JP2010201432A - 円筒部材用架台 - Google Patents
円筒部材用架台 Download PDFInfo
- Publication number
- JP2010201432A JP2010201432A JP2009046419A JP2009046419A JP2010201432A JP 2010201432 A JP2010201432 A JP 2010201432A JP 2009046419 A JP2009046419 A JP 2009046419A JP 2009046419 A JP2009046419 A JP 2009046419A JP 2010201432 A JP2010201432 A JP 2010201432A
- Authority
- JP
- Japan
- Prior art keywords
- cylindrical member
- cylindrical
- support
- column
- members
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Landscapes
- Unwinding Of Filamentary Materials (AREA)
Abstract
【課題】板材を曲げ加工して形成される大口径の円筒部材の変形を防止して真円度を保った状態で確実に保持することができ、口径が異なる円筒部材の保持にも対応可能な円筒部材用架台を提供する。
【解決手段】円筒部材の軸線に直交する台座に設けられた少なくとも3本の支柱部材と、各支柱部材の上端にそれぞれ設けられた胴受け部材とを備え、支柱部材は、台座に対して円筒部材の軸線に直交する方向に移動可能かつ固定可能に設けられ、円筒部材を保持する際には、支柱部材上端の胴受け部材と円筒部材の外周面とが当接する各当接点を通る曲線が、円筒部材の外径に対応した真円を描く位置に支柱部材を配置する。
【選択図】図1
【解決手段】円筒部材の軸線に直交する台座に設けられた少なくとも3本の支柱部材と、各支柱部材の上端にそれぞれ設けられた胴受け部材とを備え、支柱部材は、台座に対して円筒部材の軸線に直交する方向に移動可能かつ固定可能に設けられ、円筒部材を保持する際には、支柱部材上端の胴受け部材と円筒部材の外周面とが当接する各当接点を通る曲線が、円筒部材の外径に対応した真円を描く位置に支柱部材を配置する。
【選択図】図1
Description
本発明は、円筒部材用架台に関し、詳しくは、空気分離装置などに用いられる蒸留塔(精留塔)や大量の液体や気体を貯留する大型貯槽などを構成する大口径の円筒部材を保持するための円筒部材用架台に関する。
大口径の円筒容器は、反応装置、精留装置、貯槽等、多くの工業分野で利用されている。これらの大口径の円筒容器は、必要な長さ及び幅を有する板材を曲げ加工して円筒部材を製造し、複数個の円筒部材を軸方向に溶接して接続することにより円筒胴を形成し、この円筒胴の両端に鏡板を接合することによって製造される。円筒容器の製造工程では、その口径が大きい程、板材自体の自重により、円筒部材は偏平な状態に変形する。このため、所定の円弧に沿う内面を有する第1,第2の矯正体を使用して変形した円筒部材を真円状に矯正する装置が用いられている(例えば、特許文献1参照。)。
しかしながら、各種口径の円筒部材に対応するためには、多数の矯正体を必要とし、装置自体も大掛かりなものになるという問題があった。また、変形防止部材を円筒部材の外周に取り付けることもできるが、この場合も各種口径の円筒部材に対応する変形防止部材を用意する必要があり、これらの製造、保管、管理に要するコストが多大なものになるという問題があった。
そこで本発明は、板材を曲げ加工して形成される大口径の円筒部材の変形を防止して真円度を保った状態で確実に保持することができ、口径が異なる円筒部材の保持にも対応可能な円筒部材用架台を提供することを目的としている。
上記目的を達成するため、本発明の円筒部材用架台は、板材を曲げ加工して円筒に形成した円筒部材を保持するための円筒部材用架台において、前記円筒部材の軸線に対して直交する方向に配置された複数の台座と、該複数の台座にそれぞれ設けられた少なくとも3本の支柱部材と、各支柱部材の上端にそれぞれ設けられた胴受け部材とを備え、前記支柱部材は、前記台座に対して前記円筒部材の軸線に直交する方向に移動可能かつ固定可能に設けられ、前記円筒部材を保持する際には、前記支柱部材上端の胴受け部材と前記円筒部材の外周面とが当接する各当接点を通る曲線が、前記円筒部材の外径に対応した真円を描く位置に前記支柱部材が配置されることを特徴としている。
