JP2004288897A - ハンダ付け用コテ部材及びハンダ付け装置 - Google Patents
ハンダ付け用コテ部材及びハンダ付け装置 Download PDFInfo
- Publication number
- JP2004288897A JP2004288897A JP2003079432A JP2003079432A JP2004288897A JP 2004288897 A JP2004288897 A JP 2004288897A JP 2003079432 A JP2003079432 A JP 2003079432A JP 2003079432 A JP2003079432 A JP 2003079432A JP 2004288897 A JP2004288897 A JP 2004288897A
- Authority
- JP
- Japan
- Prior art keywords
- soldering
- iron
- tip
- solder
- row
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 title claims abstract description 386
- 238000005476 soldering Methods 0.000 title claims abstract description 213
- 229910052742 iron Inorganic materials 0.000 title claims abstract description 193
- 229910000679 solder Inorganic materials 0.000 claims abstract description 120
- 238000010438 heat treatment Methods 0.000 claims description 14
- 238000010409 ironing Methods 0.000 claims description 3
- WABPQHHGFIMREM-VENIDDJXSA-N lead-201 Chemical compound [201Pb] WABPQHHGFIMREM-VENIDDJXSA-N 0.000 description 9
- 239000000758 substrate Substances 0.000 description 7
- PMVSDNDAUGGCCE-TYYBGVCCSA-L Ferrous fumarate Chemical compound [Fe+2].[O-]C(=O)\C=C\C([O-])=O PMVSDNDAUGGCCE-TYYBGVCCSA-L 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000003028 elevating effect Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- WABPQHHGFIMREM-FTXFMUIASA-N lead-202 Chemical compound [202Pb] WABPQHHGFIMREM-FTXFMUIASA-N 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
Images




Landscapes
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
【課題】GNDパターンが存在する部分等の熱が逃げやすい部分で突出部材が突出しているハンダ付け箇所を確実にハンダ付けできるハンダ付け用コテ部材及びハンダ付け装置を提供する。
【解決手段】リード201の1列分を囲み且つリード201の列方向に沿って延在するとともにその延在方向の両端部が開口した凹部310を、コテ先31に一つだけ形成し、コテ先31の凹部延在方向における少なくとも一方の端部側に、ハンダ供給面311Cを設ける。
【選択図】 図1
【解決手段】リード201の1列分を囲み且つリード201の列方向に沿って延在するとともにその延在方向の両端部が開口した凹部310を、コテ先31に一つだけ形成し、コテ先31の凹部延在方向における少なくとも一方の端部側に、ハンダ供給面311Cを設ける。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、電子部品やコネクタ等の部品が取り付けられた基板等のハンダ付け対象物に対してハンダ付けを行うハンダ付け装置及び該装置に用いるハンダ付け用コテ部材に関するものである。
【0002】
【従来の技術】
従来、この種のハンダ付け装置として、ハンダ付け用コテ部材のコテ先に糸状のハンダを供給しながら、ハンダ付け用コテ部材をハンダ付け箇所に沿って移動させる自動ハンダ付け装置(ハンダ付けロボット)が知られている。このハンダ付け装置において、ハンダ付け用コテ部材のコテ先が加熱され、ハンダ供給手段によりコテ先のハンダ供給面にハンダが供給されると、コテ先に接触したハンダが溶融する。この溶融ハンダが、コテ先に隣接するハンダ付け箇所に到達してハンダ付けされる。また、このハンダ付け装置を用いて、ハンダ付け対象物上の直線状に並んだ複数のハンダ付け箇所に対してハンダ付けをする場合は、上記ハンダ付け用コテ部材のコテ先を複数のハンダ付け箇所の並び方向に沿って移動させることにより、ハンダ付け箇所を連続的にハンダ付けすることができる。
【0003】
また、本出願人は、上記自動ハンダ付け装置に使用できるハンダ付け用コテ部材として特許文献1で、上記リードの2列分を囲むように凹部がコテ先に形成されたハンダ付け用コテ部材を提案している(請求項1参照。)。このハンダ付け用コテ部材の凹部は、リードの列方向に沿って延在するとともに、その延在方向の両端部が開口したものであり、コテ先の上記延在方向と直交する方向に複数形成されている。また、上記特許文献1で、突出部材が突出した4列以上のハンダ付け箇所を一括してハンダ付けするために、突出部材の1列分を囲む凹部を複数形成されたハンダ付け用コテ部材を提案している(請求項2参照。)。このハンダ付け用コテ部材は、上記4列以上の一括ハンダ付けのために、上記凹部の延在方向と直交する方向における両端側に形成される脚部の厚さが突出部材の列間の間隔よりも薄く、且つ各脚部の外側面にハンダ供給面を有している。
これらのハンダ付け用コテ部材を用いると、リードが突出したハンダ付け箇所の列に沿ってコテ先を1回移動させることにより、リードが突出した4列以上のハンダ付け箇所を一括してハンダ付けすることができる。
【0004】
【特許文献1】
特開2002−066733号公報(請求項1、請求項2)
【0005】
【発明が解決しようとする課題】
ところが、上記従来のハンダ付け用コテ部材を用いて、基板のGND(グランド)パターンが存在する部分でリードが突出しているハンダ付け箇所についてハンダ付けを行うとき、ハンダ付け不良が発生する場合があることがわかった。このハンダ付け不良の原因としては、次のようにハンダ付け箇所へ加えられる加熱量が不足してしまうことが考えられる。すなわち、コテ先がハンダ付け箇所の接した状態でハンダ付けを行うとき、コテ先の熱が、ハンダ付け箇所にあるリードやそのリードが貫通するように形成されているスルーホールの部分に伝えられる。このスルーホールの表面に形成されている電極が比較的面積が広いGNDパターンに接続されていると、スルーホールの部分に加えられた熱が、GNDパターンの方へ逃げてしまう。このようなGNDパターンへの熱の逃げが発生すると、上記スルーホールからリードが突出しているハンダ付け箇所の温度がハンダ付けに必要な温度を下まわり、ハンダ付け不良が発生するおそれがある。
また、上記特許文献1で提案したコテ先の脚部の外側面にハンダ供給面を有するもの(請求項2参照。)は、コテ先の複数の凹部でハンダ付けするとともに、各脚部の外側面でもそれぞれハンダ付けを行う。そのため、コテ先に加えられた熱を、凹部で囲まれた1列の突出部材が突出しているハンダ付け箇所に集中的に伝えにくい。従って、このハンダ付け用コテ部材では、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所に対しては、ハンダ付け箇所の加熱不足が発生しやすいと考えられる。
【0006】
本発明は以上の問題点に鑑みなされたものである。その目的は、GNDパターンが存在する部分等の熱が逃げやすい部分で突出部材が突出しているハンダ付け箇所を確実にハンダ付けできるハンダ付け用コテ部材及びハンダ付け装置を提供することである。
【0007】
【課題を解決するための手段】
