JP2004263701A - ファン・圧縮機ブレードダブテール修復方法 - Google Patents
ファン・圧縮機ブレードダブテール修復方法 Download PDFInfo
- Publication number
- JP2004263701A JP2004263701A JP2004058401A JP2004058401A JP2004263701A JP 2004263701 A JP2004263701 A JP 2004263701A JP 2004058401 A JP2004058401 A JP 2004058401A JP 2004058401 A JP2004058401 A JP 2004058401A JP 2004263701 A JP2004263701 A JP 2004263701A
- Authority
- JP
- Japan
- Prior art keywords
- metal
- dovetail
- blade dovetail
- damaged
- physically depositing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 36
- 239000000463 material Substances 0.000 claims abstract description 31
- 238000000151 deposition Methods 0.000 claims abstract description 23
- 229910052751 metal Inorganic materials 0.000 claims abstract description 22
- 239000002184 metal Substances 0.000 claims abstract description 22
- 230000006378 damage Effects 0.000 claims abstract description 11
- 238000003754 machining Methods 0.000 claims abstract description 3
- 229910000883 Ti6Al4V Inorganic materials 0.000 claims description 4
- 238000005328 electron beam physical vapour deposition Methods 0.000 claims description 4
- 229910001069 Ti alloy Inorganic materials 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 229910000906 Bronze Inorganic materials 0.000 claims description 2
- 229910000570 Cupronickel Inorganic materials 0.000 claims description 2
- IZBSGLYEQXJERA-UHFFFAOYSA-N [In].[Ni].[Cu] Chemical compound [In].[Ni].[Cu] IZBSGLYEQXJERA-UHFFFAOYSA-N 0.000 claims description 2
- 239000010974 bronze Substances 0.000 claims description 2
- YOCUPQPZWBBYIX-UHFFFAOYSA-N copper nickel Chemical compound [Ni].[Cu] YOCUPQPZWBBYIX-UHFFFAOYSA-N 0.000 claims description 2
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 claims description 2
- 239000000203 mixture Substances 0.000 claims description 2
- 238000005480 shot peening Methods 0.000 claims description 2
- 238000005289 physical deposition Methods 0.000 claims 3
- 238000007740 vapor deposition Methods 0.000 claims 2
- 238000010894 electron beam technology Methods 0.000 claims 1
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 230000008021 deposition Effects 0.000 description 5
- 230000013011 mating Effects 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000000541 cathodic arc deposition Methods 0.000 description 1
- 239000004035 construction material Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C02—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F9/00—Multistage treatment of water, waste water or sewage
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P6/00—Restoring or reconditioning objects
- B23P6/002—Repairing turbine components, e.g. moving or stationary blades, rotors
- B23P6/007—Repairing turbine components, e.g. moving or stationary blades, rotors using only additive methods, e.g. build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D35/00—Filtering devices having features not specifically covered by groups B01D24/00 - B01D33/00, or for applications not specifically covered by groups B01D24/00 - B01D33/00; Auxiliary devices for filtration; Filter housing constructions
- B01D35/30—Filter housing constructions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2055—Carbonaceous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2068—Other inorganic materials, e.g. ceramics
- B01D39/2072—Other inorganic materials, e.g. ceramics the material being particulate or granular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J20/00—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof
- B01J20/02—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof comprising inorganic material
- B01J20/20—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof comprising inorganic material comprising free carbon; comprising carbon obtained by carbonising processes
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/028—Physical treatment to alter the texture of the substrate surface, e.g. grinding, polishing
