JP2004353021A - スパッタ用メタルマスク - Google Patents
スパッタ用メタルマスク Download PDFInfo
- Publication number
- JP2004353021A JP2004353021A JP2003150486A JP2003150486A JP2004353021A JP 2004353021 A JP2004353021 A JP 2004353021A JP 2003150486 A JP2003150486 A JP 2003150486A JP 2003150486 A JP2003150486 A JP 2003150486A JP 2004353021 A JP2004353021 A JP 2004353021A
- Authority
- JP
- Japan
- Prior art keywords
- sputtering
- metal mask
- glass substrate
- transparent conductive
- conductive film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Physical Vapour Deposition (AREA)
Abstract
【課題】樹脂の凸部を設けたスパッタ用メタルマスクを用いて透明導電膜を成膜しても、樹脂の凸部に吸着された水分に起因する抵抗値の上昇といった悪影響を受けないスパッタ用メタルマスクを提供すること。
【解決手段】ガラス基板上に重ね合わせて透明導電膜を形成するスパッタ用メタルマスク20において、その開口部21を除いた領域のガラス基板と接触する面に、含水量を0.01%〜0.2%とする樹脂の凸部23を設けたこと。凸部の面積が、単位面積当たり略30%であること。凸部の平面形状が、ストライプ状であること。
【選択図】図1
【解決手段】ガラス基板上に重ね合わせて透明導電膜を形成するスパッタ用メタルマスク20において、その開口部21を除いた領域のガラス基板と接触する面に、含水量を0.01%〜0.2%とする樹脂の凸部23を設けたこと。凸部の面積が、単位面積当たり略30%であること。凸部の平面形状が、ストライプ状であること。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明は、液晶表示装置などに用いられるカラーフィルタの製造装置の治具に関するものであり、特に、ガラス基板上に透明導電膜を形成する際のスパッタ用メタルマスクに関する。
【0002】
【従来の技術】
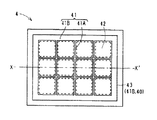
図4は、液晶表示装置などに用いられるカラーフィルタの一例を模式的に示した平面図である。また、図5は、図4に示すカラーフィルタのX−X’線における断面図である。
図4、及び図5に示すように、液晶表示装置などに用いられるカラーフィルタは、ガラス基板(40)上にブラックマトリックス(41)、着色画素(42)、及び透明導電膜(43)が形成されたものである。
【0003】
ブラックマトリックス(41)は、遮光性を有するマトリックス状のものであり、着色画素(42)は、例えば、赤色、緑色、青色のフィルタ機能を有するものであり、透明導電膜(43)は、透明な電極として設けられたものである。
この透明導電膜の形成は、ブラックマトリックス及び着色画素が形成されたガラス基板上に、例えば、ITO(Indium Tin Oxide)を用いスパッタ法によって形成される。
【0004】
図4、及び図5はカラーフィルタを模式的に示したものであり、着色画素は12個表されているが、実際のカラーフィルタにおいては、例えば、対角14インチの画面に数百μm程度の着色画素が多数個配列されている。
また、図4、及び図5に示すカラーフィルタは、1基の液晶表示装置に対応した1枚のカラーフィルタを表わしており、液晶表示装置に用いられる際には、例えば、カラーフィルタの周辺部のガラス基板(40)が露出した部分にシール剤(図示せず)を設け、対向基板と貼り合わせて液晶表示装置とする。
【0005】
図6は、カラーフィルタを大量に製造する際に、例えば、対角14インチのカラーフィルタを面付けして製造する一例を示した平面図である。
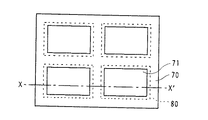
図6に示すように、この一例では、対角14インチのカラーフィルタ(61)を大サイズのガラス基板(60)に4面付けした状態で製造する。
図7は、大サイズのガラス基板上にスパッタ法によって透明導電膜を形成する際の、ガラス基板とスパッタ用メタルマスクの状態を示した平面図である。また、図8は、図7のX−X’線における断面図である。
【0006】