上記目的を達成するために、請求項1の発明は、ハンダ付け対象物の表面から所定の間隔で列状に突出している突出部材をハンダ付けするためのハンダ付け用コテ部材であって、該突出部材の1列分を囲み且つ該突出部材の列方向に沿って延在するとともに該延在方向の両端部が開口した凹部を、コテ先に一つだけ形成し、該コテ先の該凹部延在方向における少なくとも一方の端部側に、ハンダ供給面を設けたことを特徴とするものである。
また、請求項2の発明は、請求項1のハンダ付け用コテ部材において、上記コテ先の上記凹部延在方向と直交する方向における両端側に形成される脚部の厚さを、上記突出部材の列間の間隔よりも薄くし、その脚部の外側面にハンダ供給面を設けたことを特徴とするものである。
また、請求項3の発明は、ハンダ付け対象物の表面から所定の間隔で列状に突出している突出部材をハンダ付けするためのハンダ付け用コテ部材であって、該突出部材の1列分を囲み且つ該突出部材の列方向に沿って延在するとともに該延在方向の両端部が開口した凹部を、コテ先の該延在方向と直交する方向に複数形成し、該コテ先の該凹部延在方向における少なくとも一方の端部側のみに、ハンダ供給面を設けたことを特徴とするものである。
また、請求項4の発明は、ハンダ付け対象物の表面から所定の間隔で列状に突出している突出部材をハンダ付けするためのハンダ付け用コテ部材であって、該突出部材の列方向に沿って延在する面が互いに対向するように取り付けられた複数の平板状のコテ先先端部からなるコテ先を備え、互いに隣り合う該コテ先先端部の間隔を、該突出部材の1列分を挟むように設定したことを特徴とするものである。
また、請求項5の発明は、請求項4のハンダ付け用コテ部材において、上記コテ先先端部の幅が上記突出部材の列間の間隔よりも狭いことを特徴とするものである。
また、請求項6の発明は、コテ先を有するハンダ付け用コテ部材と、該コテ先を加熱する加熱手段と、該コテ先にハンダを供給するハンダ供給手段と、ハンダ付け対象物に対して該コテ先を相対的に移動するように該ハンダ付け対象物と該ハンダ付け用コテ部材との間の相対的な位置関係を変化させる相対位置可変手段とを備えたハンダ付け装置であって、該ハンダ付け用コテ部材として、請求項1乃至5のいずれかのハンダ付け用コテ部材を用いたことを特徴とするものである。
【0008】
請求項1のハンダ付け用コテ部材では、コテ先の凹部が突出部材の1列分を囲んでいる。そのため、従来の突出部材を凹部で囲まないコテ部材に比して、突出部材に接しているハンダとそのハンダに熱を伝えるコテ先との接触面積が広くなり、突出部材に近接する凹部の2つの内面から一つの突出部材に熱を伝えることができる。更に、従来の突出部材の2列分を囲む凹部を有するコテ部材に比して、一つの凹部で加熱する突出部材の数も半減している。しかも、上記突出部材の1列分を囲む凹部がコテ先に一つだけ形成されているため、1列の突出部材を一つのコテ先で加熱することができる。従って、コテ先に加えられた熱を、一つの凹部で囲まれた1列の突出部材が突出しているハンダ付け箇所に集中的に伝え、コテ先でハンダ付け箇所を効率的に加熱することができる。このようにハンダ付け箇所を効率的に加熱できるため、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であっても、ハンダ付け箇所の加熱不足が発生しない。
請求項2のハンダ付け用コテ部材では、上記コテ先の凹部だけでなく、ハンダ供給面が設けられているコテ先の脚部の外側面でもハンダ付け箇所をハンダ付けできる。
請求項3のハンダ付け用コテ部材では、コテ先の各凹部が突出部材の1列分を囲んでいる。そのため、従来の突出部材を凹部で囲まないコテ部材に比して、突出部材に接しているハンダとそのハンダに熱を伝えるコテ先との接触面積が広くなり、突出部材に近接する各凹部の2つの内面から一つの突出部材に熱を伝えることができる。更に、従来の突出部材の2列分を囲む凹部を有するコテ部材に比して、一つの凹部で加熱する突出部材の数も半減している。しかも、コテ先の凹部延在方向における少なくとも一方の端部側のみにハンダ供給面を設けているため、コテ先の脚部の外側面にもハンダ供給面を設けたコテ部材に比して、一つのコテ先で加熱する突出部材の数が少なくなり、凹部に囲まれた突出部材のみが加熱対象となる。従って、コテ先に加えられた熱を、各凹部で囲まれた1列の突出部材が突出しているハンダ付け箇所に集中的に伝え、コテ先でハンダ付け箇所を効率的に加熱することができる。このようにハンダ付け箇所を効率的に加熱できるため、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であっても、ハンダ付け箇所の加熱不足が発生しない。
請求項4のハンダ付け用コテ部材では、互いに隣り合う複数の平板状のコテ先で突出部材の1列分を挟みこんだ状態で、そのコテ先で挟まれた部分にハンダを供給する。これにより、突出部材に接しているハンダとそのハンダに熱を伝えるコテ先との接触面積が広くなり、互いに隣り合うコテ先の対向している2つの面から一つの突出部材に熱を伝えることができる。従って、各コテ先に加えられた熱を、そのコテ先で挟んだ1列の突出部材が突出しているハンダ付け箇所に集中的に伝え、コテ先でハンダ付け箇所を効率的に加熱することができる。このようにハンダ付け箇所を効率的に加熱できるため、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であっても、ハンダ付け箇所の加熱不足が発生しない。
請求項5のハンダ付け用コテ部材では、コテ先の突出部材を挟んでいる側の面だけでなく、突出部材側とは反対側の外側面でも、突出部材が突出しているハンダ付け箇所をハンダ付けできる。
請求項6のハンダ付け装置では、上記ハンダ付け用コテ部材を用いてハンダ付け対象物のハンダ付け箇所をハンダ付けすることができる。上記ハンダ付け用コテ部材のコテ先は加熱手段で加熱される。この加熱されたコテ先のハンダ供給面にハンダ供給手段によってハンダが供給される。そして、コテ先のハンダ供給面で溶融したハンダをハンダ付け箇所に供給しながら、ハンダ付け対象物とハンダ付け用コテ部材との間の相対的な位置関係を相対位置可変手段で変化させる。これにより、ハンダ付け対象物に対してコテ先が相対的に移動し、ハンダ付け箇所をハンダ付けすることができる。
ここで、上記ハンダ付け対象物とハンダ付け用コテ部材との間の相対的な位置関係は、ハンダ付け対象物とハンダ付け用コテ部材との間の直線的な距離を表す位置関係だけでなく、両者間の相対的な回転角度を表す回転位置関係も含むものである。
また、上記相対的な位置関係を変化させる相対位置可変手段は、上記ハンダ付け対象物及び上記ハンダ付け用コテ部材の少なくとも一方を移動させたり回転させたりする手段を含むものである。
【0009】
【発明の実施の形態】
以下、本発明をハンダ付け装置としてのハンダ付けロボットに適用した実施形態について説明する。このハンダ付けロボットは、ハンダ付け対象物としての基板(PCB)にある多数のハンダ付け箇所を自動的にハンダ付けするものである。
図2は本実施形態に係るハンダ付けロボットの概略構成を示す正面図である。このハンダ付けロボットは、上部に作業台101を有する装置本体100と、装置本体100の両側部に取り付けられたスタンド部材102、103と、X軸ガイド部材104と、ハンダ付けユニット10とを備えている。X軸ガイド部材104は、スタンド部材102、103の上部において両スタンド部材間に架け渡すように取り付けられている。また、ハンダ付けユニット10は、X軸ガイド部材104に対してX軸方向(図中の左右方向)に移動可能に取り付けられている。
【0010】
上記作業台101の中央部には、Y軸方向(図中の前後方向)に延びた2本のガイドレール105、106が形成され、そのガイドレールに沿って可動ブラケット107、108がY軸方向に移動可能に取り付けられている。この可動ブラケット107、108上には作業テーブル109が取り付けられ、作業テーブル109に基板支持スタンド110、111を介してハンダ付け対象物としての基板200が装着される。上記可動ブラケット107、108のY軸方向の駆動は、基板上のハンダ付け箇所に関する情報に基づいて後述の制御部で制御される。この基板上のハンダ付け箇所に関する情報のデータは前もって実行されるデータ取り込み作業(ティーチング作業)で取得される。この取得されたハンダ付け箇所に関する情報のデータは、ハンダ付け時の各種パラメータ等のデータとともに、メモリーカードスロット112に挿入されているメモリカード113に記憶される。
【0011】
上記ハンダ付けユニット10は、ユニット本体11と、ユニット本体11の両側に取り付けられたハンダ供給サブユニット20A、20Bと、ハンダ付けヘッド30とを備えている。ハンダ付けヘッド30は、ユニット本体11から下方に延びた昇降スライド軸12に中継部材13や揺動アーム14等を介して取り付けられている。また、上記ユニット本体11の背面側には図示しない可動ブラケットを有している。この可動ブラケットがX軸ガイド部材104側に形成されているガイドレール(不図示)にガイドされることにより、ハンダ付けユニット10をX軸方向に移動させることができる。
【0012】
上記ユニット本体10から下方に延びた昇降スライド軸12は、Z軸方向(図中上下方向)に移動するように駆動制御するとともに、そのZ軸方向の中心軸を中心として回転するように回転駆動することができるようになっている。この昇降スライド軸12に連結された中継部材13には、ハンダ付けヘッド30の先端のコテ先を所定の圧力で基板200に押圧できるように、図示しないエア加圧機構が組み込まれている。また、中継部材13に連結されている揺動アーム14は、ハンダ付けヘッド30を所定の角度に傾けて固定できるように構成されている。
【0013】
上記ハンダ付けヘッド30は、加熱手段としてのヒータを内蔵するとともに先端部にコテ先31を有するハンダ付け用コテ部材(以下「コテ部材」という。)32と、ハンダ供給ヘッド34A、34Bとを備えている。このハンダ供給ヘッド34A、34Bは、コテ部材32の両側に固定アーム部材33A、33Bで固定されている。そして、ハンダ供給ヘッド34A、34Bのコテ先31側の先端部には、糸状ハンダが通過できるように中空構造のニードル部材35A、35Bを備えている。また、このハンダ供給ヘッド34A、34Bには、それぞれ独立にハンダ供給制御可能な上記ハンダ供給サブユニット20A、20Bからハンダ供給チューブ21A、21Bを介して、糸状ハンダが供給される。
なお、上記ハンダ供給ヘッド34A、34Bには、上記糸状ハンダ40をニードル部材35A、35Bから吐出させる前に予備的に加熱する予備加熱部を設けてもよい。
【0014】
上記ハンダ供給サブユニット20A、20Bは、送出ローラ対22A、22B及びモータ(不図示)を有するハンダ供給装置23A、23Bと、糸状ハンダ40を一定量巻き付けたハンダリール24A、24Bとを備えている。上記送出ローラ対22A、22Bは糸状ハンダ40を挾持しながら回転することによりハンダ40をハンダ供給チューブ21A、21B側に送り出すものであある。この送出ローラ対22A、22Bの一方のローラはモータで駆動される駆動ローラであり、もう一方のローラは従動ローラとなっている。また、両ローラの間隔は糸状ハンダ40を所定の圧力で挾持するように調整され、上記駆動ローラは糸状ハンダ40を所定の速度で送出するとともに糸状ハンダの送出を選択的にオン/オフできるように回転制御される。
このハンダ供給サブユニット20A、20Bと、上記ハンダ供給チューブ21A、21B及び上記ハンダ供給ヘッド34A、34Bとにより、コテ部材32のコテ先31にハンダを供給するハンダ供給手段が構成されている。
なお、上記ハンダ供給装置23A、23Bには、適宜、ハンダ切れを検知するセンサやハンダ詰まりを検知するセンサなどを設けてもよい。また、上記ハンダ供給装置23A、23Bは、上記送出ローラ対22A、22Bを用いたものに限定されるものではなく、他の機構で糸状ハンダを送出するように構成してもよい。
【0015】
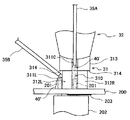
図1はハンダ付け中の上記コテ部材32の先端部であるコテ先31の正面図であり、図3はコテ先31の正面図である。
コテ部材32のコテ先31は、2つの平板状のコテ先先端部である刀型の脚部312R,312Lで挟まれた1つの凹部(凹状のハンダ保持部)310が形成されている。このコテ先31の脚部312R,312Lで挟まれた凹部310は、リード201の1列分を囲み且つリード201の列方向に延在するとともに、リード201が通過し得るように該延在方向の両端部が開口したものとなっている。
なお、本実施形態では、コテ先移動方向と直交する面内における上記凹部310の内壁面の断面形状を「コ」の字の形状としているが、この形状に限定されるものではない。たとえば、半円形状や「く」の字の形状にしてもよい。また、上記凹部310の断面形状の面積がコテ先移動方向で変化するように形成してもよい。
【0016】
また、コテ先31の凹部延在方向における少なくとも一方の端部側に、凹部310にハンダ40を溶融して供給するためのハンダ供給面311Cを有している。具体的には、上記凹部310の上面のコテ先移動方向Yの下流側部分を傾斜させ、この傾斜面をハンダ供給面311Cとしている。
また、コテ先の上記凹部延在方向と直交する方向における両端側に形成される刀型の脚部312R、312Lの厚さ(幅)を、リード201の列間の間隔よりも薄く(狭く)している。そして、2つの脚部の一方(図1中の左側の脚部)312Lの外側面に、ハンダ供給面311Lを有している。
【0017】
各ハンダ供給面311C、311Lには、上記ハンダ供給ヘッド34A、34Bのニードル部材35A、35Bの先端が近接して対向するように配置されている。ニードル部材35A、35Bの先端から吐出した糸状ハンダ40はそれぞれ、各ハンダ供給面311C、311Lに接触して溶融し、各ハンダ供給面に沿って重力で流下する。このように流下した溶融ハンダ40’が、各列のリード201を覆うように供給される。
なお、上記ハンダ供給面311C、311Lの表面には、溶融ハンダがのりやすく下方に流下しやすいようにハンダメッキ層が形成されている。
【0018】
また、上記コテ先31の脚部312R、312Lの外側面よりもコテ部材本体側は、コテ先全体の熱容量を大きくするために太く形成された熱保持部313を有している。この熱保持部313と脚部312R、312Lの外側面との境界には、段差314が形成されている。この段差314は、脚部312Lのハンダ供給面311Lに供給された溶融ハンダ40’が、その上方の熱保持部313の外周面に移動するのを阻止する機能を有している。このように溶融ハンダ40’の上方への移動を阻止することにより、コテ先31のハンダ供給面311Lからハンダ付け箇所へ供給されるハンダ量が減少するのを防止することができる。従って、ハンダ付け対象物のハンダ付け箇所にハンダを安定して供給できる。更に、溶融ハンダ40’に対する耐久性が悪いアルミニウムテープを接着することなく、コテ先31のハンダ供給面311Lよりもコテ部材本体側の外周面部分の腐食を防止できるので、コテ先31の高寿命化を図ることができる。
【0019】
また、図1に示すように上記コテ先31の先端面(底面)はコテ部材32の中心軸に対して所定の角度で傾いた面に加工されている。これにより、コテ部材32を傾けて図中Y方向に移動させる場合でもコテ先31の先端面と基板200の面とがほぼ平行になって両者が確実に接する。このようにコテ部材32を傾けることにより、コテ部材32を基板200上でスムーズに移動させることができるとともに、コテ部材32の駆動負荷も低減させることができる。
【0020】
図4は、上記ハンダ付けロボットの制御系の主要部を示すブロック図である。制御手段としての制御部300は、CPU、RAM、ROM、I/Oインターフェース等を用いて構成されている。この制御部300には上記メモリーカード113に対するデータ書き込み及び読み出しを行うメモリカードドライブ装置301、及び各種モータ駆動回路302A、302B、303〜305が接続されている。この各種モータ駆動回路302A、302B、303〜305、各回路に接続されたモータ、各モータで駆動される可動ブラケット、該可動ブラケットをガイドするガイドレール等により、基板200とコテ部材32との間の相対的な位置関係(直線的な距離及び回転角度)を変化させる相対位置可変手段が構成されている。
【0021】
また、前述のようにハンダ付け対象の基板200のハンダ付け箇所に関するデータや、ハンダ付け時の各種パラメータ(糸状ハンダの吐出量、コテ部材の移動速度など)のデータはメモリカード113に記憶されている。このメモリカード113内のデータがメモリカードドライブ301を介して制御部300内に取り込まれる。このデータに基づいて各モータ駆動部に対する指令信号が生成され、送信される。各モータ駆動部は該指令信号に基づいて、それぞれ対応するパルスモータ306A、306B、307〜309を回転駆動する。
なお、上記ハンダ付け箇所に関するデータ等は、フレキシブルディスク、ハードディスク等の他の記憶媒体に記憶させて用いるように構成してもよい。また、装置本体100に接続されたパソコン等の外部装置から、上記ハンダ付け箇所に関するデータ等を取り込むように構成してもよい。
【0022】
上記構成のハンダ付けロボットを用いて基板200上のリード201が一列に並んだハンダ付け箇所をハンダ付けするときは、まず、作業テーブル109上の基板支持スタンド110に基板200をセットする。次に、作業テーブル109のY軸方向の位置、ハンダ付けヘッド30の回転角度、ハンダ付けユニット10のX軸方向の位置とを制御することにより、基板200上のリード201の列の一方の端部に、コテ先31を位置させる。次に、ハンダ付けヘッド30をZ軸下方に移動させてコテ先31を基板200に接触させるとともに、作業テーブル109をY軸手前側に移動させることにより、コテ先31を基板200に対して相対移動させながらコテ先31の中央のハンダ供給面311Cにハンダを供給し、コテ先31の凹部310内に位置するハンダ付け箇所についてハンダ付けを行う。そして、コテ先31がリードの列のもう一方の端部まで相対移動したところでコテ先31へのハンダ供給を停止し、ハンダ付けヘッド30をZ軸上方に移動させる。
【0023】
なお、上記コテ先31を使って2列のハンダ付け箇所(リード挿入箇所)についてハンダ付けを行う場合は、上記ハンダ供給面311Cとともに、コテ先31の一方の脚部312Lのハンダ供給面311Lにもハンダを供給するように制御する。
【0024】
以上、本実施形態によれば、上記コテ部材32のコテ先31の脚部312R,312Lで挟まれたリード201の1列分を挟み込み、脚部312R,312L等で形成された凹部310がリード201の1列分を囲んでいる。そのため、従来のリードを凹部で囲まないコテ部材に比して、リードに接しているハンダとそのハンダに熱を伝えるコテ先31との接触面積が広くなり、リード201に近接する凹部310の2つの内面から一つのリード201に熱を伝えることができる。更に、従来のリードの2列分を囲む凹部を有するコテ部材に比して、一つの凹部310で加熱するリードの数も半減している。しかも、上記リード201の1列分を囲む凹部310がコテ先31に一つだけ形成されているため、1列のリードを一つのコテ先31で加熱することができる。従って、コテ先31に加えられた熱を、一つの凹部310で囲まれた1列のリードが突出しているハンダ付け箇所に集中的に伝え、コテ先31でハンダ付け箇所を効率的に加熱することができる。このようにハンダ付け箇所を効率的に加熱できるため、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であっても、ハンダ付け箇所の加熱不足が発生しない。よって、GNDパターン203が存在する部分等の熱が逃げやすいハンダ付け箇所でリード201が突出しているハンダ付け箇所を確実にハンダ付けできる。
また、本実施形態によれば、上記コテ先31の凹部310だけでなく、ハンダ供給面311Lが設けられているコテ先31の脚部312Lの外側面でもハンダ付け箇所をハンダ付けできる。従って、リード201が突出した2列のハンダ付け箇所を一括してハンダ付けすることができる。
【0025】
なお、上記実施形態では、上記コテ先31の凹部310をはさむ2つの刀型の脚部のうち一方の脚部312Lの外側面にハンダ供給面311Lを設けているが、本発明は、かかる外側面にハンダ供給面を設けずに凹部310のみにハンダを供給する場合に適用できるものである。
また、上記コテ先31の凹部310をはさむ2つの刀型の脚部のうち一方の脚部312Lの外側面のみにハンダ供給面311Lを設けているが、両方の脚部312R、312Lの外側面のそれぞれにハンダ供給面を設けている。この場合は、両脚部312R、312Lのハンダ供給面を切り換えて使用することにより、ハンダ付け時のコテ先の配置や移動方向等に関し自由度が高まる。
【0026】
また、上記実施形態では、コテ先31の先端部に、リード201の1列分を囲む凹部310を1個だけ備えた場合について説明したが、本発明は、図5のように3つの刀型の脚部312R,312C,312Lを用いて上記凹部310を凹部延在方向と直交する方向に複数形成した場合にも適用できる。この場合は、コテ先31の凹部延在方向における少なくとも一方の端部側のみにハンダ供給面311Cを設ける。そして、コテ先31の凹部延在方向と直交する方向における両端側に形成される脚部312R、312Lの外側面には、ハンダ供給面を設けないようにする。
このコテ部材32の場合も、図1及び図3のコテ部材の場合と同様に、コテ先31の凹部310がリード201の1列分を囲んでいる。そのため、従来のリードを凹部で囲まないコテ部材に比して、リード201に接しているハンダとそのハンダに熱を伝えるコテ先31との接触面積が広くなり、リード201に近接する各凹部310の2つの内面から一つのリード201に熱を伝えることができる。更に、従来のリードの2列分を囲む凹部を有するコテ部材に比して、一つの凹部310で加熱するリードの数も半減している。しかも、図5のコテ部材の場合、コテ先31の凹部延在方向における少なくとも一方の端部側のみにハンダ供給面311Cを設けているため、コテ先の脚部の外側面にもハンダ供給面を設けたコテ部材に比して、一つのコテ先31で加熱するリード201の数が少なくなり、凹部310に囲まれたリード201のみが加熱対象となる。従って、図1及び図3のコテ部材の場合と同様に、コテ先31に加えられた熱を、各凹部310で囲まれた1列のリード201が突出しているハンダ付け箇所に集中的に伝え、コテ先31でハンダ付け箇所を効率的に加熱することができる。このようにハンダ付け箇所を効率的に加熱できるため、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であっても、ハンダ付け箇所の加熱不足が発生しない。なお、図5は3つの脚部312R,312C,312Lで2個の凹部310を形成したコテ部材について示しているが、脚部の数が4つ以上で凹部310の数は3個以上であってもよい。
【0027】
【発明の効果】
請求項1乃至6の発明によれば、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であってもハンダ付け箇所の加熱不足が発生しないので、かかる部分で突出部材が突出しているハンダ付け箇所を確実にハンダ付けできるという効果がある。
特に、請求項2の発明によれば、コテ先の凹部だけでなく、ハンダ供給面があるコテ先の脚部の外側面でもハンダ付け箇所をハンダ付けできるので、突出部材が突出した2列のハンダ付け箇所を一括してハンダ付けすることができるという効果がある。
特に、請求項5の発明によれば、コテ先の突出部材を挟んでいる側の面だけでなく、突出部材側とは反対側の外側面でも、突出部材が突出しているハンダ付け箇所をハンダ付けできる。したがって、突出部材が突出した2列のハンダ付け箇所を一括してハンダ付けすることができるという効果がある。
【図面の簡単な説明】
【図1】本発明の一実施形態に係るハンダ付け装置におけるハンダ付け中のコテ部材のコテ先の正面図。
【図2】同ハンダ付け装置の概略構成を示す正面図。
【図3】同コテ部材のコテ先の側面図。
【図4】同ハンダ付け装置の制御系の要部を示すブロック図。
【図5】他の実施形態に係るコテ部材のコテ先の正面図。
【符号の説明】
31 コテ先
310 凹部(凹状のハンダ保持部)
311C、311L ハンダ供給面
312R、312L、312C コテ先の脚部(コテ先先端部)
313 熱保持部
314 段差
32 コテ部材
35A、35B ニードル部材
40 糸状ハンダ
40’ 溶融ハンダ
200 基板
201 リード
202 部品
203 GNDパターン
【発明の属する技術分野】
本発明は、電子部品やコネクタ等の部品が取り付けられた基板等のハンダ付け対象物に対してハンダ付けを行うハンダ付け装置及び該装置に用いるハンダ付け用コテ部材に関するものである。
【0002】
【従来の技術】
従来、この種のハンダ付け装置として、ハンダ付け用コテ部材のコテ先に糸状のハンダを供給しながら、ハンダ付け用コテ部材をハンダ付け箇所に沿って移動させる自動ハンダ付け装置(ハンダ付けロボット)が知られている。このハンダ付け装置において、ハンダ付け用コテ部材のコテ先が加熱され、ハンダ供給手段によりコテ先のハンダ供給面にハンダが供給されると、コテ先に接触したハンダが溶融する。この溶融ハンダが、コテ先に隣接するハンダ付け箇所に到達してハンダ付けされる。また、このハンダ付け装置を用いて、ハンダ付け対象物上の直線状に並んだ複数のハンダ付け箇所に対してハンダ付けをする場合は、上記ハンダ付け用コテ部材のコテ先を複数のハンダ付け箇所の並び方向に沿って移動させることにより、ハンダ付け箇所を連続的にハンダ付けすることができる。
【0003】
また、本出願人は、上記自動ハンダ付け装置に使用できるハンダ付け用コテ部材として特許文献1で、上記リードの2列分を囲むように凹部がコテ先に形成されたハンダ付け用コテ部材を提案している(請求項1参照。)。このハンダ付け用コテ部材の凹部は、リードの列方向に沿って延在するとともに、その延在方向の両端部が開口したものであり、コテ先の上記延在方向と直交する方向に複数形成されている。また、上記特許文献1で、突出部材が突出した4列以上のハンダ付け箇所を一括してハンダ付けするために、突出部材の1列分を囲む凹部を複数形成されたハンダ付け用コテ部材を提案している(請求項2参照。)。このハンダ付け用コテ部材は、上記4列以上の一括ハンダ付けのために、上記凹部の延在方向と直交する方向における両端側に形成される脚部の厚さが突出部材の列間の間隔よりも薄く、且つ各脚部の外側面にハンダ供給面を有している。
