JP2004353065A - 低鉄損一方向性珪素鋼板およびその製造方法 - Google Patents
低鉄損一方向性珪素鋼板およびその製造方法 Download PDFInfo
- Publication number
- JP2004353065A JP2004353065A JP2003155121A JP2003155121A JP2004353065A JP 2004353065 A JP2004353065 A JP 2004353065A JP 2003155121 A JP2003155121 A JP 2003155121A JP 2003155121 A JP2003155121 A JP 2003155121A JP 2004353065 A JP2004353065 A JP 2004353065A
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- tin
- silicon steel
- film
- unidirectional silicon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Chemical Treatment Of Metals (AREA)
- Physical Vapour Deposition (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
【課題】一方向性珪素鋼板における均質なTiN 系被膜の形成を、アーク放電方式イオンプレーティングにて実現するための方途について提案する。
【解決手段】仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成した一方向性珪素鋼板において、該TiN 系被膜中に、面積率で20%以下のドロップレットを含み、かつそのドロップレットの平均粒径を2.0 μm以下とする。
【選択図】 図1
【解決手段】仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成した一方向性珪素鋼板において、該TiN 系被膜中に、面積率で20%以下のドロップレットを含み、かつそのドロップレットの平均粒径を2.0 μm以下とする。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、TiN 系の張力付与被膜を有する、低鉄損一方向性珪素鋼板およびその製造方法に関するものである。特に、マルティ・アーク放電を含むアーク放電方式イオンプレーティングによって形成した、TiN 系セラミック被膜を有する低鉄損一方向性珪素鋼板およびその製造方法に関するものである。
【0002】
【従来の技術】
最近、一方向性珪素鋼板の製造において、フォルステライト下地被膜を有しない珪素鋼板 (いわゆる、膜無し材) の表面上に、PVD 、CVD 、スパッタリングまたはイオンインプランテーションを用いて、TiN 、TiO2、CrN 、TiC 、TiCN、Si3N4 、SiO2およびAlN 等や、Si系 (Si−N−O−C) の薄いセラミックスからなる、張力付与被膜を被成することによって、低鉄損の一方向性珪素鋼板を製造する方法が提案されている(例えば、特許文献1、特許文献2、特許文献3、特許文献4、特許文献5、特許文献6参照)。
【0003】
かような製造方法における長年の懸案事項は、高温長時間の歪取り焼鈍に耐え得る被膜の密着性と良好な曲げ特性を有し、しかも歪取り焼鈍時に懸念される鉄損の劣化なしに低鉄損を達成できる極薄のセラミック張力被膜を、効果的に被成することである。
【0004】
かかる一方向性珪素鋼の膜無し材の表面に、PVD 法を用いてセラミック被膜をコーティングする場合、特にTiN, TiO2, CrN, TiC, Ti(CN) 等のセラミック被膜を得るためには、蒸着粒子のイオン化率の高い、低電圧かつ大電流特性を有する中空陰極(HCD:Hollow Cathode Discharge) 方式のイオンプレーティングが最適とされている。また、CVD 法で同様のセラミック膜を成膜する際には、熱CVD およびプラズマCVD 法が用いられている (例えば、非特許文献1参照)。
【0005】
ところが、上記の中空陰極法や熱CVD およびプラズマCVD 法は、投入パワーが大きいが成膜速度を確保することが出来ないことから、被膜の形成に多大のコストを要するために、工業的規模の生産に適したものではなかった。また、中空陰極法ではTiを溶解するためのTaカソードが高価であることが指摘されている。
【0006】
この点、アーク放電法は、
▲1▼ イオン化率が80% と中空陰極法の20〜60% と比較して極端に高いこと。
▲2▼ 固体−固体反応蒸着を利用するため、被膜の形成は電気的制御が主になり、鋼板両面に同時成膜が可能であること。従って、中空陰極法やEB (エレクトロン・ビーム) +イオン化法等の、溶解−イオン粒子蒸着での片面成膜と異なって、プラズマコーティングの安定性を確保するのが容易であること、
▲3▼ アーク放電の利用により、直接TiターゲットからのTiイオン化粒子を蒸着できるため、中空陰極法やEB (エレクトロン・ビーム) +イオン化法等の溶解−イオン粒子蒸着の場合に必要な、Taカソードやビーム制御に用いる集束コイルを必要としないため、安定成膜が可能であると同時に、被膜形成コストが安価であること、
▲4▼ Tiイオン化粒子を直接基板 (珪素鋼板) へ成膜可能であるため、蒸着効率が良く、かつコーティング室の掃除が容易であること
等の利点がある。
かように、アーク放電法は工業的規模の生産に適しているが、アーク放電法を用いて形成した被膜は、その膜質が一定しないため、所期する張力付与効果が得られず、被膜による張力付与を利用した鉄損の改善は望めないものであった。
【0007】
ここに、特許文献7には、加工物の表面にTiN 膜を形成することについて、中空陰極法およびアーク放電法のそれぞれの問題を掲げ、両者を順次に用いて複合層を形成することによって、これらの問題を解消することが記載されている。なお、この技術は中空陰極法の併用が必須であるため、コストを重視する工業生産には不向きであるのは上述のとおりである。
【0008】
【特許文献1】
特公平5−77749号公報(特許請求の範囲)
【特許文献2】
特公平3−74488号公報(特許請求の範囲)
【特許文献3】