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/04—Coating on selected surface areas, e.g. using masks
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/005—Repairing methods or devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/30—Fixing blades to rotors; Blade roots ; Blade spacers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/0604—Arrangement of the fibres in the filtering material
- B01D2239/0618—Non-woven
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/30—Manufacture with deposition of material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/80—Repairing, retrofitting or upgrading methods
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49318—Repairing or disassembling
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49336—Blade making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49718—Repairing
- Y10T29/49721—Repairing with disassembling
- Y10T29/49723—Repairing with disassembling including reconditioning of part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49718—Repairing
- Y10T29/49721—Repairing with disassembling
- Y10T29/49723—Repairing with disassembling including reconditioning of part
- Y10T29/49725—Repairing with disassembling including reconditioning of part by shaping
- Y10T29/49726—Removing material
- Y10T29/49728—Removing material and by a metallurgical operation, e.g., welding, diffusion bonding, casting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49718—Repairing
- Y10T29/49732—Repairing by attaching repair preform, e.g., remaking, restoring, or patching
- Y10T29/49734—Repairing by attaching repair preform, e.g., remaking, restoring, or patching and removing damaged material
- Y10T29/49737—Metallurgically attaching preform
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
- Y10T29/49982—Coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4998—Combined manufacture including applying or shaping of fluent material
- Y10T29/49988—Metal casting
- Y10T29/49989—Followed by cutting or removing material
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Inorganic Chemistry (AREA)
- Geology (AREA)
- Ceramic Engineering (AREA)
- Analytical Chemistry (AREA)
- Hydrology & Water Resources (AREA)
- Environmental & Geological Engineering (AREA)
- Water Supply & Treatment (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Physical Vapour Deposition (AREA)
Abstract
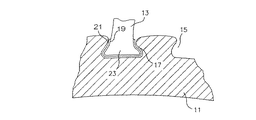
【解決手段】ブレードダブテール23をその元の形状に修復する方法は、損傷部位においてブレードダブテール23から損傷材料を除去し、除去した損傷材料を置き換えるのに十分な量で損傷部位において金属を物理的に堆積させ、ブレードダブテール23を元の形状に加工する、ことを含む。
【選択図】図2
Description
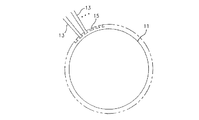
13…圧縮機ブレード
15…圧縮機ディスクダブテールスロット
17…合わせ面
19…接触面
21…抗かじり材料
23…ダブテール
Claims (16)
- ブレードダブテールをその元の形状に修復する方法であって、
損傷部位においてブレードダブテールから損傷材料を除去し、
除去した損傷材料を置き換えるのに十分な量で損傷部位において金属を物理的に堆積させ、
ブレードダブテールを元の形状に加工する、
ことを含むことを特徴とする方法。 - 前記加工されたダブテールの表面に抗かじり材料を施すことをさらに含むことを特徴とする請求項1記載の方法。
- 前記抗かじり材料を施すことは、アルミニウム青銅、銅−ニッケル、および銅−ニッケル−インジウムから成る群より選択される抗かじり材料を施すことを含むことを特徴とする請求項2記載の方法。
- 前記ブレードダブテールをショットピーニングすることをさらに含むことを特徴とする請求項1記載の方法。
- 前記ブレードダブテールから損傷材料を除去することは、圧縮機ブレードダブテールおよびファンブレードダブテールから成る群より選択されるブレードダブテールから材料を除去することを含むことを特徴とする請求項1記載の方法。
- 前記金属を物理的に堆積させることは、蒸着、電子ビーム物理蒸着、および電子ビームフラッシュ蒸着から成る群より選択される方法で物理的な堆積を実施することを含むことを特徴とする請求項1記載の方法。
- 前記金属を物理的に堆積させることは、Ti−6Al−4VおよびTi−8Al−1V−1Moから成る群より選択される金属を物理的に堆積させることを含むことを特徴とする請求項1記載の方法。
- 前記損傷材料を除去することは、ダブテールを約5から15ミルの深さまで加工することを含むことを特徴とする請求項1記載の方法。
- 前記金属を物理的に堆積させることは、Ti−6Al−4Vを物理的に堆積させることを含み、損傷材料は、Ti−6Al−4Vとは異なるチタン合金から成ることを特徴とする請求項1記載の方法。
- 前記物理的な堆積を実施することは、10-3から10-6トルの圧力で実施されることを特徴とする請求項6記載の方法。
- 前記物理的な堆積を実施することは、約10-4トルの圧力で実施されることを特徴とする請求項10記載の方法。
- 前記金属を物理的に堆積させることは、10から50マイクロメートル毎分の速度で実施されることを特徴とする請求項1記載の方法。
- 前記金属を物理的に堆積させることは、約20マイクロメートル毎分の速度で実施されることを特徴とする請求項12記載の方法。
- 前記金属を物理的に堆積させることは、親金属組成を堆積させることを含むことを特徴とする請求項1記載の方法。
- 前記金属を物理的に堆積させることは、近親金属を堆積させることを含むことを特徴とする請求項1記載の方法。
- 加工部品をその元の形状に修復する方法であって、
損傷部位において加工部品から損傷材料を除去し、