スパッタ用メタルマスクは、一般には、ステンレス・スチールSUS430、42合金(42重量%ニッケル、残量鉄)などの金属で、厚さ0.2mm〜0.7mm程度のものである。スパッタ用メタルマスクの開口部は、例えば、フォトエッチング法によって形成される。
【0007】
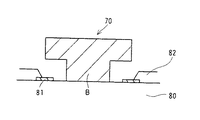
透明導電膜を形成する際には、図7、及び図8に示すように、ブラックマトリックス(81)及び着色画素(82)が形成されたガラス基板(80)上に、開口部(71)を有する金属のスパッタ用メタルマスク(70)を、ガラス基板(80)のブラックマトリックス(81)及び着色画素(82)とスパッタ用メタルマスク(70)の開口部(71)の位置を合わせて重ね、重ねた状態で矢印で示すように、スパッタを行い、開口部(71)の下方にあるブラックマトリックス(81)及び着色画素(82)上に透明導電膜を形成する。
【0008】
図9は、図8におけるA部分を拡大して示す断面図である。ブラックマトリックス(81)及び着色画素(82)と開口部(71)の位置合わせは、実際には図9に示すように、逆さ凸字状の断面形状をしているスパッタ用メタルマスク(70)の凸部(B)を、面付けされた対角14インチのカラーフィルタのブラックマトリックス(81)間のガラス基板(80)表面上に位置を合わせて重ねるのであるが、重ねる際にスパッタ用メタルマスク(70)の凸部(B)がブラックマトリックス(81)や着色画素(82)に接触し、ブラックマトリックス(81)や着色画素(82)に傷を付けしまいカラーフィルタを不良品としてしまうことがある。
或いは、例えば、使用している間にメタルマスクに付着した透明導電膜の粉塵が着色画素(82)上に再付着してしまうことがある。
【0009】
図3は、このような傷を防止するために開発されたスパッタ用メタルマスクの一例の一部分を拡大して示す断面図である。
図3に示すように、このスパッタ用メタルマスク(10)は、開口部(11)が設けたられた金属のメタルマスク部(12)と、そのメタルマスク部(12)に樹脂を用いて設けられた凸部(13)とで構成されている。
【0010】
この凸部(13)は、ガラス基板上にスパッタ用メタルマスクが重ね合わされた際に、ガラス基板と接触する部分となる。
このスパッタ用メタルマスクは、ガラス基板と接触する部分が柔らかい樹脂であるので、ガラス基板とスパッタ用メタルマスクの開口部との位置合わの際に、スパッタ用メタルマスクの凸部がブラックマトリックスや着色画素に接触しても、ブラックマトリックスや着色画素に傷を付けしまうことがない。
【0011】
しかし、この樹脂の凸部(13)を設けたスパッタ用メタルマスクを用いてITOによる透明導電膜を形成すると、透明導電膜の特性、特に抵抗値や透過率に悪影響を及ぼすといった問題が発生していた。
これは、樹脂の凸部に吸着された水分が減圧下、すなわち、スパッタリング装置内での排気中、及び成膜中に放出され透明導電膜の特性、例えば、抵抗値を上昇させるものと推量されている。この水分による抵抗値の異常な上昇が発生した場合には、その製品は不良品となる。
【0012】
また、実際の作業において、このような抵抗値の異常な上昇が発生した場合には、その樹脂の凸部の含水量を低減させ、またスパッタリング装置を正常な状態に復帰させるために、やむおえず応急処置として、スパッタリング装置にスパッタ用メタルマスクのみを投入した空運転を行い、減圧下での脱水処理を行うことになる。
【0013】
【特許文献1】
特開2002−212721号公報
【0014】
【発明が解決しようとする課題】
本発明は、上記問題を解決するためになされたものあり、樹脂の凸部を設けたスパッタ用メタルマスクを用いて透明導電膜を成膜しても、樹脂の凸部に吸着された水分に起因する透明導電膜の特性、特に抵抗値の上昇といった悪影響を受けることのないスパッタ用メタルマスクを提供することを課題とするものである。
【0015】
【課題を解決するための手段】
本発明は、ガラス基板上に重ね合わせて透明導電膜を形成するスパッタ用メタルマスクにおいて、その開口部を除いた領域のガラス基板と接触する面に、含水量を0.01%〜0.2%とする樹脂の凸部を設けたことを特徴とするスパッタ用メタルマスクである。
【0016】
また、本発明は、上記発明によるスパッタ用メタルマスクにおいて、前記凸部の面積が、単位面積当たり略30%であることを特徴とするスパッタ用メタルマスクである。
【0017】
また、本発明は、上記発明によるスパッタ用メタルマスクにおいて、前記凸部の平面形状が、ストライプ状であることを特徴とするスパッタ用メタルマスクである。
【0018】
【発明の実施の形態】
以下に本発明の実施の形態を詳細に説明する。
図1は、本発明によるスパッタ用メタルマスクの一実施例を示す平面図である。この平面図はスパッタ用メタルマスクの一隅のみが示されている。また、図2は、図1のX−X’線における断面図である。
