JP2005178451A - エアバッグドア表皮の製造方法 - Google Patents
エアバッグドア表皮の製造方法 Download PDFInfo
- Publication number
- JP2005178451A JP2005178451A JP2003419015A JP2003419015A JP2005178451A JP 2005178451 A JP2005178451 A JP 2005178451A JP 2003419015 A JP2003419015 A JP 2003419015A JP 2003419015 A JP2003419015 A JP 2003419015A JP 2005178451 A JP2005178451 A JP 2005178451A
- Authority
- JP
- Japan
- Prior art keywords
- skin
- groove
- airbag
- airbag door
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 22
- 238000003801 milling Methods 0.000 claims abstract description 36
- 238000005520 cutting process Methods 0.000 claims abstract description 16
- 238000000034 method Methods 0.000 claims description 12
- 210000003491 skin Anatomy 0.000 description 56
- 239000000463 material Substances 0.000 description 9
- 230000003014 reinforcing effect Effects 0.000 description 6
- 210000002615 epidermis Anatomy 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 2
- 238000010008 shearing Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images






Landscapes
- Air Bags (AREA)
- Instrument Panels (AREA)
Abstract
【課題】車両用エアバッグドア13の破断予定部9に対応する表皮5裏面に表面側に表皮5を残存させて溝部11を加工する表皮5の製造方法において、表面側に溝部11の形状が現れないで見映えがよく、かつエアバッグの膨出時に上記表皮5の溝部11で確実に破断する表皮5を簡単な装置で容易に製造できるようにする。
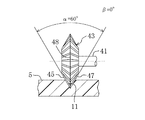
【解決手段】主軸41に垂直な方向から見て30°以上でかつ80°以下の刃角αで交差する第1面45と第2面47の切れ刃を有するフライス43により、表皮5裏面に略V字状の溝部11を加工する。このとき、片角フライス43を用いるときには、主軸41を表皮5裏面に対し、0°以上でかつ上記刃角α以下になるように傾斜させる。
【選択図】図4
【解決手段】主軸41に垂直な方向から見て30°以上でかつ80°以下の刃角αで交差する第1面45と第2面47の切れ刃を有するフライス43により、表皮5裏面に略V字状の溝部11を加工する。このとき、片角フライス43を用いるときには、主軸41を表皮5裏面に対し、0°以上でかつ上記刃角α以下になるように傾斜させる。
【選択図】図4
Description
本発明は、車両用エアバッグドアの破断予定部に対応する表皮裏面に切削工具により、溝部を加工するエアバッグドア表皮の製造方法に関するものである。
従来より、車両に、その衝突時の衝撃から乗員を保護するためのエアバッグ装置を装備することは一般に知られている。このエアバッグ装置をインストルメントパネルの裏側に装着する場合、その基材にエアバッグの膨張圧力で展開するエアバッグドアが設けられる。例えば基材に、他の部分よりも脆弱でエアバッグの膨張圧力で破断する破断予定部と、エアバッグドアの開動作の回動中心となるヒンジ部とを枠状に形成して、これら破断予定部及びヒンジ部により区画される矩形領域でエアバッグドアを構成するようにしている。上記破断予定部に対応するように、上記基材を覆う表皮にも機械的に弱い溝部が設けられる。この溝部は、表皮の表面の美観を損なわないようにするため、例えば、レーザーカッター、加熱刃等を用いて表皮の裏面に表面側に表皮を残存させて設けられる。
しかし、レーザーカッターで溝部を形成する製造方法では、設備コストの高いレーザー加工機を用いなければならず、そのランニングコストも高価である。