特公平4−61482号公報(特許請求の範囲)
【特許文献4】
特公平6−99822号公報(特許請求の範囲)
【特許文献5】
特公平6−99823号公報(特許請求の範囲)
【特許文献6】
特開平11−131252号公報(特許請求の範囲)
【特許文献7】
特公平4−24424号公報(コラム4)
【非特許文献1】
Y. Inokuti, K. Suzuki and Y. Kobayashi : Mat. Trans., JIM, 34 (1993),622 〜626
【0009】
【発明が解決しようとする課題】
上記のように、一方向性珪素鋼板におけるTiN 系被膜の形成を工業的規模で行う、すなわち低コストで行うには、アーク放電方式のイオンプレーティングを用いることが推奨されるが、その実現には、得られるTiN 系被膜の膜質を改善することが必須であった。
すなわち、本発明は、一方向性珪素鋼板における均質なTiN 系被膜の形成を、アーク放電方式イオンプレーティングにて実現した低鉄損一方向性珪素鋼板とその製造方法について提案することを目的とする。
【0010】
【課題を解決するための手段】
さて、上記した特許文献7のコラム4第10〜24行には、アーク放電法について、Ti製の陰極がアーク放電により蒸発する際に陰極上の溶融部であるアークスポットが厚いために、ここから飛び出すTi粒子に大きなものが含まれ、これがワーク(鋼板)表面に付着したのち、該表面から外れてピンホールになることが、記載されている。
【0011】
さらに、この大径のTi粒子に関して、神戸製鋼技報/Vol.50 No.2(Sep.2000)の第54頁左欄第7〜12行には、アークスポットから放出される、電気的に中性な溶滴であるドロップレットが被膜の表面粗さにはデメリットになることが記載されている。
【0012】
発明者は、以上の従来の知見を踏まえ、ドロップレットの存在がTiN 系被膜の均質化を阻害しているものと考え、その発生を抑制することを検討したが、アーク放電方式においてドロップレットの発生を完全に抑えることは不可能であった。そこで、TiN 系被膜の膜質に与えるドロップレットの影響について鋭意究明したところ、ドロップレットの存在比率並びに径を所定の範囲に規制することによって、TiN 系被膜の張力付与による鉄損の改善効果が得られることを見出し、本発明を完成するに到った。
【0013】
すなわち、本発明の要旨は、次のとおりである。
(1)仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成した一方向性珪素鋼板において、該TiN 系被膜中に、面積率で20%以下のドロップレットを含み、かつドロップレットの平均粒径が2.0 μm以下であることを特徴とする低鉄損一方向性珪素鋼板。
ここで、仕上げ焼鈍とは、ゴス方位に強く集積させるための二次再結晶焼鈍および純化焼鈍からなる最終仕上げ焼鈍を指す。
また、本発明におけるドロップレットとは、Ti製の陰極がアーク放電により蒸発する際に、Tiの固体状態部と蒸発部との間に存在する液相部が溶滴となって放出されTiN 系被膜に混入したものである。
【0014】
(2)仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成し、さらに該被膜上に絶縁被膜を形成した一方向性珪素鋼板において、該TiN 系被膜中に、面積率で20%以下のドロップレットを含み、かつドロップレットの平均粒径が0.01〜2.0 μmであることを特徴とする低鉄損一方向性珪素鋼板。
ここで、絶縁被膜とは、りん酸塩およびコロイダルシリカを主成分とする被膜を対象とする。
【0015】
(3)上記(1)または(2)において、TiN 系被膜が、TiN に加えてTi、TiNCおよびTiNOのいずれか1種または2種以上を含むことを特徴とする低鉄損一方向性珪素鋼板。
【0016】
(4)仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成するに当たり、鋼板表面温度:200 〜1000℃、窒素ガス流量:20〜200cc /min およびバイアス電圧:−30〜−500 Vの条件に従う、アーク放電方式イオンプレーティングを用いて成膜を行うことを特徴とする低鉄損一方向性珪素鋼板の製造方法。
【0017】
(5)上記(4)において、TiN 系被膜を形成したのち、さらにその上に絶縁被膜を形成することを特徴とする低鉄損一方向性珪素鋼板の製造方法。
【0018】
なお、ここでいうTiN 系被膜とは、TiN からなる被膜は勿論、TiN を主成分として、さらに上記(3)に記載した、Ti、TiNCおよびTiNOのいずれか1種または2種以上を含んでもよいことを意味している。
以下、単にTiN 被膜と示す。
【0019】
【発明の実施の形態】
以下、本発明を導くに到った実験結果について詳しく説明する。
C:0.077 mass%、Si:3.46mass%、Mn:0.078 mass%、Se:0.020 mass%、Sb:0.025 mass%、Al:0.022 mass%、Mo:0.012 mass%およびN:0.0073mass%を含有し、残部は実質的にFeおよび不可避的不純物の組成になる珪素鋼スラブを、1340℃で3時間加熱後、熱間圧延を施し、ついで1050℃の中間焼鈍を挟む2回の冷間圧延を施して0.23mm厚の最終冷延板とした。その後、圧延方向とほぼ直角方向に4mm間隔で、幅:200 μm 、深さ:20μm の溝を形成する磁区細分化処理を施したのち、 840℃の湿水素中で脱炭焼鈍を行い、ついで鋼板表面に SiO2(2mass%), Al2O3(3 mass %), MgO(75mass%), SbCl3( 15mass%) およびSr(OH)2(5mass%) を主成分とする焼鈍分離剤を塗布してから、 850℃で15時間保持後、12℃/hで1080℃まで昇温してゴス方位の2次再結晶粒を優先成長させた後、1210℃の乾水素中で純化焼鈍を施した。
【0020】
次いで、この膜無し一方向性珪素鋼板に、マルティ・アーク法によるイオンプレーティングを、鋼板表面温度、窒素ガス流量およびバイアス電圧の条件を種々に変化して施し、TiN 被膜(0.35 μm 厚) を形成した。
その後、このTiN 被膜の上に、コロイダルシリカと燐酸塩とを主成分とするコーティング液を塗布し、焼付けにより絶縁被膜を形成した。その後、窒素雰囲気中で800 ℃および3時間の歪取焼鈍を行った。