【0019】
図1、及び図2に示すように、本発明によるスパッタ用メタルマスク(20)は、開口部(21)が設けたられた金属のメタルマスク部(22)と、そのメタルマスク部(22)に設けられた樹脂の凸部(23)とで構成されている。この一実施例ではストライプ状の凸部が設けられている。
この樹脂の凸部(23)は、ガラス基板上にスパッタ用メタルマスクが重ね合わされた際に、ガラス基板と接触する部分となる。
【0020】
この樹脂の凸部(23)は、例えば、スクリーン印刷法によって設けられている。使用するインキは、例えば、ポリアクリル酸エステルを用いた無溶剤のUV硬化型インキが好ましい。このUV硬化型インキを製造する際には、ポリアクリル酸エステルに水分を侵入させないように、原料としてのポリアクリル酸エステルの含水量、及び製造工程中のポリアクリル酸エステルの含水量を管理して製造を行う。
含水量は、0.01%〜0.2%とすることが好ましく、含水量の測定には、例えば、カール・フィッシャー水分測定装置を用いる。また、樹脂の凸部(23)が形成されたスパッタ用メタルマスクは、低湿度の容器内で保管される。
【0021】
樹脂の凸部(23)の形成は、具体的には、厚さ(D1)約0.2mmのメタルマスク部(22)にスクリーン印刷法により厚さ(D2)約0.06mmの凸部(23)が形成される。
凸部の厚さ(D2)は、0.02mm〜0.09mmの範囲の厚さが好ましい。凸部の含水量を低くするためには、厚さは低い方が好ましいが、ガラス基板とスパッタ用メタルマスクとの間に有効な間隔を保つために0.02mm以上の厚さを必要とする。
また、一回の印刷で形成できる凸部の厚さは、0.09mm程度であることから、凸部の厚さは0.02mm〜0.09mmの範囲のものとなる。
【0022】
また、凸部の面積は、単位面積当たり30%±10%の範囲の面積が好ましい。凸部の含水量を低くするためには、面積は小さい方が好ましいが、20%以下となると、強度が不足する。また、従来の技術における凸部の単位面積当たり面積は、略45%であることから40%以上では凸部の面積を減少させる効果が少ないものとなる。
図2に示すストライプ状の樹脂の凸部(23)は、具体的には、巾(W)2.0mm程度、ピッチ(P)6.5mm程度であり、単位面積当たり面積は、2.0/6.5=30%程度のものである。
【0023】
また、凸部の平面形状は、特に制約されず、例えば、円形、矩形のものでもよいが、ストライプ状の凸部は、寸法精度よく安定して形成することができるので、ストライプ状であることが好ましい。
【0024】
上記のように、本発明によるスパッタ用メタルマスクは、含水量を低く保持したので、このスパッタ用メタルマスクを用いると、樹脂の凸部に吸着された水分の影響を受けることなく、抵抗値を30Ω/□以下にしたITOによる透明導電膜を容易に製造することができる。
【0025】
【発明の効果】
本発明は、開口部を除いた領域のガラス基板と接触する面に、含水量を0.01%〜0.2%とする樹脂の凸部を設け、凸部の単位面積当たりの面積を略30%としたスパッタ用メタルマスクであるので、スパッタ成膜において樹脂の凸部に吸着された水分に起因する抵抗値の上昇のないスパッタ用メタルマスクとなる。
【図面の簡単な説明】
【図1】本発明によるスパッタ用メタルマスクの一実施例を示す平面図である。
【図2】図1に示すスパッタ用メタルマスクのX−X’線における断面図である。
【図3】傷を防止するために開発されたスパッタ用メタルマスクの一例の一部分を拡大して示す断面図である。
【図4】液晶表示装置などに用いられるカラーフィルタの一例を模式的に示した平面図である。
【図5】図4に示すカラーフィルタのX−X’線における断面図である。
【図6】カラーフィルタを面付けして製造する状態の一例を示した平面図である。
【図7】透明導電膜を形成する際のガラス基板とスパッタ用メタルマスクの状態を示した平面図である。
【図8】図7に示すガラス基板とスパッタ用メタルマスクの状態のX−X’線における断面図である。
【図9】図8におけるA部分を拡大して示す断面図である。
【符号の説明】
10…スパッタ用メタルマスク
11、21…開口部
12、22…メタルマスク部
13、23…樹脂の凸部
20…本発明によるスパッタ用メタルマスク
30、40、60、80…ガラス基板
31、41、81…ブラックマトリックス
32、42、82…着色画素
33、43…透明導電膜
61…対角14インチのカラーフィルタ
70…従来法におけるスパッタ用メタルマスク
B…従来法における凸部
D1…メタルマスク部の厚さ
D2…凸部の厚さ
P…凸部のピッチ
W…凸部の巾
【発明の属する技術分野】
本発明は、液晶表示装置などに用いられるカラーフィルタの製造装置の治具に関するものであり、特に、ガラス基板上に透明導電膜を形成する際のスパッタ用メタルマスクに関する。
