JP2005124258A - ステッピングモータ - Google Patents
ステッピングモータ Download PDFInfo
- Publication number
- JP2005124258A JP2005124258A JP2003353748A JP2003353748A JP2005124258A JP 2005124258 A JP2005124258 A JP 2005124258A JP 2003353748 A JP2003353748 A JP 2003353748A JP 2003353748 A JP2003353748 A JP 2003353748A JP 2005124258 A JP2005124258 A JP 2005124258A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- outer peripheral
- peripheral edge
- bobbin
- hollow disc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000696 magnetic material Substances 0.000 claims abstract description 12
- 230000002093 peripheral effect Effects 0.000 claims description 106
- 238000004804 winding Methods 0.000 abstract description 19
- 230000008878 coupling Effects 0.000 abstract 1
- 238000010168 coupling process Methods 0.000 abstract 1
- 238000005859 coupling reaction Methods 0.000 abstract 1
- 239000011347 resin Substances 0.000 description 6
- 229920005989 resin Polymers 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 230000002411 adverse Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000005389 magnetism Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images


Landscapes
- Motor Or Generator Frames (AREA)
Abstract
【課題】磁極板とケースとを十分に密着させること、大型化やトルクの低下を防止することにある。
【解決手段】巻線(コイル)23が巻回されたボビン22の内周面に沿って配置される極歯(磁極部)21dおよびボビン22の軸方向の端面に沿って配置される中空円板部(板状部)21cを有する磁性材製のヨーク(磁極板)21と、ヨーク21における中空円板部21cを内方に配した状態で中空円板部21cの外周縁21bに嵌合する周壁部(筒状部)41を有し、ヨーク21とともに磁気回路の一部を構成する磁性材製のケース4とを備え、中空円板部21cの外周縁21bには、外周縁21bに対して窪んだ形状の凹状部21fを設け、周壁部41には、中空円板部21cの外周縁21bに嵌合した状態で凹状部21fに没入させてなる連結凹部41aを設けるべく構成している。
【選択図】 図1
【解決手段】巻線(コイル)23が巻回されたボビン22の内周面に沿って配置される極歯(磁極部)21dおよびボビン22の軸方向の端面に沿って配置される中空円板部(板状部)21cを有する磁性材製のヨーク(磁極板)21と、ヨーク21における中空円板部21cを内方に配した状態で中空円板部21cの外周縁21bに嵌合する周壁部(筒状部)41を有し、ヨーク21とともに磁気回路の一部を構成する磁性材製のケース4とを備え、中空円板部21cの外周縁21bには、外周縁21bに対して窪んだ形状の凹状部21fを設け、周壁部41には、中空円板部21cの外周縁21bに嵌合した状態で凹状部21fに没入させてなる連結凹部41aを設けるべく構成している。
【選択図】 図1
Description
本発明は、磁性材製の磁極板と当該磁極板の周囲を囲む同じく磁性材製のケースとを備えたステッピングモータに関するものである。
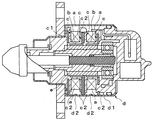