これらのハンダ付け用コテ部材を用いると、リードが突出したハンダ付け箇所の列に沿ってコテ先を1回移動させることにより、リードが突出した4列以上のハンダ付け箇所を一括してハンダ付けすることができる。
【0004】
【特許文献1】
特開2002−066733号公報(請求項1、請求項2)
【0005】
【発明が解決しようとする課題】
ところが、上記従来のハンダ付け用コテ部材を用いて、基板のGND(グランド)パターンが存在する部分でリードが突出しているハンダ付け箇所についてハンダ付けを行うとき、ハンダ付け不良が発生する場合があることがわかった。このハンダ付け不良の原因としては、次のようにハンダ付け箇所へ加えられる加熱量が不足してしまうことが考えられる。すなわち、コテ先がハンダ付け箇所の接した状態でハンダ付けを行うとき、コテ先の熱が、ハンダ付け箇所にあるリードやそのリードが貫通するように形成されているスルーホールの部分に伝えられる。このスルーホールの表面に形成されている電極が比較的面積が広いGNDパターンに接続されていると、スルーホールの部分に加えられた熱が、GNDパターンの方へ逃げてしまう。このようなGNDパターンへの熱の逃げが発生すると、上記スルーホールからリードが突出しているハンダ付け箇所の温度がハンダ付けに必要な温度を下まわり、ハンダ付け不良が発生するおそれがある。
また、上記特許文献1で提案したコテ先の脚部の外側面にハンダ供給面を有するもの(請求項2参照。)は、コテ先の複数の凹部でハンダ付けするとともに、各脚部の外側面でもそれぞれハンダ付けを行う。そのため、コテ先に加えられた熱を、凹部で囲まれた1列の突出部材が突出しているハンダ付け箇所に集中的に伝えにくい。従って、このハンダ付け用コテ部材では、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所に対しては、ハンダ付け箇所の加熱不足が発生しやすいと考えられる。
【0006】
本発明は以上の問題点に鑑みなされたものである。その目的は、GNDパターンが存在する部分等の熱が逃げやすい部分で突出部材が突出しているハンダ付け箇所を確実にハンダ付けできるハンダ付け用コテ部材及びハンダ付け装置を提供することである。
【0007】
【課題を解決するための手段】
上記目的を達成するために、請求項1の発明は、ハンダ付け対象物の表面から所定の間隔で列状に突出している突出部材をハンダ付けするためのハンダ付け用コテ部材であって、該突出部材の1列分を囲み且つ該突出部材の列方向に沿って延在するとともに該延在方向の両端部が開口した凹部を、コテ先に一つだけ形成し、該コテ先の該凹部延在方向における少なくとも一方の端部側に、ハンダ供給面を設けたことを特徴とするものである。
また、請求項2の発明は、請求項1のハンダ付け用コテ部材において、上記コテ先の上記凹部延在方向と直交する方向における両端側に形成される脚部の厚さを、上記突出部材の列間の間隔よりも薄くし、その脚部の外側面にハンダ供給面を設けたことを特徴とするものである。
また、請求項3の発明は、ハンダ付け対象物の表面から所定の間隔で列状に突出している突出部材をハンダ付けするためのハンダ付け用コテ部材であって、該突出部材の1列分を囲み且つ該突出部材の列方向に沿って延在するとともに該延在方向の両端部が開口した凹部を、コテ先の該延在方向と直交する方向に複数形成し、該コテ先の該凹部延在方向における少なくとも一方の端部側のみに、ハンダ供給面を設けたことを特徴とするものである。
また、請求項4の発明は、ハンダ付け対象物の表面から所定の間隔で列状に突出している突出部材をハンダ付けするためのハンダ付け用コテ部材であって、該突出部材の列方向に沿って延在する面が互いに対向するように取り付けられた複数の平板状のコテ先先端部からなるコテ先を備え、互いに隣り合う該コテ先先端部の間隔を、該突出部材の1列分を挟むように設定したことを特徴とするものである。
また、請求項5の発明は、請求項4のハンダ付け用コテ部材において、上記コテ先先端部の幅が上記突出部材の列間の間隔よりも狭いことを特徴とするものである。
また、請求項6の発明は、コテ先を有するハンダ付け用コテ部材と、該コテ先を加熱する加熱手段と、該コテ先にハンダを供給するハンダ供給手段と、ハンダ付け対象物に対して該コテ先を相対的に移動するように該ハンダ付け対象物と該ハンダ付け用コテ部材との間の相対的な位置関係を変化させる相対位置可変手段とを備えたハンダ付け装置であって、該ハンダ付け用コテ部材として、請求項1乃至5のいずれかのハンダ付け用コテ部材を用いたことを特徴とするものである。
【0008】
請求項1のハンダ付け用コテ部材では、コテ先の凹部が突出部材の1列分を囲んでいる。そのため、従来の突出部材を凹部で囲まないコテ部材に比して、突出部材に接しているハンダとそのハンダに熱を伝えるコテ先との接触面積が広くなり、突出部材に近接する凹部の2つの内面から一つの突出部材に熱を伝えることができる。更に、従来の突出部材の2列分を囲む凹部を有するコテ部材に比して、一つの凹部で加熱する突出部材の数も半減している。しかも、上記突出部材の1列分を囲む凹部がコテ先に一つだけ形成されているため、1列の突出部材を一つのコテ先で加熱することができる。従って、コテ先に加えられた熱を、一つの凹部で囲まれた1列の突出部材が突出しているハンダ付け箇所に集中的に伝え、コテ先でハンダ付け箇所を効率的に加熱することができる。このようにハンダ付け箇所を効率的に加熱できるため、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であっても、ハンダ付け箇所の加熱不足が発生しない。
請求項2のハンダ付け用コテ部材では、上記コテ先の凹部だけでなく、ハンダ供給面が設けられているコテ先の脚部の外側面でもハンダ付け箇所をハンダ付けできる。
請求項3のハンダ付け用コテ部材では、コテ先の各凹部が突出部材の1列分を囲んでいる。そのため、従来の突出部材を凹部で囲まないコテ部材に比して、突出部材に接しているハンダとそのハンダに熱を伝えるコテ先との接触面積が広くなり、突出部材に近接する各凹部の2つの内面から一つの突出部材に熱を伝えることができる。更に、従来の突出部材の2列分を囲む凹部を有するコテ部材に比して、一つの凹部で加熱する突出部材の数も半減している。しかも、コテ先の凹部延在方向における少なくとも一方の端部側のみにハンダ供給面を設けているため、コテ先の脚部の外側面にもハンダ供給面を設けたコテ部材に比して、一つのコテ先で加熱する突出部材の数が少なくなり、凹部に囲まれた突出部材のみが加熱対象となる。従って、コテ先に加えられた熱を、各凹部で囲まれた1列の突出部材が突出しているハンダ付け箇所に集中的に伝え、コテ先でハンダ付け箇所を効率的に加熱することができる。このようにハンダ付け箇所を効率的に加熱できるため、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であっても、ハンダ付け箇所の加熱不足が発生しない。
請求項4のハンダ付け用コテ部材では、互いに隣り合う複数の平板状のコテ先で突出部材の1列分を挟みこんだ状態で、そのコテ先で挟まれた部分にハンダを供給する。これにより、突出部材に接しているハンダとそのハンダに熱を伝えるコテ先との接触面積が広くなり、互いに隣り合うコテ先の対向している2つの面から一つの突出部材に熱を伝えることができる。従って、各コテ先に加えられた熱を、そのコテ先で挟んだ1列の突出部材が突出しているハンダ付け箇所に集中的に伝え、コテ先でハンダ付け箇所を効率的に加熱することができる。このようにハンダ付け箇所を効率的に加熱できるため、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であっても、ハンダ付け箇所の加熱不足が発生しない。
請求項5のハンダ付け用コテ部材では、コテ先の突出部材を挟んでいる側の面だけでなく、突出部材側とは反対側の外側面でも、突出部材が突出しているハンダ付け箇所をハンダ付けできる。
請求項6のハンダ付け装置では、上記ハンダ付け用コテ部材を用いてハンダ付け対象物のハンダ付け箇所をハンダ付けすることができる。上記ハンダ付け用コテ部材のコテ先は加熱手段で加熱される。この加熱されたコテ先のハンダ供給面にハンダ供給手段によってハンダが供給される。そして、コテ先のハンダ供給面で溶融したハンダをハンダ付け箇所に供給しながら、ハンダ付け対象物とハンダ付け用コテ部材との間の相対的な位置関係を相対位置可変手段で変化させる。これにより、ハンダ付け対象物に対してコテ先が相対的に移動し、ハンダ付け箇所をハンダ付けすることができる。
ここで、上記ハンダ付け対象物とハンダ付け用コテ部材との間の相対的な位置関係は、ハンダ付け対象物とハンダ付け用コテ部材との間の直線的な距離を表す位置関係だけでなく、両者間の相対的な回転角度を表す回転位置関係も含むものである。
