JP2004287647A - バッチプラント運転制御システム - Google Patents
バッチプラント運転制御システム Download PDFInfo
- Publication number
- JP2004287647A JP2004287647A JP2003076851A JP2003076851A JP2004287647A JP 2004287647 A JP2004287647 A JP 2004287647A JP 2003076851 A JP2003076851 A JP 2003076851A JP 2003076851 A JP2003076851 A JP 2003076851A JP 2004287647 A JP2004287647 A JP 2004287647A
- Authority
- JP
- Japan
- Prior art keywords
- batch
- schedule
- time
- batch processing
- control system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/30—Computing systems specially adapted for manufacturing
Landscapes
- Programmable Controllers (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Abstract
【課題】バッチプラントの各バッチ処理装置の状況の変化によって、他のバッチ処理装置の稼働スケジュールを修正するバッチプラント運転制御システムを提供する。
【解決手段】運転制御システム10は、生産銘柄及び生産バッチ数を含む生産計画から、バッチプラントの初期スケジュールを作成する初期スケジュール作成部11と、スケジュールに基づいてバッチプラントの運転・制御を実行する運転実行処理部12と、運転中のバッチプラント20から、各バッチ処理装置の開始及び完了時刻等の実績情報を収集する実績情報収集部13と、実績情報収集部13で収集された実績情報に基づいて、初期スケジュールを修正するスケジュール修正部14とを備える。最新のイベント情報に基づいて稼働スケジュールを書き替えることにより、操作員の操作上の負担を軽減し、バッチプラントの運転効率を向上する。
【選択図】 図1
【解決手段】運転制御システム10は、生産銘柄及び生産バッチ数を含む生産計画から、バッチプラントの初期スケジュールを作成する初期スケジュール作成部11と、スケジュールに基づいてバッチプラントの運転・制御を実行する運転実行処理部12と、運転中のバッチプラント20から、各バッチ処理装置の開始及び完了時刻等の実績情報を収集する実績情報収集部13と、実績情報収集部13で収集された実績情報に基づいて、初期スケジュールを修正するスケジュール修正部14とを備える。最新のイベント情報に基づいて稼働スケジュールを書き替えることにより、操作員の操作上の負担を軽減し、バッチプラントの運転効率を向上する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、バッチプラント運転制御システムに関し、特に、複数種類のバッチ処理装置によってシーケンシャルに複数種類のバッチ処理を実行して1つの最終製品を生産するバッチプラントの運転制御に好適なバッチプラント運転制御システムに関する。
【0002】
【従来の技術】
バッチプラントは、1品種の生産量が少量である多数品種の製品を製造する目的に特に適したプラントである。バッチプラントでは、原料や触媒を非連続的に1つのバッチ処理装置に供給し、そこで得られた中間製品を別のバッチ処理装置に移送して次の段階の中間製品に加工するなどして、最終製品を非連続的に生産している。
【0003】
バッチプラントでは、各製品毎の生産計画(生産量)と各バッチ処理装置の処理能力や稼働状況とを勘案してスケジューリングが行われる。このスケジューリングでは、各バッチ処理装置について、例えば加熱段階や反応段階等の複数の単位処理段階について、その開始時刻や終了時刻等の予定が定められる。しかし、1つのバッチ処理装置のスケジュールは、特に、その前段階の処理を行うバッチ処理装置の状況の変化によって、その都度修正が必要となる。バッチプラントが、複数系列のバッチ処理装置を備える場合には、そのスケジュールの修正には複雑な処理が必要となる。
【0004】
バッチプラントのスケジュールは、例えばプラント運転制御盤や表示盤の表示パネル等にガントチャートとして表示される。運転管理者は、各バッチ処理装置における温度や、圧力、液面等のプロセスデータによって、そのバッチ処理装置の運転状況を把握し、これとガントチャートとを比較して、スケジュールの進行状況を認識し、次の段階の処理を実行するバッチ処理装置におけるスケジュールを調整している。
【0005】
特開平11−327607号公報には、バッチプラントのスケジューリング装置とバッチプラントの制御システムとの間で情報を共有するスケジューリングシステムが記載されている。該公報に記載のシステムでは、進捗管理手段が、バッチプラント制御システムから、バッチ処理の進捗情報を読み込み、読み込んだ進捗情報を生産スケジュールと比較する旨が示されている。
【0006】
【発明が解決しようとする課題】
上記公報に記載のスケジューリングシステムでは、進捗管理手段によって管理された進捗情報が、バッチプラントの制御にどのように利用されるかについては具体的な記載がない。特に、1つのバッチ処理装置の進捗情報が、その前段階や後段階のバッチ処理装置の制御にどのように利用されるかについては記載がない。
【0007】
本発明は、上記に鑑み、1つの段階のバッチ処理を実行するバッチ処理装置の稼働状況の変化によって、他の段階の処理を実行するバッチ処理装置のスケジュールを自動的に修正可能なバッチプラントの制御システムを提供することを目的とする。
【0008】
【課題を解決するための手段】
上記目的を達成するため、本発明のバッチプラント運転制御システムは、複数段階のバッチ処理に対応して配設され、各バッチ処理によって得られる中間製品を順次に受け渡して前記複数段階のバッチ処理をシーケンシャルに実行する複数のバッチ処理装置を備えるバッチプラントの運転を制御する、バッチプラント運転制御システムであって、