【0002】
【従来の技術】
図4は、液晶表示装置などに用いられるカラーフィルタの一例を模式的に示した平面図である。また、図5は、図4に示すカラーフィルタのX−X’線における断面図である。
図4、及び図5に示すように、液晶表示装置などに用いられるカラーフィルタは、ガラス基板(40)上にブラックマトリックス(41)、着色画素(42)、及び透明導電膜(43)が形成されたものである。
【0003】
ブラックマトリックス(41)は、遮光性を有するマトリックス状のものであり、着色画素(42)は、例えば、赤色、緑色、青色のフィルタ機能を有するものであり、透明導電膜(43)は、透明な電極として設けられたものである。
この透明導電膜の形成は、ブラックマトリックス及び着色画素が形成されたガラス基板上に、例えば、ITO(Indium Tin Oxide)を用いスパッタ法によって形成される。
【0004】
図4、及び図5はカラーフィルタを模式的に示したものであり、着色画素は12個表されているが、実際のカラーフィルタにおいては、例えば、対角14インチの画面に数百μm程度の着色画素が多数個配列されている。
また、図4、及び図5に示すカラーフィルタは、1基の液晶表示装置に対応した1枚のカラーフィルタを表わしており、液晶表示装置に用いられる際には、例えば、カラーフィルタの周辺部のガラス基板(40)が露出した部分にシール剤(図示せず)を設け、対向基板と貼り合わせて液晶表示装置とする。
【0005】
図6は、カラーフィルタを大量に製造する際に、例えば、対角14インチのカラーフィルタを面付けして製造する一例を示した平面図である。
図6に示すように、この一例では、対角14インチのカラーフィルタ(61)を大サイズのガラス基板(60)に4面付けした状態で製造する。
図7は、大サイズのガラス基板上にスパッタ法によって透明導電膜を形成する際の、ガラス基板とスパッタ用メタルマスクの状態を示した平面図である。また、図8は、図7のX−X’線における断面図である。
【0006】
スパッタ用メタルマスクは、一般には、ステンレス・スチールSUS430、42合金(42重量%ニッケル、残量鉄)などの金属で、厚さ0.2mm〜0.7mm程度のものである。スパッタ用メタルマスクの開口部は、例えば、フォトエッチング法によって形成される。
【0007】
透明導電膜を形成する際には、図7、及び図8に示すように、ブラックマトリックス(81)及び着色画素(82)が形成されたガラス基板(80)上に、開口部(71)を有する金属のスパッタ用メタルマスク(70)を、ガラス基板(80)のブラックマトリックス(81)及び着色画素(82)とスパッタ用メタルマスク(70)の開口部(71)の位置を合わせて重ね、重ねた状態で矢印で示すように、スパッタを行い、開口部(71)の下方にあるブラックマトリックス(81)及び着色画素(82)上に透明導電膜を形成する。
【0008】
図9は、図8におけるA部分を拡大して示す断面図である。ブラックマトリックス(81)及び着色画素(82)と開口部(71)の位置合わせは、実際には図9に示すように、逆さ凸字状の断面形状をしているスパッタ用メタルマスク(70)の凸部(B)を、面付けされた対角14インチのカラーフィルタのブラックマトリックス(81)間のガラス基板(80)表面上に位置を合わせて重ねるのであるが、重ねる際にスパッタ用メタルマスク(70)の凸部(B)がブラックマトリックス(81)や着色画素(82)に接触し、ブラックマトリックス(81)や着色画素(82)に傷を付けしまいカラーフィルタを不良品としてしまうことがある。
或いは、例えば、使用している間にメタルマスクに付着した透明導電膜の粉塵が着色画素(82)上に再付着してしまうことがある。
【0009】
図3は、このような傷を防止するために開発されたスパッタ用メタルマスクの一例の一部分を拡大して示す断面図である。
図3に示すように、このスパッタ用メタルマスク(10)は、開口部(11)が設けたられた金属のメタルマスク部(12)と、そのメタルマスク部(12)に樹脂を用いて設けられた凸部(13)とで構成されている。
【0010】
この凸部(13)は、ガラス基板上にスパッタ用メタルマスクが重ね合わされた際に、ガラス基板と接触する部分となる。
このスパッタ用メタルマスクは、ガラス基板と接触する部分が柔らかい樹脂であるので、ガラス基板とスパッタ用メタルマスクの開口部との位置合わの際に、スパッタ用メタルマスクの凸部がブラックマトリックスや着色画素に接触しても、ブラックマトリックスや着色画素に傷を付けしまうことがない。
【0011】
しかし、この樹脂の凸部(13)を設けたスパッタ用メタルマスクを用いてITOによる透明導電膜を形成すると、透明導電膜の特性、特に抵抗値や透過率に悪影響を及ぼすといった問題が発生していた。