除去した損傷材料を置き換えるのに十分な量で損傷部位において金属を物理的に堆積させ、
加工部品を元の形状に加工する、
ことを含むことを特徴とする方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/377,954 US8122600B2 (en) | 2003-03-03 | 2003-03-03 | Fan and compressor blade dovetail restoration process |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004263701A true JP2004263701A (ja) | 2004-09-24 |
Family
ID=32824749
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004058401A Withdrawn JP2004263701A (ja) | 2003-03-03 | 2004-03-03 | ファン・圧縮機ブレードダブテール修復方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8122600B2 (ja) |
| EP (1) | EP1454707A1 (ja) |
| JP (1) | JP2004263701A (ja) |
| KR (1) | KR20040078577A (ja) |
| SG (1) | SG135025A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007170376A (ja) * | 2005-12-21 | 2007-07-05 | General Electric Co <Ge> | 耐久性のための蟻継ぎ表面強化 |
| JP2008274948A (ja) * | 2007-04-30 | 2008-11-13 | Snecma | ターボ機械のブレードの補修のための方法、ターボ機械ブレード、およびこのブレードを含むターボ機械 |
| JP2013079646A (ja) * | 2011-09-30 | 2013-05-02 | Alstom Technology Ltd | 大型蒸気タービンのための改造方法及び装置 |
| US8601689B2 (en) | 2011-06-17 | 2013-12-10 | General Electric Company | Method and apparatus to repair a turbomachine rotor wheel |
| US8959738B2 (en) | 2012-03-21 | 2015-02-24 | General Electric Company | Process of repairing a component, a repair tool for a component, and a component |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7216428B2 (en) * | 2003-03-03 | 2007-05-15 | United Technologies Corporation | Method for turbine element repairing |
| US20080292903A1 (en) * | 2007-05-25 | 2008-11-27 | United Technologies Corporation | Coated gas turbine engine component repair |
| US8240042B2 (en) * | 2008-05-12 | 2012-08-14 | Wood Group Heavy Industrial Turbines Ag | Methods of maintaining turbine discs to avert critical bucket attachment dovetail cracks |
| US9587645B2 (en) | 2010-09-30 | 2017-03-07 | Pratt & Whitney Canada Corp. | Airfoil blade |
| US8871297B2 (en) * | 2010-09-30 | 2014-10-28 | Barry Barnett | Method of applying a nanocrystalline coating to a gas turbine engine component |
| US9429029B2 (en) | 2010-09-30 | 2016-08-30 | Pratt & Whitney Canada Corp. | Gas turbine blade and method of protecting same |
| US9427835B2 (en) | 2012-02-29 | 2016-08-30 | Pratt & Whitney Canada Corp. | Nano-metal coated vane component for gas turbine engines and method of manufacturing same |
| US20140223709A1 (en) | 2013-02-08 | 2014-08-14 | General Electric Company | Turbomachine rotor blade milling machine system and method of field repairing a turbomachine rotor blade |
| US10024162B2 (en) | 2013-03-14 | 2018-07-17 | United Technologies Corporation | Turbine disk fatigue rejuvenation |
| US11078588B2 (en) | 2017-01-09 | 2021-08-03 | Raytheon Technologies Corporation | Pulse plated abrasive grit |
| US11566529B2 (en) | 2017-08-22 | 2023-01-31 | General Electric Company | Turbine component with bounded wear coat |
| CN113529025B (zh) * | 2021-07-06 | 2022-05-31 | 山东大学 | 一种硬质合金涂层刀具制备方法及涂层刀具 |
| CN115194402A (zh) * | 2022-07-20 | 2022-10-18 | 华能国际电力股份有限公司 | 一种轮盘部件修复方法 |
| CN115178962A (zh) * | 2022-07-20 | 2022-10-14 | 华能国际电力股份有限公司 | 一种用于修复枞树型叶根轮盘损伤的装置及装配方法 |
| CN115106715B (zh) * | 2022-07-20 | 2023-05-05 | 华能国际电力股份有限公司 | 一种用于修复叉型叶根轮盘损伤的装置及装配方法 |
| CN114986078B (zh) * | 2022-07-20 | 2023-05-05 | 华能国际电力股份有限公司 | 一种用于修复t型叶根轮盘损伤的装置及装配方法 |
| CN115213627B (zh) * | 2022-07-20 | 2023-05-05 | 华能国际电力股份有限公司 | 一种用于修复菌型叶根轮盘损伤的装置及装配方法 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3574924A (en) * | 1968-10-28 | 1971-04-13 | North American Rockwell | Solid state repair method and means |
| US3791852A (en) * | 1972-06-16 | 1974-02-12 | Univ California | High rate deposition of carbides by activated reactive evaporation |
| US4285459A (en) | 1979-07-31 | 1981-08-25 | Chromalloy American Corporation | High temperature braze repair of superalloys |
| US4929322A (en) * | 1985-09-30 | 1990-05-29 | Union Carbide Corporation | Apparatus and process for arc vapor depositing a coating in an evacuated chamber |