この種のステッピングモータとしては、例えば、特許文献1に記載のものが知られている。このステータは、図6に示すように、2つのボビンbが軸方向に一体的に連結されており、各ボビンbに巻線(コイル)aが巻回されるようになっている。また、各ボビンbには、磁性材製の磁極板cが一体的に設けられている。
磁極板cは、ボビンbの内周面に沿って配置される複数の極歯(磁極部)c1および当該ボビンbの軸方向の端面に沿って配置される板状部c2を有しており、1つのボビンbに対して2つ設けられるようになっている。すなわち、磁極板cは、ボビンbの軸方向の各端面に板状部c2を配置し、極歯c1をボビンbの内周面に沿って交互に配置することにより、1つのボビンbに対して2つ設けられるようになっている。また、2つのボビンbが隣接する端面に配置された板状部c2は、互いに背中合わせに当接した状態になっている。
一方、一体的に連結された各ボビンbの外周側は、磁性材製のケースdによって覆われるようになっている。ケースdは、各磁極板cにおける板状部c2の外周縁と嵌合する円筒部(筒状部)d1を有しており、磁極板cとともに磁気回路の一部を構成するようになっている。
各磁極板cとケースdとは、巻線aを挟んで配置された板状部c2の間の円筒部d1の一部を巻線a側に押圧することにより形成した凹部d2によって、円筒部d1の内周面を板状部c2の外周縁に密着させ、これによって円筒部d1と各板状部c2との境界部における磁力線の漏れを抑えるようになっている。
また、このステッピングモータは、極歯c1の内方に、周方向に多極着磁された永久磁石を有するロータeを備えた構成になっている。
ところで、上記ステッピングモータにおいては、円筒部d1の一部を内方に塑性変形させることによって凹部d2を形成しているが、このように凹部d2を形成した場合でも、その形成後のスプリングバックによって円筒部d1の一部が板状部c2の外周縁から離れる方向に若干変位することになる。このため、円筒部d1の内周面を板状部c2の外周縁に十分に密着させることができないことがある。
このような不具合を防止するためには、凹部d2の内方への塑性変形量を増加させる必要があるが、この場合には、ケース24が巻線aに近接することになることから、巻線aとケース24との間の絶縁耐圧抵抗が低下することになる。
この場合、巻線aとケース24との間の絶縁耐圧抵抗を十分得るためには、巻線aの巻き数を減少させるか、板状部c2の外周縁および円筒部d1の内周面の径を増大させる必要がある。
ただし、巻線aの巻き数を低減した場合には、ロータeに発生するトルクが低下することになり、板状部c2の外周縁および円筒部d1の内周面の径を増大させた場合には、ステッピングモータが大型化してしまうという新たな問題が生じることになる。
特開平5−284717号公報
この発明は、上記事情に鑑みてなされたものであり、磁極板とケースとを十分に密着させることができ、かつ大型化やトルクの低下を防止することのできるステッピングモータを提供することを課題としている。
上記課題を解決するため、この発明のステッピングモータは、コイルが巻回されたボビンの内周面に沿って配置される磁極部および上記ボビンの軸方向の端面に沿って配置される板状部を有する磁性材製の磁極板と、この磁極板における上記板状部を内方に配した状態で当該板状部の外周縁に嵌合する筒状部を有し、上記磁極板とともに磁気回路の一部を構成する磁性材製のケースとを備えたステッピングモータであって、上記板状部の外周縁には、当該外周縁に対して窪んだ形状の凹状部を設け、上記筒状部には、上記板状部の外周縁に嵌合した状態で上記凹状部に没入させてなる連結凹部を設けていることを特徴としている。
上記のように構成された発明によれば、磁極板における板状部の外周縁に凹状部を設け、ケースにおける筒状部に上記外周縁に嵌合した状態で上記凹状部に没入させてなる連結凹部を設けているので、筒状部の内周面を板状部の外周縁に確実に密着させることができる。
すなわち、板状部の外周縁に筒状部を嵌合した状態において、板状部の外周縁と筒状部の内周面との間に嵌合上の隙間が若干あいていても、筒状部の一部を連結凹部として板状部の凹状部に没入させることによって、筒状部の周方向の長さを縮減することができ、これにより筒状部の内周面を板状部の外周縁に密着させることができる。この場合、連結凹部も板状部の凹状部に密着させることができる。
しかも、連結凹部が板状部の凹状部に係合した状態になるので、筒状部の内周面と板状部の外周縁との密着状態を確実に維持することができるとともに、磁極板とケースとを強固に連結することができる。
したがって、磁極板とケースとの境界部における磁力線の漏れを極力防止することができるとともに、磁極板とケースとを強固に連結することができる。