また、本発明の円筒部材用架台は、前記支柱部材が前記胴受け部材の高さを調節可能に形成されていること、前記胴受け部材が少なくとも一つの転動部材を介して前記円筒部材の外周面に当接することを特徴としている。さらに、前記円筒部材の軸線を含む水平面で円筒部材側面中央部分の軸線方向に当接する胴受け部材を備えた側面中央支柱部材を設けたこと、また、前記円筒部材の端縁に当接して該円筒部材の軸線方向の移動を制限する移動制限部材を備えていることを特徴としている。
本発明の円筒部材用架台によれば、3点を指定すれば円の形状が特定できることから、台座上に設けた3本以上の支柱部材に設けられた胴受け部材の位置を、保持する円筒部材の外径に対応した真円を描く位置及び高さに設定することにより、円筒部材の変形を防止した状態で保持することができる。特に、支柱部材の位置を変更するだけで各種口径の円筒部材に対応することができるので、製造、保管、管理に要するコストを削減できる。また、円筒部材の外周面に転動部材を介して当接させることにより、円筒部材を円筒胴周方向に回転可能に保持したり、軸線方向に移動可能に保持したりすることができる。
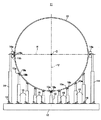
図1乃至図3に示す円筒部材用架台11は、あらかじめ設定された間隔で平行に配置された一対の台座12,12と、該台座12,12の上にそれぞれ設けられた複数の支柱部材13,14,15とで形成されている。両台座12は、保持する円筒部材16の軸線Cに対して直交する方向に設けられたH形鋼やC形鋼によって形成されており、両台座12同士は、両台座12を平行に保つとともに、両台座12間を円筒部材16の軸方向長さに応じた間隔に保つための連結部材17によって連結されている。
支柱部材13,14,15は、円筒部材16の軸線Cを含む垂直面で、鉛直線Vと交差する円筒部材底面中央部分に当接する胴受け部材13aを備えた底面中央支柱部材13と、円筒部材16の軸線Cを含む水平面で、水平線Hと交差する円筒部材側面中央部分の軸線方向に当接する胴受け部材14aを備えた側面中央支柱部材14と、底面中央支柱部材13と側面中央支柱部材14との間の円筒部材16の下面を胴受け部材15aにより支持する複数本(本形態例では左右各4本)の中間部支柱部材15とを有しており、側面中央支柱部材14及び中間部支柱部材15は、台座12の長手方向に沿って移動可能、すなわち、円筒部材16の軸線Cに対して直交する方向に移動可能に設けられており、側面中央支柱部材14及び中間部支柱部材15の下部には、円筒部材16の口径(外径)に応じてあらかじめ設定された位置で両支柱部材14,15を固定するための固定手段18を備えている。
各支柱部材13,14,15の上端に設けられた各胴受け部材13a,14a,15aは、円筒部材16の外面に転動可能に当接する少なくとも1個のボール19aと、このボール19aを任意の方向に転動可能に保持する保持部材19bとを有しており、転動部材としてボール19aを用いて円筒部材16を保持することにより、円筒部材用架台11上の円筒部材16を円筒胴周方向に回転可能、かつ、軸線方向に移動可能な状態とすることができる。
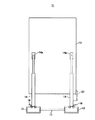
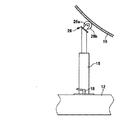
また、図4に示すように、各支柱部材における支柱部20は、筒状の下部支柱20aと、該下部支柱部20a内に軸方向(高さ方向)に移動可能に挿入された上部支柱20bと、上部支柱20bの軸方向(高さ方向)に設けられた複数の通孔20cに、下部支柱20aに設けられた通孔20dを通して着脱可能に挿通される固定ピン20eとで形成されており、上部支柱20bの高さ、すなわち、台座からの胴受け部材の高さを調節可能に形成している。
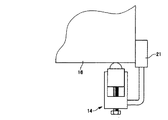
さらに、図5に示すように、底面中央支柱部材13には、円筒部材用架台11上に保持した円筒部材16の軸線方向への移動を制限するため、円筒部材16の端面に回転可能な状態で当接するローラ21aを備えた移動制限部材21が着脱可能あるいは円筒部材16の端面部分から待避可能な状態で設けられている。
このように形成した円筒部材用架台11は、台座12に固定された底面中央支柱部材13に対する側面中央支柱部材14及び中間部支柱部材15の位置及び高さを円筒部材16の外径に応じた位置及び高さに設定し、各胴受け部材のボール19aが円筒部材16の外周面に当接する当接点を通る曲線が円筒部材16の外径に対応した真円を描くように配置することにより、各胴受け部材13a,14a,15aによって円筒部材16を真円に保った状態で保持することができる。したがって、円筒部材16の自重で円筒部材16が偏平な状態に変形することを防止できる。