これは、樹脂の凸部に吸着された水分が減圧下、すなわち、スパッタリング装置内での排気中、及び成膜中に放出され透明導電膜の特性、例えば、抵抗値を上昇させるものと推量されている。この水分による抵抗値の異常な上昇が発生した場合には、その製品は不良品となる。
【0012】
また、実際の作業において、このような抵抗値の異常な上昇が発生した場合には、その樹脂の凸部の含水量を低減させ、またスパッタリング装置を正常な状態に復帰させるために、やむおえず応急処置として、スパッタリング装置にスパッタ用メタルマスクのみを投入した空運転を行い、減圧下での脱水処理を行うことになる。
【0013】
【特許文献1】
特開2002−212721号公報
【0014】
【発明が解決しようとする課題】
本発明は、上記問題を解決するためになされたものあり、樹脂の凸部を設けたスパッタ用メタルマスクを用いて透明導電膜を成膜しても、樹脂の凸部に吸着された水分に起因する透明導電膜の特性、特に抵抗値の上昇といった悪影響を受けることのないスパッタ用メタルマスクを提供することを課題とするものである。
【0015】
【課題を解決するための手段】
本発明は、ガラス基板上に重ね合わせて透明導電膜を形成するスパッタ用メタルマスクにおいて、その開口部を除いた領域のガラス基板と接触する面に、含水量を0.01%〜0.2%とする樹脂の凸部を設けたことを特徴とするスパッタ用メタルマスクである。
【0016】
また、本発明は、上記発明によるスパッタ用メタルマスクにおいて、前記凸部の面積が、単位面積当たり略30%であることを特徴とするスパッタ用メタルマスクである。
【0017】
また、本発明は、上記発明によるスパッタ用メタルマスクにおいて、前記凸部の平面形状が、ストライプ状であることを特徴とするスパッタ用メタルマスクである。
【0018】
【発明の実施の形態】
以下に本発明の実施の形態を詳細に説明する。
図1は、本発明によるスパッタ用メタルマスクの一実施例を示す平面図である。この平面図はスパッタ用メタルマスクの一隅のみが示されている。また、図2は、図1のX−X’線における断面図である。
【0019】
図1、及び図2に示すように、本発明によるスパッタ用メタルマスク(20)は、開口部(21)が設けたられた金属のメタルマスク部(22)と、そのメタルマスク部(22)に設けられた樹脂の凸部(23)とで構成されている。この一実施例ではストライプ状の凸部が設けられている。
この樹脂の凸部(23)は、ガラス基板上にスパッタ用メタルマスクが重ね合わされた際に、ガラス基板と接触する部分となる。
【0020】
この樹脂の凸部(23)は、例えば、スクリーン印刷法によって設けられている。使用するインキは、例えば、ポリアクリル酸エステルを用いた無溶剤のUV硬化型インキが好ましい。このUV硬化型インキを製造する際には、ポリアクリル酸エステルに水分を侵入させないように、原料としてのポリアクリル酸エステルの含水量、及び製造工程中のポリアクリル酸エステルの含水量を管理して製造を行う。
含水量は、0.01%〜0.2%とすることが好ましく、含水量の測定には、例えば、カール・フィッシャー水分測定装置を用いる。また、樹脂の凸部(23)が形成されたスパッタ用メタルマスクは、低湿度の容器内で保管される。
【0021】
樹脂の凸部(23)の形成は、具体的には、厚さ(D1)約0.2mmのメタルマスク部(22)にスクリーン印刷法により厚さ(D2)約0.06mmの凸部(23)が形成される。
凸部の厚さ(D2)は、0.02mm〜0.09mmの範囲の厚さが好ましい。凸部の含水量を低くするためには、厚さは低い方が好ましいが、ガラス基板とスパッタ用メタルマスクとの間に有効な間隔を保つために0.02mm以上の厚さを必要とする。
また、一回の印刷で形成できる凸部の厚さは、0.09mm程度であることから、凸部の厚さは0.02mm〜0.09mmの範囲のものとなる。
【0022】
また、凸部の面積は、単位面積当たり30%±10%の範囲の面積が好ましい。凸部の含水量を低くするためには、面積は小さい方が好ましいが、20%以下となると、強度が不足する。また、従来の技術における凸部の単位面積当たり面積は、略45%であることから40%以上では凸部の面積を減少させる効果が少ないものとなる。
図2に示すストライプ状の樹脂の凸部(23)は、具体的には、巾(W)2.0mm程度、ピッチ(P)6.5mm程度であり、単位面積当たり面積は、2.0/6.5=30%程度のものである。
【0023】
また、凸部の平面形状は、特に制約されず、例えば、円形、矩形のものでもよいが、ストライプ状の凸部は、寸法精度よく安定して形成することができるので、ストライプ状であることが好ましい。
【0024】
上記のように、本発明によるスパッタ用メタルマスクは、含水量を低く保持したので、このスパッタ用メタルマスクを用いると、樹脂の凸部に吸着された水分の影響を受けることなく、抵抗値を30Ω/□以下にしたITOによる透明導電膜を容易に製造することができる。