製品の生産計画から、前記バッチ処理装置のそれぞれで実行されるバッチ処理の開始予定時刻及び終了予定時刻を含む稼働スケジュールを作成するスケジューリング装置と、
前記バッチプラントから、前記開始予定時刻及び終了予定時刻に対応する実際の開始時刻及び終了時刻を含む稼働実績情報を収集する情報収集装置と、
前記稼働スケジュールと前記稼働実績情報とを比較し、該比較結果に基づいて、現在時刻以降の稼働スケジュール部分を含む前記稼働スケジュールを修正するスケジュール修正装置とを備えることを特徴とする。
【0009】
本発明のバッチプラント運転制御システムによると、現在時刻以降の稼働スケジュール部分を含む稼働スケジュールがバッチプラントから収集された稼働実績情報に基づいて自動的に修正されるので、操作員は、現在時刻以降に発生すると予測される事象の発生時刻を最新の事象情報に基づいて把握しながら、バッチプラントを運転することができ、バッチプラントの運転に際して従来に比して迅速で且つ正確な操作及び対応が可能となる。
【0010】
ここで、本発明のバッチプラントの運転制御システムでは、前記稼働スケジュールは、バッチ処理装置が実行する1つ以上の単位バッチ処理毎に必要な操作情報及びその時刻情報を含み、その操作情報及び時刻情報をガントチャート上に表示することが好ましい。この場合、最新の事象情報に基づいて修正された操作情報及び時刻情報がガントチャート上に表示されるため、操作員の操作における負担が軽減する。
【0011】
前記スケジュール修正装置が、1つのバッチ処理装置の稼働実績情報に基づいて、その前段階及び後段階のバッチ処理を実行するバッチ処理装置の現在時刻以降の稼働スケジュール部分を修正することが好ましい。従来は、後段階の処理を実行する受入側のバッチ処理装置の稼働実績情報に基づいて、その前段階の処理を実行する送出側のバッチ処理装置の現在時刻以降のスケジュールを修正するスケジュールの修正については知られていなかった。しかし、このようなきめ細かなスケジュールの修正を行うことによって、前段階の処理を実行するバッチ処理装置についても、1つのバッチ処理と次のバッチ処理との間の標準的な間隔を縮めることが出来る。
【0012】
前記前段階のバッチ処理装置のスケジュールを修正する際には、例えば、前記スケジュール修正装置は、1つのバッチ処理装置の稼働実績情報に基づいて修正されたn−1番目のバッチ処理の現在のスケジュールと、前段階のバッチ処理を実行するバッチ処理装置のバッチ処理予定開始時刻から予測される前記1つのバッチ処理装置のn番目のバッチ処理の開始時刻とを比較し、該比較結果に基づいて、前記前段階の処理を実行するバッチ処理装置の現在時刻以降の稼働スケジュール部分を修正することが出来る。
【0013】
前記スケジュール修正装置は、所定周期毎に稼働スケジュールを修正してもよく、或いは、リアルタイムに稼働スケジュールを修正してもよい。何れを採用しても効果的な修正が可能となる。
【0014】
【発明の実施の形態】
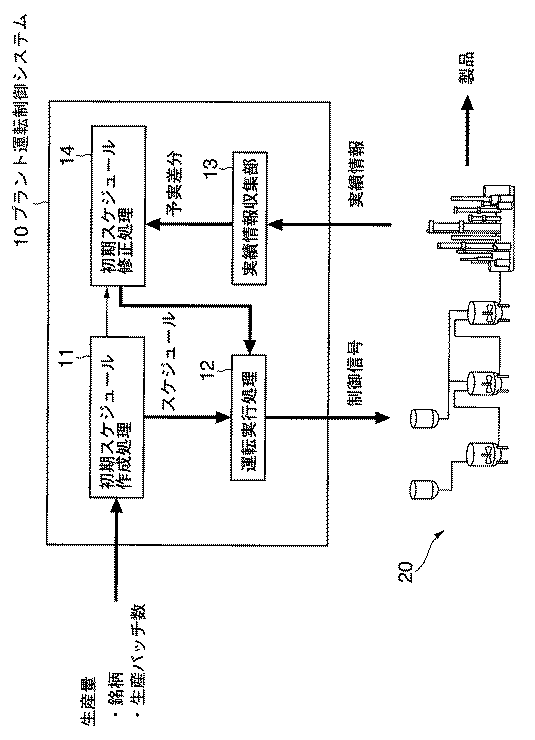
以下、図面を参照し本発明の実施形態例に基づいて本発明を更に詳細に説明する。図1は、本発明の一実施形態例に係るバッチプラント運転制御システム(以下、運転制御システムと呼ぶ)をブロック図として示している。運転制御システム10は、2段階以上のバッチ処理を実行して最終製品を製造するバッチプラント20の運転を制御するために設けられる。
【0015】
運転制御システム10は、生産銘柄及び生産バッチ数を含む生産計画情報から、バッチプラントの初期スケジュールを作成する初期スケジュール作成部11と、その初期スケジュールを受信してバッチプラントの運転・制御を実行する運転実行処理部12と、運転中のバッチプラント20から所望の実績情報を収集する実績情報収集部13と、実績情報収集部13で収集された実績情報に基づいて、初期スケジュールを修正し、修正したスケジュールで運転実行処理部12に保存された初期スケジュールを書き替えるスケジュール修正部14とを備える。
【0016】
実績情報収集部13は、プロセスデータから、特定の事象発生を知らせる事象フラグを抽出し、各バッチ処理装置で発生したバッチ処理の開始及び完了、その中に含まれる1つ以上の単位バッチ処理の開始及び完了の情報を収集する。収集する事象は、例えば、各バッチ処理装置における仕込み開始、仕込み終了、反応開始、加熱終了、中間製品の移送開始、及び、完了等の情報である。
【0017】
図2は、上記実施形態例の運転制御システムの処理を示すフローチャートである。初期スケジュール作成処理部11は、生産銘柄及び生産バッチ数を含む生産計画を入力し、また、運転管理マスターファイルとして保存されているバッチプラントのデータベース31から、銘柄別バッチサイクル、及び、各系列の銘柄切替えに要する時間を含む情報を引き出し、これら情報に基づいて、バッチプラント内の各系列毎のバッチ処理スケジュールを作成する(ステップS1)。得られたスケジュールは、系列単位毎のスケジュールファイル32として初期スケジュール作成処理部11内に保存される。
【0018】
初期スケジュール作成処理部11は、次いで、各バッチ処理装置の処理時間等の情報を含む製造レシピ・データベース33を参照し、各バッチ処理装置毎の稼働スケジュールを含む初期稼働スケジュールを作成し、これを初期稼働スケジュールファイル34として、運転実行処理部12及びスケジュール修正部14に送信する(ステップS2)。運転実行処理部12は、受信した初期稼働スケジュールを保存し、且つ、それに基づいてバッチ実行指令信号を発行する(ステップS3)。また、保存した初期稼働スケジュールに従って、各バッチ処理装置に対して各単位バッチ処理の都度、操作指令信号を発生する(ステップS4)。
【0019】
バッチプラントが運転を開始すると、実績情報収集部13は、各バッチ処理装置で発生する単位バッチ処理の開始及び終了、或いは、警報発生等のイベント情報を収集する(ステップS5)。実績情報収集部13は、収集したイベント情報が、稼働スケジュールの修正に関して意味のあるイベント情報であるか否かを判定し(ステップS6)、稼働スケジュールの修正に必要なイベント情報であると判定すると、そのイベント情報及び発生時刻をスケジュール修正部14に送信する(ステップS7)。
【0020】
