JP2004332097A - 金型の製造方法及び金型 - Google Patents
金型の製造方法及び金型 Download PDFInfo
- Publication number
- JP2004332097A JP2004332097A JP2003316684A JP2003316684A JP2004332097A JP 2004332097 A JP2004332097 A JP 2004332097A JP 2003316684 A JP2003316684 A JP 2003316684A JP 2003316684 A JP2003316684 A JP 2003316684A JP 2004332097 A JP2004332097 A JP 2004332097A
- Authority
- JP
- Japan
- Prior art keywords
- matrix
- mold
- fine pattern
- electroforming
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 15
- 239000011159 matrix material Substances 0.000 claims abstract description 46
- 238000005323 electroforming Methods 0.000 claims abstract description 30
- 239000011347 resin Substances 0.000 claims description 18
- 229920005989 resin Polymers 0.000 claims description 18
- 238000004519 manufacturing process Methods 0.000 claims description 15
- 239000002184 metal Substances 0.000 claims description 6
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 229910052710 silicon Inorganic materials 0.000 claims description 5
- 239000010703 silicon Substances 0.000 claims description 5
- 239000000463 material Substances 0.000 description 26
- 230000003287 optical effect Effects 0.000 description 23
- 230000002093 peripheral effect Effects 0.000 description 17
- 238000000465 moulding Methods 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 208000035874 Excoriation Diseases 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001312 dry etching Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- OFNHPGDEEMZPFG-UHFFFAOYSA-N phosphanylidynenickel Chemical compound [P].[Ni] OFNHPGDEEMZPFG-UHFFFAOYSA-N 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 238000007751 thermal spraying Methods 0.000 description 1
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】
成長した電鋳と母型との脱型を適切に行える金型の製造方法及びそれにより製造された金型を提供する。
【解決手段】
治具2には、転写面4cを挟んで両側に凸部2dと凹部2eとを設けており、金型素材4には、それに対応した凹部4dと凸部4eとが形成されるため、凸部2dと凹部4d、凹部2eと凸部4eとが係合している間、母型1及び治具2の軸線と、金型素材4の軸線との間にズレが防止され、例えば4μm程度の高さの微細パターンを保護することができる。
【選択図】 図2
成長した電鋳と母型との脱型を適切に行える金型の製造方法及びそれにより製造された金型を提供する。
【解決手段】
治具2には、転写面4cを挟んで両側に凸部2dと凹部2eとを設けており、金型素材4には、それに対応した凹部4dと凸部4eとが形成されるため、凸部2dと凹部4d、凹部2eと凸部4eとが係合している間、母型1及び治具2の軸線と、金型素材4の軸線との間にズレが防止され、例えば4μm程度の高さの微細パターンを保護することができる。