また、上記相対的な位置関係を変化させる相対位置可変手段は、上記ハンダ付け対象物及び上記ハンダ付け用コテ部材の少なくとも一方を移動させたり回転させたりする手段を含むものである。
【0009】
【発明の実施の形態】
以下、本発明をハンダ付け装置としてのハンダ付けロボットに適用した実施形態について説明する。このハンダ付けロボットは、ハンダ付け対象物としての基板(PCB)にある多数のハンダ付け箇所を自動的にハンダ付けするものである。
図2は本実施形態に係るハンダ付けロボットの概略構成を示す正面図である。このハンダ付けロボットは、上部に作業台101を有する装置本体100と、装置本体100の両側部に取り付けられたスタンド部材102、103と、X軸ガイド部材104と、ハンダ付けユニット10とを備えている。X軸ガイド部材104は、スタンド部材102、103の上部において両スタンド部材間に架け渡すように取り付けられている。また、ハンダ付けユニット10は、X軸ガイド部材104に対してX軸方向(図中の左右方向)に移動可能に取り付けられている。
【0010】
上記作業台101の中央部には、Y軸方向(図中の前後方向)に延びた2本のガイドレール105、106が形成され、そのガイドレールに沿って可動ブラケット107、108がY軸方向に移動可能に取り付けられている。この可動ブラケット107、108上には作業テーブル109が取り付けられ、作業テーブル109に基板支持スタンド110、111を介してハンダ付け対象物としての基板200が装着される。上記可動ブラケット107、108のY軸方向の駆動は、基板上のハンダ付け箇所に関する情報に基づいて後述の制御部で制御される。この基板上のハンダ付け箇所に関する情報のデータは前もって実行されるデータ取り込み作業(ティーチング作業)で取得される。この取得されたハンダ付け箇所に関する情報のデータは、ハンダ付け時の各種パラメータ等のデータとともに、メモリーカードスロット112に挿入されているメモリカード113に記憶される。
【0011】
上記ハンダ付けユニット10は、ユニット本体11と、ユニット本体11の両側に取り付けられたハンダ供給サブユニット20A、20Bと、ハンダ付けヘッド30とを備えている。ハンダ付けヘッド30は、ユニット本体11から下方に延びた昇降スライド軸12に中継部材13や揺動アーム14等を介して取り付けられている。また、上記ユニット本体11の背面側には図示しない可動ブラケットを有している。この可動ブラケットがX軸ガイド部材104側に形成されているガイドレール(不図示)にガイドされることにより、ハンダ付けユニット10をX軸方向に移動させることができる。
【0012】
上記ユニット本体10から下方に延びた昇降スライド軸12は、Z軸方向(図中上下方向)に移動するように駆動制御するとともに、そのZ軸方向の中心軸を中心として回転するように回転駆動することができるようになっている。この昇降スライド軸12に連結された中継部材13には、ハンダ付けヘッド30の先端のコテ先を所定の圧力で基板200に押圧できるように、図示しないエア加圧機構が組み込まれている。また、中継部材13に連結されている揺動アーム14は、ハンダ付けヘッド30を所定の角度に傾けて固定できるように構成されている。
【0013】
上記ハンダ付けヘッド30は、加熱手段としてのヒータを内蔵するとともに先端部にコテ先31を有するハンダ付け用コテ部材(以下「コテ部材」という。)32と、ハンダ供給ヘッド34A、34Bとを備えている。このハンダ供給ヘッド34A、34Bは、コテ部材32の両側に固定アーム部材33A、33Bで固定されている。そして、ハンダ供給ヘッド34A、34Bのコテ先31側の先端部には、糸状ハンダが通過できるように中空構造のニードル部材35A、35Bを備えている。また、このハンダ供給ヘッド34A、34Bには、それぞれ独立にハンダ供給制御可能な上記ハンダ供給サブユニット20A、20Bからハンダ供給チューブ21A、21Bを介して、糸状ハンダが供給される。
なお、上記ハンダ供給ヘッド34A、34Bには、上記糸状ハンダ40をニードル部材35A、35Bから吐出させる前に予備的に加熱する予備加熱部を設けてもよい。
【0014】
上記ハンダ供給サブユニット20A、20Bは、送出ローラ対22A、22B及びモータ(不図示)を有するハンダ供給装置23A、23Bと、糸状ハンダ40を一定量巻き付けたハンダリール24A、24Bとを備えている。上記送出ローラ対22A、22Bは糸状ハンダ40を挾持しながら回転することによりハンダ40をハンダ供給チューブ21A、21B側に送り出すものであある。この送出ローラ対22A、22Bの一方のローラはモータで駆動される駆動ローラであり、もう一方のローラは従動ローラとなっている。また、両ローラの間隔は糸状ハンダ40を所定の圧力で挾持するように調整され、上記駆動ローラは糸状ハンダ40を所定の速度で送出するとともに糸状ハンダの送出を選択的にオン/オフできるように回転制御される。
このハンダ供給サブユニット20A、20Bと、上記ハンダ供給チューブ21A、21B及び上記ハンダ供給ヘッド34A、34Bとにより、コテ部材32のコテ先31にハンダを供給するハンダ供給手段が構成されている。
なお、上記ハンダ供給装置23A、23Bには、適宜、ハンダ切れを検知するセンサやハンダ詰まりを検知するセンサなどを設けてもよい。また、上記ハンダ供給装置23A、23Bは、上記送出ローラ対22A、22Bを用いたものに限定されるものではなく、他の機構で糸状ハンダを送出するように構成してもよい。
【0015】
図1はハンダ付け中の上記コテ部材32の先端部であるコテ先31の正面図であり、図3はコテ先31の正面図である。
コテ部材32のコテ先31は、2つの平板状のコテ先先端部である刀型の脚部312R,312Lで挟まれた1つの凹部(凹状のハンダ保持部)310が形成されている。このコテ先31の脚部312R,312Lで挟まれた凹部310は、リード201の1列分を囲み且つリード201の列方向に延在するとともに、リード201が通過し得るように該延在方向の両端部が開口したものとなっている。
なお、本実施形態では、コテ先移動方向と直交する面内における上記凹部310の内壁面の断面形状を「コ」の字の形状としているが、この形状に限定されるものではない。たとえば、半円形状や「く」の字の形状にしてもよい。また、上記凹部310の断面形状の面積がコテ先移動方向で変化するように形成してもよい。
【0016】
また、コテ先31の凹部延在方向における少なくとも一方の端部側に、凹部310にハンダ40を溶融して供給するためのハンダ供給面311Cを有している。具体的には、上記凹部310の上面のコテ先移動方向Yの下流側部分を傾斜させ、この傾斜面をハンダ供給面311Cとしている。
また、コテ先の上記凹部延在方向と直交する方向における両端側に形成される刀型の脚部312R、312Lの厚さ(幅)を、リード201の列間の間隔よりも薄く(狭く)している。そして、2つの脚部の一方(図1中の左側の脚部)312Lの外側面に、ハンダ供給面311Lを有している。
【0017】
各ハンダ供給面311C、311Lには、上記ハンダ供給ヘッド34A、34Bのニードル部材35A、35Bの先端が近接して対向するように配置されている。ニードル部材35A、35Bの先端から吐出した糸状ハンダ40はそれぞれ、各ハンダ供給面311C、311Lに接触して溶融し、各ハンダ供給面に沿って重力で流下する。このように流下した溶融ハンダ40’が、各列のリード201を覆うように供給される。
なお、上記ハンダ供給面311C、311Lの表面には、溶融ハンダがのりやすく下方に流下しやすいようにハンダメッキ層が形成されている。
【0018】
また、上記コテ先31の脚部312R、312Lの外側面よりもコテ部材本体側は、コテ先全体の熱容量を大きくするために太く形成された熱保持部313を有している。この熱保持部313と脚部312R、312Lの外側面との境界には、段差314が形成されている。この段差314は、脚部312Lのハンダ供給面311Lに供給された溶融ハンダ40’が、その上方の熱保持部313の外周面に移動するのを阻止する機能を有している。このように溶融ハンダ40’の上方への移動を阻止することにより、コテ先31のハンダ供給面311Lからハンダ付け箇所へ供給されるハンダ量が減少するのを防止することができる。従って、ハンダ付け対象物のハンダ付け箇所にハンダを安定して供給できる。更に、溶融ハンダ40’に対する耐久性が悪いアルミニウムテープを接着することなく、コテ先31のハンダ供給面311Lよりもコテ部材本体側の外周面部分の腐食を防止できるので、コテ先31の高寿命化を図ることができる。
【0019】