また、筒状部における板状部の外周縁に対応する部分を連結凹部によって縮径することができるので、連結凹部としては小さな変形量であっても、筒状部の内周面の径を板状部の外周縁の径に対して十分縮小することができ、筒状部の内周面を板状部の外周縁に強く密着させることができる。すなわち、筒状部における板状部から離れた部分に凹部を形成する従来例に比べて、連結凹部の変形量を小さく抑えても、筒状部の内周面を板状部の外周縁に確実に密着させることができる。
したがって、連結凹部を形成した後においても、コイルとケースとの間の絶縁耐圧抵抗を十分高い状態に維持することができるので、コイルの巻き数を低減することによりステッピングモータのトルクが低下したり、板状部の外周縁および筒状部の内周面の径を増大させることによりステッピングモータが大型化したりするという弊害が生じるのを防止することができる。
以下、この発明の一実施の形態を図1〜図5を参照しながら説明する。
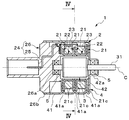
この実施の形態で示すステッピングモータ1は、図1〜図3に示すように、ステータ2と、周方向に多極着磁された永久磁石を有するロータ3と、ケース4と、ロータ3の軸心部に配置されたシャフト31をステータ2およびケース4に対して回転自在に保持する一対のボールベアリング(軸受)5とを備えた構成になっている。
ステータ2は、磁気回路を構成するための複数のヨーク(磁極板)21と、これらのヨーク21を一体的に保持し、軸方向に連結された一対の樹脂製のボビン22と、各ボビン22に巻回される巻線(コイル)23と、一方のボビン22の軸線方向の一端部側に配置されたコネクタ24とを備えている。また、コネクタ24は、各ボビン22に巻回された巻線23を図示しない雌コンタクト(外部の導体)に接続するための複数(この実施の形態では6本)のピン25と、これらのピン25を一体的に保持する樹脂製のコネクタハウジング26とを備えた構成になっている。ピン25と巻線23とは例えば半田付けにより接続されるようになっている。
ヨーク21は、図5に示すように、鉄等の磁性体によって一体的に形成されたものであり、円形状の内周縁21aおよび外周縁21bが同軸状に形成された中空円板部(板状部)21cと、当該中空円板部21cの内周縁21aから軸線方向に屈曲成形された複数(この実施の形態では6個)の極歯(磁極部)21dと、中空円板部21cにおける外周縁21bの一部を直線状に切り欠いてなる切欠部21eとを備えている。
すなわち、ヨーク21は、後述するボビン22の内周面に沿って配置される極歯21dおよびボビン22の軸方向の端面に沿って配置される中空円板部21cによって一体的に形成されている。
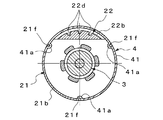
さらに、ヨーク21には、切欠部21eを除く外周縁21bに、当該外周縁21bに対して内周縁21a側に窪んだ形状の凹状部21fが複数(この実施の形態では3つ)設けられている。
各凹状部21fは、円弧状の凹状に形成されており、外周縁21bにおける、切欠部21eの一端および他端に近接する2位置およびこれらの2位置の間のほぼ中央の位置に設けられている。
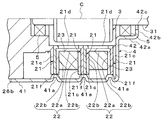
このように構成されたヨーク21は、図1〜図4に示すように、1つのボビン22に対して2つ設けられるようになっている。すなわち、ヨーク21は、図2に示すように、ボビン22の軸方向の各端面に中空円板部21cを配置し、極歯21dをボビン22の内周面に沿って交互に配置することにより、1つのボビン22に対して2つ設けられるようになっている。また、各ボビン22の隣接する端面に配置された中空円板部21cは、互いに背中合わせの状態で当接するようになっている。
また、各ヨーク21は、同一軸線上に配置されるようになっており、各中空円板部21cの外周縁および各極歯21dの内周面を除く部分が一対のボビン22を構成する樹脂によって覆われているとともに、当該樹脂によって固定的に保持されるようになっている。
さらに、背中合わせに当接した中央の中空円板部21cは、各凹状部21fが同一の位置となるように設置されている。
各ボビン22は、図2に示すように、円筒部22aと、当該円筒部22aの軸方向の各端部から円板状に拡径するフランジ部22bとにより一体に形成されており、円筒部22aの内周面に沿って上述の極歯21dが配置されるようになっているとともに、各フランジ部22bの軸方向外方の端面に沿って上述の中空円板部21cが配置されるようになっている。
また、各ボビン22は、樹脂(例えばPBT)で一体に成形されることにより、上記各ヨーク21を取り入れた状態で軸方向に連結された状態になるようになっている。なお、ボビン22は、後述するコネクタハウジング26とも一体に成形されるようになっている。