【0025】
【発明の効果】
本発明は、開口部を除いた領域のガラス基板と接触する面に、含水量を0.01%〜0.2%とする樹脂の凸部を設け、凸部の単位面積当たりの面積を略30%としたスパッタ用メタルマスクであるので、スパッタ成膜において樹脂の凸部に吸着された水分に起因する抵抗値の上昇のないスパッタ用メタルマスクとなる。
【図面の簡単な説明】
【図1】本発明によるスパッタ用メタルマスクの一実施例を示す平面図である。
【図2】図1に示すスパッタ用メタルマスクのX−X’線における断面図である。
【図3】傷を防止するために開発されたスパッタ用メタルマスクの一例の一部分を拡大して示す断面図である。
【図4】液晶表示装置などに用いられるカラーフィルタの一例を模式的に示した平面図である。
【図5】図4に示すカラーフィルタのX−X’線における断面図である。
【図6】カラーフィルタを面付けして製造する状態の一例を示した平面図である。
【図7】透明導電膜を形成する際のガラス基板とスパッタ用メタルマスクの状態を示した平面図である。
【図8】図7に示すガラス基板とスパッタ用メタルマスクの状態のX−X’線における断面図である。
【図9】図8におけるA部分を拡大して示す断面図である。
【符号の説明】
10…スパッタ用メタルマスク
11、21…開口部
12、22…メタルマスク部
13、23…樹脂の凸部
20…本発明によるスパッタ用メタルマスク
30、40、60、80…ガラス基板
31、41、81…ブラックマトリックス
32、42、82…着色画素
33、43…透明導電膜
61…対角14インチのカラーフィルタ
70…従来法におけるスパッタ用メタルマスク
B…従来法における凸部
D1…メタルマスク部の厚さ
D2…凸部の厚さ
P…凸部のピッチ
W…凸部の巾
Claims (3)
- ガラス基板上に重ね合わせて透明導電膜を形成するスパッタ用メタルマスクにおいて、その開口部を除いた領域のガラス基板と接触する面に、含水量を0.01%〜0.2%とする樹脂の凸部を設けたことを特徴とするスパッタ用メタルマスク。
- 前記凸部の面積が、単位面積当たり略30%であることを特徴とする請求項1記載のスパッタ用メタルマスク。
- 前記凸部の平面形状が、ストライプ状であることを特徴とする請求項1、又は請求項2記載のスパッタ用メタルマスク。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003150486A JP2004353021A (ja) | 2003-05-28 | 2003-05-28 | スパッタ用メタルマスク |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003150486A JP2004353021A (ja) | 2003-05-28 | 2003-05-28 | スパッタ用メタルマスク |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004353021A true JP2004353021A (ja) | 2004-12-16 |
Family
ID=34046272
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003150486A Pending JP2004353021A (ja) | 2003-05-28 | 2003-05-28 | スパッタ用メタルマスク |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004353021A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008538592A (ja) * | 2005-04-22 | 2008-10-30 | ヴィテックス・システムズ・インコーポレーテッド | 個別シートの上に多層コーティングを堆積する装置 |
| US8808457B2 (en) | 2002-04-15 | 2014-08-19 | Samsung Display Co., Ltd. | Apparatus for depositing a multilayer coating on discrete sheets |
-
2003
- 2003-05-28 JP JP2003150486A patent/JP2004353021A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8808457B2 (en) | 2002-04-15 | 2014-08-19 | Samsung Display Co., Ltd. | Apparatus for depositing a multilayer coating on discrete sheets |