スケジュール修正部14は、系列単位のバッチ開始又は完了等のイベント情報の場合には、それに基づいて系列単位スケジュールファイルを含めて現在のスケジュール情報を修正し、また、バッチ処理装置毎のイベント情報又は単位バッチ処理のイベント情報であれば、それに基づいて、バッチ処理装置毎の現在時点以降のスケジュールを再予測し、その予測結果に基づいて現在の稼働スケジュールを修正する(ステップS8)。このスケジュール修正は、所定周期毎(例えば1分毎)に、又は、イベント発生の都度リアルに行われる。修正した稼働スケジュールは、スケジュール修正処理部14から運転実行処理部12に送信される。運転実行処理部12は、受信した修正稼働スケジュールによって初期稼働スケジュールを書き換えるとともに、その修正稼働スケジュールを表示し、スケジュールに変更が生じた旨を操作員に知らせる。また、これに基づいて、必要な操作指令信号を発生する。
【0021】
図3は、初期稼働スケジュールを示すガントチャート(同図(a))と、修正稼働スケジュールを示すガントチャート(同図(b))とを対比して例示している。この例は、バッチプラントの1つの系列におけるシーケンシャル処理を示すもので、3段階に分かれたシーケンシャル処理の各段階処理を、対応する3つのバッチ処理装置が実行する。同図では、n−1番目のバッチ処理、n番目のバッチ処理、及び、n+1番目のバッチ処理が、各バッチ処理装置で順次に実行される旨が示される。
【0022】
第1段階のバッチ処理を行う最上位のバッチ処理装置は、例えば反応タンクであり、溶媒の仕込みから中間製品の移送までの6つの単位バッチ処理を実行する。第2段階のバッチ処理を行う中位のバッチ処理装置は、例えば脱溶媒タンクであり、受入から洗浄までの7つの単位バッチ処理を実行する。第3段階のバッチ処理を行う最下位のバッチ処理装置は、例えば組成調整タンクであり、受入から充填までの4つの単位バッチ処理を実行する。上位のバッチ処理装置とその下位のバッチ処理装置とは、例えば配管によって接続されており、従って、上位のバッチ処理装置からの中間製品の移送処理時刻は、下位のバッチ処理装置におけるその中間製品の受入処理時刻と一致する。なお、図示の例では、1つの系列には、各段階毎に1つのバッチ処理装置が配置される。しかし、例えば第1〜第3段階のバッチ処理装置のそれぞれは、別の系列に共有されていてもよく、或いは、1つの系列中に複数のバッチ処理装置が含まれていてもよい。
【0023】
図3において、中位のバッチ処理装置である脱溶媒タンクにおけるバッチ間の時間間隔が最も短く、従って、初期の稼働スケジュールは、この脱溶媒タンクのバッチ処理がクリティカルとなって決定されている。ここで、何らかの理由で、脱溶媒タンクにおける減圧処理に遅れが発生すると、反応タンクのn番目のバッチ処理における移送処理が、脱溶媒タンクのn−1番目のバッチ処理と重なる旨が検出される。そこで、スケジュール修正処理部14は、上位の反応タンクにおける冷却処理の継続時間を、脱溶媒タンクにおける減圧処理で遅延した時間に対応する時間だけ延長し、反応タンクから脱溶媒タンクへのn番目のバッチの中間製品の受け渡し時刻を修正する。また、それに従って、各バッチ処理装置の各単位バッチ処理の時間を全体的にずらす。
【0024】
以下、図3を参照しつつ、上記実施形態例の運転制御装置における時刻予測の処理について説明する。バッチプラント複数(i)の系列を有し、各系列には段階毎のバッチ処理をシーケンシャルに行う複数(j)のバッチ処理装置が含まれている。
【0025】
[各装置の開始時刻算出]
各装置におけるプロセス操作開始時刻、プロセス操作の所要時間、及び、現在時刻をそれぞれ次のように定義する。
開始時刻 → t[i,j,k,m](n)、
所要時間 → w[i,j,k,m]、
現在時刻 → t0。
ここで、iは系列No、jは装置No、kは銘柄No、mはプロセス操作No、nはバッチNoとする。また、系列における最上位のバッチ処理装置(以下、上位側装置と呼ぶ)におけるバッチ間の時間間隔(余裕時間)をaとする。
【0026】
ここで、前提条件を下記の通りとする。
(a)系列iでは、銘柄Noがkのバッチ処理が続いている。上位側装置の最初のプロセス操作は、溶媒仕込操作である。
(b)先頭から2番目のバッチ処理装置(以下、下位側装置と呼ぶ)の最初のプロセス操作は上位側装置からの受入操作である。
(c)下位側装置の受入操作開始時刻は上位側装置の移送操作開始時刻と等しい。
(d)簡単化のため、上位側装置及び下位側装置の最終プロセス操作は、何れも移送操作とする(図3の脱溶剤タンクにおける洗浄処理を無視して考える。)
(e)上位側装置の移送操作のプロセス操作NoをMi1(i: 系列No)とする。
(f)下位側装置の移送操作のプロセス操作NoをMi2(i: 系列No)とする。
(g)系列iのnバッチ目における上位側装置の仕込開始時刻までが計算されている。
【0027】
図3(a)において、系列iのnバッチ目における移送完了予定時刻に、次バッチ開始までの間隔時間aを加えた時刻が、系列iの(n−1)バッチ目における下位側装置の処理と重なるかどうかを調べる。これによって、系列iのnバッチ目における上位側装置仕込開始時刻の妥当性を確認した上で、上位側装置の(n+1)バッチ目の仕込操作開始時刻及び下位側装置の受入操作開始時刻を決定する処理を行う。
【0028】
まず、前提条件から、系列iのnバッチ目における下位側装置の受入操作開始時刻は、系列iのnバッチ目における上位側装置の移送操作開始時刻と等しい。従って、系列iのnバッチ目における下位側装置の受入操作開始時刻は、計算済みの上位側装置のnバッチ目の仕込操作開始時刻に、仕込操作から冷却までの処理に要する時間を加えた時刻となる。
【数1】
 【0029】
【0029】
次に、(n+1)バッチ目の上位側装置における仕込操作開始時刻、及び、下位側装置における受入操作開始時刻を算出する。
ケース 1 :n−1バッチ目の下位側装置の受入開始から移送完了迄の処理が、nバッチ目の下位側装置の受入操作(つまり、上位側装置の移送操作)と重ならない場合、すなわち、
t[i,2,k,Mi2](n−1)+w[i,2,k,Mi2]+a−t[i,2,k,1](n) ≦ 0 (式2)
を満足する場合。
この場合には、系列iのnバッチ目における上位側装置の仕込開始時刻は妥当であるので、そのまま採用できる。このとき、系列iの(n+1)バッチ目における上位側装置の仕込操作開始時刻は次式となる。