また、各ヨーク21は、中空円板部21cにおける切欠部21eを除く外周縁21bに沿う部分がボビン22における各フランジ部22bの外周縁から半径方向の外方に突出されている。さらに、各凹状部21fは、中空円板部21cにおける各フランジ部22bから半径方向の外方に突出した部分に形成されている。
コネクタハウジング26は、連結されたボビン22の軸線方向の一方に、当該ボビン22と同一の樹脂により一体に形成されている。
また、コネクタハウジング26には、図3に示すように、ボビン22側の端面に、上述した一対のボールベアリング5のうち一方を保持する軸受孔26aが形成されている。この軸受孔26aは、ボビン22の中心線Cと同軸上の位置に形成されている。
ケース4は、鉄等の磁性体によって一体的に形成されたものであり、円筒状の周壁部(筒状部)41と、当該周壁部41の一方の端部を閉塞する平板状の蓋体42とを備えている。周壁部41は、その内周面が各ヨーク21の外周縁21bおよびコネクタハウジング26の外周面26bに嵌合するように形成されており、蓋体42は、ステータ2における連結されたボビン22のコネクタハウジング26が一体に形成された端部とは反対側の端面に当接するようになっている。
また、蓋体42には、その軸心位置に、上記一対のボールベアリング5のうち他方を保持する軸受突部42aが形成されており、この軸受突部42aの端面42bにはロータ3と一体化されたシャフト31を挿通する貫通孔42cが形成されている。
さらに、ケース4の周壁部41には、当該周壁部41をヨーク21の外周縁21bおよびコネクタハウジング26の外周面26bに嵌合させ、かつ蓋体42をステータ2における連結されたボビン22のコネクタハウジング26が一体に形成された端部とは反対側の端面に当接させた状態において、ヨーク21の外周縁21bの各凹状部21fに没入させるべく塑性変形させてなる連結凹部41aが形成されている。
また、図4において、22dは、ボビン22のフランジ部22bの外周部に設けられた巻線23を通す溝である。
次ぎに、上記のように構成されたステッピングモータ1の製造方法を説明する。
まず、ボビン22およびコネクタハウジング26を成形する図示しない金型内に上述した複数のヨーク21およびピン25をインサートしてから、当該金型内に樹脂を注入する。これにより、各ヨーク21および各ピン25を組み込んだボビン22およびコネクタハウジング26が完成する。
そして、図1および図3に示すように、各ボビン22に巻線23を巻回してから、各巻線23の端部を各ピン25の一端部に半田付けする。
また、コネクタハウジング26の軸受孔26aに一方のボールベアリング5を嵌合させ、このボールベアリング5にロータ3におけるシャフト31の基端部を挿入する。さらに、軸受突部42aに他方のボールベアリング5を嵌合したケース4の周壁部41をヨーク21の外周縁21bおよびコネクタハウジング26の外周面26bに嵌合するとともに、シャフト31の先端部を他方のボールベアリング5および貫通孔42cから外方に突出さ、かつ蓋体42をステータ2における連結されたボビン22のコネクタハウジング26が一体に形成された端部とは反対側の端面に当接させる。
次に、図2および図4に示すように、周壁部41における各中空円板部21cの各凹状部21fに対応する部分を、当該各凹状部21fに没入させるべくかしめることにより、当該各凹状部21fに密着する連結凹部41aを形成する。
これにより、ケース4は、各ヨーク21を介してステータ2に強固に固定された状態になり、かつ当該ステータ2とともに、各ボールベアリング5を介してロータ3を回転自在に支持する状態になる。
なお、接着剤、溶接、ねじ等の固定手段を用いてケース4とステータ2とをさらに強固に連結するようにしてもよい。また、ステータ2を、上述のように、ヨーク21と、ボビン22と、巻線23と、コネクタ24とを備えたものと定義したが、ケース4をステータ2の一構成要素としてもよい。
上記のように構成されたステッピングモータ1においては、中空円板部21cの外周縁21bに凹状部21fを設け、周壁部41に凹状部21fに没入すべく形成した連結凹部41aを設けているので、周壁部41の内周面を中空円板部21cの外周縁21bに確実に密着させることができる。
すなわち、中空円板部21cの外周縁21bに周壁部41を嵌合した状態において、当該外周縁21bと周壁部41の内周面との間に嵌合上の隙間が若干あいていても、周壁部41の一部を連結凹部41aとして中空円板部21cの凹状部21fに没入させることによって、周壁部41の周方向の長さを縮減することができ、当該周壁部41の内周面を中空円板部21cの外周縁21bに密着させることができる。この際、連結凹部41aも凹状部21fに密着させることができる。