【0021】
かくして得られた一方向性珪素鋼板について、TiN 被膜による鉄損の向上度を調査した。すなわち、TiN 被覆前の鉄損値と、TiN 被覆後に絶縁被膜を形成し、さらに歪取焼鈍を施した後の鉄損値との差を評価した。
【0022】
その調査結果を、TiN 被膜におけるドロップレットの面積比との関係において整理して、図1(a) に示す。ここで、TiN 被膜におけるドロップレットの面積比は、走査型電子顕微鏡観察により、ドロップレットとTiN マトリックスの面積を5000倍の倍率で、10視野を撮影し求めた平均値とした。
【0023】
図1(a) に示すように、TiN 被膜におけるドロップレットの面積比が20%以下になると、鉄損の向上度が0.03W/kgを超えるようになり、被膜形成による鉄損の向上効果が得られることがわかる。
【0024】
次いで、ドロップレットの面積比が 8.0%のTiN 被膜を有する鋼板について、ドロップレットの平均粒径を調査した。その結果を、図1(b) に示すように、ドロップレットの平均粒径が2.0 μm以下になると、鉄損の向上度が0.06W/kgを超えるようになり、被膜形成による鉄損の向上度が格段に上昇することがわかる。
ここで、ドロップレットの平均粒径は、走査型電子顕微鏡観察により、5000倍の倍率で10視野を撮影し求めた平均値とした。
【0025】
以上の実験結果から、TiN 被膜中に、面積率で20%以下のドロップレットを含み、かつドロップレットの平均粒径が2.0 μm以下である場合に、TiN 被膜の形成による鉄損低減の効果が得られることが判明した。
【0026】
なお、仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 被膜を形成したのち、さらにTiN 被膜上に絶縁被膜を形成する場合は、ドロップレットの平均粒径が0.01μm以上とすることが有利である。すなわち、TiN 被膜中に、面積率で20%以下のドロップレットを含み、かつそのドロップレットの平均粒径を0.01〜2.0μmとすることによって、TiN 被膜の形成による特に優れた鉄損低減の効果が得られる。こうすることによって、TiN 被膜上に絶縁被膜を塗布・焼付けにより形成するのが容易となり、高温の歪取焼鈍後においても絶縁被膜の剥離を回避できるからである。特に、ドロップレットの平均粒径は0.02〜1.5 μmとすることが好ましい。
【0027】
次に、TiN 被膜中のドロップレットを上記の条件に規制するための手段について、検討した。
すなわち、上記した実験において、マルティ・アーク法によるイオンプレーティングを、鋼板表面温度:800 ℃、投入電力:25V、150 Aおよびバイアス電圧:−200 Vの条件を共通にして、窒素ガス流量を、(A) 700 cc/minおよび (B)40 cc/min の2条件で行い、それぞれ(A)0.35 μm 厚および(B)0.30 μm 厚のTiN膜を被成した。
【0028】
その後、コロイダルシリカおよび燐酸塩を主成分とするコーティング液を、塗布し、焼付けにより絶縁被膜を形成した後、窒素雰囲気中で800 ℃および3時間の歪取焼鈍を行った。
かくして得られた一方向性珪素鋼板について、磁気特性および被膜の曲げ剥離性について調査した結果を、表1に纏めて示す。
また、曲げ剥離性は、鋼板に180 °曲げを付与した際に、被膜剥離が発生しない曲げ最小直径をもって評価した。
【0029】
【表1】
 【0030】
【0030】
表1から明らかなように、(B) の条件にて成膜を行うと、TiN 被膜の形成後に、さらに絶縁被膜を形成したのち、窒素雰囲気中で800 ℃および3時間の歪取焼鈍を行った後の、磁気特性、特に鉄損特性W17/50が0.56W/kgと極端に優れた値を示し、また最小曲げ直径も20mmφで曲げ剥離性に全く問題の無いものが得られた。
これに対して、(A) の条件、すなわち通常の反応窒素流量に従うマルティ・アーク法を用いて、得られた電磁鋼板は、磁気特性、特に鉄損特性W17/50が0.77W/kgと鉄損の向上は不十分であり、最小曲げ直径が60mmφと曲げ剥離性が劣るため、製品として使用不可能であることがわかる。
【0031】
さらに、同様の実験条件において、反応窒素流量の条件(A) および(B) について、鉄損向上度ΔWおよび曲げ剥離性との関係を調査した。その結果を、図2(a)および(b)にそれぞれ示すように、マルティ・アーク法を用いた場合、鉄損向上度ΔWと曲げ剥離の状況が反応窒素量に大きく依存していることが判る。
以上の実験から、マルティ・アーク法によるイオンプレーティングで形成したTiN 被膜による鉄損の改善効果を得るには、反応窒素流量に代表される条件を適正化する必要のあることが判明した。
【0032】
そこで、図1に示した実験結果から得られた知見、すなわちマルティ・アーク法によるイオンプレーティングで形成したTiN 被膜における、ドロップレットが図1に示した適正範囲にあれば、鉄損向上度ΔWが0.06W/kg以上になることを踏まえ、マルティ・アーク法によるイオンプレーティングにおける諸条件を種々に変化させ、その他は上述の実験と同様の条件として、絶縁被膜付きの一方向性珪素鋼板を製造し、その鉄損を測定して、諸条件の適正範囲を究明した。その結果を整理して、図3に示す。
【0033】
すなわち、図3から明らかなように、鉄損向上度ΔWを0.06W/kg以上にするためには、鋼板表面温度:200 〜1000℃、窒素ガス流量:20〜200cc /min およびバイアス電圧:−30〜−500 Vの条件に従う、マルティ・アーク放電方式イオンプレーティングを用いて成膜を行うことが不可欠の条件となる。
【0034】
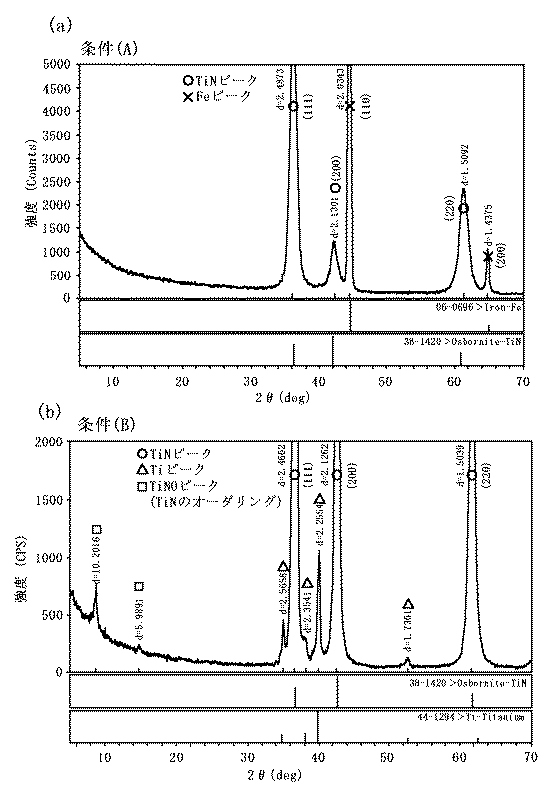
ここで、上記した条件(A) および(B) に従って得られたTiN 被膜について、薄膜X線回折の結果を、図4(a)および(b)に比較して示す。すなわち、(A)の通常条件では、TiN の(111)に強く配向したピークと(200)と(220)ピークが検出される。また、Feの(110)と(200)ピークも同時に検出される。
【0035】
これに対して、(B) の条件では、TiN の(111)、(200)、(220)の強く配向したピークの検出される以外に、Tiの弱いピークとTiNOのオーダリングを示す弱いピークが検出される。
