | 2023-06-06 | 陇南福盛路桥工程有限公司 | 一种便于固定的焊接辅助工装 |
| CN116638234A (zh) * | 2023-07-26 | 2023-08-25 | 常州特尔玛科技股份有限公司 | 一种具有自锁结构的焊枪用防撞器及使用方法 |
| CN117900709A (zh) * | 2024-03-15 | 2024-04-19 | 四平市中保换热设备有限公司 | 一种螺旋板换热器焊接装置及工艺 |
| CN119772466A (zh) * | 2025-03-11 | 2025-04-08 | 溧阳市安华机电设备有限公司 | 一种电梯板材用的焊接装置 |
| CN120038500A (zh) * | 2025-03-19 | 2025-05-27 | 安徽春晟机械有限公司 | 一种汽车减震器外筒加工用焊接装置 |
| CN121315538A (zh) * | 2025-11-17 | 2026-01-13 | 江苏泰豪钢业有限公司 | 一种精密零部件自动焊接设备 |
-
2003
- 2003-02-19 JP JP2003040719A patent/JP3986979B2/ja not_active Expired - Fee Related
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010201432A (ja) * | 2009-02-27 | 2010-09-16 | Taiyo Nippon Sanso Corp | 円筒部材用架台 |
| JP2012121062A (ja) * | 2010-12-10 | 2012-06-28 | Fuji Kikai Kosakusho:Kk | 管体溶接装置 |
| KR101582095B1 (ko) * | 2014-08-18 | 2016-01-04 | (주) 세화정공 | 직선 자동 용접장치를 이용한 용접방법 |
| CN104325234A (zh) * | 2014-10-16 | 2015-02-04 | 上海交通大学 | 等离子焊双面熔池图像采集的视觉传感器 |
| CN104325234B (zh) * | 2014-10-16 | 2015-11-25 | 上海交通大学 | 等离子焊双面熔池图像采集的视觉传感器 |
| JP2017131967A (ja) * | 2016-01-27 | 2017-08-03 | フィベス オート ソチエタ ペル アツィオニ | プロファイリングラインの整列装置 |
| KR101799086B1 (ko) | 2016-02-16 | 2017-11-17 | 장선화 | 파이프 성형용 용접장치 |
| CN108723674B (zh) * | 2018-06-29 | 2023-11-28 | 江西鼎城铝模科技有限公司 | 铝模板早拆头定位器 |
| CN108723674A (zh) * | 2018-06-29 | 2018-11-02 | 江西鼎城铝模科技有限公司 | 铝模板早拆头定位器 |
| CN111774434A (zh) * | 2020-08-04 | 2020-10-16 | 中石化石油机械股份有限公司沙市钢管分公司 | 高频管预合缝辅助装置 |
| CN114769869A (zh) * | 2022-06-13 | 2022-07-22 | 东莞市永勤精密技术有限公司 | 一种用于手机零件加工的激光焊机 |
| CN116214067A (zh) * | 2023-02-24 | 2023-06-06 | 陇南福盛路桥工程有限公司 | 一种便于固定的焊接辅助工装 |
| CN116638234A (zh) * | 2023-07-26 | 2023-08-25 | 常州特尔玛科技股份有限公司 | 一种具有自锁结构的焊枪用防撞器及使用方法 |
| CN116638234B (zh) * | 2023-07-26 | 2023-09-22 | 常州特尔玛科技股份有限公司 | 一种具有自锁结构的焊枪用防撞器及使用方法 |
| CN117900709A (zh) * | 2024-03-15 | 2024-04-19 | 四平市中保换热设备有限公司 | 一种螺旋板换热器焊接装置及工艺 |
| CN117900709B (zh) * | 2024-03-15 | 2024-05-14 | 四平市中保换热设备有限公司 | 一种螺旋板换热器焊接装置及工艺 |
| CN119772466A (zh) * | 2025-03-11 | 2025-04-08 | 溧阳市安华机电设备有限公司 | 一种电梯板材用的焊接装置 |
| CN120038500A (zh) * | 2025-03-19 | 2025-05-27 | 安徽春晟机械有限公司 | 一种汽车减震器外筒加工用焊接装置 |
| CN121315538A (zh) * | 2025-11-17 | 2026-01-13 | 江苏泰豪钢业有限公司 | 一种精密零部件自动焊接设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3986979B2 (ja) | 2007-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5043625B2 (ja) | パイプの溶接方法 | |
| JP3986979B2 (ja) | 単管連続自動溶接装置 | |
| US5182428A (en) | Method and apparatus for removing target sections of sheet metal from a continuous coil and placing those sections in separate continuous coils in a continuous operation | |
| JP4927782B2 (ja) | 帯状ワークの突合せ接合装置 | |
| US12134149B2 (en) | Device for the orbital processing of non-rotating joints and pipe ends | |
| JPS62254937A (ja) | 溶接ゾ−ンを通して丸められた缶胴を導くための装置 | |
| JP4615261B2 (ja) | 帯状金属薄板の突合せ接合装置 | |
| JP5106811B2 (ja) | 帯状ワークの突合せ接合装置 | |
| JPH11156576A (ja) | レーザ加工機におけるパイプ切断方法およびその装置 | |
| JP5615943B2 (ja) | 金属リング製造方法及びその装置 | |
| JP3821892B2 (ja) | レーザ加工機における棒材供給装置および棒材搬送方法並びに棒材の芯出し・位置決め装置および棒材の芯出し・位置決め方法 | |
| JP4364603B2 (ja) | 単管連続自動溶接装置 | |
| KR101287933B1 (ko) | 자립형으로 세워지는 구조물에 사용되는 지주 제조장치 | |
| JP5180898B2 (ja) | 帯状ワークの突合せ接合装置 | |
| KR100371510B1 (ko) | 중공 단면 소재를 이송하기 위한 방법 및 장치 | |
| JP4475640B2 (ja) | ワーク切り離し装置 | |
| JP2004268053A (ja) | 長尺管製造装置 | |
| JP3413606B2 (ja) | 管研削装置 | |
| JP6980237B2 (ja) | 全自動突合せ接合装置 | |
| CN118559159B (zh) | 一种薄壁钛板平对接焊接设备及焊接方法 | |
| KR101862828B1 (ko) | 코일 연결장치 및 방법 | |
| CN219746725U (zh) | 汽车底盘纵梁后段自动焊接旋装工作站 | |
| JP3497235B2 (ja) | ストリップ端部切断開先加工装置 | |
| CN120790800A (zh) | 一种编织线切断焊接银片设备 | |
| JP3411181B2 (ja) | 連続熱間圧延設備における被圧延材の接合方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070131 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070323 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070516 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070612 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070704 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070711 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100720 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110720 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110720 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120720 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120720 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130720 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |