JP2004258193A - 光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリ - Google Patents
光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリ Download PDFInfo
- Publication number
- JP2004258193A JP2004258193A JP2003047525A JP2003047525A JP2004258193A JP 2004258193 A JP2004258193 A JP 2004258193A JP 2003047525 A JP2003047525 A JP 2003047525A JP 2003047525 A JP2003047525 A JP 2003047525A JP 2004258193 A JP2004258193 A JP 2004258193A
- Authority
- JP
- Japan
- Prior art keywords
- optical fiber
- fiber assembly
- polyimide
- polyimide coating
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
- Mechanical Coupling Of Light Guides (AREA)
Abstract
【課題】光ファイバにフェルールを一体成型しても特性の劣化を生じないようにする。
【解決手段】コア2とクラッド3とからなる光ファイバにポリイミド被覆4を施し、ポリイミド被覆4を付けたままの光ファイバ1にプラスチック・フェルール12を一体成型し、先端面10aを研磨する。
【効果】プラスチックの収縮応力をポリイミド被覆で緩和でき、光ファイバの特性の劣化を防止できる。なお、ポリイミド被覆は高耐熱性であるため、成型時の熱が加わっても支障を生じない。
【選択図】 図1
【解決手段】コア2とクラッド3とからなる光ファイバにポリイミド被覆4を施し、ポリイミド被覆4を付けたままの光ファイバ1にプラスチック・フェルール12を一体成型し、先端面10aを研磨する。
【効果】プラスチックの収縮応力をポリイミド被覆で緩和でき、光ファイバの特性の劣化を防止できる。なお、ポリイミド被覆は高耐熱性であるため、成型時の熱が加わっても支障を生じない。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリに関し、さらに詳しくは、光ファイバにフェルールを一体成型しても特性の劣化を生じない光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリに関する。
【0002】
【従来の技術】
従来、光ファイバを金型に入れてフェルールを成形し、光ファイバとフェルールとを一体化する技術が知られている(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開2001−249250号公報
【0004】
【発明が解決しようとする課題】
上記の従来技術では、フェルールの材料として金属,非晶質合金,セラミック,プラスチックなどを用いており、これらの熱収縮や凝固収縮により、フェルールと光ファイバとが強固に一体化されている。
しかし、熱収縮や凝固収縮の応力が光ファイバに直接加わり、光ファイバの特性に劣化を生じさせる問題点がある。
そこで、本発明の目的は、光ファイバにフェルールを一体成型しても特性の劣化を生じない光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリを提供することにある。
【0005】
【課題を解決するための手段】
第1の観点では、本発明は、光ファイバをポリイミド被覆し、そのポリイミド被覆を付けたままのポリイミド被覆光ファイバを金型に入れてプラスチック・フェルールを成形し、ポリイミド被覆光ファイバとプラスチック・フェルールとを一体化した後、プラスチック・フェルールの先端側を研磨することを特徴とする光ファイバ・アセンブリの製造方法を提供する。
上記第1の観点による光ファイバ・アセンブリの製造方法では、ポリイミド被覆を付けたままのポリイミド被覆光ファイバにプラスチック・フェルールを一体成型するが、ポリイミド被覆は高耐熱性であるため、成型時の熱が加わっても支障を生じない。そして、プラスチックの収縮応力は、ポリイミド被覆で緩和可能であり、光ファイバの特性に劣化を生じさせない。
また、光ファイバを高耐熱性でない材料で被覆し、この被覆を除去してからプラスチック・フェルールを一体成型すると、光ファイバの強度劣化が生じるが、上記第1の観点による光ファイバ・アセンブリの製造方法では、ポリイミド被覆を付けたままのポリイミド被覆光ファイバにプラスチック・フェルールを一体成型するため、光ファイバの強度劣化が生じない。また、ポリイミド被覆は切削性が良いので、先端側の研磨時に、光ファイバ端面が汚れ難い。
なお、光ファイバの被覆としてUV硬化型アクリル樹脂やシリコン樹脂を用いたり、フェルールの材料として金属,非晶質合金,セラミックを用いると、成型時の熱により被覆を損傷したり、収縮応力を被覆で十分緩和できない。
【0006】
第2の観点では、本発明は、上記構成の光ファイバ・アセンブリの製造方法において、前記プラスチック・フェルールは、液晶ポリマーからなることを特徴とする光ファイバ・アセンブリの製造方法を提供する。
上記第2の観点による光ファイバ・アセンブリの製造方法では、プラスチック・フェルールの材料として液晶ポリマーを用いるが、液晶ポリマーは熱膨張性が小さいため、収縮応力が過大にならず、ポリイミド被覆で緩和可能となり、光ファイバの特性に劣化を生じさせない。
【0007】
第3の観点では、本発明は、外周面にポリイミド被覆を形成されたポリイミド被覆光ファイバと、前記ポリイミド被覆を付けたままのポリイミド被覆光ファイバと一体成型されたプラスチック・フェルールとを具備することを特徴とする光ファイバ・アセンブリを提供する。
上記第3の観点による光ファイバ・アセンブリでは、ポリイミド被覆を付けたままのポリイミド被覆光ファイバにプラスチック・フェルールを一体成型しているが、ポリイミド被覆は高耐熱性であるため、成型時の熱が加わっても支障を生じない。そして、プラスチックの収縮応力は、ポリイミド被覆で緩和可能であり、光ファイバの特性に劣化を生じない。
なお、光ファイバの被覆としてUV硬化型アクリル樹脂やシリコン樹脂を用いたり、フェルールの材料として金属,非晶質合金,セラミックを用いると、成型時の熱により被覆が損傷したり、収縮応力を被覆で十分緩和できない。
【0008】
第4の観点では、本発明は、上記構成の光ファイバ・アセンブリにおいて、前記プラスチック・フェルールは、液晶ポリマーからなることを特徴とする光ファイバ・アセンブリを提供する。
上記第4の観点による光ファイバ・アセンブリでは、プラスチック・フェルールの材料として液晶ポリマーを用いるが、液晶ポリマーは液晶ポリマーは熱膨張性が小さいため、収縮応力が過大にならず、ポリイミド被覆で緩和可能となり、光ファイバの特性に劣化を生じない。
【0009】
【発明の実施の形態】
以下、図に示す実施形態により本発明をさらに詳細に説明する。なお、これにより本発明が限定されるものではない。
【0010】
−第1の実施形態−
図1は、第1の実施形態にかかる光ファイバ・アセンブリ10を示す断面図である。
この光ファイバ・アセンブリ10は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4を施したポリイミド被覆光ファイバ1と、ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1に一体成型されたプラスチック・フェルール12とを具備してなり、先端面10aは研磨されている。
【0011】
数値例を示すと、コア有効径10μm、クラッド外径125μm、ポリイミド被覆厚12.5μmである。
【0012】
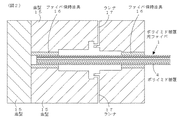
図2は、光ファイバ・アセンブリ10の製造過程を示す断面図である。
ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1をファイバ保持治具16で位置決めして金型15のキャビティ内にセットし、ランナ17から液晶ポリマーを注入し、硬化させる。
すると、図3に示す如き成型物11が得られるので、ポリイミド被覆光ファイバ1の余長部1aを切除し、プラスチック・フェルール12の先端側12aを研磨する。
これにより、図1の光ファイバ・アセンブリ10が得られる。
【0013】
第1の実施形態にかかる光ファイバ・アセンブリ10によれば、ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1にプラスチック・フェルール12を一体成型するが、ポリイミド被覆4は高耐熱性であるため、成型時の熱が加わっても支障を生じない。そして、プラスチックの収縮応力は、ポリイミド被覆4で緩和可能であり、光ファイバの特性に劣化を生じさせない。
また、プラスチック・フェルール12の材料として液晶ポリマーを用いるが、液晶ポリマーは熱膨張性が小さいため、収縮応力が過大にならず、ポリイミド被覆4で緩和可能となり、光ファイバの特性に劣化を生じさせない。
【0014】
なお、プラスチック・フェルール12の材料として、用途および経済性等を考慮し、液晶ポリマー以外のプラスチック材料、例えば、エポキシ樹脂またはPPS(polyphenylene sulfide)樹脂などを用いてもよい。
【0015】
−第2の実施形態−
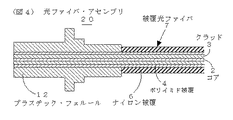
図4は、第2の実施形態にかかる光ファイバ・アセンブリ20を示す断面図である。
この光ファイバ・アセンブリ20は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4およびナイロン被覆6を施した被覆光ファイバ7と、被覆光ファイバ7に一体成型されたプラスチック・フェルール12とを具備してなる。
プラスチック・フェルール12を一体化している部分のナイロン被覆6は除去されているが、ポリイミド被覆4は付けたままにされている。
【0016】
数値例を示すと、コア有効径10μm、クラッド外径105μm、ポリイミド被覆厚10μm、ナイロン被覆厚387.5μmである。
【0017】
光ファイバ・アセンブリ20の製造方法は、プラスチック・フェルール12を一体成型する部分のナイロン被覆6を除去する以外は、第1の実施形態と同様である。
【0018】
第2の実施形態にかかる光ファイバ・アセンブリ20によれば、第1の実施形態にかかる光ファイバ・アセンブリ10と同様の効果が得られる。
【0019】
−第3の実施形態−
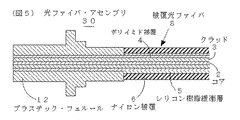
図5は、第3の実施形態にかかる光ファイバ・アセンブリ30を示す断面図である。
この光ファイバ・アセンブリ30は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4,シリコン樹脂緩衝層5およびナイロン被覆6を施した被覆光ファイバ8と、被覆光ファイバ8に一体成型されたプラスチック・フェルール12とを具備してなる。
プラスチック・フェルール12を一体化している部分のシリコン樹脂緩衝層5およびナイロン被覆6は除去されているが、ポリイミド被覆4は付けたままにされている。
【0020】
数値例を示すと、コア有効径10μm、クラッド外径105μm、ポリイミド被覆厚10μm、シリコン樹脂緩衝層厚137.5μm、ナイロン被覆厚250μmである。
【0021】