すなわち、弱いTiの検出はドロップレットの存在を示唆している。また、TiNOのオーダリングはゴス方位2次再結晶粒の上へのエピタキシャル成長と関連している。
【0036】
さらに、図5に、上記した条件(B) に従って得られたTiN 被膜について、走査型電子顕微鏡観察によるTiN 被膜表面の写真と、そのエネルギ分散型蛍光X線分析 Energy Dispersive X−ray Fluorescence Spectrometer(EDX)による分析結果とを示すように、TiN 被膜中に0.05〜1.1 μmの粒径のドロップレットを含有していることがわかる。
【0037】
なお、TiN 被膜上に絶縁被膜を形成する場合に、TiN 被膜中のドロップレットの径を0.01μm以上とするには、カソード近傍に磁場発生手段を設け、磁場を制御する。
【0038】
【実施例】
C:0.071 mass%、Si:3.35mass%、Mn:0.077 mass%、Se:0.020 mass%、Sb:0.025 mass%、Al:0.021 mass%、Mo:0.011 mass%およびN:0.0073mass%を含有し、残部は実質的にFeおよび不可避的不純物の成分組成になるスラブを、1340℃で3時間加熱後、熱間圧延を施し、ついで1020℃の中間焼鈍を挟む2回の冷間圧延を施して0.23mm厚の最終冷延板とした。その後、圧延方向とほぼ直角方向に4mm間隔で、幅:200 μm および深さ:20μm の溝を形成する磁区細分化処理を施したのち、 840℃の湿水素中で脱炭焼鈍を行い、ついで鋼板表面にCaSiO3(2 mass %), Al2O3(8 mass %), MgO(65mass %), SiO2(10mass%) 、AlCl3(mass%) 、SbCl3(mass%), Sr(OH)2( 5mass%) を主成分とする焼鈍分離剤を塗布してから、 850℃で15時間保持後、11℃/hで1050℃まで昇温してゴス方位の2次再結晶粒を優先成長させた後、1220℃の乾水素中で純化焼鈍を施した。
【0039】
次に、この膜無し一方向性珪素鋼板の表面に、マルティ・アーク法を用いてTiN 被膜を、表2に示す条件に従って、0.4 μm 厚にて形成した。その後、TiN 被膜付き鋼板の一部につき、コロイダルシリカおよび燐酸塩を主成分とする絶縁被膜を塗布・焼付けによって形成した後、窒素雰囲気中で800℃および3時間の歪取焼鈍を行った。絶縁被膜の有無およびマルティ・アーク法の処理条件を表2に示す。
【0040】
かくして得られたTiN 被膜付き鋼板、そして絶縁被膜付き鋼板について、そのTiN 被膜中のドロップレットの存在比および径を測定するとともに、磁気特性および曲げ剥離性の評価を行った。その結果を、表3に示す。本発明に従う一方向性珪素鋼板は、鉄損W17/50が0.56W/kgと極めて低いことが注目される。さらに、その場合の曲げ剥離性も20mmφの曲げで剥離無しで、優れている。
【0041】
【表2】
【0042】
【表3】
【0043】
【発明の効果】
アーク放電法は、例えば中空陰極法の溶解−イオン粒子による成膜と異って、固体−固体成膜であるため、ドロップレットが多くなって均質な被膜形成が不可能であることが指摘されていたが、本発明に従って、このドロップレットの存在比率および径を規制することによって、特に鉄損の向上に寄与し得るTiN 被膜の提供が初めて可能になった。
【図面の簡単な説明】
【図1】TiN 被膜におけるドロップレットの存在比およびその径と鉄損の向上度との関係を示す図である。
【図2】マルティ・アーク法を用いたTiN 被膜の形成後における、鉄損の向上度ΔWおよび曲げ剥離性と窒素流量との関係を示す図である。
【図3】マルティ・アーク法による被膜形成における、反応窒素ガス流量、バイアス電圧および鋼板表面温度の適正範囲を示す図である。
【図4】マルティ・アーク法を用いたTiN 被膜の形成において、窒素流量条件に応じた薄膜X線回折結果を比較して示す図である。
【図5】マルティ・アーク法を用いたTiN 被膜の形成を適切に行って得られたTiN 被膜の表面観察結果を示す写真、そして該被膜のEDXの元素分析結果を示す図である。
【発明の属する技術分野】
本発明は、TiN 系の張力付与被膜を有する、低鉄損一方向性珪素鋼板およびその製造方法に関するものである。特に、マルティ・アーク放電を含むアーク放電方式イオンプレーティングによって形成した、TiN 系セラミック被膜を有する低鉄損一方向性珪素鋼板およびその製造方法に関するものである。
【0002】
【従来の技術】
最近、一方向性珪素鋼板の製造において、フォルステライト下地被膜を有しない珪素鋼板 (いわゆる、膜無し材) の表面上に、PVD 、CVD 、スパッタリングまたはイオンインプランテーションを用いて、TiN 、TiO2、CrN 、TiC 、TiCN、Si3N4 、SiO2およびAlN 等や、Si系 (Si−N−O−C) の薄いセラミックスからなる、張力付与被膜を被成することによって、低鉄損の一方向性珪素鋼板を製造する方法が提案されている(例えば、特許文献1、特許文献2、特許文献3、特許文献4、特許文献5、特許文献6参照)。
【0003】
かような製造方法における長年の懸案事項は、高温長時間の歪取り焼鈍に耐え得る被膜の密着性と良好な曲げ特性を有し、しかも歪取り焼鈍時に懸念される鉄損の劣化なしに低鉄損を達成できる極薄のセラミック張力被膜を、効果的に被成することである。
【0004】
かかる一方向性珪素鋼の膜無し材の表面に、PVD 法を用いてセラミック被膜をコーティングする場合、特にTiN, TiO2, CrN, TiC, Ti(CN) 等のセラミック被膜を得るためには、蒸着粒子のイオン化率の高い、低電圧かつ大電流特性を有する中空陰極(HCD:Hollow Cathode Discharge) 方式のイオンプレーティングが最適とされている。また、CVD 法で同様のセラミック膜を成膜する際には、熱CVD およびプラズマCVD 法が用いられている (例えば、非特許文献1参照)。
【0005】
ところが、上記の中空陰極法や熱CVD およびプラズマCVD 法は、投入パワーが大きいが成膜速度を確保することが出来ないことから、被膜の形成に多大のコストを要するために、工業的規模の生産に適したものではなかった。また、中空陰極法ではTiを溶解するためのTaカソードが高価であることが指摘されている。
【0006】
この点、アーク放電法は、