| US8900366B2 (en) | 2002-04-15 | 2014-12-02 | Samsung Display Co., Ltd. | Apparatus for depositing a multilayer coating on discrete sheets |
| JP2008538592A (ja) * | 2005-04-22 | 2008-10-30 | ヴィテックス・システムズ・インコーポレーテッド | 個別シートの上に多層コーティングを堆積する装置 |
| JP2013122092A (ja) * | 2005-04-22 | 2013-06-20 | Samsung Display Co Ltd | 個別シートの上に多層コーティングを堆積する装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7719637B2 (en) | Liquid crystal display device and manufacturing method thereof | |
| US6750938B2 (en) | Liquid crystal display device and liquid crystal display apparatus incorporating the same | |
| US6795141B2 (en) | Liquid crystal display device and color filter substrate having spacers formed directly on black matrix | |
| EP0740182B1 (en) | Liquid crystal device | |
| CN100445836C (zh) | 液晶显示面板与阵列基板及其制造方法 | |
| JPH11109372A (ja) | 液晶表示素子用基板の製造方法、液晶表示素子の製造方法、液晶表示素子用基板及び液晶表示素子 | |
| EP1069460B1 (en) | Reflective lcd device and method of manufacture thereof | |
| JP2004353021A (ja) | スパッタ用メタルマスク | |
| JP5083484B2 (ja) | Ipsモード液晶表示装置用カラーフィルタ及びそれを用いたipsモード液晶表示装置 | |
| JP2900948B2 (ja) | 液晶表示パネル及びその製造方法 | |
| JP2011107379A (ja) | カラーフィルタとその製造方法、及びそのカラーフィルタを用いた液晶表示パネル | |
| JP4701502B2 (ja) | スパッタ用メタルマスク | |
| JP2002229008A (ja) | 液晶表示素子 | |
| JPH08101385A (ja) | 反射型液晶表示装置とその製造方法 | |
| JPH112718A (ja) | カラーフィルタおよびカラー液晶表示装置 | |
| US7375789B2 (en) | Liquid crystal shutter and manufacturing method thereof | |
| KR100296873B1 (ko) | 액정표시장치와그제조방법 | |
| JPH1073830A (ja) | 液晶表示器 | |
| KR20080048266A (ko) | 액정표시장치 | |
| JPH10282332A (ja) | カラーフィルタおよびその製造方法 | |
| JPH08101384A (ja) | 反射型液晶表示装置とその製造方法 | |
| JP2004151625A (ja) | 液晶表示装置用カラーフィルタ、及び液晶表示装置 | |
| JP4675785B2 (ja) | カラーフィルタ基板、液晶表示パネルおよびカラーフィルタ基板の製造方法 | |
| JP6201378B2 (ja) | 液晶表示パネルの欠陥修理方法、およびそれを用いた液晶表示装置 | |
| JP2001188227A (ja) | 透過型カラー液晶表示素子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20060320 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20080919 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20080924 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090217 |