光ファイバ・アセンブリ30の製造方法は、プラスチック・フェルール12を一体成型する部分のシリコン樹脂緩衝層5およびナイロン被覆6を除去する以外は、第1の実施形態と同様である。
【0022】
第3の実施形態にかかる光ファイバ・アセンブリ30によれば、第1の実施形態にかかる光ファイバ・アセンブリ10と同様の効果が得られる。
【0023】
−第4の実施形態−
図6は、第4の実施形態にかかる光ファイバ・アセンブリ40を示す断面図である。
この光ファイバ・アセンブリ40は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4を施したポリイミド被覆光ファイバ1と、ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1に一体成型されたプラスチック・フェルール12と、プラスチック・フェルール12から導出されている部分のポリイミド被覆光ファイバ1の外側に被せられた補強チューブ42とを具備してなり、先端面40aは研磨されている。補強チューブ42は、ポリイミド・チューブである。
【0024】
数値例を示すと、コア有効径10μm、クラッド外径125μm、ポリイミド被覆厚12.5μm、補強チューブ42の内径300μm、補強チューブ42の外径800μmである。
【0025】
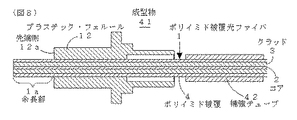
図7は、光ファイバ・アセンブリ40の製造過程を示す断面図である。
ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1をファイバ保持治具16で位置決めして金型15のキャビティ内にセットし、ランナ17から液晶ポリマーを注入し、硬化させる。なお、ポリイミド被覆光ファイバ1には予め補強チューブ42を挿通しておく。
すると、図8に示す如き成型物41が得られるので、プラスチック・フェルール12から導出されている部分のポリイミド被覆光ファイバ1の外側へ補強チューブ42をスライドさせて被せてから接着し、ポリイミド被覆光ファイバ1の余長部1aを切除し、プラスチック・フェルール12の先端側12aを研磨する。
これにより、図6の光ファイバ・アセンブリ40が得られる。
【0026】
第4の実施形態にかかる光ファイバ・アセンブリ40によれば、第1の実施形態にかかる光ファイバ・アセンブリ10と同様の効果が得られる。さらに、プラスチック・フェルール12から導出されている部分のポリイミド被覆光ファイバ1が補強チューブ42で補強されるため、この部分に外力がかかって折れてしまうことを防止できる。
【0027】
−第5の実施形態−
図9は、第5の実施形態にかかる光ファイバ・アセンブリ50を示す断面図である。
この光ファイバ・アセンブリ50は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4を施したポリイミド被覆光ファイバ1と、ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1に一体成型されたプラスチック・フェルール12と、プラスチック・フェルール12の外周面に一体化されたステンレス鋼パイプ52とを具備してなり、先端面50aは研磨されている。
【0028】
数値例を示すと、コア有効径10μm、クラッド外径125μm、ポリイミド被覆厚12.5μmである。
【0029】
図10は、光ファイバ・アセンブリ50の製造過程を示す断面図である。
ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1をファイバ保持治具16で位置決めして金型15のキャビティ内にセットし、同時にステンレス鋼パイプ52をキャビティ内にセットし、ランナ17から液晶ポリマーを注入し、硬化させる。
すると、図11に示す如き成型物51が得られるので、ポリイミド被覆光ファイバ1の余長部1aを切除し、プラスチック・フェルール12の先端側12aを研磨する。
これにより、図6の光ファイバ・アセンブリ50が得られる。
【0030】
第5の実施形態にかかる光ファイバ・アセンブリ50によれば、第1の実施形態にかかる光ファイバ・アセンブリ10と同様の効果が得られる。
【0031】
−第6の実施形態−
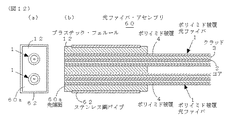
図12の(a)(b)は、第6の実施形態にかかる光ファイバ・アセンブリ60を示す断面図である。
この光ファイバ・アセンブリ60は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4を施したポリイミド被覆光ファイバ1,1と、ポリイミド被覆光ファイバ1,1に一体成型されたプラスチック・フェルール12と、プラスチック・フェルール12の外周面に一体化されたステンレス鋼パイプ62とを具備してなり、先端面60aは研磨されている。
【0032】
光ファイバ・アセンブリ60の製造方法は、2本のポリイミド被覆光ファイバ1,1を金型15にセットする以外は、第5の実施形態と同様である。
【0033】
第6の実施形態にかかる光ファイバ・アセンブリ60によれば、第1の実施形態にかかる光ファイバ・アセンブリ10と同様の効果が得られる。
【0034】
−第7の実施形態−
図13の(a)(b)は、第7の実施形態にかかる光ファイバ・アセンブリ70を示す断面図である。
この光ファイバ・アセンブリ70は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4を施したポリイミド被覆光ファイバ1,1,1,1と、ポリイミド被覆光ファイバ1,1,1,1に一体成型されたプラスチック・フェルール12と、プラスチック・フェルール12の尾端側に装着されたゴムブーツ72とを具備してなり、先端面70aは研磨されている。
【0035】
光ファイバ・アセンブリ70の製造方法は、4本のポリイミド被覆光ファイバ1,1,1,1を金型15にセットする以外は、第4の実施形態と同様である。
【0036】
第7の実施形態にかかる光ファイバ・アセンブリ70によれば、第4の実施形態にかかる光ファイバ・アセンブリ40と同様の効果が得られる。
【0037】
【発明の効果】
本発明にかかる光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリによれば、ポリイミド被覆を付けたままのポリイミド被覆光ファイバにプラスチック・フェルールを一体成型するため、プラスチックの収縮応力をポリイミド被覆で緩和でき、光ファイバの特性の劣化を防止できる。なお、ポリイミド被覆は高耐熱性であるため、成型時の熱が加わっても支障を生じない。
【図面の簡単な説明】
【図1】第1の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図2】第1の実施形態にかかる光ファイバ・アセンブリの製造過程を示す断面図である。
【図3】第1の実施形態にかかる光ファイバ・アセンブリの製造途中の成型物を示す断面図である。
【図4】第2の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図5】第3の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図6】第4の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図7】第4の実施形態にかかる光ファイバ・アセンブリの製造過程を示す断面図である。
【図8】第4の実施形態にかかる光ファイバ・アセンブリの製造途中の成型物を示す断面図である。
【図9】第5の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図10】第5の実施形態にかかる光ファイバ・アセンブリの製造過程を示す断面図である。
【図11】第5の実施形態にかかる光ファイバ・アセンブリの製造途中の成型物を示す断面図である。
【図12】第6の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図13】第7の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【符号の説明】
1 ポリイミド被覆光ファイバ
2 コア
3 クラッド
4 ポリイミド被覆
5 シリコン樹脂緩衝層
6 ナイロン被覆
7,8 被覆光ファイバ
10,20,30,40,50,60,70 光ファイバ・アセンブリ
12 プラスチック・フェルール
15 金型
16 ファイバ保持治具
17 ランナ
42 補強チューブ
52 ステンレス鋼パイプ
72 ゴムブーツ
【発明の属する技術分野】
本発明は、光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリに関し、さらに詳しくは、光ファイバにフェルールを一体成型しても特性の劣化を生じない光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリに関する。
【0002】
【従来の技術】
従来、光ファイバを金型に入れてフェルールを成形し、光ファイバとフェルールとを一体化する技術が知られている(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開2001−249250号公報
【0004】
【発明が解決しようとする課題】
上記の従来技術では、フェルールの材料として金属,非晶質合金,セラミック,プラスチックなどを用いており、これらの熱収縮や凝固収縮により、フェルールと光ファイバとが強固に一体化されている。
しかし、熱収縮や凝固収縮の応力が光ファイバに直接加わり、光ファイバの特性に劣化を生じさせる問題点がある。
そこで、本発明の目的は、光ファイバにフェルールを一体成型しても特性の劣化を生じない光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリを提供することにある。
【0005】
【課題を解決するための手段】
第1の観点では、本発明は、光ファイバをポリイミド被覆し、そのポリイミド被覆を付けたままのポリイミド被覆光ファイバを金型に入れてプラスチック・フェルールを成形し、ポリイミド被覆光ファイバとプラスチック・フェルールとを一体化した後、プラスチック・フェルールの先端側を研磨することを特徴とする光ファイバ・アセンブリの製造方法を提供する。
上記第1の観点による光ファイバ・アセンブリの製造方法では、ポリイミド被覆を付けたままのポリイミド被覆光ファイバにプラスチック・フェルールを一体成型するが、ポリイミド被覆は高耐熱性であるため、成型時の熱が加わっても支障を生じない。そして、プラスチックの収縮応力は、ポリイミド被覆で緩和可能であり、光ファイバの特性に劣化を生じさせない。
また、光ファイバを高耐熱性でない材料で被覆し、この被覆を除去してからプラスチック・フェルールを一体成型すると、光ファイバの強度劣化が生じるが、上記第1の観点による光ファイバ・アセンブリの製造方法では、ポリイミド被覆を付けたままのポリイミド被覆光ファイバにプラスチック・フェルールを一体成型するため、光ファイバの強度劣化が生じない。また、ポリイミド被覆は切削性が良いので、先端側の研磨時に、光ファイバ端面が汚れ難い。
なお、光ファイバの被覆としてUV硬化型アクリル樹脂やシリコン樹脂を用いたり、フェルールの材料として金属,非晶質合金,セラミックを用いると、成型時の熱により被覆を損傷したり、収縮応力を被覆で十分緩和できない。
【0006】
第2の観点では、本発明は、上記構成の光ファイバ・アセンブリの製造方法において、前記プラスチック・フェルールは、液晶ポリマーからなることを特徴とする光ファイバ・アセンブリの製造方法を提供する。