▲1▼ イオン化率が80% と中空陰極法の20〜60% と比較して極端に高いこと。
▲2▼ 固体−固体反応蒸着を利用するため、被膜の形成は電気的制御が主になり、鋼板両面に同時成膜が可能であること。従って、中空陰極法やEB (エレクトロン・ビーム) +イオン化法等の、溶解−イオン粒子蒸着での片面成膜と異なって、プラズマコーティングの安定性を確保するのが容易であること、
▲3▼ アーク放電の利用により、直接TiターゲットからのTiイオン化粒子を蒸着できるため、中空陰極法やEB (エレクトロン・ビーム) +イオン化法等の溶解−イオン粒子蒸着の場合に必要な、Taカソードやビーム制御に用いる集束コイルを必要としないため、安定成膜が可能であると同時に、被膜形成コストが安価であること、
▲4▼ Tiイオン化粒子を直接基板 (珪素鋼板) へ成膜可能であるため、蒸着効率が良く、かつコーティング室の掃除が容易であること
等の利点がある。
かように、アーク放電法は工業的規模の生産に適しているが、アーク放電法を用いて形成した被膜は、その膜質が一定しないため、所期する張力付与効果が得られず、被膜による張力付与を利用した鉄損の改善は望めないものであった。
【0007】
ここに、特許文献7には、加工物の表面にTiN 膜を形成することについて、中空陰極法およびアーク放電法のそれぞれの問題を掲げ、両者を順次に用いて複合層を形成することによって、これらの問題を解消することが記載されている。なお、この技術は中空陰極法の併用が必須であるため、コストを重視する工業生産には不向きであるのは上述のとおりである。
【0008】
【特許文献1】
特公平5−77749号公報(特許請求の範囲)
【特許文献2】
特公平3−74488号公報(特許請求の範囲)
【特許文献3】
特公平4−61482号公報(特許請求の範囲)
【特許文献4】
特公平6−99822号公報(特許請求の範囲)
【特許文献5】
特公平6−99823号公報(特許請求の範囲)
【特許文献6】
特開平11−131252号公報(特許請求の範囲)
【特許文献7】
特公平4−24424号公報(コラム4)
【非特許文献1】
Y. Inokuti, K. Suzuki and Y. Kobayashi : Mat. Trans., JIM, 34 (1993),622 〜626
【0009】
【発明が解決しようとする課題】
上記のように、一方向性珪素鋼板におけるTiN 系被膜の形成を工業的規模で行う、すなわち低コストで行うには、アーク放電方式のイオンプレーティングを用いることが推奨されるが、その実現には、得られるTiN 系被膜の膜質を改善することが必須であった。
すなわち、本発明は、一方向性珪素鋼板における均質なTiN 系被膜の形成を、アーク放電方式イオンプレーティングにて実現した低鉄損一方向性珪素鋼板とその製造方法について提案することを目的とする。
【0010】
【課題を解決するための手段】
さて、上記した特許文献7のコラム4第10〜24行には、アーク放電法について、Ti製の陰極がアーク放電により蒸発する際に陰極上の溶融部であるアークスポットが厚いために、ここから飛び出すTi粒子に大きなものが含まれ、これがワーク(鋼板)表面に付着したのち、該表面から外れてピンホールになることが、記載されている。
【0011】
さらに、この大径のTi粒子に関して、神戸製鋼技報/Vol.50 No.2(Sep.2000)の第54頁左欄第7〜12行には、アークスポットから放出される、電気的に中性な溶滴であるドロップレットが被膜の表面粗さにはデメリットになることが記載されている。
【0012】
発明者は、以上の従来の知見を踏まえ、ドロップレットの存在がTiN 系被膜の均質化を阻害しているものと考え、その発生を抑制することを検討したが、アーク放電方式においてドロップレットの発生を完全に抑えることは不可能であった。そこで、TiN 系被膜の膜質に与えるドロップレットの影響について鋭意究明したところ、ドロップレットの存在比率並びに径を所定の範囲に規制することによって、TiN 系被膜の張力付与による鉄損の改善効果が得られることを見出し、本発明を完成するに到った。
【0013】
すなわち、本発明の要旨は、次のとおりである。
(1)仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成した一方向性珪素鋼板において、該TiN 系被膜中に、面積率で20%以下のドロップレットを含み、かつドロップレットの平均粒径が2.0 μm以下であることを特徴とする低鉄損一方向性珪素鋼板。
ここで、仕上げ焼鈍とは、ゴス方位に強く集積させるための二次再結晶焼鈍および純化焼鈍からなる最終仕上げ焼鈍を指す。
また、本発明におけるドロップレットとは、Ti製の陰極がアーク放電により蒸発する際に、Tiの固体状態部と蒸発部との間に存在する液相部が溶滴となって放出されTiN 系被膜に混入したものである。
【0014】
(2)仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成し、さらに該被膜上に絶縁被膜を形成した一方向性珪素鋼板において、該TiN 系被膜中に、面積率で20%以下のドロップレットを含み、かつドロップレットの平均粒径が0.01〜2.0 μmであることを特徴とする低鉄損一方向性珪素鋼板。
ここで、絶縁被膜とは、りん酸塩およびコロイダルシリカを主成分とする被膜を対象とする。
【0015】
(3)上記(1)または(2)において、TiN 系被膜が、TiN に加えてTi、TiNCおよびTiNOのいずれか1種または2種以上を含むことを特徴とする低鉄損一方向性珪素鋼板。
【0016】
(4)仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成するに当たり、鋼板表面温度:200 〜1000℃、窒素ガス流量:20〜200cc /min およびバイアス電圧:−30〜−500 Vの条件に従う、アーク放電方式イオンプレーティングを用いて成膜を行うことを特徴とする低鉄損一方向性珪素鋼板の製造方法。
【0017】
(5)上記(4)において、TiN 系被膜を形成したのち、さらにその上に絶縁被膜を形成することを特徴とする低鉄損一方向性珪素鋼板の製造方法。
【0018】
なお、ここでいうTiN 系被膜とは、TiN からなる被膜は勿論、TiN を主成分として、さらに上記(3)に記載した、Ti、TiNCおよびTiNOのいずれか1種または2種以上を含んでもよいことを意味している。
