JP2004270892A - 転造ボールねじ - Google Patents
転造ボールねじ Download PDFInfo
- Publication number
- JP2004270892A JP2004270892A JP2003065921A JP2003065921A JP2004270892A JP 2004270892 A JP2004270892 A JP 2004270892A JP 2003065921 A JP2003065921 A JP 2003065921A JP 2003065921 A JP2003065921 A JP 2003065921A JP 2004270892 A JP2004270892 A JP 2004270892A
- Authority
- JP
- Japan
- Prior art keywords
- ball screw
- rolling
- rolled
- rolled ball
- shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005096 rolling process Methods 0.000 claims abstract description 59
- 238000010438 heat treatment Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 7
- 230000003746 surface roughness Effects 0.000 description 7
- 238000005452 bending Methods 0.000 description 4
- 238000007730 finishing process Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
Images





Landscapes
- Power Steering Mechanism (AREA)
- Transmission Devices (AREA)
Abstract
【解決手段】この転造ボールねじ1は、ねじ軸2の転走面6aを、仕上げ加工の施された仕上げ加工面としたものである。仕上げ加工として例えばスーパーフィニッシュ加工、またはラップ加工が用いられる。仕上げ加工面とされた転走面6aの転走方向のうねりは2μm以下とすることが好ましい。
【選択図】 図1
Description
【発明の属する技術分野】
この発明は、転造ボールねじ、例えばラックアシスト式の電動パワーステアリングシステム等に使用される転造ボールねじに関する。
【0002】
【従来の技術】
ボールねじにおいて、ねじ軸は一般に研削加工されており、低騒音化を図ったものとしては、研削加工後に超仕上げ等を施したものが提案されている(例えば特許文献1)。
転造ボールねじは、産業機械分野において、高精度な位置決め精度が要求されない搬送用のボールねじに使用されてきた。近年、この転造ボールねじは、ねじ軸の加工工程が大量生産に適していることから、例えばラックアシスト式の電動パワーステアリングシステムのような、自動車用アクチュエータにも使用されるようになってきている。
【0003】
【特許文献1】
特開2002−206617号公報
【0004】
【発明が解決しようとする課題】
転造ボールねじは、一般産業機械用に多く使用されている研削ボールねじに比べて、ねじ軸の精度が劣るため、振動や騒音が発生し易い。しかし、電動パワーステアリングシステムのような自動車用アクチュエータにおいては、ボールねじから発生する振動や騒音の低減が強く求められる。
【0005】
ボールねじにおける騒音の発生には、ねじ軸転走面のボール転送方向の粗さやうねりが大きく影響することが知られている。一般的に、転造ボールねじにおけるねじ軸は、▲1▼転造、▲2▼熱処理、▲3▼曲がり修正、▲4▼スケール落としという工程で製造され、上記スケール落としで仕上がりとされる。このため、転造ボールねじにおけるねじ軸の転走面は、表面粗さについては、研削加工で製造したねじ軸に比べて良好となるが、転走方向うねりについては、熱処理時の変形やスケールの影響により、1リード内に数回から数十回程度の周期のうねりが発生する。しかも、熱処理後に発生したこのような転走方向うねりは、バフ加工などによるスケール落としでは十分に修正することができない。
【0006】
この発明の目的は、振動や騒音の発生を抑制することができ、生産性にも優れた転造ボールねじを提供することである。
【0007】
【課題を解決するための手段】
この発明の転造ボールねじは、ねじ軸およびナットの対向するボールねじ溝の転走面間にボールを介在させ、上記ねじ軸を転造品とした転造ボールねじにおいて、上記ねじ軸の転走面を仕上げ加工の施された仕上げ加工面としたことを特徴とする。
この構成によると、熱処理時の変形やスケール等により生じるねじ軸転走面の転走方向うねりが、仕上げ加工によって改善される。また、転造ボールねじであるため、表面粗さは一般の研削ボールねじに比べて細かい。このため、表面粗さおよび転走方向うねりが、共に優れた転走面となり、これら表面粗さおよびうねりに起因する振動や騒音の発生が低減する。転造ボールねじであるため、研削加工される機械加工のボールねじに比べて量産性にも優れる。仕上げ加工の追加は必要となるが、仕上げ加工は研削によるねじ溝形成加工に比べて取代が小さくて済み、加工に時間がかからない。
【0008】
上記ねじ軸の上記仕上げ加工面とされた転走面の転走方向のうねりは、2μm以下とすることが好ましい。仕上げ加工により、上記うねりを2μm以下とすることができる。これにより、熱処理前の転造時の状態におけるレベル以下のうねりとなる。