特に、円筒部材16を保持する際に、該円筒部材16の軸線を通る水平線と交わる円筒部材16の側面中央部分を、両側から側面中央支柱部材14にて支持することにより、円筒部材16の変形をより確実に防止することができる。また、前工程で板材を曲げ加工して長手溶接することにより円筒部材16を製造した後、円筒部材用架台11にて保持するまでの間に円筒部材16が僅かに変形したとしても、円筒部材用架台11で保持した円筒部材16を軸線を中心として周方向に回転させることにより、円筒部材16の外径に応じてあらかじめ設定した位置に配置した一対の側面中央支柱部材14の胴受け部材14aで円筒部材16を両側から押圧する状態になるので、変形した円筒部材16を真円状態に矯正することもできる。
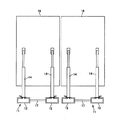
このような円筒部材用架台11で円筒部材16を保持することにより、複数の円筒部材16を接合して円筒容器を製造する際に、各支柱部材13,14,15の高さを同一に設定しておくことにより、図6に示すように、接合する円筒部材16同士の軸線を一致させることができる。このとき、各胴受け部材のボール19aによって円筒部材16を保持しているため、円筒部材16同士の間の間隔調整は、円筒部材用架台11上で円筒部材16を軸線方向に移動させることによって容易に行うことができる。また、円筒部材16同士を溶接によって接合する際の開先加工、溶接作業、溶接後の研磨作業などを行う際には、円筒部材用架台11上で円筒部材16を周方向に回転させることにより、接合部全周の作業を容易に行うことができる。
また、図7に示すように、図1に示す円筒部材16に比べて口径が小さい円筒部材16aを保持する際には、底面中央支柱部材13及び中間部支柱部材15は、これらの高さを変更することなく、固定手段18を緩めて各中間部支柱部材15を底面中央支柱部材13の方向に所定量ずつ移動させ、側面中央支柱部材14は、高さを円筒部材16aの軸線高さに合わせるとともに、底面中央支柱部材13の方向に所定量移動させて固定手段18で位置固定し、前記同様に、各胴受け部材の当接点を通る曲線が円筒部材16aの外径に一致した真円を描くように位置合わせすることにより、小口径の円筒部材16aを真円状態に保った状態で保持することができる。
このように、各中間部支柱部材15及び側面中央支柱部材14を底面中央支柱部材13の方向に移動させて小口径の円筒部材16aを保持することにより、各胴受け部材間の間隔が狭くなるので、小口径の円筒部材16aを真円状態に保った状態でより確実に保持することができる。また、台座12に各種口径の円筒部材に対応した各中間部支柱部材15及び側面中央支柱部材14の位置を示す指標を設けておくことにより、保持する円筒部材の外径に対応した位置に中間部支柱部材15及び側面中央支柱部材14を容易に移動させて位置決めすることができる。
さらに、図8に示すように、口径が異なる円筒部材16,16aを円錐接合部材22を介して接合する際には、各支柱部材13,14,15の高さを調節し、大口径の円筒部材16の保持高さに対して小口径の円筒部材16aの保持高さを所定量だけ高く設定することにより、両円筒部材16,16aの軸線を一致させることができる。したがって、口径が異なる円筒部材16,16aを円錐接合部材22を介して接合する場合でも、各円筒部材16,16aを円筒部材用架台11にそれぞれ保持させるだけで対応できるので、両円筒部材16,16aの接合を容易かつ確実に行うことができる。
特に、1種類の円筒部材用架台11で、各支柱部材13,14,15の位置や高さを調節するだけで、様々な口径の円筒部材を真円状態を保ったまま保持することができるので、保持する円筒部材の口径にそれぞれ対応した機器や治具を多数用意する必要がなくなり、円筒部材を保持したり、矯正したりするための機器を製造するコストの削減が図れ、これらを保管するスペースが不要となり、これらの出し入れ作業や管理業務も不要となるので、円筒容器製造における大幅な経費の削減と工期の短縮とが図れる。
図9は、側面中央支柱部材14に設ける胴受け部材の他の形態例を示している。まず、図9(a)に示す胴受け部材23は、側面中央支柱部材14の上端部に胴受け支持部23aを突設し、該胴受け支持部23aの先端部に、円筒部材16の軸線と平行な方向の支軸23bを介して、2個のボール19aを備えた胴受け本体23cを揺動可能に設けるとともに、胴受け支持部23aの上下で側面中央支柱部材14にそれぞれ挿通した一対のボルト23dによって胴受け本体23cの角度を調節可能に形成したものである。この胴受け部材23によれば、胴受け本体23cの角度を一対のボルト23dによって調節することにより、胴受け本体23cの角度を微調整して円筒部材16の真円状態での外面位置に合わせることができ、2個のボール19aを円筒部材16の外面に確実に当接させることができる。