以下、単にTiN 被膜と示す。
【0019】
【発明の実施の形態】
以下、本発明を導くに到った実験結果について詳しく説明する。
C:0.077 mass%、Si:3.46mass%、Mn:0.078 mass%、Se:0.020 mass%、Sb:0.025 mass%、Al:0.022 mass%、Mo:0.012 mass%およびN:0.0073mass%を含有し、残部は実質的にFeおよび不可避的不純物の組成になる珪素鋼スラブを、1340℃で3時間加熱後、熱間圧延を施し、ついで1050℃の中間焼鈍を挟む2回の冷間圧延を施して0.23mm厚の最終冷延板とした。その後、圧延方向とほぼ直角方向に4mm間隔で、幅:200 μm 、深さ:20μm の溝を形成する磁区細分化処理を施したのち、 840℃の湿水素中で脱炭焼鈍を行い、ついで鋼板表面に SiO2(2mass%), Al2O3(3 mass %), MgO(75mass%), SbCl3( 15mass%) およびSr(OH)2(5mass%) を主成分とする焼鈍分離剤を塗布してから、 850℃で15時間保持後、12℃/hで1080℃まで昇温してゴス方位の2次再結晶粒を優先成長させた後、1210℃の乾水素中で純化焼鈍を施した。
【0020】
次いで、この膜無し一方向性珪素鋼板に、マルティ・アーク法によるイオンプレーティングを、鋼板表面温度、窒素ガス流量およびバイアス電圧の条件を種々に変化して施し、TiN 被膜(0.35 μm 厚) を形成した。
その後、このTiN 被膜の上に、コロイダルシリカと燐酸塩とを主成分とするコーティング液を塗布し、焼付けにより絶縁被膜を形成した。その後、窒素雰囲気中で800 ℃および3時間の歪取焼鈍を行った。
【0021】
かくして得られた一方向性珪素鋼板について、TiN 被膜による鉄損の向上度を調査した。すなわち、TiN 被覆前の鉄損値と、TiN 被覆後に絶縁被膜を形成し、さらに歪取焼鈍を施した後の鉄損値との差を評価した。
【0022】
その調査結果を、TiN 被膜におけるドロップレットの面積比との関係において整理して、図1(a) に示す。ここで、TiN 被膜におけるドロップレットの面積比は、走査型電子顕微鏡観察により、ドロップレットとTiN マトリックスの面積を5000倍の倍率で、10視野を撮影し求めた平均値とした。
【0023】
図1(a) に示すように、TiN 被膜におけるドロップレットの面積比が20%以下になると、鉄損の向上度が0.03W/kgを超えるようになり、被膜形成による鉄損の向上効果が得られることがわかる。
【0024】
次いで、ドロップレットの面積比が 8.0%のTiN 被膜を有する鋼板について、ドロップレットの平均粒径を調査した。その結果を、図1(b) に示すように、ドロップレットの平均粒径が2.0 μm以下になると、鉄損の向上度が0.06W/kgを超えるようになり、被膜形成による鉄損の向上度が格段に上昇することがわかる。
ここで、ドロップレットの平均粒径は、走査型電子顕微鏡観察により、5000倍の倍率で10視野を撮影し求めた平均値とした。
【0025】
以上の実験結果から、TiN 被膜中に、面積率で20%以下のドロップレットを含み、かつドロップレットの平均粒径が2.0 μm以下である場合に、TiN 被膜の形成による鉄損低減の効果が得られることが判明した。
【0026】
なお、仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 被膜を形成したのち、さらにTiN 被膜上に絶縁被膜を形成する場合は、ドロップレットの平均粒径が0.01μm以上とすることが有利である。すなわち、TiN 被膜中に、面積率で20%以下のドロップレットを含み、かつそのドロップレットの平均粒径を0.01〜2.0μmとすることによって、TiN 被膜の形成による特に優れた鉄損低減の効果が得られる。こうすることによって、TiN 被膜上に絶縁被膜を塗布・焼付けにより形成するのが容易となり、高温の歪取焼鈍後においても絶縁被膜の剥離を回避できるからである。特に、ドロップレットの平均粒径は0.02〜1.5 μmとすることが好ましい。
【0027】
次に、TiN 被膜中のドロップレットを上記の条件に規制するための手段について、検討した。
すなわち、上記した実験において、マルティ・アーク法によるイオンプレーティングを、鋼板表面温度:800 ℃、投入電力:25V、150 Aおよびバイアス電圧:−200 Vの条件を共通にして、窒素ガス流量を、(A) 700 cc/minおよび (B)40 cc/min の2条件で行い、それぞれ(A)0.35 μm 厚および(B)0.30 μm 厚のTiN膜を被成した。
【0028】
その後、コロイダルシリカおよび燐酸塩を主成分とするコーティング液を、塗布し、焼付けにより絶縁被膜を形成した後、窒素雰囲気中で800 ℃および3時間の歪取焼鈍を行った。
かくして得られた一方向性珪素鋼板について、磁気特性および被膜の曲げ剥離性について調査した結果を、表1に纏めて示す。
また、曲げ剥離性は、鋼板に180 °曲げを付与した際に、被膜剥離が発生しない曲げ最小直径をもって評価した。
【0029】
【表1】
表1から明らかなように、(B) の条件にて成膜を行うと、TiN 被膜の形成後に、さらに絶縁被膜を形成したのち、窒素雰囲気中で800 ℃および3時間の歪取焼鈍を行った後の、磁気特性、特に鉄損特性W17/50が0.56W/kgと極端に優れた値を示し、また最小曲げ直径も20mmφで曲げ剥離性に全く問題の無いものが得られた。
これに対して、(A) の条件、すなわち通常の反応窒素流量に従うマルティ・アーク法を用いて、得られた電磁鋼板は、磁気特性、特に鉄損特性W17/50が0.77W/kgと鉄損の向上は不十分であり、最小曲げ直径が60mmφと曲げ剥離性が劣るため、製品として使用不可能であることがわかる。
【0031】
さらに、同様の実験条件において、反応窒素流量の条件(A) および(B) について、鉄損向上度ΔWおよび曲げ剥離性との関係を調査した。その結果を、図2(a)および(b)にそれぞれ示すように、マルティ・アーク法を用いた場合、鉄損向上度ΔWと曲げ剥離の状況が反応窒素量に大きく依存していることが判る。
以上の実験から、マルティ・アーク法によるイオンプレーティングで形成したTiN 被膜による鉄損の改善効果を得るには、反応窒素流量に代表される条件を適正化する必要のあることが判明した。