上記第2の観点による光ファイバ・アセンブリの製造方法では、プラスチック・フェルールの材料として液晶ポリマーを用いるが、液晶ポリマーは熱膨張性が小さいため、収縮応力が過大にならず、ポリイミド被覆で緩和可能となり、光ファイバの特性に劣化を生じさせない。
【0007】
第3の観点では、本発明は、外周面にポリイミド被覆を形成されたポリイミド被覆光ファイバと、前記ポリイミド被覆を付けたままのポリイミド被覆光ファイバと一体成型されたプラスチック・フェルールとを具備することを特徴とする光ファイバ・アセンブリを提供する。
上記第3の観点による光ファイバ・アセンブリでは、ポリイミド被覆を付けたままのポリイミド被覆光ファイバにプラスチック・フェルールを一体成型しているが、ポリイミド被覆は高耐熱性であるため、成型時の熱が加わっても支障を生じない。そして、プラスチックの収縮応力は、ポリイミド被覆で緩和可能であり、光ファイバの特性に劣化を生じない。
なお、光ファイバの被覆としてUV硬化型アクリル樹脂やシリコン樹脂を用いたり、フェルールの材料として金属,非晶質合金,セラミックを用いると、成型時の熱により被覆が損傷したり、収縮応力を被覆で十分緩和できない。
【0008】
第4の観点では、本発明は、上記構成の光ファイバ・アセンブリにおいて、前記プラスチック・フェルールは、液晶ポリマーからなることを特徴とする光ファイバ・アセンブリを提供する。
上記第4の観点による光ファイバ・アセンブリでは、プラスチック・フェルールの材料として液晶ポリマーを用いるが、液晶ポリマーは液晶ポリマーは熱膨張性が小さいため、収縮応力が過大にならず、ポリイミド被覆で緩和可能となり、光ファイバの特性に劣化を生じない。
【0009】
【発明の実施の形態】
以下、図に示す実施形態により本発明をさらに詳細に説明する。なお、これにより本発明が限定されるものではない。
【0010】
−第1の実施形態−
図1は、第1の実施形態にかかる光ファイバ・アセンブリ10を示す断面図である。
この光ファイバ・アセンブリ10は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4を施したポリイミド被覆光ファイバ1と、ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1に一体成型されたプラスチック・フェルール12とを具備してなり、先端面10aは研磨されている。
【0011】
数値例を示すと、コア有効径10μm、クラッド外径125μm、ポリイミド被覆厚12.5μmである。
【0012】
図2は、光ファイバ・アセンブリ10の製造過程を示す断面図である。
ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1をファイバ保持治具16で位置決めして金型15のキャビティ内にセットし、ランナ17から液晶ポリマーを注入し、硬化させる。
すると、図3に示す如き成型物11が得られるので、ポリイミド被覆光ファイバ1の余長部1aを切除し、プラスチック・フェルール12の先端側12aを研磨する。
これにより、図1の光ファイバ・アセンブリ10が得られる。
【0013】
第1の実施形態にかかる光ファイバ・アセンブリ10によれば、ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1にプラスチック・フェルール12を一体成型するが、ポリイミド被覆4は高耐熱性であるため、成型時の熱が加わっても支障を生じない。そして、プラスチックの収縮応力は、ポリイミド被覆4で緩和可能であり、光ファイバの特性に劣化を生じさせない。
また、プラスチック・フェルール12の材料として液晶ポリマーを用いるが、液晶ポリマーは熱膨張性が小さいため、収縮応力が過大にならず、ポリイミド被覆4で緩和可能となり、光ファイバの特性に劣化を生じさせない。
【0014】
なお、プラスチック・フェルール12の材料として、用途および経済性等を考慮し、液晶ポリマー以外のプラスチック材料、例えば、エポキシ樹脂またはPPS(polyphenylene sulfide)樹脂などを用いてもよい。
【0015】
−第2の実施形態−
図4は、第2の実施形態にかかる光ファイバ・アセンブリ20を示す断面図である。
この光ファイバ・アセンブリ20は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4およびナイロン被覆6を施した被覆光ファイバ7と、被覆光ファイバ7に一体成型されたプラスチック・フェルール12とを具備してなる。
プラスチック・フェルール12を一体化している部分のナイロン被覆6は除去されているが、ポリイミド被覆4は付けたままにされている。
【0016】
数値例を示すと、コア有効径10μm、クラッド外径105μm、ポリイミド被覆厚10μm、ナイロン被覆厚387.5μmである。
【0017】
光ファイバ・アセンブリ20の製造方法は、プラスチック・フェルール12を一体成型する部分のナイロン被覆6を除去する以外は、第1の実施形態と同様である。
【0018】
第2の実施形態にかかる光ファイバ・アセンブリ20によれば、第1の実施形態にかかる光ファイバ・アセンブリ10と同様の効果が得られる。
【0019】
−第3の実施形態−
図5は、第3の実施形態にかかる光ファイバ・アセンブリ30を示す断面図である。
この光ファイバ・アセンブリ30は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4,シリコン樹脂緩衝層5およびナイロン被覆6を施した被覆光ファイバ8と、被覆光ファイバ8に一体成型されたプラスチック・フェルール12とを具備してなる。
プラスチック・フェルール12を一体化している部分のシリコン樹脂緩衝層5およびナイロン被覆6は除去されているが、ポリイミド被覆4は付けたままにされている。
【0020】
数値例を示すと、コア有効径10μm、クラッド外径105μm、ポリイミド被覆厚10μm、シリコン樹脂緩衝層厚137.5μm、ナイロン被覆厚250μmである。
【0021】