また、図1に示すように上記コテ先31の先端面(底面)はコテ部材32の中心軸に対して所定の角度で傾いた面に加工されている。これにより、コテ部材32を傾けて図中Y方向に移動させる場合でもコテ先31の先端面と基板200の面とがほぼ平行になって両者が確実に接する。このようにコテ部材32を傾けることにより、コテ部材32を基板200上でスムーズに移動させることができるとともに、コテ部材32の駆動負荷も低減させることができる。
【0020】
図4は、上記ハンダ付けロボットの制御系の主要部を示すブロック図である。制御手段としての制御部300は、CPU、RAM、ROM、I/Oインターフェース等を用いて構成されている。この制御部300には上記メモリーカード113に対するデータ書き込み及び読み出しを行うメモリカードドライブ装置301、及び各種モータ駆動回路302A、302B、303〜305が接続されている。この各種モータ駆動回路302A、302B、303〜305、各回路に接続されたモータ、各モータで駆動される可動ブラケット、該可動ブラケットをガイドするガイドレール等により、基板200とコテ部材32との間の相対的な位置関係(直線的な距離及び回転角度)を変化させる相対位置可変手段が構成されている。
【0021】
また、前述のようにハンダ付け対象の基板200のハンダ付け箇所に関するデータや、ハンダ付け時の各種パラメータ(糸状ハンダの吐出量、コテ部材の移動速度など)のデータはメモリカード113に記憶されている。このメモリカード113内のデータがメモリカードドライブ301を介して制御部300内に取り込まれる。このデータに基づいて各モータ駆動部に対する指令信号が生成され、送信される。各モータ駆動部は該指令信号に基づいて、それぞれ対応するパルスモータ306A、306B、307〜309を回転駆動する。
なお、上記ハンダ付け箇所に関するデータ等は、フレキシブルディスク、ハードディスク等の他の記憶媒体に記憶させて用いるように構成してもよい。また、装置本体100に接続されたパソコン等の外部装置から、上記ハンダ付け箇所に関するデータ等を取り込むように構成してもよい。
【0022】
上記構成のハンダ付けロボットを用いて基板200上のリード201が一列に並んだハンダ付け箇所をハンダ付けするときは、まず、作業テーブル109上の基板支持スタンド110に基板200をセットする。次に、作業テーブル109のY軸方向の位置、ハンダ付けヘッド30の回転角度、ハンダ付けユニット10のX軸方向の位置とを制御することにより、基板200上のリード201の列の一方の端部に、コテ先31を位置させる。次に、ハンダ付けヘッド30をZ軸下方に移動させてコテ先31を基板200に接触させるとともに、作業テーブル109をY軸手前側に移動させることにより、コテ先31を基板200に対して相対移動させながらコテ先31の中央のハンダ供給面311Cにハンダを供給し、コテ先31の凹部310内に位置するハンダ付け箇所についてハンダ付けを行う。そして、コテ先31がリードの列のもう一方の端部まで相対移動したところでコテ先31へのハンダ供給を停止し、ハンダ付けヘッド30をZ軸上方に移動させる。
【0023】
なお、上記コテ先31を使って2列のハンダ付け箇所(リード挿入箇所)についてハンダ付けを行う場合は、上記ハンダ供給面311Cとともに、コテ先31の一方の脚部312Lのハンダ供給面311Lにもハンダを供給するように制御する。
【0024】
以上、本実施形態によれば、上記コテ部材32のコテ先31の脚部312R,312Lで挟まれたリード201の1列分を挟み込み、脚部312R,312L等で形成された凹部310がリード201の1列分を囲んでいる。そのため、従来のリードを凹部で囲まないコテ部材に比して、リードに接しているハンダとそのハンダに熱を伝えるコテ先31との接触面積が広くなり、リード201に近接する凹部310の2つの内面から一つのリード201に熱を伝えることができる。更に、従来のリードの2列分を囲む凹部を有するコテ部材に比して、一つの凹部310で加熱するリードの数も半減している。しかも、上記リード201の1列分を囲む凹部310がコテ先31に一つだけ形成されているため、1列のリードを一つのコテ先31で加熱することができる。従って、コテ先31に加えられた熱を、一つの凹部310で囲まれた1列のリードが突出しているハンダ付け箇所に集中的に伝え、コテ先31でハンダ付け箇所を効率的に加熱することができる。このようにハンダ付け箇所を効率的に加熱できるため、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であっても、ハンダ付け箇所の加熱不足が発生しない。よって、GNDパターン203が存在する部分等の熱が逃げやすいハンダ付け箇所でリード201が突出しているハンダ付け箇所を確実にハンダ付けできる。
また、本実施形態によれば、上記コテ先31の凹部310だけでなく、ハンダ供給面311Lが設けられているコテ先31の脚部312Lの外側面でもハンダ付け箇所をハンダ付けできる。従って、リード201が突出した2列のハンダ付け箇所を一括してハンダ付けすることができる。
【0025】
なお、上記実施形態では、上記コテ先31の凹部310をはさむ2つの刀型の脚部のうち一方の脚部312Lの外側面にハンダ供給面311Lを設けているが、本発明は、かかる外側面にハンダ供給面を設けずに凹部310のみにハンダを供給する場合に適用できるものである。
また、上記コテ先31の凹部310をはさむ2つの刀型の脚部のうち一方の脚部312Lの外側面のみにハンダ供給面311Lを設けているが、両方の脚部312R、312Lの外側面のそれぞれにハンダ供給面を設けている。この場合は、両脚部312R、312Lのハンダ供給面を切り換えて使用することにより、ハンダ付け時のコテ先の配置や移動方向等に関し自由度が高まる。
【0026】
また、上記実施形態では、コテ先31の先端部に、リード201の1列分を囲む凹部310を1個だけ備えた場合について説明したが、本発明は、図5のように3つの刀型の脚部312R,312C,312Lを用いて上記凹部310を凹部延在方向と直交する方向に複数形成した場合にも適用できる。この場合は、コテ先31の凹部延在方向における少なくとも一方の端部側のみにハンダ供給面311Cを設ける。そして、コテ先31の凹部延在方向と直交する方向における両端側に形成される脚部312R、312Lの外側面には、ハンダ供給面を設けないようにする。
このコテ部材32の場合も、図1及び図3のコテ部材の場合と同様に、コテ先31の凹部310がリード201の1列分を囲んでいる。そのため、従来のリードを凹部で囲まないコテ部材に比して、リード201に接しているハンダとそのハンダに熱を伝えるコテ先31との接触面積が広くなり、リード201に近接する各凹部310の2つの内面から一つのリード201に熱を伝えることができる。更に、従来のリードの2列分を囲む凹部を有するコテ部材に比して、一つの凹部310で加熱するリードの数も半減している。しかも、図5のコテ部材の場合、コテ先31の凹部延在方向における少なくとも一方の端部側のみにハンダ供給面311Cを設けているため、コテ先の脚部の外側面にもハンダ供給面を設けたコテ部材に比して、一つのコテ先31で加熱するリード201の数が少なくなり、凹部310に囲まれたリード201のみが加熱対象となる。従って、図1及び図3のコテ部材の場合と同様に、コテ先31に加えられた熱を、各凹部310で囲まれた1列のリード201が突出しているハンダ付け箇所に集中的に伝え、コテ先31でハンダ付け箇所を効率的に加熱することができる。このようにハンダ付け箇所を効率的に加熱できるため、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であっても、ハンダ付け箇所の加熱不足が発生しない。なお、図5は3つの脚部312R,312C,312Lで2個の凹部310を形成したコテ部材について示しているが、脚部の数が4つ以上で凹部310の数は3個以上であってもよい。
【0027】
【発明の効果】
請求項1乃至6の発明によれば、GNDパターンが存在する部分等の熱が逃げやすいハンダ付け箇所であってもハンダ付け箇所の加熱不足が発生しないので、かかる部分で突出部材が突出しているハンダ付け箇所を確実にハンダ付けできるという効果がある。
特に、請求項2の発明によれば、コテ先の凹部だけでなく、ハンダ供給面があるコテ先の脚部の外側面でもハンダ付け箇所をハンダ付けできるので、突出部材が突出した2列のハンダ付け箇所を一括してハンダ付けすることができるという効果がある。
特に、請求項5の発明によれば、コテ先の突出部材を挟んでいる側の面だけでなく、突出部材側とは反対側の外側面でも、突出部材が突出しているハンダ付け箇所をハンダ付けできる。したがって、突出部材が突出した2列のハンダ付け箇所を一括してハンダ付けすることができるという効果がある。
【図面の簡単な説明】
【図1】本発明の一実施形態に係るハンダ付け装置におけるハンダ付け中のコテ部材のコテ先の正面図。
【図2】同ハンダ付け装置の概略構成を示す正面図。
【図3】同コテ部材のコテ先の側面図。