【0032】
そこで、図1に示した実験結果から得られた知見、すなわちマルティ・アーク法によるイオンプレーティングで形成したTiN 被膜における、ドロップレットが図1に示した適正範囲にあれば、鉄損向上度ΔWが0.06W/kg以上になることを踏まえ、マルティ・アーク法によるイオンプレーティングにおける諸条件を種々に変化させ、その他は上述の実験と同様の条件として、絶縁被膜付きの一方向性珪素鋼板を製造し、その鉄損を測定して、諸条件の適正範囲を究明した。その結果を整理して、図3に示す。
【0033】
すなわち、図3から明らかなように、鉄損向上度ΔWを0.06W/kg以上にするためには、鋼板表面温度:200 〜1000℃、窒素ガス流量:20〜200cc /min およびバイアス電圧:−30〜−500 Vの条件に従う、マルティ・アーク放電方式イオンプレーティングを用いて成膜を行うことが不可欠の条件となる。
【0034】
ここで、上記した条件(A) および(B) に従って得られたTiN 被膜について、薄膜X線回折の結果を、図4(a)および(b)に比較して示す。すなわち、(A)の通常条件では、TiN の(111)に強く配向したピークと(200)と(220)ピークが検出される。また、Feの(110)と(200)ピークも同時に検出される。
【0035】
これに対して、(B) の条件では、TiN の(111)、(200)、(220)の強く配向したピークの検出される以外に、Tiの弱いピークとTiNOのオーダリングを示す弱いピークが検出される。
すなわち、弱いTiの検出はドロップレットの存在を示唆している。また、TiNOのオーダリングはゴス方位2次再結晶粒の上へのエピタキシャル成長と関連している。
【0036】
さらに、図5に、上記した条件(B) に従って得られたTiN 被膜について、走査型電子顕微鏡観察によるTiN 被膜表面の写真と、そのエネルギ分散型蛍光X線分析 Energy Dispersive X−ray Fluorescence Spectrometer(EDX)による分析結果とを示すように、TiN 被膜中に0.05〜1.1 μmの粒径のドロップレットを含有していることがわかる。
【0037】
なお、TiN 被膜上に絶縁被膜を形成する場合に、TiN 被膜中のドロップレットの径を0.01μm以上とするには、カソード近傍に磁場発生手段を設け、磁場を制御する。
【0038】
【実施例】
C:0.071 mass%、Si:3.35mass%、Mn:0.077 mass%、Se:0.020 mass%、Sb:0.025 mass%、Al:0.021 mass%、Mo:0.011 mass%およびN:0.0073mass%を含有し、残部は実質的にFeおよび不可避的不純物の成分組成になるスラブを、1340℃で3時間加熱後、熱間圧延を施し、ついで1020℃の中間焼鈍を挟む2回の冷間圧延を施して0.23mm厚の最終冷延板とした。その後、圧延方向とほぼ直角方向に4mm間隔で、幅:200 μm および深さ:20μm の溝を形成する磁区細分化処理を施したのち、 840℃の湿水素中で脱炭焼鈍を行い、ついで鋼板表面にCaSiO3(2 mass %), Al2O3(8 mass %), MgO(65mass %), SiO2(10mass%) 、AlCl3(mass%) 、SbCl3(mass%), Sr(OH)2( 5mass%) を主成分とする焼鈍分離剤を塗布してから、 850℃で15時間保持後、11℃/hで1050℃まで昇温してゴス方位の2次再結晶粒を優先成長させた後、1220℃の乾水素中で純化焼鈍を施した。
【0039】
次に、この膜無し一方向性珪素鋼板の表面に、マルティ・アーク法を用いてTiN 被膜を、表2に示す条件に従って、0.4 μm 厚にて形成した。その後、TiN 被膜付き鋼板の一部につき、コロイダルシリカおよび燐酸塩を主成分とする絶縁被膜を塗布・焼付けによって形成した後、窒素雰囲気中で800℃および3時間の歪取焼鈍を行った。絶縁被膜の有無およびマルティ・アーク法の処理条件を表2に示す。
【0040】
かくして得られたTiN 被膜付き鋼板、そして絶縁被膜付き鋼板について、そのTiN 被膜中のドロップレットの存在比および径を測定するとともに、磁気特性および曲げ剥離性の評価を行った。その結果を、表3に示す。本発明に従う一方向性珪素鋼板は、鉄損W17/50が0.56W/kgと極めて低いことが注目される。さらに、その場合の曲げ剥離性も20mmφの曲げで剥離無しで、優れている。
【0041】
【表2】
【表3】
【発明の効果】
アーク放電法は、例えば中空陰極法の溶解−イオン粒子による成膜と異って、固体−固体成膜であるため、ドロップレットが多くなって均質な被膜形成が不可能であることが指摘されていたが、本発明に従って、このドロップレットの存在比率および径を規制することによって、特に鉄損の向上に寄与し得るTiN 被膜の提供が初めて可能になった。
【図面の簡単な説明】
【図1】TiN 被膜におけるドロップレットの存在比およびその径と鉄損の向上度との関係を示す図である。
【図2】マルティ・アーク法を用いたTiN 被膜の形成後における、鉄損の向上度ΔWおよび曲げ剥離性と窒素流量との関係を示す図である。
【図3】マルティ・アーク法による被膜形成における、反応窒素ガス流量、バイアス電圧および鋼板表面温度の適正範囲を示す図である。
【図4】マルティ・アーク法を用いたTiN 被膜の形成において、窒素流量条件に応じた薄膜X線回折結果を比較して示す図である。
【図5】マルティ・アーク法を用いたTiN 被膜の形成を適切に行って得られたTiN 被膜の表面観察結果を示す写真、そして該被膜のEDXの元素分析結果を示す図である。
Claims (5)
- 仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成した一方向性珪素鋼板において、該TiN 系被膜中に、面積率で20%以下のドロップレットを含み、かつドロップレットの平均粒径が2.0 μm以下であることを特徴とする低鉄損一方向性珪素鋼板。
- 仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成し、さらに該被膜上に絶縁被膜を形成した一方向性珪素鋼板において、該TiN 系被膜中に、面積率で20%以下のドロップレットを含み、かつドロップレットの平均粒径が0.01〜2.0 μmであることを特徴とする低鉄損一方向性珪素鋼板。