【0009】
上記仕上げ加工は、スーパーフィニッシュ加工であっても、またラップ加工であっても良い。これらスーパーフィニッシュ加工やラップ加工によると、簡単な処理で、ねじ溝転走方向のうねりが改善でき、うねりを2μm以下とすることができる。
【0010】
この発明の転造ボールねじは、車輪操舵装置用の転造ボールねじとされて、上記ねじ軸が軸方向の一部にラック部を有するものとしても良い。上記車輪操舵装置は電動パワーステアリング装置であっても、また走行安定用の後輪操舵装置であっても良い。
車輪操舵装置用にこの発明の転造ボールねじを適用した場合、車輪操舵装置で要求される振動や騒音の発生レベルに低減でき、またこのような自動車用の装置で要求される量産性も備えるものとなる。
【0011】
【発明の実施の形態】
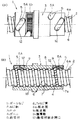
この発明の一実施形態を図面と共に説明する。この転造ボールねじ1は、ねじ軸2と、ナット3と、複数のボール4とを備え、ナット3に循環部5Aを設けたものである。ねじ軸2は、外周面に螺旋状のねじ溝6を形成した軸である。ナット3は、ねじ軸2に遊嵌状態に外嵌し、内周面に螺旋状のねじ溝7を形成したものである。各ねじ溝6,7の表面は、ボール4の転走面6a,7aとなる。ボール4は、ねじ軸1とナット3の対向するねじ溝6,7間に形成された転走路8に収容される。循環部5Aは、両端がナットねじ溝7の内面に開口し、転走路8のボール4を一端で拾い上げて他端で戻すように循環させる循環路9を形成した手段である。循環路9により、上記転走路8は1周の連続した周回経路となる。循環部5Aは、この実施形態では駒部材5で形成されている。駒部材5は、ナット3に複数個設けてある。
【0012】
ねじ軸2は、転造によりねじ溝6を形成したものであって、その転走面6aは仕上げ加工の施された仕上げ加工面とされる。詳しくは、ねじ軸2は、▲1▼転造、▲2▼熱処理、▲3▼曲がり修正、▲4▼スケール落としという工程で製造された素材に対して、転走面6aに仕上げ加工を施したものとされる。この仕上げ加工は、例えばスーパーフィニッシュ加工とされる。スーパーフィニッシュ加工は、超仕上げ加工とも呼ばれる。上記仕上げ加工は、ラップ加工としても良い。ねじ軸2の上記仕上げ加工面とされた転走面6aの転走方向のうねりは、2μm以下とすることが好ましい。
【0013】
この構成の転造ボールねじ1によると、熱処理時の変形やスケール等により生じるねじ軸2の転走面6aの転走方向うねりが、仕上げ加工によって改善される。また、ねじ軸2は転造でねじ溝6を形成したものであるため、表面粗さが一般の研削ボールねじ比べて細かい。このため、表面粗さおよび転走方向うねりが、共に優れた転走面6aとなり、これら表面粗さおよびうねりに起因する振動や騒音の発生が低減する。転造ボールねじであるため、研削加工される機械加工のボールねじに比べて量産性にも優れる。仕上げ加工の追加は必要となるが、仕上げ加工は研削によるねじ溝形成加工に比べて取代が小さくて済み、加工に時間がかからない。
【0014】
図2ないし図4は、ねじ軸転走面6aの1リード分の転走方向うねりを評価した各製造段階の断面曲線をそれぞれ示す。このうち、図2は転造後、熱処理前における断面曲線を、図3は熱処理、曲がり修正、およびスケール落としを行った後の断面曲線を、図4は仕上げ加工であるスーパーフィニッシュ加工を施した後の断面曲線をそれぞれ示す。
図2〜図4から、熱処理により発生した転走方向うねりが、スーパーフィニッシュ加工により改善されたことがわかる。スーパーフィニッシュ加工後の転走方向うねりは、2μm以下(図4では1.75μm)となっている。
【0015】
図5は騒音比較結果を示すグラフである。同図は実施形態の転造ボールねじ1において、ねじ軸2を転造後熱処理前のものした場合、熱処理後にスケール落としを行ったものとした場合(スーパーフィニッシュ加工なし)、およびスーパーフィニッシュ加工を施したものとした場合における、各回転数の騒音レベルを示す。同図において縦軸は騒音値を、横軸はナット回転数(rpm)をそれぞれ示す。この騒音比較結果から、スーパーフィニッシュ加工により騒音が改善されたことが分かる。
【0016】
なお、上記実施形態では循環部5Aを駒部材5で形成した駒式としたが、この発明は循環部5Aの循環方式を問わずに適用することができる。循環部5Aの循環方式としては、大きくは内部循環方式と外部循環方式とに分けられるが、いずれの方式であっても良い。内部循環方式は、ナット3の内部でボール4を循環させる方式であり、上記駒式の他に、循環部をエンドキャップで形成したエンドキャップ式がある。外部循環方式は、ナット3の本体の外部でボール4を循環させる方式であり、代表例として、循環部をリターンチューブで形成したリターンチューブ式や、ガイドプレートに循環部を形成したガイドプレート式がある。これらの各循環形式においても、この発明を適用することがきる。
【0017】
図6は、この発明の転造ボールねじを具備した車輪操舵装置の一例を示す。この操舵装置は、自動車の電動パワーステアリング装置である。同図において、ハウジング21は、図示しないブラケットを有していて、車体に固定される。ハウジング21内には、操舵軸となる上記転造ボールねじ1のねじ軸2が貫通し、ボールねじ軸2の両端にはタイロッド23,24が連結されている。タイロッド23,24は、車輪を操舵する操舵機構(図示せず)に連結される。