【選択図】 図2
Description
本発明は、金型の製造方法及び金型に関し、特に光学素子を成形するような金型を高精度に製造するのに好適な金型の製造方法及びそれにより製造された金型に関する。
近年、急速に発展している光ピックアップ装置の分野では、極めて高精度な対物レンズなどの光学素子が用いられている。プラスチックやガラスなどの素材を、金型を用いてそのような光学素子に成形すると、均一な形状の製品を迅速に製造することができるため、かかる金型成形は、そのような用途の光学素子の大量生産に適しているといえる。ここで、金型は消耗品であり、また不測の事態による破損なども予想されることから、高精度な光学素子を成形するためには、定期的或いは不定期の金型交換が必要であるといえる。従って、光学素子を成形するための金型(光学素子成形用金型ともいう)も、一定精度のものをある程度の量だけ予め用意しておく必要があるといえる。
ここで、単結晶ダイヤモンド工具などを用いた切削加工で金型を製造した場合、手間がかかる上に、全く同一形状の金型を切り出すことは困難といえ、それ故金型交換前後で光学素子製品の形状バラツキが生じる恐れがあり、又コストもかかるという問題がある。
特に、光ピックアップ装置に用いるある種の光学素子には、収差特性を良好にすべく、光学面の光軸に同心に、断面がブレーズ形状の微細な回折輪帯等を設けることが行われている。このような回折輪帯に対応した同心溝の微細パターンを、金型の光学面転写面に形成する場合、切削加工に手間と時間がかかるという問題がある。光学素子成形用金型を超鋼などで形成する場合、精度良く所望の光学面転写面形状を得るためには、ダイアモンド工具による切削加工等によらなくてはならない。
このような問題に対し、例えば光学素子の光学面に対応した母光学面を有する母型に対し、化学反応を通じて電鋳等を成長させることで、金型を製作しようとする試みがある(特許文献1)。このような電鋳による金型製作手法を用いると、例えば光学素子の回折輪帯に対応した輪帯を備えた非球面を精度良く形成した母型を一つ用意するだけで、寸法バラツキの少ない光学素子成形用金型を比較的容易に転写形成することができる。
特開平6−8282号公報
しかるに、成長した電鋳を母型から脱型する際の引き抜き力を小さくすべく、母型の外周面に導電性樹脂を塗布することが行われるが、そのため、成長した電鋳を母型から脱型する際に導電性樹脂が変形して、軸線ズレが生じる恐れがある。ところが、かかる軸線ズレがわずかでも生じると、母型の微細パターンと、それに対応する電鋳の微細パターンとが干渉し、いずれか又は双方を破損してしまう恐れがある。そこで、成長した電鋳を母型から脱型する際に、軸線ズレが生じることを阻止するために、脱型時に電鋳をガイドする手段を設けることが考えられる。しかしながら、母型の微細パターンは、例えば均一な膜厚のレジストを塗布した後、電子ビームを照射するなどして得られるものであるため、ガイドする手段の位置によっては、均一なレジスト膜の形成ができないという問題がある。
本発明は、このような従来技術の問題に鑑みてなされたものであり、成長した電鋳と母型との脱型を適切に行える金型の製造方法及びそれにより製造された金型を提供することを目的とする。
第1の本発明の金型の製造方法は、微細パターンを有する母型を保持するための保持部材に、脱型方向に延在する側面を有する凸部又は凹部を設けるステップと、前記母型又は前記保持部材の脱型方向に延在する面に、導電性樹脂を塗布するステップと、前記母型の微細パターン及び前記保持部材の凸部又は凹部を含む領域から電鋳を成長させるステップと、成長した電鋳を、前記母型及び前記保持部材から一体的に脱型するステップと、を有するので、成長した電鋳を母型から脱型する際に、前記凸部又は凹部に対応して形成された凹部又は凸部の電鋳がガイドとなるため、母型及び保持部材の一部に、導電性樹脂が塗布されていても、電鋳と母型の軸線ズレを防止することができ、それにより前記微細パターンの損傷を阻止できる。又、前記凸部又は凹部を前記保持部材に設けることで、前記母型の微細パターンを形成する面のレジスト塗布などを精密に行うことが可能となる。
更に、前記凸部又は凹部は、前記微細パターンを挟んで少なくとも2つ設けられていると、ガイド効果をより高めることができる。
更に、前記凸部又は凹部は、前記微細パターンの周囲に、例えば円周上に等間隔に3つ以上配置されていると、ガイド効果をより高めることができる。
更に、前記凸部又は前記凹部の脱型方向に延在する面の長さは、前記微細パターンの高さの2倍を超えると、ガイド効果を高めることができ、又50μm未満であると、脱型に必要な力が少なくてすむ。
更に、前記母型はシリコンを素材とし、前記保持部材は金属を素材とすると好ましい。
第2の本発明の金型の製造方法は、微細パターンを有する母型を保持するための母型部材に、脱型方向に延在する面を有する凸部を設けるステップと、前記母型部材の脱型方向に延在する面において、前記凸部以外の部位に導電性樹脂を塗布するステップと、少なくとも前記凸部及び前記導電性樹脂から電鋳を成長させるステップと、成長した電鋳を、前記母型部材から一体的に脱型するステップと、を有するので、成長した電鋳を母型から脱型する際に、前記凸部がガイドとなるため、母型部材の表面に導電性樹脂が塗布されていても、電鋳と母型部材の軸線ズレを防止することができ、それにより前記微細パターンの損傷を阻止できる。