【数2】
【0030】
ケース2:n−1バッチ目の下位側装置の受入から移送完了迄の処理が、nバッチ目の下位側装置の受入操作と重なる場合、すなわち、
t[i,2,k,Mi2](n−1)+w[i,2,k,Mi2]+a−t[i,2,k,1](n) ≧ 0 (式4)
となる場合。
この場合には、系列iのnバッチ目の上位側装置における仕込開始時刻は妥当ではないので、系列iの(n−1)バッチ目における下位側装置の移送完了時刻に、次バッチ開始までの間隔時間aを加えた時刻を系列iのnバッチ目における下位側装置の受入開始時刻とする。つまり、
t[i,2,k,1](n)=t[i,2,k,Mi2](n−1)+w[i,2,k,Mi2]+a (式5)
とする。したがって、系列iのnバッチ目及び(n+1)バッチ目における上位側装置の仕込操作開始時刻は、それぞれ次式となる。
【数3】
【0031】
[各装置の開始時刻予測]
現在時刻までの運転実績に基づき、運転中バッチにおける各装置の現在時刻以降のプロセス操作開始時刻を更新し、さらにその結果に基づいて、以降のバッチの開始時刻を更新していく。以下、その処理内容を示す。
【0032】
運転中の装置の有無を調べ、もし存在しなければ予測処理を完了する。系列iの装置jが運転中であり、運転中のプロセス操作NoをMi0、装置jの移送処理に該当するプロセス操作NoをMije、各プロセス操作の開始実績時刻をT[i,j,k,m](n)で表すと、nバッチ目における最下位側装置のバッチ完了予測時刻の移動時間量△tnは、次式で表される(t0:現在時刻)。
【数4】
【0033】
ただし、運転中のプロセス操作が開始してから、現時点までの経過時間がそのプロセス操作の標準所要時間を超えていたら、現在時刻を次プロセス操作の開始時刻と見なして、次式によりnバッチ目における最下位側装置のバッチ完了予測時刻の移動時間量△tnを算出する。
【数5】
【0034】
さらにそのとき、運転中のプロセス操作が、移送プロセス操作すなわち最終プロセス操作であれば、予定のバッチ完了時刻を過ぎていることになるので、現在時刻をバッチ完了時刻と見なして、次式によりnバッチ目における最下位側装置の予測バッチ完了時刻の移動時間量△tnを算出する。
【数6】
【0035】
自装置にのみフォーカスした場合の次バッチの開始時刻は、△tnを用いることにより、
t[i,j,k,1](n+1)=t[i,j,k,1](n+1)+ △tn (式11)
となる。
【0036】
以上のように、現在時刻までの各イベント発生の実績に基づいて、現在時刻以降の系列全体のバッチ処理、及び、各バッチ処理装置のバッチ処理について、事象発生の都度、予測を行いながらバッチ処理を進めることが出来る。
【0037】
以上、本発明をその好適な実施形態例に基づいて説明したが、本発明のバッチプラント運転制御システムは、上記実施形態例の構成にのみ限定されるものではなく、上記実施形態例の構成から種々の修正及び変更を施したものも、本発明の範囲に含まれる。
【0038】
【発明の効果】
以上、説明したように、本発明のバッチプラント運転制御システムによると、1つの段階のバッチ処理を実行するバッチ処理装置の稼働状況によって、他の段階の処理を実行するバッチ処理装置のスケジュールを自動的に修正可能となり、バッチプラント運転の際の操作員の負担が軽減し、また、運転の効率が向上する。
【図面の簡単な説明】
【図1】本発明の一実施形態例に係るバッチプラント運転制御システムのブロック図。
【図2】図1のプラント運転制御システムにおける処理を示すフローチャート。
【図3】図1のプラント運転制御システムで表示される初期稼働スケジュール及び修正稼働スケジュールを例示するガントチャート。
【符号の説明】
10:プラント運転制御システム
11:初期スケジューリング作成処理部
12:運転実行処理部
13:実績情報収集部
14:スケジュール修正処理部
【発明の属する技術分野】
本発明は、バッチプラント運転制御システムに関し、特に、複数種類のバッチ処理装置によってシーケンシャルに複数種類のバッチ処理を実行して1つの最終製品を生産するバッチプラントの運転制御に好適なバッチプラント運転制御システムに関する。
【0002】
【従来の技術】
バッチプラントは、1品種の生産量が少量である多数品種の製品を製造する目的に特に適したプラントである。バッチプラントでは、原料や触媒を非連続的に1つのバッチ処理装置に供給し、そこで得られた中間製品を別のバッチ処理装置に移送して次の段階の中間製品に加工するなどして、最終製品を非連続的に生産している。
【0003】
バッチプラントでは、各製品毎の生産計画(生産量)と各バッチ処理装置の処理能力や稼働状況とを勘案してスケジューリングが行われる。このスケジューリングでは、各バッチ処理装置について、例えば加熱段階や反応段階等の複数の単位処理段階について、その開始時刻や終了時刻等の予定が定められる。しかし、1つのバッチ処理装置のスケジュールは、特に、その前段階の処理を行うバッチ処理装置の状況の変化によって、その都度修正が必要となる。バッチプラントが、複数系列のバッチ処理装置を備える場合には、そのスケジュールの修正には複雑な処理が必要となる。
【0004】
バッチプラントのスケジュールは、例えばプラント運転制御盤や表示盤の表示パネル等にガントチャートとして表示される。運転管理者は、各バッチ処理装置における温度や、圧力、液面等のプロセスデータによって、そのバッチ処理装置の運転状況を把握し、これとガントチャートとを比較して、スケジュールの進行状況を認識し、次の段階の処理を実行するバッチ処理装置におけるスケジュールを調整している。
【0005】
特開平11−327607号公報には、バッチプラントのスケジューリング装置とバッチプラントの制御システムとの間で情報を共有するスケジューリングシステムが記載されている。該公報に記載のシステムでは、進捗管理手段が、バッチプラント制御システムから、バッチ処理の進捗情報を読み込み、読み込んだ進捗情報を生産スケジュールと比較する旨が示されている。
【0006】
【発明が解決しようとする課題】
上記公報に記載のスケジューリングシステムでは、進捗管理手段によって管理された進捗情報が、バッチプラントの制御にどのように利用されるかについては具体的な記載がない。特に、1つのバッチ処理装置の進捗情報が、その前段階や後段階のバッチ処理装置の制御にどのように利用されるかについては記載がない。
【0007】
本発明は、上記に鑑み、1つの段階のバッチ処理を実行するバッチ処理装置の稼働状況の変化によって、他の段階の処理を実行するバッチ処理装置のスケジュールを自動的に修正可能なバッチプラントの制御システムを提供することを目的とする。
【0008】
【課題を解決するための手段】
上記目的を達成するため、本発明のバッチプラント運転制御システムは、複数段階のバッチ処理に対応して配設され、各バッチ処理によって得られる中間製品を順次に受け渡して前記複数段階のバッチ処理をシーケンシャルに実行する複数のバッチ処理装置を備えるバッチプラントの運転を制御する、バッチプラント運転制御システムであって、
製品の生産計画から、前記バッチ処理装置のそれぞれで実行されるバッチ処理の開始予定時刻及び終了予定時刻を含む稼働スケジュールを作成するスケジューリング装置と、
前記バッチプラントから、前記開始予定時刻及び終了予定時刻に対応する実際の開始時刻及び終了時刻を含む稼働実績情報を収集する情報収集装置と、
前記稼働スケジュールと前記稼働実績情報とを比較し、該比較結果に基づいて、現在時刻以降の稼働スケジュール部分を含む前記稼働スケジュールを修正するスケジュール修正装置とを備えることを特徴とする。
【0009】
本発明のバッチプラント運転制御システムによると、現在時刻以降の稼働スケジュール部分を含む稼働スケジュールがバッチプラントから収集された稼働実績情報に基づいて自動的に修正されるので、操作員は、現在時刻以降に発生すると予測される事象の発生時刻を最新の事象情報に基づいて把握しながら、バッチプラントを運転することができ、バッチプラントの運転に際して従来に比して迅速で且つ正確な操作及び対応が可能となる。
【0010】
ここで、本発明のバッチプラントの運転制御システムでは、前記稼働スケジュールは、バッチ処理装置が実行する1つ以上の単位バッチ処理毎に必要な操作情報及びその時刻情報を含み、その操作情報及び時刻情報をガントチャート上に表示することが好ましい。この場合、最新の事象情報に基づいて修正された操作情報及び時刻情報がガントチャート上に表示されるため、操作員の操作における負担が軽減する。
【0011】
前記スケジュール修正装置が、1つのバッチ処理装置の稼働実績情報に基づいて、その前段階及び後段階のバッチ処理を実行するバッチ処理装置の現在時刻以降の稼働スケジュール部分を修正することが好ましい。従来は、後段階の処理を実行する受入側のバッチ処理装置の稼働実績情報に基づいて、その前段階の処理を実行する送出側のバッチ処理装置の現在時刻以降のスケジュールを修正するスケジュールの修正については知られていなかった。しかし、このようなきめ細かなスケジュールの修正を行うことによって、前段階の処理を実行するバッチ処理装置についても、1つのバッチ処理と次のバッチ処理との間の標準的な間隔を縮めることが出来る。
【0012】
前記前段階のバッチ処理装置のスケジュールを修正する際には、例えば、前記スケジュール修正装置は、1つのバッチ処理装置の稼働実績情報に基づいて修正されたn−1番目のバッチ処理の現在のスケジュールと、前段階のバッチ処理を実行するバッチ処理装置のバッチ処理予定開始時刻から予測される前記1つのバッチ処理装置のn番目のバッチ処理の開始時刻とを比較し、該比較結果に基づいて、前記前段階の処理を実行するバッチ処理装置の現在時刻以降の稼働スケジュール部分を修正することが出来る。
【0013】
前記スケジュール修正装置は、所定周期毎に稼働スケジュールを修正してもよく、或いは、リアルタイムに稼働スケジュールを修正してもよい。何れを採用しても効果的な修正が可能となる。
【0014】
【発明の実施の形態】
以下、図面を参照し本発明の実施形態例に基づいて本発明を更に詳細に説明する。図1は、本発明の一実施形態例に係るバッチプラント運転制御システム(以下、運転制御システムと呼ぶ)をブロック図として示している。運転制御システム10は、2段階以上のバッチ処理を実行して最終製品を製造するバッチプラント20の運転を制御するために設けられる。
【0015】
運転制御システム10は、生産銘柄及び生産バッチ数を含む生産計画情報から、バッチプラントの初期スケジュールを作成する初期スケジュール作成部11と、その初期スケジュールを受信してバッチプラントの運転・制御を実行する運転実行処理部12と、運転中のバッチプラント20から所望の実績情報を収集する実績情報収集部13と、実績情報収集部13で収集された実績情報に基づいて、初期スケジュールを修正し、修正したスケジュールで運転実行処理部12に保存された初期スケジュールを書き替えるスケジュール修正部14とを備える。
【0016】
実績情報収集部13は、プロセスデータから、特定の事象発生を知らせる事象フラグを抽出し、各バッチ処理装置で発生したバッチ処理の開始及び完了、その中に含まれる1つ以上の単位バッチ処理の開始及び完了の情報を収集する。収集する事象は、例えば、各バッチ処理装置における仕込み開始、仕込み終了、反応開始、加熱終了、中間製品の移送開始、及び、完了等の情報である。
【0017】
図2は、上記実施形態例の運転制御システムの処理を示すフローチャートである。初期スケジュール作成処理部11は、生産銘柄及び生産バッチ数を含む生産計画を入力し、また、運転管理マスターファイルとして保存されているバッチプラントのデータベース31から、銘柄別バッチサイクル、及び、各系列の銘柄切替えに要する時間を含む情報を引き出し、これら情報に基づいて、バッチプラント内の各系列毎のバッチ処理スケジュールを作成する(ステップS1)。得られたスケジュールは、系列単位毎のスケジュールファイル32として初期スケジュール作成処理部11内に保存される。
【0018】
初期スケジュール作成処理部11は、次いで、各バッチ処理装置の処理時間等の情報を含む製造レシピ・データベース33を参照し、各バッチ処理装置毎の稼働スケジュールを含む初期稼働スケジュールを作成し、これを初期稼働スケジュールファイル34として、運転実行処理部12及びスケジュール修正部14に送信する(ステップS2)。運転実行処理部12は、受信した初期稼働スケジュールを保存し、且つ、それに基づいてバッチ実行指令信号を発行する(ステップS3)。また、保存した初期稼働スケジュールに従って、各バッチ処理装置に対して各単位バッチ処理の都度、操作指令信号を発生する(ステップS4)。