ハウジング21の一端の近傍から斜め上方に延びるようにハンドル軸25が設けられ、ハンドル軸25の上端にはハンドルが連結される。ハンドル軸25は、回転自在に支持されていて、ハンドル軸25の回転は、その下端から変換機構であるラックピニオン機構26を介してボールねじ軸2に、軸方向の移動力として伝達される。ラックピニオン機構26は、ボールねじ軸2の長手方向の一部で形成されるラック部27と、ハンドル軸25の下端に設けられたピニオン(図示せず)とからなり、上記ピニオンは、ハウジング21内でラック部27のラックに噛み合う。ハンドル軸25に対して、その操舵トルクを検出する操舵トルク検出器(図示せず)が設けられている。
【0018】
ハウジング21は、円筒状に形成されたものであり、中央の筒体21aの両端に端部材21b,21cを結合して構成される。ハウジング21内の軸方向の中央部には、電動モータ28のステータ29が設けられている。ステータ29は、コアおよびステータコイルで構成される。ステータ29の内周側には、電動モータ28のロータ30がギャップを介して設けられている。ロータ30は、磁石または磁性体により円筒状に形成されていて、スリーブ31の外周に、このスリーブ31と一体に回転するように取付けられる。このスリーブ31内に、ボールねじ軸2が軸方向移動自在に挿通されている。電動モータ28は、図示しないモータ制御回路により、上記操舵トルク検出器の検出値に従って制御される。
【0019】
ボールねじ軸2は、その一端部、この例ではハンドル軸25側の端部が、ハウジング21内でラック部27の背面のブッシュ(図示せず)に支持され、他端部が、ハウジング21に設けられた厚肉筒状の軸サポート部21d内でガイドスリーブ35に支持されている。軸サポート部21dは、ハウジング21の端部材21bに設けられたものである。
【0020】
スリーブ31の一端部、この例ではハンドル軸25側の端部は、軸受32によりハウジング21内に回転自在に支持されている。軸受32は、単独の軸受であっても、複数個を組み合わせて配置したものであっても良く、全体としてラジアル荷重およびスラスト荷重の支持が可能なものとされる。
【0021】
電動モータ28の回転は、転造ボールねじ1を介して、ボールねじ軸2に軸方向に移動させる力として伝えられる。
転造ボールねじ1のナット3は、その外径部が軸受36でハウジング21内に回転自在に支持され、かつ電動モータ28のロータ30の一端が外径面に嵌合している。ロータ30のナット3側の端部は、スリーブ31よりも突出していて、この突出部分がナット3に嵌合する。
【0022】
この電動パワーステアリング装置によると、車両が直進状態にあり、ハンドルの回転が停止しているときは、ハンドル軸25の操舵トルク検出器(図示せず)からトルク信号が出力されず、モータ制御手段(図示せず)により電動モータ28は回転停止状態とされる。したがって、この車輪操舵装置は補助操舵力を出力しない状態にある。
ハンドルを操舵すると、ハンドル軸25の操舵トルク検出器からトルク信号が出力され、モータ制御回路の制御により、電動モータ28はロータ30を回転させる。ロータ30が回転すると、ロータ30と共に転造ボールねじ1のナット3が回転し、ボールねじ軸2からなる操舵軸が軸方向に移動させられ、補助操舵力が発生する。このようにして、ハンドルの操舵力が電動モータ28で補われる。
【0023】
このように、車輪操舵装置に上記実施形態の転造ボールねじ1を用いた場合、振動や騒音の発生が低減され、また量産性に優れたものとなる。
【0024】
なお、この発明の転造ボールねじを適用する車輪操舵装置としては、電動パワーステアリング装置の他に、自動車のARSシステム(Active Rear Stear )、すなわち前輪で操舵する自動車において、車体が常に目標角度になるように、後輪の角度の操舵を電子制御するシステム等の車輪操舵装置におけるボールねじにもこの発明の転造ボールねじを適用することができる。
【0025】
【発明の効果】
この発明の転造ボールねじは、ねじ軸の転走面を仕上げ加工の施された仕上げ加工面としたため、その転走方向うねりを改善することができ、また転造による優れた表面粗さおよび生産性が得られて、振動や騒音の発生が少なく、生産性にも優れたものとなる。
【図面の簡単な説明】
【図1】(A),(B)はそれぞれこの発明の一実施形態にかかる転造ボールねじの正面図および縦断面図である。
【図2】同転造ボールねじのねじ軸のねじ溝転走面における熱処理前での転走方向うねりの変化を示す断面曲線である。
【図3】同ねじ軸のねじ溝転走面における熱処理、曲がり修正、およびスケール落としの工程の後の転走方向うねりの変化を示す断面曲線である。
【図4】同ねじ軸のねじ溝転走面にスーパーフィニッシュ加工を施した後の転走方向うねりの変化を示す断面曲線である。
【図5】この発明の転造ボールねじを、他の転造ボールねじと比較した騒音比較結果を示すグラフである。
【図6】同転造ボールねじを応用した車輪操舵装置の破断正面図である。
【符号の説明】
1…転造ボールねじ
2…ねじ軸
3…ナット
4…ボール
6…ねじ軸のねじ溝
6a…ねじ溝転走面
7…ナットのねじ溝
7a…ねじ溝転走面
Claims (5)
- ねじ軸およびナットの対向するボールねじ溝の転走面間にボールを介在させ、上記ねじ軸を転造品とした転造ボールねじにおいて、上記ねじ軸の転走面を仕上げ加工の施された仕上げ加工面としたことを特徴とする転造ボールねじ。
- 請求項1において、上記ねじ軸の上記仕上げ加工面とされた転走面の転走方向のうねりを2μm以下とした転造ボールねじ。
- 請求項1または請求項2において、上記仕上げ加工がスーパーフィニッシュ加工である転造ボールねじ。
- 請求項1または請求項2において、上記仕上げ加工がラップ加工である転造ボールねじ。