更に、前記凸部は複数設けられ、等間隔に配置されていると好ましい。
更に、前記母型部材は、シリコンを素材とする母型と、金属を素材とし前記母型を保持する保持部材とからなると好ましい。
本発明によれば、成長した電鋳と母型との脱型を適切に行える金型の製造方法及びそれにより製造された金型を提供することができる。
以下、本発明の実施の形態にかかる金型の製造方法につき、図面を参照して説明する。図1は、電鋳により金型を製作する工程を示す図である。まず、母型を保持する治具(保持部材)2に、軸線を中心として凸部2dと凹部2eとを対称的に形成する(凸部又は凹部を形成するステップ)。このとき、母型の軸線に平行な側面を有する円筒状の凸部2d、凹部2eは、直径1〜2mm、高さ(深さ)0.5〜1mm程度がよいが、微細パターンが4μm以下であれば、少なくとも軸線と平行な側面の部位(全側面でなくて良い)が、8μm以上、50μm未満で延在すると好ましく、また機械加工、電解加工、放電加工、ドライエッチングなど、その形成手法は問わない。
次に、点対称な光学面形状を有するシリコンの母型1を、機械的処理により形成し、図1(a)に示すように、治具2の端面に、軸線を合わせながらボルト(不図示)を用いて取り付ける。その後、母型1の光学面形状の表面にレジストRを薄く均一に塗布し、電子ビームで微細パターン形状を描画した後、微細パターン保護用、導電化用、金型としての表面硬度向上用のニッケル燐の膜3をスパッタリングで形成する。光学面形状の表面には凹凸が形成されていないため、レジスト膜の塗布は均一に行える。更に、軸線と平行(すなわち脱型方向に延在する)母型1の露出した外周面1cと、治具2の外周面2aの一部に、導電性樹脂を塗布する(導電性樹脂を塗布するステップ)。
更に、図1(b)において、純ニッケルの電鋳を成長させ金型素材4を形成する。治具2の外周面2aの導電性樹脂を塗布しない部位には、予め絶縁剤を塗布することで電鋳防止処理を行うと、不要な電鋳の付着を抑制できる。このとき母型1の光学面形状に応じた転写面4cが金型素材4に形成される。形成後に、図に二点鎖線で示すように、金型素材4を整形する。このとき、金型素材4の中央にはボス4aを機械加工形成し、更にその中央に凹部4bを機械加工する。
図1(c)に示すように、金型素材4とは別に、裏打ち部材5を用意する。予め、裏打ち部材5の端部中央に凸部5aを機械加工形成しておく。更に、図1(d)に示すように、金型素材4に対して裏打ち部材5を仮固定する。より具体的には、金型素材4の凹部4bを裏打ち部材5の凸部5aに正対させるように接近させ、凹部4bに凸部5aを嵌入させる。
金型素材4と裏打ち部材5とを仮固定した状態で、接合面外周に電鋳を成長させ連結部材6を形成する。連結部材6が金型素材4と裏打ち部材5の外周を取り巻くようにして架橋されることで、両者は接合される。電鋳を形成したくない領域には、上述したように電鋳防止処理を施しておくと良い。仮固定の手法は、電鋳に限らず、接着、溶射、低融点合金を用いた接合、ねじ止めなどが考えられる。
図1(e)において、電鋳後に十分な洗浄を行い、治具2の外周面2a又は端面2cを基準面として、平面研削盤などを用いて裏打ち部材5の端面5dを加工し、所定の平行度を得る。従って、端面5dも、軸線Xに対して精度良く直交していることになる。更に、治具2を回転させながら、摺動面となる裏打ち部材5の外周面5e、5fを切削加工し、その後金型素材4を、図中Aで示す位置でカットして、脱型方向である母型1の軸線方向に引き抜くことで、治具2及び母型1から分離し(脱型するステップ)、図1(f)に示す構成を得る。
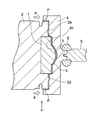
図2は、図1(e)の構成の矢印II部を拡大して示す図である。図2において、矢印Aの位置でカットされた金型素材4は、その端部を矢印B方向に押されることで、母型1及び治具2から脱型できる。しかるに、治具2の外周面2aと金型素材4の内周面との間には、導電性樹脂Pが存在するため、矢印B方向の力が円周で不均一になると、母型1及び治具2の軸線と、金型素材4の軸線との間にズレが生じ、金型素材4の転写面4cに転写形成された微細パターンが損傷する恐れがある。これに対し、本実施の形態によれば、治具2には、転写面4cを挟んで両側に凸部2dと凹部2eとを設けており、金型素材4には、それに対応した凹部4dと凸部4eとが形成されるため、凸部2dと凹部4d、凹部2eと凸部4eとが係合している限り、脱型中において母型1及び治具2の軸線と、金型素材4の軸線とのズレが防止され、例えば4μm程度の高さの微細パターンを保護することができる。