しかも、連結凹部41aが中空円板部21cの凹状部21fに係合した状態になるので、周壁部41の内周面と中空円板部21cの外周縁21bとの密着状態を確実に維持することができるとともに、ヨーク21とケース4とを強固に連結することができる。
したがって、一の巻線23で発生した磁気が当該巻線23に対応する一のヨーク21における極歯21dからロータ3の所定の磁極に流れ、当該磁極から他のヨーク21の極歯21dに流れるとともに、当該他のヨーク21から周壁部41を介して再び一のヨーク21に流れる磁気回路の一部を上記各ヨーク21および周壁部41によって構成することができる。しかも、ヨーク21とケース4との境界部における磁力線の漏れを極力防止することができる。よって、ステッピングモータの効率の向上を図ることができる。
また、周壁部41における中空円板部21cに対応する部分を連結凹部41aによって縮径することができるので、連結凹部41aとしては小さな変形量であっても、周壁部41の径を中空円板部21cの外周縁21bの径に対して十分縮径することができ、周壁部41の内面を中空円板部21cの外周縁21bに強固に密着させることができる。すなわち、周壁部41における中空円板部21cの外周縁21bから離れた位置に凹部を形成する従来例の場合に比べて、連結凹部41aの変形量を小さく抑えても、周壁部41の内周面を中空円板部21cの外周縁21bに確実に密着させることができる。
したがって、連結凹部41aを形成した後においても、巻線23とケース4との間の絶縁耐圧抵抗を十分高い状態に維持することができる。よって、巻線23の巻き数を低減することによりステッピングモータのトルクが低下したり、中空円板部21cの外周縁21bおよび周壁部41の内周面の径を増大させることによりステッピングモータが大型化するという弊害が生じるを防止することができる。
さらに、中空円板部21cの外周縁21bにおける、切欠部21eの一端および他端に近接する2位置およびこれらの2位置の間のほぼ中央の位置の3カ所に凹状部21fを設けているので、切欠部21eの近傍の各凹状部21fに対して連結凹部41aを形成した後に、ほぼ中央の位置の凹状部21fに対して連結凹部41aを形成することにより、切欠部21eに対応する部分の周壁部41の縮径を抑えながら、外周縁21bに対応する部分の周壁部41を縮径することができる。
したがって、切欠部21eを有する場合でも、周壁部41を中空円板部21cの外周縁21bに確実に密着させることができる。
なお、上記実施の形態においては、ヨーク21に3つの凹状部21fを設けるように構成したが、この凹状部21fは、1つであってもよく、また2以上の複数であってもよい。
ただし、上述のように、切欠部21eが1以上ある場合には、外周縁21bにおける切欠部21eの近傍の各位置に凹状部21fを設け、これらの凹状部21fの間に1以上の凹状部21fを設けるとともに、各凹状部21fに没入する連結凹部41aを周壁部41に形成することが好ましい。
1 ステッピングモータ
4 ケース
21 ヨーク(磁極板)
21b 外周縁
21c 中空円板部(板状部)
21d 極歯(磁極部)
21f 凹状部
22 ボビン
23 巻線(コイル)
41 周壁部(筒状部)
41a 連結凹部
4 ケース
21 ヨーク(磁極板)
21b 外周縁
21c 中空円板部(板状部)
21d 極歯(磁極部)
21f 凹状部
22 ボビン
23 巻線(コイル)
41 周壁部(筒状部)
41a 連結凹部
Claims (1)
- コイルが巻回されたボビンの内周面に沿って配置される磁極部および上記ボビンの軸方向の端面に沿って配置される板状部を有する磁性材製の磁極板と、この磁極板における上記板状部を内方に配した状態で当該板状部の外周縁に嵌合する筒状部を有し、上記磁極板とともに磁気回路の一部を構成する磁性材製のケースとを備えたステッピングモータであって、
上記板状部の外周縁には、当該外周縁に対して窪んだ形状の凹状部を設け、
上記筒状部には、上記板状部の外周縁に嵌合した状態で上記凹状部に没入させてなる連結凹部を設けていることを特徴とするステッピングモータ。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003353748A JP2005124258A (ja) | 2003-10-14 | 2003-10-14 | ステッピングモータ |
| EP04746102.5A EP1641107B1 (en) | 2003-06-27 | 2004-06-18 | Stepping motor and method of manufacturing the same |
| PL04746102.5T PL1641107T3 (pl) | 2003-06-27 | 2004-06-18 | Silnik krokowy i sposób jego wytwarzania |