光ファイバ・アセンブリ30の製造方法は、プラスチック・フェルール12を一体成型する部分のシリコン樹脂緩衝層5およびナイロン被覆6を除去する以外は、第1の実施形態と同様である。
【0022】
第3の実施形態にかかる光ファイバ・アセンブリ30によれば、第1の実施形態にかかる光ファイバ・アセンブリ10と同様の効果が得られる。
【0023】
−第4の実施形態−
図6は、第4の実施形態にかかる光ファイバ・アセンブリ40を示す断面図である。
この光ファイバ・アセンブリ40は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4を施したポリイミド被覆光ファイバ1と、ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1に一体成型されたプラスチック・フェルール12と、プラスチック・フェルール12から導出されている部分のポリイミド被覆光ファイバ1の外側に被せられた補強チューブ42とを具備してなり、先端面40aは研磨されている。補強チューブ42は、ポリイミド・チューブである。
【0024】
数値例を示すと、コア有効径10μm、クラッド外径125μm、ポリイミド被覆厚12.5μm、補強チューブ42の内径300μm、補強チューブ42の外径800μmである。
【0025】
図7は、光ファイバ・アセンブリ40の製造過程を示す断面図である。
ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1をファイバ保持治具16で位置決めして金型15のキャビティ内にセットし、ランナ17から液晶ポリマーを注入し、硬化させる。なお、ポリイミド被覆光ファイバ1には予め補強チューブ42を挿通しておく。
すると、図8に示す如き成型物41が得られるので、プラスチック・フェルール12から導出されている部分のポリイミド被覆光ファイバ1の外側へ補強チューブ42をスライドさせて被せてから接着し、ポリイミド被覆光ファイバ1の余長部1aを切除し、プラスチック・フェルール12の先端側12aを研磨する。
これにより、図6の光ファイバ・アセンブリ40が得られる。
【0026】
第4の実施形態にかかる光ファイバ・アセンブリ40によれば、第1の実施形態にかかる光ファイバ・アセンブリ10と同様の効果が得られる。さらに、プラスチック・フェルール12から導出されている部分のポリイミド被覆光ファイバ1が補強チューブ42で補強されるため、この部分に外力がかかって折れてしまうことを防止できる。
【0027】
−第5の実施形態−
図9は、第5の実施形態にかかる光ファイバ・アセンブリ50を示す断面図である。
この光ファイバ・アセンブリ50は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4を施したポリイミド被覆光ファイバ1と、ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1に一体成型されたプラスチック・フェルール12と、プラスチック・フェルール12の外周面に一体化されたステンレス鋼パイプ52とを具備してなり、先端面50aは研磨されている。
【0028】
数値例を示すと、コア有効径10μm、クラッド外径125μm、ポリイミド被覆厚12.5μmである。
【0029】
図10は、光ファイバ・アセンブリ50の製造過程を示す断面図である。
ポリイミド被覆4を付けたままのポリイミド被覆光ファイバ1をファイバ保持治具16で位置決めして金型15のキャビティ内にセットし、同時にステンレス鋼パイプ52をキャビティ内にセットし、ランナ17から液晶ポリマーを注入し、硬化させる。
すると、図11に示す如き成型物51が得られるので、ポリイミド被覆光ファイバ1の余長部1aを切除し、プラスチック・フェルール12の先端側12aを研磨する。
これにより、図6の光ファイバ・アセンブリ50が得られる。
【0030】
第5の実施形態にかかる光ファイバ・アセンブリ50によれば、第1の実施形態にかかる光ファイバ・アセンブリ10と同様の効果が得られる。
【0031】
−第6の実施形態−
図12の(a)(b)は、第6の実施形態にかかる光ファイバ・アセンブリ60を示す断面図である。
この光ファイバ・アセンブリ60は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4を施したポリイミド被覆光ファイバ1,1と、ポリイミド被覆光ファイバ1,1に一体成型されたプラスチック・フェルール12と、プラスチック・フェルール12の外周面に一体化されたステンレス鋼パイプ62とを具備してなり、先端面60aは研磨されている。
【0032】
光ファイバ・アセンブリ60の製造方法は、2本のポリイミド被覆光ファイバ1,1を金型15にセットする以外は、第5の実施形態と同様である。
【0033】
第6の実施形態にかかる光ファイバ・アセンブリ60によれば、第1の実施形態にかかる光ファイバ・アセンブリ10と同様の効果が得られる。
【0034】
−第7の実施形態−
図13の(a)(b)は、第7の実施形態にかかる光ファイバ・アセンブリ70を示す断面図である。
この光ファイバ・アセンブリ70は、コア2とクラッド3とからなる光ファイバの外周面にポリイミド被覆4を施したポリイミド被覆光ファイバ1,1,1,1と、ポリイミド被覆光ファイバ1,1,1,1に一体成型されたプラスチック・フェルール12と、プラスチック・フェルール12の尾端側に装着されたゴムブーツ72とを具備してなり、先端面70aは研磨されている。
【0035】
光ファイバ・アセンブリ70の製造方法は、4本のポリイミド被覆光ファイバ1,1,1,1を金型15にセットする以外は、第4の実施形態と同様である。
【0036】
第7の実施形態にかかる光ファイバ・アセンブリ70によれば、第4の実施形態にかかる光ファイバ・アセンブリ40と同様の効果が得られる。
【0037】
【発明の効果】