その後、図1(f)において、裏打ち部材5を回転させながら、金型素材4を、ワイヤカットやフライス盤などを用いて、矢印Cの位置でカットすることで粗加工を行う。最後に、裏打ち部材5の端面5dを基準として、円筒研削盤(もしくは精密旋盤等)を用いて、金型素材4の外周面4gと、連結部材6の外周面とを仕上げ加工する(図1(g))。このとき金型素材4の外周面4dと、連結部材6の外周面とは、裏打ち部材5の小径外周面5fの外径に等しいか、それよりわずかに小さく形成されると好ましい。純ニッケルの電鋳により形成された連結部材6は、鋼などで形成される裏打ち部材5に比して硬度が低いため、繰り返し成形により早期摩耗や発熱などの恐れがあるからである。このようにして形成された金型は、射出成形などに用いられると好適である。
図3(a)は、脱型時に用いる脱型治具を、脱型前の治具、母型、金型素材と共に示す断面図であり、図3(b)は、図3(a)の構成を矢印IIIB方向に見た図である。図3(a)に示すように、脱型治具7は、一端が閉止された円管状の本体7aと、閉止端中央に形成された孔7bとを有する。本体7aの内径は、治具2の外径とほぼ等しくなっている。脱型治具7の本体7aの外周面には、軸線方向に長い長孔7cが形成されている。この長孔7cに挿通した係止ボルト9が、治具2に螺合している。係止ボルト9の円筒軸部9aは、長孔7cの幅と略等しくなっている。
脱型時には、脱型治具7を治具2に嵌合させ、孔7bから挿通したボルト8を、治具2の電鋳時電極固定用のねじ孔2gに螺合させる。この状態からボルト8を締め上げると、本体7aの端部が、金型素材4の端部に当接し、矢印B方向に等しく押すので、容易に脱型を行え、且つ上述のガイド効果に加えて、脱型時における母型1及び治具2の軸線と金型素材4の軸線とのズレが防止される。
尚、ボルト8を締め上げると、摩擦力を介してトルクが脱型治具7に伝達され、更に金型素材4を回転させる恐れがある。かかる場合、金型素材4に回転非対称の微細パターンが形成されていると、それを損傷する恐れもある。これに対し、本実施の形態によれば、図3(b)に示すように脱型治具7が矢印方向に力を受けた場合でも、係止ボルト9の円筒軸部9aが長孔7cの側面に当接しているので、脱型治具7の回動が抑制される。しかしながら、係止ボルト9と長孔7cとは、軸線方向には相対変位可能であるので、ボルト8に締め上げによる治具2と脱型治具7との相対移動は阻害されることがない。
図4は、別な実施の形態にかかる治具の外周面の一部断面図及び一部上面図である。図4に示すように、治具2の外周面(脱型方向に延在する面)には、等間隔に凸部2kが形成されており、且つ凸部2kの高さと等しい厚さの薄い層で導電性樹脂Pが塗布されている。本実施の形態によれば、電鋳は、導電性樹脂P及び凸部2kの端面(脱型方向に延在する面)から成長するので、脱型時には、電鋳の内周面は一部が凸部2kと接し、残りが導電性樹脂Pと接するようになる。従って、脱型方向に延在する凸部2kの端面がガイドとなって、脱型時における母型1及び治具2の軸線と金型素材4の軸線とのズレが防止され、電鋳の微細パターンを保護することができる。尚、凸部2kは、円周方向に連続して延在していても良いが、上述したように、凸部2kの端面の面積が大きくなると脱型に必要な力が大きくなるので、等間隔に点在させるのが好ましい。尚、本実施の形態で、母型部材は、母型1と保持部材2とで構成する。
以上、実施の形態を参照して本発明を詳細に説明してきたが、本発明は上記実施の形態に限定して解釈されるべきでなく、その趣旨を損ねない範囲で適宜変更、改良可能であることはもちろんである。例えば、凸部又は凹部のみを設けても良く、その数にも制限はないが、複数設ける場合には等間隔に配置するのが望ましい。
1 母型
2 治具
4 金型素材
5 裏打ち部材
R レジスト
2 治具
4 金型素材
5 裏打ち部材
R レジスト
Claims (9)
- 微細パターンを有する母型を保持するための保持部材に、脱型方向に延在する側面を有する凸部又は凹部を設けるステップと、
前記母型又は前記保持部材の脱型方向に延在する面に、導電性樹脂を塗布するステップと、
前記母型の微細パターン及び前記保持部材の凸部又は凹部を含む領域から電鋳を成長させるステップと、
成長した電鋳を、前記母型及び前記保持部材から一体的に脱型するステップと、を有することを特徴とする金型の製造方法。 - 前記凸部又は凹部は、前記微細パターンを挟んで少なくとも2つ設けられていることを特徴とする請求項1に記載の金型の製造方法。
- 前記凸部又は凹部は、前記微細パターンの周囲に、等間隔に3つ以上配置されていることを特徴とする請求項1に記載の金型の製造方法。
- 前記凸部又は前記凹部の脱型方向に延在する面の長さは、前記微細パターンの高さの2倍を超え、50μm未満であることを特徴とする請求項1乃至3のいずれかに記載の金型の製造方法。
- 前記母型はシリコンを素材とし、前記保持部材は金属を素材とすることを特徴とする請求項1乃至4のいずれかに記載の金型の製造方法。
- 微細パターンを有する母型を保持するための母型部材に、脱型方向に延在する面を有する凸部を設けるステップと、
前記母型部材の脱型方向に延在する面において、前記凸部以外の部位に導電性樹脂を塗布するステップと、