図9(b)に示す胴受け部材24は、側面中央支柱部材14の上端部にボルト24aを挿通し、このボルト24aの先端に胴受け支持部材24bを設けるとともに、この胴受け支持部材24bに、円筒部材16の軸線と平行な方向の支軸24cを介して、2個のボール19aを備えた胴受け本体24dを揺動可能に設けたものである。この胴受け部材24によれば、側面中央支柱部材14からの胴受け本体24dの突出量をボルト24aによって調節することにより、胴受け本体24dの位置を微調整して円筒部材16の真円状態での外面位置に合わせることができ、2個のボール19aを円筒部材16の外面に確実に当接させることができる。
さらに、図9(c)に示す胴受け部材25は、側面中央支柱部材14の上端部に挿通したボルト25aの先端に胴受け支持部材25bを設け、該胴受け支持部材25bに突設した胴受け支持部25cの先端部に、円筒部材16の軸線と平行な方向の支軸25dを介して、2個のボール19aを備えた胴受け本体25eを揺動可能に設けるとともに、胴受け支持部25cの上下で胴受け支持部材25bにそれぞれ挿通した一対のボルト25fによって胴受け本体25eの角度を調節可能に形成したものである。この胴受け部材25によれば、支柱部20からの胴受け部材本体25eの突出量をボルト25aによって調節することができるとともに、胴受け本体25eの角度を一対のボルト25fによって調節することができるので、胴受け本体24dの位置及び角度を微調整して円筒部材16の真円状態での外面位置に合わせることができ、2個のボール19aを円筒部材16の外面により確実に当接させることができる。
このように形成した胴受け部材23,24,25を側面中央支柱部材14に設けることにより、円筒部材16の真円状態への矯正をより確実に行うことができる。さらに、図9(b)及び図9(c)に示す胴受け部材24,25では、円筒部材16の両側に位置する胴受け部材24,25の位置をボルト24a,25aによって微調整することができるので、円筒部材16同士を接合する際の目違いの微修正を容易に行うことができる。
また、前記移動制限部材21は、任意の位置に設けることができ、図10に示すように、側面中央支柱部材14に設けた胴受け部材14aの側方に設けることもできる。さらに、円筒部材16を周方向に回転可能な状態でのみ円筒部材用架台11に保持すればよいときには、図11に示すように、円筒部材16の軸線と平行な方向の回転軸26aによって回転可能に支持されたローラ26bを備えた胴受け部材26を各支柱部材13,14,15の上端に設けることができる。
さらに、図12及び図13に示すように、円筒部材用架台11の台座12にフランジ付きの車輪27を設けるとともに、床面にレール28を設けることにより、円筒容器製造工程における円筒部材16の移動距離が長い場合でも、円筒部材用架台11を円滑に移動させることができ、複数の円筒部材用架台11を連結して同時に移動させることも可能とある。
円筒部材用架台11の各台座12に設ける支柱部材の本数は、保持する円筒部材16の径や板厚、真円状態への矯正の有無によって適宜選択することができ、例えば、図14及び図15に示すように、円筒部材16の下面中央を支持する中央支柱部材31と、その両側で円筒部材16の下面を支持する一対の中間部支柱部材32との3本の支柱部材31,32によっても、中間部支柱部材32の位置を適正な位置に設定することにより、円筒部材16を変形させずに保持することが可能である。
支柱部材31、32は、円筒部材16との当接点において力Fを受ける。円筒部材16の中心からの開き角度をα(以後、単に開き角度と言う。)とすると、水平方向にはFH(=Fsinα)、垂直方向にはFV(=Fcosα)の力を受ける。この開き角度αが45度以上になると、支柱部材が受ける水平方向の力は垂直方向の力よりも相対的に増加する。したがって、この開き角度が45度以上となる位置に支柱32を設置すれば、円筒部材16の水平方向からより確実に支持することができ、変形をより効果的に防止できる。つまり、最も端にある支柱を、開き角度αが45度以上となる場所に設置することで、少ない支柱でもより効果的に円筒部材の変形を防止できる。
次に、円筒部材用架台11の作業の安全性について、円筒部材用架台11に円筒部材16が載置されているときに、円筒部材16に水平方向に力Fが加わり、円筒部材16が円筒部材用架台11から落下する場合を検討する。図15において、円筒部材16の半径をR、円筒部材16の質量をm、重力加速度をgとして、支柱部材32と円筒部材16との当接点Aにおける回転モーメントを求める。円筒部材16の質量により、反時計回りの回転モーメントM1、力Fによる時計まわりの回転モーメントM2が生じる。

従って、円筒部材16を架台から落下させるために必要な力Fは、
となる。