- 請求項1ないし請求項4のいずれかにおいて、車輪操舵装置用の転造ボールねじとし、上記ねじ軸が軸方向の一部にラック部を有するものとした転造ボールねじ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003065921A JP2004270892A (ja) | 2003-03-12 | 2003-03-12 | 転造ボールねじ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003065921A JP2004270892A (ja) | 2003-03-12 | 2003-03-12 | 転造ボールねじ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004270892A true JP2004270892A (ja) | 2004-09-30 |
Family
ID=33126766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003065921A Pending JP2004270892A (ja) | 2003-03-12 | 2003-03-12 | 転造ボールねじ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004270892A (ja) |
-
2003
- 2003-03-12 JP JP2003065921A patent/JP2004270892A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2852747B2 (ja) | 内面研削盤 | |
| US7666062B2 (en) | Grinding apparatus with magnetic bearings | |
| JPH0740843A (ja) | ステアリング装置 | |
| US20120055730A1 (en) | Steering control apparatus | |
| EP1293706A2 (en) | Ball screw having multiply divided circulation passages | |
| US10814416B2 (en) | Method for producing threaded shaft for power steering device, and power steering device | |
| WO2005098275A1 (ja) | ねじ装置及びその製造方法 | |
| JP2004270892A (ja) | 転造ボールねじ | |
| JP2009050927A (ja) | 研削装置 | |
| JP2005247163A (ja) | 電動パワーステアリング用ボールねじ | |
| JP2003160812A (ja) | 車輪操舵装置用ボールねじ | |
| US6814178B2 (en) | Electric power steering apparatus | |
| JP2001163231A (ja) | 電動パワーステアリング装置 | |
| US6991062B2 (en) | Ball screw and wheel steering device having the same | |
| JP2006077870A (ja) | 自動車用ボールねじ | |
| JP4381031B2 (ja) | 電動パワーステアリング装置 | |
| JP2009285777A (ja) | スピンドル装置 | |
| EP1354784A1 (en) | Electric Power Steering Apparatus | |
| JP2005212593A (ja) | 電動パワーステアリング装置 | |
| JP2000310310A (ja) | 軸受付きボールねじ機構および電動パワーステアリング装置 | |
| JP4338017B2 (ja) | 電動パワーステアリング装置 | |
| JP2004299449A (ja) | 電動パワーステアリング装置 | |
| JP2006250282A (ja) | ボールねじ装置及び電気式動力舵取装置 | |
| JP2917085B2 (ja) | 研削盤の制御装置 | |
| JP5495058B2 (ja) | 車両用操舵装置及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081028 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081111 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090106 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090623 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090904 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Effective date: 20090930 Free format text: JAPANESE INTERMEDIATE CODE: A911 |
|
| A912 | Removal of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20091023 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100616 |