少なくとも前記凸部及び前記導電性樹脂から電鋳を成長させるステップと、
成長した電鋳を、前記母型部材から一体的に脱型するステップと、を有することを特徴とする金型の製造方法。 - 前記凸部は複数設けられ、等間隔に配置されていることを特徴とする請求項6に記載の金型の製造方法。
- 前記母型部材は、シリコンを素材とする母型と、金属を素材とし前記母型を保持する保持部材とからなることを特徴とする請求項6又は7に記載の金型の製造方法。
- 請求項1乃至8のいずれかに記載の金型の製造方法によって製作されたことを特徴とする金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003316684A JP2004332097A (ja) | 2003-04-18 | 2003-09-09 | 金型の製造方法及び金型 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003113583 | 2003-04-18 | ||
| JP2003316684A JP2004332097A (ja) | 2003-04-18 | 2003-09-09 | 金型の製造方法及び金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004332097A true JP2004332097A (ja) | 2004-11-25 |
Family
ID=33513269
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003316684A Pending JP2004332097A (ja) | 2003-04-18 | 2003-09-09 | 金型の製造方法及び金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004332097A (ja) |
-
2003
- 2003-09-09 JP JP2003316684A patent/JP2004332097A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7383701B2 (en) | Method of makeing a molding die | |
| US20130221549A1 (en) | Wafer lens manufacturing method | |
| JP4257848B2 (ja) | 金型及びその製造方法 | |
| JP2004332097A (ja) | 金型の製造方法及び金型 | |
| US20100027122A1 (en) | Metal Mold, Optical Device, Metal Mold for Forming Optical Device, and Process for Manufacturing the Same | |
| JP4406825B2 (ja) | 光学素子成形用金型の製造方法及び金型 | |
| JPS62144908A (ja) | フレネルレンズ成形型の製造方法 | |
| JP2004219494A (ja) | 光学素子の製造方法 | |
| JP2004021077A (ja) | 回折光学素子、回折光学素子成形用金型、回折光学素子の切削加工方法、回折光学素子成形用金型の切削加工方法、及び切削加工装置 | |
| JP3975444B2 (ja) | マイクロレンズアレイ用複製型の製造方法 | |
| CN100408259C (zh) | 加工光学元件成型模具的方法 | |
| JP4646705B2 (ja) | 金型の製造方法及び成型品の製造方法 | |
| JP2005099375A (ja) | 格子形成方法、金型、および成形品 | |
| JP4935428B2 (ja) | 光学素子の製造方法 | |
| JP4154728B2 (ja) | 金型の製作方法 | |
| JP2005055731A (ja) | 成形型,その製造方法及び光学素子の製造方法 | |
| JP2000141381A (ja) | 円板状プラスチック成形品 | |
| JP2005037868A (ja) | 反射防止面の形成方法、反射防止部材形成用金型の製造方法、金型、反射防止部材、金型製造用のマスター部材の製造方法 | |
| JP2004315867A (ja) | 金型の製作方法 | |
| JP2002122720A (ja) | 光学素子及び光学素子の加工方法 | |
| JP3925696B2 (ja) | 金型の製作方法 | |
| JP2003145546A (ja) | 金型の製作方法 | |
| US7989149B2 (en) | Mold core and method for fabricating mold core | |
| JP2005053121A (ja) | 金型用入れ子、金型及び金型の製造方法 | |
| JP2019123058A (ja) | 形状修正治具の製造方法 |