円筒部材16を架台から落下させるために必要な力Fと開き角度αとの関係を図17に示す。開き角度αが70度を超えると、円筒部材16を架台から落下させるために必要な力Fは急激に増加する傾向がある。つまり、最も端にある支柱32をその開き角度が70度以上となる場所に設置すると、何らかの原因で円筒部材16に横方向からの力が加わっても落下し難くなり、作業の安全性は大きく改善される。
つまり、円筒部材用架台11の最も端にある支柱を、開き角度が45度以上となる位置に設置することで、円筒部材16の変形を効果的に防止でき、さらに、開き角度が70度以上となる位置に設置することで、作業の安全性が大きく改善される効果が更に得られることになる。
また、図17に示すように、円筒部材16の下面中央を支持する中央支柱部材33と、その両側で円筒部材16の下面を支持する一対の中間部支柱部材34と、円筒部材16の側面中央を支持する一対の側面支柱部材35との5本の支柱部材33,34,35によっても円筒部材16を変形させずに保持することができるとともに、一対の側面支柱部材35によって円筒部材16の真円状態への矯正も行うことができる。支柱部材33,34,35の円筒部材16への当接点の位置は、円筒部材16の中心からの開き角度βを40度から50度の範囲、例えば45度の等角度に設定することにより、円筒部材16の荷重を効果的に受けることができ、円筒部材16の変形を確実に防止できる。
なお、支柱部材の本数は3本以上であればよく、支柱部材の位置や台座を含めた各部の構造、形状は、保持する円筒部材の口径、材質、板厚、重量、円筒部材同士の接合方法、円筒容器の製造手順、その他の条件に応じて適宜設定することができ、上記形態例に限定されるものではない。例えば、一対の台座を一つの台枠上に並列に設けることも可能であり、支柱部材を備えた台座を3個以上設けることも可能である。
図1及び図2に示す形状で、長さ3000mmの一対の台座12を、外面間距離1500mmで配置し、各台座12にそれぞれ11本の支柱部材13,14,15を設けた円筒部材用架台11を使用し、径2300mm、長さ1500mm、板厚6.4mmの円筒部材16を保持したところ、水平方向の半径(DH)と鉛直方向の半径(DV)との差(DH−DV)は1mmであり、円筒部材16の真円度が十分に保たれており、円筒部材16同士の接合にはまったく問題はなく、複数の円筒部材16を接合した円筒容器における問題も発生しなかった。一方、同じ円筒部材16を、円筒部材16の軸線と平行な方向に、水平距離1000mmで配置した一般的なターニングローラに単に載置した場合、水平方向の半径(DH)と鉛直方向の半径(DV)との差(DH−DV)は27mmになり、円筒部材16を接合する前に矯正する必要があった。
11…円筒部材用架台、12…台座、13…底面中央支柱部材、13a…胴受け部材、14…側面中央支柱部材、14a…胴受け部材、15…中間部支柱部材、15a…胴受け部材、16,16a…円筒部材、17…連結部材、18…固定手段、19a…ボール、19b…保持部材、20…支柱部、20a…下部支柱、20b…上部支柱、20c,20d…通孔、20e…固定ピン、21…移動制限部材、21a…ローラ、22…円錐接合部材、23…胴受け部材、23a…胴受け支持部、23b…支軸、23c…胴受け本体、23d…ボルト、24…胴受け部材、24a…ボルト、24b…胴受け支持部材、24c…支軸、24d…胴受け本体、25…胴受け部材、25a…ボルト、25b…胴受け支持部材、25c…胴受け支持部、25d…支軸、25e…胴受け本体、25f…ボルト、26…胴受け部材、26a…回転軸、26b…ローラ、27…車輪、28…レール、29…、30…、31…中央支柱部材、32…中間部支柱部材、33…中央支柱部材、34…中間部支柱部材、35…側面支柱部材
Claims (5)
- 板材を曲げ加工して円筒に形成した円筒部材を保持するための円筒部材用架台において、前記円筒部材の軸線に対して直交する方向に配置された複数の台座と、該複数の台座にそれぞれ設けられた少なくとも3本の支柱部材と、各支柱部材の上端にそれぞれ設けられた胴受け部材とを備え、前記支柱部材は、前記台座に対して前記円筒部材の軸線に直交する方向に移動可能かつ固定可能に設けられ、前記円筒部材を保持する際には、前記支柱部材上端の胴受け部材と前記円筒部材の外周面とが当接する各当接点を通る曲線が、前記円筒部材の外径に対応した真円を描く位置に前記支柱部材が配置されることを特徴とする円筒部材用架台。
- 板材を曲げ加工して円筒に形成した円筒部材を保持するための円筒部材用架台において、前記円筒部材の軸線に対して直交する方向に配置された複数の台座と、該複数の台座にそれぞれ設けられた少なくとも3本の支柱部材と、各支柱部材の上端にそれぞれ設けられた胴受け部材とを備え、前記胴受け部材の高さが調節可能に形成され、前記円筒部材を保持する際には、前記支柱部材上端の胴受け部材と前記円筒部材の外周面とが当接する各当接点を通る曲線が、前記円筒部材の外径に対応した真円を描く位置に前記支柱部材が配置されることを特徴とする円筒部材用架台。