| US4705203A (en) * | 1986-08-04 | 1987-11-10 | United Technologies Corporation | Repair of surface defects in superalloy articles |
| US4822248A (en) | 1987-04-15 | 1989-04-18 | Metallurgical Industries, Inc. | Rebuilt shrouded turbine blade and method of rebuilding the same |
| US4940390A (en) | 1988-05-05 | 1990-07-10 | Westinghouse Electric Corp. | Turbine system having more failure resistant rotors and repair welding of low alloy ferrous turbine components by controlled weld build-up |
| US4819313A (en) * | 1988-06-03 | 1989-04-11 | Westinghouse Electric Corp. | Method of salvaging stationary blades of a steam turbine |
| US4988534A (en) * | 1989-03-31 | 1991-01-29 | General Electric Company | Titanium carbide coating of bearing components |
| JPH04287801A (ja) | 1991-03-15 | 1992-10-13 | Mitsubishi Heavy Ind Ltd | ガスタービン動静翼の材料回復処理方法 |
| US5603603A (en) * | 1993-12-08 | 1997-02-18 | United Technologies Corporation | Abrasive blade tip |
| US5451142A (en) | 1994-03-29 | 1995-09-19 | United Technologies Corporation | Turbine engine blade having a zone of fine grains of a high strength composition at the blade root surface |
| US5490764A (en) * | 1994-05-23 | 1996-02-13 | General Electric Company | Unshrouded blading for high bypass turbofan engines |
| US5783318A (en) | 1994-06-22 | 1998-07-21 | United Technologies Corporation | Repaired nickel based superalloy |
| EP0697503B1 (de) * | 1994-08-17 | 1998-06-17 | Asea Brown Boveri Ag | Verfahren zur Herstellung einer Turbinenschaufel aus einer (alpha-Beta)-Titan-Basislegierung |
| US5525429A (en) | 1995-03-06 | 1996-06-11 | General Electric Company | Laser shock peening surface enhancement for gas turbine engine high strength rotor alloy repair |
| US5735044A (en) * | 1995-12-12 | 1998-04-07 | General Electric Company | Laser shock peening for gas turbine engine weld repair |
| US5823745A (en) * | 1996-08-01 | 1998-10-20 | General Electric Co. | Method of repairing a steam turbine rotor |
| US5732467A (en) | 1996-11-14 | 1998-03-31 | General Electric Company | Method of repairing directionally solidified and single crystal alloy parts |
| US6049978A (en) | 1996-12-23 | 2000-04-18 | Recast Airfoil Group | Methods for repairing and reclassifying gas turbine engine airfoil parts |
| US6905578B1 (en) * | 1998-04-27 | 2005-06-14 | Cvc Products, Inc. | Apparatus and method for multi-target physical-vapor deposition of a multi-layer material structure |
| US6065344A (en) * | 1998-10-20 | 2000-05-23 | General Electric Co. | Apparatus and methods for cooling an ultrasonic inspection transducer for turbine rotor wheel repair |
| US6049979A (en) * | 1998-10-20 | 2000-04-18 | General Electric Co. | Methods for shielding a welding gas turbine repair of a damaged turbine rotor wheel dovetail |
| US6568077B1 (en) | 2000-05-11 | 2003-05-27 | General Electric Company | Blisk weld repair |
| US6605160B2 (en) * | 2000-08-21 | 2003-08-12 | Robert Frank Hoskin | Repair of coatings and surfaces using reactive metals coating processes |
| US6619923B2 (en) * | 2000-11-29 | 2003-09-16 | Industrial Technology Research Institute | Integrated 3-D blade structure |
| US6491208B2 (en) | 2000-12-05 | 2002-12-10 | Siemens Westinghouse Power Corporation | Cold spray repair process |
| US20020076573A1 (en) * | 2000-12-19 | 2002-06-20 | Neal James Wesley | Vapor deposition repair of superalloy articles |
| US6375423B1 (en) * | 2000-12-26 | 2002-04-23 | General Electric Company | Method for removal of dovetailed turbine bucket from a turbine wheel |
| US6490791B1 (en) * | 2001-06-22 | 2002-12-10 | United Technologies Corporation | Method for repairing cracks in a turbine blade root trailing edge |
| US8124178B2 (en) * | 2001-09-10 | 2012-02-28 | University Of Virginia Patent Foundation | Method and apparatus application of metallic alloy coatings |