本発明にかかる光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリによれば、ポリイミド被覆を付けたままのポリイミド被覆光ファイバにプラスチック・フェルールを一体成型するため、プラスチックの収縮応力をポリイミド被覆で緩和でき、光ファイバの特性の劣化を防止できる。なお、ポリイミド被覆は高耐熱性であるため、成型時の熱が加わっても支障を生じない。
【図面の簡単な説明】
【図1】第1の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図2】第1の実施形態にかかる光ファイバ・アセンブリの製造過程を示す断面図である。
【図3】第1の実施形態にかかる光ファイバ・アセンブリの製造途中の成型物を示す断面図である。
【図4】第2の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図5】第3の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図6】第4の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図7】第4の実施形態にかかる光ファイバ・アセンブリの製造過程を示す断面図である。
【図8】第4の実施形態にかかる光ファイバ・アセンブリの製造途中の成型物を示す断面図である。
【図9】第5の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図10】第5の実施形態にかかる光ファイバ・アセンブリの製造過程を示す断面図である。
【図11】第5の実施形態にかかる光ファイバ・アセンブリの製造途中の成型物を示す断面図である。
【図12】第6の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【図13】第7の実施形態にかかる光ファイバ・アセンブリを示す断面図である。
【符号の説明】
1 ポリイミド被覆光ファイバ
2 コア
3 クラッド
4 ポリイミド被覆
5 シリコン樹脂緩衝層
6 ナイロン被覆
7,8 被覆光ファイバ
10,20,30,40,50,60,70 光ファイバ・アセンブリ
12 プラスチック・フェルール
15 金型
16 ファイバ保持治具
17 ランナ
42 補強チューブ
52 ステンレス鋼パイプ
72 ゴムブーツ
Claims (4)
- 光ファイバをポリイミド被覆し、そのポリイミド被覆を付けたままのポリイミド被覆光ファイバを金型に入れてプラスチック・フェルールを成形し、ポリイミド被覆光ファイバとプラスチック・フェルールとを一体化した後、プラスチック・フェルールの先端側を研磨することを特徴とする光ファイバ・アセンブリの製造方法。
- 請求項1に記載の光ファイバ・アセンブリの製造方法において、前記プラスチック・フェルールは、液晶ポリマーからなることを特徴とする光ファイバ・アセンブリの製造方法。
- 外周面にポリイミド被覆を形成されたポリイミド被覆光ファイバと、前記ポリイミド被覆を付けたままのポリイミド被覆光ファイバと一体成型されたプラスチック・フェルールとを具備することを特徴とする光ファイバ・アセンブリ。
- 請求項3に記載の光ファイバ・アセンブリにおいて、前記プラスチック・フェルールは、液晶ポリマーからなることを特徴とする光ファイバ・アセンブリ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003047525A JP2004258193A (ja) | 2003-02-25 | 2003-02-25 | 光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003047525A JP2004258193A (ja) | 2003-02-25 | 2003-02-25 | 光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004258193A true JP2004258193A (ja) | 2004-09-16 |
Family
ID=33113759
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003047525A Pending JP2004258193A (ja) | 2003-02-25 | 2003-02-25 | 光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004258193A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007065490A (ja) * | 2005-09-01 | 2007-03-15 | Sumitomo Electric Ind Ltd | 光ファイバの接続端末およびその接続方法 |
| JP2010266826A (ja) * | 2009-05-18 | 2010-11-25 | Furukawa Electric Co Ltd:The | 光ファイバ配列部材及びその製造方法 |
| US7850372B2 (en) | 2008-02-25 | 2010-12-14 | Fujikura Ltd. | Optical connector with optical fiber |
| JP2015111199A (ja) * | 2013-12-06 | 2015-06-18 | 住友電気工業株式会社 | フェルール付き光ファイバおよびその製造方法 |
| JP2018028638A (ja) * | 2016-08-19 | 2018-02-22 | フジクラ電装株式会社 | 光ファイバ付きフェルール |
| JPWO2021095490A1 (ja) * | 2019-11-14 | 2021-05-20 |
-
2003