- 前記胴受け部材は、少なくとも一つの転動部材を介して前記円筒部材の外周面に当接することを特徴とする請求項1又は2記載の円筒部材用架台。
- 前記円筒部材の軸線を含む水平面で円筒部材側面中央部分の軸線方向に当接する胴受け部材を備えた側面中央支柱部材を設けたことを特徴とする請求項1乃至3のいずれか1項記載の円筒部材用架台。
- 前記円筒部材の端縁に当接して該円筒部材の軸線方向の移動を制限する移動制限部材を備えていることを特徴とする請求項1乃至4のいずれか1項記載の円筒部材用架台。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009046419A JP2010201432A (ja) | 2009-02-27 | 2009-02-27 | 円筒部材用架台 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009046419A JP2010201432A (ja) | 2009-02-27 | 2009-02-27 | 円筒部材用架台 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010201432A true JP2010201432A (ja) | 2010-09-16 |
Family
ID=42963456
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009046419A Pending JP2010201432A (ja) | 2009-02-27 | 2009-02-27 | 円筒部材用架台 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010201432A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104325254A (zh) * | 2014-10-24 | 2015-02-04 | 天津新华昌运输设备有限公司 | 一种旋转式罐式集装箱端框焊接组装系统 |
| KR101842883B1 (ko) * | 2017-10-24 | 2018-05-14 | 주식회사 세안 | 격자지보 자동용접장치 |
| KR20180137131A (ko) * | 2017-06-16 | 2018-12-27 | 디에스엔주식회사 | 선박 회전 제작 지그 장치 |
| DE102022103490A1 (de) | 2022-02-15 | 2023-08-17 | Eew Special Pipe Constructions Gmbh | Mehrfach-Drehvorrichtung für Stahlrohre mit großem Durchmesser |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59153583A (ja) * | 1983-02-22 | 1984-09-01 | Mitsui Eng & Shipbuild Co Ltd | 彎曲壁部材の溶接方法 |
| JPS6076299A (ja) * | 1984-09-12 | 1985-04-30 | Hitachi Ltd | 円筒殻用回転治具 |
| JPH0455095A (ja) * | 1990-06-26 | 1992-02-21 | Kubota Corp | 回転支持装置 |
| JP2004249307A (ja) * | 2003-02-19 | 2004-09-09 | Akihisa Murata | 単管連続自動溶接装置 |
-
2009
- 2009-02-27 JP JP2009046419A patent/JP2010201432A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59153583A (ja) * | 1983-02-22 | 1984-09-01 | Mitsui Eng & Shipbuild Co Ltd | 彎曲壁部材の溶接方法 |
| JPS6076299A (ja) * | 1984-09-12 | 1985-04-30 | Hitachi Ltd | 円筒殻用回転治具 |
| JPH0455095A (ja) * | 1990-06-26 | 1992-02-21 | Kubota Corp | 回転支持装置 |