【0019】
バッチプラントが運転を開始すると、実績情報収集部13は、各バッチ処理装置で発生する単位バッチ処理の開始及び終了、或いは、警報発生等のイベント情報を収集する(ステップS5)。実績情報収集部13は、収集したイベント情報が、稼働スケジュールの修正に関して意味のあるイベント情報であるか否かを判定し(ステップS6)、稼働スケジュールの修正に必要なイベント情報であると判定すると、そのイベント情報及び発生時刻をスケジュール修正部14に送信する(ステップS7)。
【0020】
スケジュール修正部14は、系列単位のバッチ開始又は完了等のイベント情報の場合には、それに基づいて系列単位スケジュールファイルを含めて現在のスケジュール情報を修正し、また、バッチ処理装置毎のイベント情報又は単位バッチ処理のイベント情報であれば、それに基づいて、バッチ処理装置毎の現在時点以降のスケジュールを再予測し、その予測結果に基づいて現在の稼働スケジュールを修正する(ステップS8)。このスケジュール修正は、所定周期毎(例えば1分毎)に、又は、イベント発生の都度リアルに行われる。修正した稼働スケジュールは、スケジュール修正処理部14から運転実行処理部12に送信される。運転実行処理部12は、受信した修正稼働スケジュールによって初期稼働スケジュールを書き換えるとともに、その修正稼働スケジュールを表示し、スケジュールに変更が生じた旨を操作員に知らせる。また、これに基づいて、必要な操作指令信号を発生する。
【0021】
図3は、初期稼働スケジュールを示すガントチャート(同図(a))と、修正稼働スケジュールを示すガントチャート(同図(b))とを対比して例示している。この例は、バッチプラントの1つの系列におけるシーケンシャル処理を示すもので、3段階に分かれたシーケンシャル処理の各段階処理を、対応する3つのバッチ処理装置が実行する。同図では、n−1番目のバッチ処理、n番目のバッチ処理、及び、n+1番目のバッチ処理が、各バッチ処理装置で順次に実行される旨が示される。
【0022】
第1段階のバッチ処理を行う最上位のバッチ処理装置は、例えば反応タンクであり、溶媒の仕込みから中間製品の移送までの6つの単位バッチ処理を実行する。第2段階のバッチ処理を行う中位のバッチ処理装置は、例えば脱溶媒タンクであり、受入から洗浄までの7つの単位バッチ処理を実行する。第3段階のバッチ処理を行う最下位のバッチ処理装置は、例えば組成調整タンクであり、受入から充填までの4つの単位バッチ処理を実行する。上位のバッチ処理装置とその下位のバッチ処理装置とは、例えば配管によって接続されており、従って、上位のバッチ処理装置からの中間製品の移送処理時刻は、下位のバッチ処理装置におけるその中間製品の受入処理時刻と一致する。なお、図示の例では、1つの系列には、各段階毎に1つのバッチ処理装置が配置される。しかし、例えば第1〜第3段階のバッチ処理装置のそれぞれは、別の系列に共有されていてもよく、或いは、1つの系列中に複数のバッチ処理装置が含まれていてもよい。
【0023】
図3において、中位のバッチ処理装置である脱溶媒タンクにおけるバッチ間の時間間隔が最も短く、従って、初期の稼働スケジュールは、この脱溶媒タンクのバッチ処理がクリティカルとなって決定されている。ここで、何らかの理由で、脱溶媒タンクにおける減圧処理に遅れが発生すると、反応タンクのn番目のバッチ処理における移送処理が、脱溶媒タンクのn−1番目のバッチ処理と重なる旨が検出される。そこで、スケジュール修正処理部14は、上位の反応タンクにおける冷却処理の継続時間を、脱溶媒タンクにおける減圧処理で遅延した時間に対応する時間だけ延長し、反応タンクから脱溶媒タンクへのn番目のバッチの中間製品の受け渡し時刻を修正する。また、それに従って、各バッチ処理装置の各単位バッチ処理の時間を全体的にずらす。
【0024】
以下、図3を参照しつつ、上記実施形態例の運転制御装置における時刻予測の処理について説明する。バッチプラント複数(i)の系列を有し、各系列には段階毎のバッチ処理をシーケンシャルに行う複数(j)のバッチ処理装置が含まれている。
【0025】
[各装置の開始時刻算出]
各装置におけるプロセス操作開始時刻、プロセス操作の所要時間、及び、現在時刻をそれぞれ次のように定義する。
開始時刻 → t[i,j,k,m](n)、
所要時間 → w[i,j,k,m]、
現在時刻 → t0。
ここで、iは系列No、jは装置No、kは銘柄No、mはプロセス操作No、nはバッチNoとする。また、系列における最上位のバッチ処理装置(以下、上位側装置と呼ぶ)におけるバッチ間の時間間隔(余裕時間)をaとする。
【0026】
ここで、前提条件を下記の通りとする。
(a)系列iでは、銘柄Noがkのバッチ処理が続いている。上位側装置の最初のプロセス操作は、溶媒仕込操作である。
(b)先頭から2番目のバッチ処理装置(以下、下位側装置と呼ぶ)の最初のプロセス操作は上位側装置からの受入操作である。
(c)下位側装置の受入操作開始時刻は上位側装置の移送操作開始時刻と等しい。
(d)簡単化のため、上位側装置及び下位側装置の最終プロセス操作は、何れも移送操作とする(図3の脱溶剤タンクにおける洗浄処理を無視して考える。)
(e)上位側装置の移送操作のプロセス操作NoをMi1(i: 系列No)とする。
(f)下位側装置の移送操作のプロセス操作NoをMi2(i: 系列No)とする。
(g)系列iのnバッチ目における上位側装置の仕込開始時刻までが計算されている。
【0027】
図3(a)において、系列iのnバッチ目における移送完了予定時刻に、次バッチ開始までの間隔時間aを加えた時刻が、系列iの(n−1)バッチ目における下位側装置の処理と重なるかどうかを調べる。これによって、系列iのnバッチ目における上位側装置仕込開始時刻の妥当性を確認した上で、上位側装置の(n+1)バッチ目の仕込操作開始時刻及び下位側装置の受入操作開始時刻を決定する処理を行う。
【0028】
まず、前提条件から、系列iのnバッチ目における下位側装置の受入操作開始時刻は、系列iのnバッチ目における上位側装置の移送操作開始時刻と等しい。従って、系列iのnバッチ目における下位側装置の受入操作開始時刻は、計算済みの上位側装置のnバッチ目の仕込操作開始時刻に、仕込操作から冷却までの処理に要する時間を加えた時刻となる。