- 2003-02-25 JP JP2003047525A patent/JP2004258193A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007065490A (ja) * | 2005-09-01 | 2007-03-15 | Sumitomo Electric Ind Ltd | 光ファイバの接続端末およびその接続方法 |
| US7850372B2 (en) | 2008-02-25 | 2010-12-14 | Fujikura Ltd. | Optical connector with optical fiber |
| JP2010266826A (ja) * | 2009-05-18 | 2010-11-25 | Furukawa Electric Co Ltd:The | 光ファイバ配列部材及びその製造方法 |
| JP2015111199A (ja) * | 2013-12-06 | 2015-06-18 | 住友電気工業株式会社 | フェルール付き光ファイバおよびその製造方法 |
| JP2018028638A (ja) * | 2016-08-19 | 2018-02-22 | フジクラ電装株式会社 | 光ファイバ付きフェルール |
| US11782222B2 (en) | 2019-04-14 | 2023-10-10 | Sumitomo Electric Industries, Ltd. | Optical fiber connection component and optical fiber connection structure |
| JPWO2021095490A1 (ja) * | 2019-11-14 | 2021-05-20 | ||
| WO2021095490A1 (ja) * | 2019-11-14 | 2021-05-20 | 住友電気工業株式会社 | 光ファイバ接続部品及び光ファイバ接続構造 |
| CN114600019A (zh) * | 2019-11-14 | 2022-06-07 | 住友电气工业株式会社 | 光纤连接部件以及光纤连接结构 |
| CN114600019B (zh) * | 2019-11-14 | 2024-04-09 | 住友电气工业株式会社 | 光纤连接部件以及光纤连接结构 |
| JP7559766B2 (ja) | 2019-11-14 | 2024-10-02 | 住友電気工業株式会社 | 光ファイバ接続部品及び光ファイバ接続構造 |
| US12158619B2 (en) | 2019-11-14 | 2024-12-03 | Sumitomo Electric Industries, Ltd. | Optical fiber connection component and optical fiber connection structure |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4551819B2 (ja) | 光ファイバ付きフェルールの製造方法 | |
| CN201156094Y (zh) | 保护光纤之间的连接部的套管 | |
| JP2004258193A (ja) | 光ファイバ・アセンブリの製造方法および光ファイバ・アセンブリ | |
| FR2510270A1 (fr) | Procedes de liaison permettant d'obtenir une fibre optique revetue de longueur accrue | |
| US20030230817A1 (en) | Mold for UV curable adhesive and method of use therefor | |
| JP6400820B1 (ja) | 光ファイバケーブル及びその製造方法 | |
| JP3450104B2 (ja) | 光カプラ | |
| KR20020032306A (ko) | 파이버 어레이, 그 제조 방법 및 그러한 파이버 어레이를이용한 광 디바이스 | |
| JPH07209542A (ja) | 耐熱光ファイバ接続部の補強構造 | |
| JP2003315596A (ja) | 光ファイバ接続方法 | |
| JPH08338925A (ja) | 光コネクタ | |
| CN111766668A (zh) | 一种尾纤保护方法及其保护装置 | |
| JP2004506232A (ja) | 光ファイバに再外装する方法およびそれにより得られる製品 | |
| JP3036884B2 (ja) | 光ファイバ接続部の補強方法 | |
| JP2004037762A (ja) | 光ファイバの露出したクラッド部のリコート方法 | |
| JP3337852B2 (ja) | 溶融型光カプラ | |
| JPH04119282A (ja) | Frp管及びその製造方法 | |
| JPS582814A (ja) | 光伝送用フアイバの接続方法 | |
| JPH0440179Y2 (ja) | ||
| WO2002039164A2 (en) | High temperature fiber optic splint | |
| JPS60142312A (ja) | 光フアイバ接続部の補強方法 | |
| JPH1068838A (ja) | 光ファイバ | |
| JPS58150923A (ja) | 被覆光フアイバ接続部の補強方法 | |
| JPH0727094B2 (ja) | 繊維強化光フアイバ−製造方法 | |
| JPH05157929A (ja) | 光ファイバ接続部の被覆方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080205 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080624 |