| JP2004249307A (ja) * | 2003-02-19 | 2004-09-09 | Akihisa Murata | 単管連続自動溶接装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104325254A (zh) * | 2014-10-24 | 2015-02-04 | 天津新华昌运输设备有限公司 | 一种旋转式罐式集装箱端框焊接组装系统 |
| CN104325254B (zh) * | 2014-10-24 | 2016-02-03 | 天津新华昌运输设备有限公司 | 一种旋转式罐式集装箱端框焊接组装系统 |
| KR20180137131A (ko) * | 2017-06-16 | 2018-12-27 | 디에스엔주식회사 | 선박 회전 제작 지그 장치 |
| KR102049229B1 (ko) * | 2017-06-16 | 2019-11-28 | (유)최고산업 | 선박 회전 제작 지그 장치 |
| KR101842883B1 (ko) * | 2017-10-24 | 2018-05-14 | 주식회사 세안 | 격자지보 자동용접장치 |
| DE102022103490A1 (de) | 2022-02-15 | 2023-08-17 | Eew Special Pipe Constructions Gmbh | Mehrfach-Drehvorrichtung für Stahlrohre mit großem Durchmesser |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010201432A (ja) | 円筒部材用架台 | |
| KR101095929B1 (ko) | 대형 파이프 라운드 교정장치 | |
| US9073152B2 (en) | Elliptical bearing manipulator | |
| DE102011053481A1 (de) | Vorrichtung zum Einspannen und Ausrichten von segmentartig ausgebildeten, dünnwandigen und hohlprofilierten Bauteilen | |
| JP4871058B2 (ja) | レーザ加工機におけるワークの支持装置 | |
| CN103313809B (zh) | 滚子卷边装置 | |
| US12172244B2 (en) | Turning device for pipes and pipe elements | |
| JP2015104785A (ja) | 積層ガラスブロックの保持具 | |
| WO2014103479A1 (ja) | 汎用受け治具 | |
| KR101851496B1 (ko) | 유니버설 조인트 분해장치 | |
| CN108515092A (zh) | 一种薄壁大直径筒体校圆辅助装置及其辅助校圆方法 | |
| EP3173181B1 (en) | Warping correction method | |
| CN113909340A (zh) | 筒体校圆工装 | |
| KR20230000308U (ko) | 바벨세트 거치대 | |
| JP6786997B2 (ja) | ワーク測定台 | |
| CN113109170A (zh) | 一种复合材料长梁强度试验装置 | |
| JP4622721B2 (ja) | タイヤバランス測定装置および測定方法 | |
| CN115158149B (zh) | 钢轨支架和长钢轨运输车 | |
| CN212122016U (zh) | 一种椭圆形钢管端面坡口切割装置 | |
| US20220410952A1 (en) | Transfer cart | |
| JP2016031280A (ja) | 巻き硬さ確認装置および巻き硬さ確認方法 | |
| CN220547964U (zh) | 一种角度调节结构 | |
| CN213470785U (zh) | 一种圆形钢管管端锁紧装置 | |
| JP5701366B1 (ja) | 底付コンクリート製品の型枠及び底付コンクリート製品の脱型方法 | |
| JP3233991U (ja) | 電子黒板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110304 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110920 |
|
| A02 | Decision of refusal |
Effective date: 20111220 Free format text: JAPANESE INTERMEDIATE CODE: A02 |