【数1】
次に、(n+1)バッチ目の上位側装置における仕込操作開始時刻、及び、下位側装置における受入操作開始時刻を算出する。
ケース 1 :n−1バッチ目の下位側装置の受入開始から移送完了迄の処理が、nバッチ目の下位側装置の受入操作(つまり、上位側装置の移送操作)と重ならない場合、すなわち、
t[i,2,k,Mi2](n−1)+w[i,2,k,Mi2]+a−t[i,2,k,1](n) ≦ 0 (式2)
を満足する場合。
この場合には、系列iのnバッチ目における上位側装置の仕込開始時刻は妥当であるので、そのまま採用できる。このとき、系列iの(n+1)バッチ目における上位側装置の仕込操作開始時刻は次式となる。
【数2】
ケース2:n−1バッチ目の下位側装置の受入から移送完了迄の処理が、nバッチ目の下位側装置の受入操作と重なる場合、すなわち、
t[i,2,k,Mi2](n−1)+w[i,2,k,Mi2]+a−t[i,2,k,1](n) ≧ 0 (式4)
となる場合。
この場合には、系列iのnバッチ目の上位側装置における仕込開始時刻は妥当ではないので、系列iの(n−1)バッチ目における下位側装置の移送完了時刻に、次バッチ開始までの間隔時間aを加えた時刻を系列iのnバッチ目における下位側装置の受入開始時刻とする。つまり、
t[i,2,k,1](n)=t[i,2,k,Mi2](n−1)+w[i,2,k,Mi2]+a (式5)
とする。したがって、系列iのnバッチ目及び(n+1)バッチ目における上位側装置の仕込操作開始時刻は、それぞれ次式となる。
【数3】
[各装置の開始時刻予測]
現在時刻までの運転実績に基づき、運転中バッチにおける各装置の現在時刻以降のプロセス操作開始時刻を更新し、さらにその結果に基づいて、以降のバッチの開始時刻を更新していく。以下、その処理内容を示す。
【0032】
運転中の装置の有無を調べ、もし存在しなければ予測処理を完了する。系列iの装置jが運転中であり、運転中のプロセス操作NoをMi0、装置jの移送処理に該当するプロセス操作NoをMije、各プロセス操作の開始実績時刻をT[i,j,k,m](n)で表すと、nバッチ目における最下位側装置のバッチ完了予測時刻の移動時間量△tnは、次式で表される(t0:現在時刻)。
【数4】
ただし、運転中のプロセス操作が開始してから、現時点までの経過時間がそのプロセス操作の標準所要時間を超えていたら、現在時刻を次プロセス操作の開始時刻と見なして、次式によりnバッチ目における最下位側装置のバッチ完了予測時刻の移動時間量△tnを算出する。
【数5】
さらにそのとき、運転中のプロセス操作が、移送プロセス操作すなわち最終プロセス操作であれば、予定のバッチ完了時刻を過ぎていることになるので、現在時刻をバッチ完了時刻と見なして、次式によりnバッチ目における最下位側装置の予測バッチ完了時刻の移動時間量△tnを算出する。
【数6】
自装置にのみフォーカスした場合の次バッチの開始時刻は、△tnを用いることにより、
t[i,j,k,1](n+1)=t[i,j,k,1](n+1)+ △tn (式11)
となる。
【0036】
以上のように、現在時刻までの各イベント発生の実績に基づいて、現在時刻以降の系列全体のバッチ処理、及び、各バッチ処理装置のバッチ処理について、事象発生の都度、予測を行いながらバッチ処理を進めることが出来る。
【0037】
以上、本発明をその好適な実施形態例に基づいて説明したが、本発明のバッチプラント運転制御システムは、上記実施形態例の構成にのみ限定されるものではなく、上記実施形態例の構成から種々の修正及び変更を施したものも、本発明の範囲に含まれる。
【0038】
【発明の効果】
以上、説明したように、本発明のバッチプラント運転制御システムによると、1つの段階のバッチ処理を実行するバッチ処理装置の稼働状況によって、他の段階の処理を実行するバッチ処理装置のスケジュールを自動的に修正可能となり、バッチプラント運転の際の操作員の負担が軽減し、また、運転の効率が向上する。
【図面の簡単な説明】
【図1】本発明の一実施形態例に係るバッチプラント運転制御システムのブロック図。
【図2】図1のプラント運転制御システムにおける処理を示すフローチャート。
【図3】図1のプラント運転制御システムで表示される初期稼働スケジュール及び修正稼働スケジュールを例示するガントチャート。
【符号の説明】
10:プラント運転制御システム
11:初期スケジューリング作成処理部
12:運転実行処理部
13:実績情報収集部
14:スケジュール修正処理部
Claims (6)
- 複数段階のバッチ処理に対応して配設され、各バッチ処理によって得られる中間製品を順次に受け渡して前記複数段階のバッチ処理をシーケンシャルに実行する複数のバッチ処理装置を備えるバッチプラントの運転を制御する、バッチプラント運転制御システムであって、
製品の生産計画から、前記バッチ処理装置のそれぞれで実行されるバッチ処理の開始予定時刻及び終了予定時刻を含む稼働スケジュールを作成するスケジューリング装置と、
前記バッチプラントから、前記開始予定時刻及び終了予定時刻に対応する実際の開始時刻及び終了時刻を含む稼働実績情報を収集する情報収集装置と、
前記稼働スケジュールと前記稼働実績情報とを比較し、該比較結果に基づいて、現在時刻以降の稼働スケジュール部分を含む前記稼働スケジュールを修正するスケジュール修正装置とを備えることを特徴とするバッチプラント運転制御システム。 - 前記稼働スケジュールは、各バッチ処理装置で実行される1つ以上の単位バッチ処理毎に必要な操作情報及びその時刻情報を更に含み、該操作情報及び時刻情報をガントチャート上に表示する、請求項1に記載のバッチプラント運転制御システム。
- 前記スケジュール修正装置は、1つのバッチ処理装置の稼働実績情報に基づいて、その前段階及び後段階のバッチ処理を実行するバッチ処理装置の前記現在時刻以降の稼働スケジュール部分を修正する、請求項1又は2に記載のバッチプラント運転制御システム。
- 前記スケジュール修正装置は、前記1つのバッチ処理装置の稼働実績情報に基づいて修正されたn−1番目のバッチ処理の現在のスケジュールと、前記前段階のバッチ処理を実行するバッチ処理装置のバッチ処理予定開始時刻から予測される前記1つのバッチ処理装置のn番目のバッチ処理の開始時刻とを比較し、該比較結果に基づいて、前記前段階の処理を実行するバッチ処理装置の現在時刻以降の稼働スケジュール部分を修正する、請求項3に記載のバッチプラント運転制御システム。