- 請求項1または2において、TiN 系被膜が、TiN に加えてTi、TiNCおよびTiNOのいずれか1種または2種以上を含むことを特徴とする低鉄損一方向性珪素鋼板。
- 仕上げ焼鈍済みの一方向性珪素鋼板の表面に、TiN 系被膜を形成するに当たり、鋼板表面温度:200 〜1000℃、窒素ガス流量:20〜200cc /minおよびバイアス電圧:−30〜−500 Vの条件に従う、アーク放電方式イオンプレーティングを用いて成膜を行うことを特徴とする低鉄損一方向性珪素鋼板の製造方法。
- 請求項4において、TiN 系被膜を形成したのち、さらにその上に絶縁被膜を形成することを特徴とする低鉄損一方向性珪素鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003155121A JP2004353065A (ja) | 2003-05-30 | 2003-05-30 | 低鉄損一方向性珪素鋼板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003155121A JP2004353065A (ja) | 2003-05-30 | 2003-05-30 | 低鉄損一方向性珪素鋼板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004353065A true JP2004353065A (ja) | 2004-12-16 |
Family
ID=34049589
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003155121A Pending JP2004353065A (ja) | 2003-05-30 | 2003-05-30 | 低鉄損一方向性珪素鋼板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004353065A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101294944B1 (ko) | 2010-12-28 | 2013-08-08 | 주식회사 포스코 | 초고장력 코팅막을 갖는 방향성 전기 강판 및 그 제조 방법 |
| CN110214195A (zh) * | 2016-12-23 | 2019-09-06 | 株式会社Posco | 金色钢板及其制造方法 |
-
2003
- 2003-05-30 JP JP2003155121A patent/JP2004353065A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101294944B1 (ko) | 2010-12-28 | 2013-08-08 | 주식회사 포스코 | 초고장력 코팅막을 갖는 방향성 전기 강판 및 그 제조 방법 |
| CN110214195A (zh) * | 2016-12-23 | 2019-09-06 | 株式会社Posco | 金色钢板及其制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5856148B2 (ja) | 混合結晶層を蒸着するためのpvdハイブリッド法 | |
| EP2940180B1 (en) | Steel sheet coated with aluminum-magnesium, and method for manufacturing same | |
| JPWO2018074486A1 (ja) | 方向性電磁鋼板および方向性電磁鋼板の製造方法 | |
| US6811900B2 (en) | Unidirectional silicon steel sheet of ultra-low iron loss and method for production thereof | |
| JP2004353065A (ja) | 低鉄損一方向性珪素鋼板およびその製造方法 | |
| JP6410002B1 (ja) | 方向性電磁鋼板および方向性電磁鋼板の製造方法 | |
| WO2018074462A1 (ja) | 方向性電磁鋼板および方向性電磁鋼板の製造方法 | |
| JP2003129196A (ja) | 超低鉄損一方向性珪素鋼板およびその製造方法 | |
| JP4206942B2 (ja) | 鉄損が極めて低くかつ被膜密着性に優れた方向性電磁鋼板およびその製造方法 | |
| JP2004238669A (ja) | 超低鉄損一方向性珪素鋼板およびその製造方法ならびに成膜装置 | |
| JP2019123936A (ja) | 方向性電磁鋼板の製造方法 | |
| JP2004027348A (ja) | 被膜密着性に優れた超低鉄損一方向性珪素鋼板の製造方法 | |
| JPS63192855A (ja) | 密着性、均一性および耐食性に優れたセラミツク被膜をそなえる低炭素鋼板およびステンレス鋼板の製造方法 | |
| JP2003342699A (ja) | 被膜密着性に優れ、歪取り焼鈍後に特性劣化のない超低鉄損一方向性珪素鋼板の製造方法 | |
| JP2002256420A (ja) | 高バイアス印加装置および成膜装置ならびに方向性珪素鋼板の製造方法 | |
| JP2005340334A (ja) | セラミック被覆磁性材料およびその製造方法 | |
| JPH01316455A (ja) | 一方向性珪素鋼板の磁気特性向上方法 | |
| JPS63145766A (ja) | 密着性、耐食性および均質性に富む表面被膜をそなえる大表面積鋼板の製造方法 | |
| JPH0572467B2 (ja) | ||
| JPH0551668B2 (ja) | ||
| JP2004339589A (ja) | ホローカソードガン | |
| JP2004115887A (ja) | 放電特性に優れたホローカソードガン | |
| KR20020050012A (ko) | 초고규소강판의 제조방법 | |
| JPH03111554A (ja) | 耐摩耗性の優れたセラミック被膜をそなえる鋼板の製造方法 | |
| JP2005048280A (ja) | スパッタリングターゲットおよびその製造方法 |