| BRPI0410597-4A BRPI0410597B1 (pt) | 2003-06-27 | 2004-06-18 | Motor passo a passo |
| US10/555,413 US7378768B2 (en) | 2003-06-27 | 2004-06-18 | Stepping motor and method of manufacturing the same |
| PCT/JP2004/008600 WO2005002028A1 (ja) | 2003-06-27 | 2004-06-18 | ステッピングモータおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003353748A JP2005124258A (ja) | 2003-10-14 | 2003-10-14 | ステッピングモータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005124258A true JP2005124258A (ja) | 2005-05-12 |
Family
ID=34611949
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003353748A Pending JP2005124258A (ja) | 2003-06-27 | 2003-10-14 | ステッピングモータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005124258A (ja) |
-
2003
- 2003-10-14 JP JP2003353748A patent/JP2005124258A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5319333B2 (ja) | 電動機 | |
| JP5343543B2 (ja) | スピンドルモータ及びそれを用いたディスク駆動装置 | |
| JP4684689B2 (ja) | ステッピングモータ | |
| JP2009005486A (ja) | Pm型ステッピングモータ | |
| US8629593B2 (en) | Spindle motor with sleeve holder including cylindrical part, seating part, and coupling part | |
| JP4703192B2 (ja) | ステッピングモータ | |
| JP2005168127A (ja) | 永久磁石式回転子 | |
| JP4600886B2 (ja) | モータ | |
| JP2008312402A (ja) | アキシャルエアギャップ型電動機 | |
| JP2010075040A (ja) | ハウジングレス電動機 | |
| JP2005124258A (ja) | ステッピングモータ | |
| JP2005094927A (ja) | 回転電機および回転電機に用いられる電機子用駆動コイル | |
| JP4743257B2 (ja) | 回転電機の回転子およびその製造方法 | |
| JP4652862B2 (ja) | 分割コア式モータのステータ組み付け方法および組み付け用治具 | |
| JP5034070B2 (ja) | ステッピングモータ | |
| JP3906101B2 (ja) | モータ、およびその製造方法 | |
| JP2001128409A (ja) | リード線付き小型モータ | |
| JP2005020938A (ja) | ステッピングモータおよびその製造方法 | |
| JP5141861B2 (ja) | ステッピングモータ | |
| JP2021164268A (ja) | 永久磁石電動機 | |
| JP2002233120A (ja) | 電磁回転機 | |
| CN204290531U (zh) | 电动机的转子、电动机和空调机 | |
| JP2009207326A (ja) | モータ用コミュテータ | |
| JP4884875B2 (ja) | モータ | |
| JP4629100B2 (ja) | ステッピングモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050705 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080415 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080805 |