- 前記スケジュール修正装置は、所定周期毎に前記稼働スケジュールを修正する、請求項1〜4の何れかに記載のバッチプラント運転制御システム。
- 前記スケジュール修正装置は、リアルタイムに前記稼働スケジュールを修正する、請求項1〜4の何れかに記載のバッチプラント運転制御システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003076851A JP2004287647A (ja) | 2003-03-20 | 2003-03-20 | バッチプラント運転制御システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003076851A JP2004287647A (ja) | 2003-03-20 | 2003-03-20 | バッチプラント運転制御システム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004287647A true JP2004287647A (ja) | 2004-10-14 |
Family
ID=33291765
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003076851A Pending JP2004287647A (ja) | 2003-03-20 | 2003-03-20 | バッチプラント運転制御システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004287647A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015060252A (ja) * | 2013-09-17 | 2015-03-30 | 住友金属鉱山株式会社 | 設備稼働データ収集システム |
-
2003
- 2003-03-20 JP JP2003076851A patent/JP2004287647A/ja active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015060252A (ja) * | 2013-09-17 | 2015-03-30 | 住友金属鉱山株式会社 | 設備稼働データ収集システム |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8509934B2 (en) | Method for managing and controlling manufacturing processes planned by an enterprise resource planning and produced by a plant floor | |
| US11106196B2 (en) | Method and apparatus for shaping a production process for producing a product made up of multiple subproducts | |
| US10324438B2 (en) | Sequence-control programming apparatus, sequence-control programming method, and operating system | |
| EP4449215A1 (en) | Machine schedule generation method and system | |
| JP6754823B2 (ja) | 生産計画立案支援装置及び方法 | |
| JP2004287647A (ja) | バッチプラント運転制御システム | |
| JP2008502034A (ja) | 産業プロセスのための最適制御問題を生成する方法 | |
| EP3914978B1 (en) | Automated creation of modular industrial plants | |
| JPH10222222A (ja) | バッチ・プロセス・プラントの運転支援装置 | |
| JP3334415B2 (ja) | 生産制御装置 | |
| JPH1071543A (ja) | 生産ラインの管理方法 | |
| JPH11305826A (ja) | スケジューリングシステム | |
| JP5039068B2 (ja) | プラント監視装置 | |
| JPH05108649A (ja) | 生産・物流スケジユール作成装置 | |
| CN117077966A (zh) | 一种面向集成供应链的多目标自适应优化方法 | |
| JPH07182420A (ja) | 生産計画装置 | |
| JP2525900B2 (ja) | シ―ケンス制御方法 | |
| JP7598280B2 (ja) | 運用支援装置、運用支援方法及びプログラム | |
| CN117666492B (zh) | 面对机器故障的多产品生产线优化设计方法 | |
| JP2020194587A (ja) | 生産計画立案支援装置及び方法 | |
| JP7715121B2 (ja) | 生産計画立案方法、生産計画立案装置、および生産計画立案プログラム | |
| JPH03239460A (ja) | 生産完了予定算出方法及び装置 | |
| JPH11282923A (ja) | 循環型製造プロセス日程計画方法 | |
| JP2525913B2 (ja) | シ―ケンス制御方法 | |
| JP2000005980A (ja) | 生産ライン管理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051013 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080123 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080128 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080707 |