| US6551032B1 (en) * | 2001-11-07 | 2003-04-22 | General Electric Company | Multi-part dovetail repair broach assembly and methods of use |
| JP4287801B2 (ja) | 2004-08-18 | 2009-07-01 | パナソニック株式会社 | 不揮発性半導体記憶装置の製造方法 |
-
2003
- 2003-03-03 US US10/377,954 patent/US8122600B2/en not_active Expired - Fee Related
-
2004
- 2004-03-02 EP EP04251195A patent/EP1454707A1/en not_active Ceased
- 2004-03-03 JP JP2004058401A patent/JP2004263701A/ja not_active Withdrawn
- 2004-03-03 SG SG200401520-2A patent/SG135025A1/en unknown
- 2004-03-03 KR KR1020040014252A patent/KR20040078577A/ko not_active Ceased
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007170376A (ja) * | 2005-12-21 | 2007-07-05 | General Electric Co <Ge> | 耐久性のための蟻継ぎ表面強化 |
| JP2008274948A (ja) * | 2007-04-30 | 2008-11-13 | Snecma | ターボ機械のブレードの補修のための方法、ターボ機械ブレード、およびこのブレードを含むターボ機械 |
| US8601689B2 (en) | 2011-06-17 | 2013-12-10 | General Electric Company | Method and apparatus to repair a turbomachine rotor wheel |
| JP2013079646A (ja) * | 2011-09-30 | 2013-05-02 | Alstom Technology Ltd | 大型蒸気タービンのための改造方法及び装置 |
| US9328612B2 (en) | 2011-09-30 | 2016-05-03 | Alstom Technology Ltd | Retrofitting methods and devices for large steam turbines |
| US8959738B2 (en) | 2012-03-21 | 2015-02-24 | General Electric Company | Process of repairing a component, a repair tool for a component, and a component |
Also Published As
| Publication number | Publication date |
|---|---|
| US8122600B2 (en) | 2012-02-28 |
| US20040172827A1 (en) | 2004-09-09 |
| SG135025A1 (en) | 2007-09-28 |
| EP1454707A1 (en) | 2004-09-08 |
| KR20040078577A (ko) | 2004-09-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004263701A (ja) | ファン・圧縮機ブレードダブテール修復方法 | |
| US6605160B2 (en) | Repair of coatings and surfaces using reactive metals coating processes | |
| US7216428B2 (en) | Method for turbine element repairing | |
| US5735044A (en) | Laser shock peening for gas turbine engine weld repair | |
| CN1605715A (zh) | 修理金属件、尤其是燃气涡轮马达的涡轮叶片的工艺 | |
| JP5178016B2 (ja) | 表面圧縮組織を有する物体表面の作成方法 | |
| EP1944120A2 (en) | Weld repair of metallic components | |
| EP1354977B1 (en) | Method for repairing turbine engine components | |
| CA2496189A1 (en) | Method for refurbishing surfaces subjected to high compression contact | |
| US5944909A (en) | Method for chemically stripping a cobalt-base substrate | |
| JP2002235557A (ja) | 超合金物品の蒸着修理 | |
| US8597491B2 (en) | Procedure for the production and application of a protective layer | |
| JP2007326209A (ja) | 金属材料の物品の作製方法および堆積されたチタン基材料の処理方法 | |
| EP1524410B1 (en) | Gas turbine rotor stage and rotor blade with coated rotor blade root and method for coating such a rotor blade root | |
| JP2008274948A (ja) | ターボ機械のブレードの補修のための方法、ターボ機械ブレード、およびこのブレードを含むターボ機械 | |
| EP1629929A1 (en) | Method of repairing worn portions of a turbine component restoration using cathodic arc or Low Pressure Plasma Spraying (LPPS) and High Isostatic Pressing (HIP) | |
| US8728391B2 (en) | Machined component manufacturing method for enhanced low cycle fatigue life | |
| RU2586191C1 (ru) | Способ восстановления бандажных полок лопаток турбомашин из титановых сплавов | |
| JPH03264705A (ja) | ガスタービン動翼補修方法 | |
| US20080264444A1 (en) | Method for removing carbide-based coatings | |
| CN111687596A (zh) | 一种发动机盘片凹坑损伤预沉积材料搅拌摩擦点焊修复方法 | |
| RU2115763C1 (ru) | Способ обработки деталей | |
| JP2005028544A (ja) | 被覆工具およびその製造方法 | |
| CN109836027A (zh) | 污泥干化设备的修复方法 | |
| US6440238B1 (en) | Process for treating the surface of a component, made from a Ni based superalloy, to be coated |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070320 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070619 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20071106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080204 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20080313 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20080411 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20090722 |