【図4】同ハンダ付け装置の制御系の要部を示すブロック図。
【図5】他の実施形態に係るコテ部材のコテ先の正面図。
【符号の説明】
31 コテ先
310 凹部(凹状のハンダ保持部)
311C、311L ハンダ供給面
312R、312L、312C コテ先の脚部(コテ先先端部)
313 熱保持部
314 段差
32 コテ部材
35A、35B ニードル部材
40 糸状ハンダ
40’ 溶融ハンダ
200 基板
201 リード
202 部品
203 GNDパターン
Claims (6)
- ハンダ付け対象物の表面から所定の間隔で列状に突出している突出部材をハンダ付けするためのハンダ付け用コテ部材であって、
該突出部材の1列分を囲み且つ該突出部材の列方向に沿って延在するとともに該延在方向の両端部が開口した凹部を、コテ先に一つだけ形成し、
該コテ先の該凹部延在方向における少なくとも一方の端部側に、ハンダ供給面を設けたことを特徴とするハンダ付け用コテ部材。 - 請求項1のハンダ付け用コテ部材において、
上記コテ先の上記凹部延在方向と直交する方向における両端側に形成される脚部の厚さを、上記突出部材の列間の間隔よりも薄くし、その脚部の外側面にハンダ供給面を設けたことを特徴とするハンダ付け用コテ部材。 - ハンダ付け対象物の表面から所定の間隔で列状に突出している突出部材をハンダ付けするためのハンダ付け用コテ部材であって、
該突出部材の1列分を囲み且つ該突出部材の列方向に沿って延在するとともに該延在方向の両端部が開口した凹部を、コテ先の該延在方向と直交する方向に複数形成し、
該コテ先の該凹部延在方向における少なくとも一方の端部側のみに、ハンダ供給面を設けたことを特徴とするハンダ付け用コテ部材。 - ハンダ付け対象物の表面から所定の間隔で列状に突出している突出部材をハンダ付けするためのハンダ付け用コテ部材であって、
該突出部材の列方向に沿って延在する面が互いに対向するように取り付けられた複数の平板状のコテ先先端部からなるコテ先を備え、
互いに隣り合う該コテ先先端部の間隔を、該突出部材の1列分を挟むように設定したことを特徴とするハンダ付け用コテ部材。 - 請求項4のハンダ付け用コテ部材において、
上記コテ先先端部の幅が上記突出部材の列間の間隔よりも狭いことを特徴とするハンダ付け用コテ部材。 - コテ先を有するハンダ付け用コテ部材と、該コテ先を加熱する加熱手段と、該コテ先にハンダを供給するハンダ供給手段と、ハンダ付け対象物に対して該コテ先を相対的に移動するように該ハンダ付け対象物と該ハンダ付け用コテ部材との間の相対的な位置関係を変化させる相対位置可変手段とを備えたハンダ付け装置であって、
該ハンダ付け用コテ部材として、請求項1乃至5のいずれかのハンダ付け用コテ部材を用いたことを特徴とするハンダ付け装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003079432A JP2004288897A (ja) | 2003-03-24 | 2003-03-24 | ハンダ付け用コテ部材及びハンダ付け装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003079432A JP2004288897A (ja) | 2003-03-24 | 2003-03-24 | ハンダ付け用コテ部材及びハンダ付け装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004288897A true JP2004288897A (ja) | 2004-10-14 |
Family
ID=33293547
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003079432A Pending JP2004288897A (ja) | 2003-03-24 | 2003-03-24 | ハンダ付け用コテ部材及びハンダ付け装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004288897A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100737117B1 (ko) | 2006-06-29 | 2007-07-06 | 주식회사 대우일렉트로닉스 | 전자제품 조립용 융착장치 |
| JP2012183552A (ja) * | 2011-03-04 | 2012-09-27 | Miyachi Technos Corp | ヒータチップ及び接合装置及び接合方法 |
-
2003
- 2003-03-24 JP JP2003079432A patent/JP2004288897A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100737117B1 (ko) | 2006-06-29 | 2007-07-06 | 주식회사 대우일렉트로닉스 | 전자제품 조립용 융착장치 |
| JP2012183552A (ja) * | 2011-03-04 | 2012-09-27 | Miyachi Technos Corp | ヒータチップ及び接合装置及び接合方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5312584B2 (ja) | 噴流半田付け装置および半田付け方法 | |
| JP6227992B2 (ja) | 半田付け装置および方法 | |
| TW200911069A (en) | Solder repairing apparatus and method of repairing solder | |
| US7486480B2 (en) | Head gimbal assembly method with solder fillet formed by laser irradiating a shaped solder mass | |
| JP2013184276A (ja) | バイト切削方法 | |
| JP5437221B2 (ja) | ボンディング装置 | |
| JP2004288897A (ja) | ハンダ付け用コテ部材及びハンダ付け装置 | |
| JP3264372B2 (ja) | ハンダ付け用コテ部材及びハンダ付け装置 | |
| JP7260401B2 (ja) | レーザー光にて半田付けを行う半田付け装置および半田付け装置を備えるロボット装置 | |
| JP4852005B2 (ja) | ヘッド・ジンバル・アセンブリの製造方法及びヘッド・ジンバル・アセンブリの製造装置 | |
| JP2005129668A (ja) | 接着剤塗布ノズル及び接着剤塗布装置 | |
| TW201029080A (en) | Solder ball printer | |
| JP4408643B2 (ja) | ハンダ付け方法及びその装置 | |
| JP3377094B1 (ja) | ハンダ付け用コテ部材及びハンダ付け装置 | |
| US11051407B2 (en) | Facilitating filling a plated through-hole of a circuit board with solder | |
| JP2004114096A (ja) | ハンダ付け用コテ部材及びハンダ付け装置 | |
| JP2004276074A (ja) | ハンダ付け用コテ部材及びハンダ付け装置 | |
| JP2002192339A (ja) | ハンダ付け用コテ部材及びハンダ付け装置 | |
| JP4566487B2 (ja) | ハンダ付け方法及びその装置並びに該装置を備えた生産システム | |
| JP3264373B2 (ja) | ハンダ付け装置並びに該装置を備えた生産システム | |
| KR102249634B1 (ko) | 땜납의 토출과 전선의 제공이 조절 가능한 납땜 시스템 | |
| JP2000012567A (ja) | ダイボンダの接合材供給方法およびその装置 | |
| JP7382638B2 (ja) | 半田付け装置 | |
| JP2002344127A (ja) | はんだ付装置 | |
| JPH01321072A (ja) | リフロー式はんだ付け装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060323 |
|
| A977 | Report on retrieval |
Effective date: 20080925 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081003 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090327 |