また、加熱刃を用いる製造方法では、圧接時に表面側に圧接跡が残ったり、刃先の熱容量が大きすぎて溝部の周辺にまで熱影響が及んで変形したりするので、表皮の見映えが悪くなる。
そこで、ロボットのアームにミシン目カッター、超音波裁断機等を取り付けてエアバッグ表皮に溝部を形成するものが知られている(例えば、特許文献1参照)。
特開2000−343486号公報
しかしながら、上記従来のエアバッグドア表皮の製造方法によると、ミシン目カッターや超音波裁断機等により形成された溝部は、平坦な底部を有していて表皮の表面側に向かって尖っていないため、該底部で応力集中が起こり難い。このため、表皮が確実に定位置で破断せずにエアバッグの膨出を阻害する場合がある。
本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、エアバッグドア表皮に溝部を加工するための切削工具を適切に選択することにより、表面側に溝部の形状が現れないで見映えがよく、かつエアバッグの膨出時にエアバッグドアの破断予定部で確実に破断する車両用エアバッグドア表皮を簡単な装置で容易に製造できるようにすることにある。
上記の目的を達成するために、この発明では、フライスにより表皮の溝部を加工するようにした。
具体的には、請求項1の発明では、車両用エアバッグドアの破断予定部に対応する表皮裏面に切削工具により、表面側に表皮を残存させて溝部を加工するエアバッグドア表皮の製造方法を対象とする。
上記切削工具は、切れ刃がそれぞれ形成された第1面と第2面とが主軸に垂直な方向から見て30°以上でかつ80°以下の刃角で交差するように形成されたフライスよりなり、上記フライスを回転させ、上記第1面及び第2面の切れ刃により上記表皮裏面に略V字状の溝部を加工する。
請求項2の発明では、上記フライスの第1面は上記主軸に直交しており、該主軸は、上記表皮裏面に対し、0°以上でかつ上記第1面と第2面との間の上記刃角以下になるように、傾斜角が設定されている。
請求項3の発明では、上記フライスの第1面と第2面との間の刃角の二等分線が上記主軸に直交しており、該主軸は、上記表皮裏面に対し、0°以上でかつ上記刃角の1/2以下になるように、傾斜角が設定されている。
上記請求項1の発明のエアバッグドア表皮の製造方法では、主軸に垂直な方向から見て30°以上でかつ80°以下の刃角で交差する第1面と第2面の切れ刃を有するフライスにより、表皮裏面に略V字状の溝部を加工するようにした。
このとき、上記刃角を30°よりも小さくすると、V字状溝部の傾斜角が大きくなってその幅が狭くなり溝部の加工が困難である一方、80°よりも大きくすると、V字状溝部における傾斜角が小さくなってその幅方向の肉厚が全体的に軽くなり、該溝部の底部(V字の最深底部)で応力集中が起こり難く、上記最深底部からの剪断力が該底部側に伝わり難くなり、表皮の破断線が一定しない。また、刃角を30°以上でかつ80°以下に限定した上でフライスの第1面と第2面とに形成した2つの切れ刃の交差する先端で溝部をV字状に形成しているので、尖った底部に応力集中が起きて該底部で表皮を破断させてエアバッグドアを確実に展開させることができ、エアバッグの膨出を妨げることはない。また、フライスの形状や主軸の傾斜角度を調整することで、溝部の形状の変更が容易である。したがって、見映えがよく、かつエアバッグの膨出時に溝部の尖った底部で確実に破断する車両用エアバッグドア表皮を簡単な装置で容易に製造することができる。
請求項2の発明では、主軸に直交する第1面を備えたフライスを用い、それを回転させる主軸を表皮裏面に対し、0°以上でかつの第1面と第2面との間の刃角以下になるように傾斜させた。
このような、いわゆる片角フライスでは、主軸の傾斜角を、0°よりも小さくすると表皮と主軸とが干渉して加工ができない一方、刃角よりも大きくすると、溝部の底部がアンダー形状となり、溝部の加工が困難となる。したがって、このように主軸の表皮裏面に対する傾斜角を限定することで、溝部の加工を容易に行うことができる。
請求項3の発明では、第1面と第2面との間の刃角の二等分線を主軸に直交させたフライスを用い、それを回転させる主軸を、表皮裏面に対して0°以上でかつ上記刃角の1/2以下になるように傾斜させた。
このような、いわゆる等角フライスにおいても、主軸の傾斜角を、0°よりも小さくすると表皮と主軸とが干渉して加工ができない一方、刃角の1/2よりも大きくすると、溝部の底部がアンダー形状となり、溝部の加工が困難となる。したがって、このように主軸の表皮裏面に対する傾斜角を限定することで、溝部の加工を容易に行うことができる。
以下、本発明の実施形態を図面に基づいて説明する。
(実施形態1)
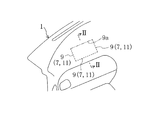
図1は、車両の助手席側車室内前部を示し、同図における左上側が車両の前側すなわちフロントガラス側で、右下側が後側すなわち助手席側となっている。車室内前部には、本発明の実施形態1に係る表皮を備えたインストルメントパネル1が配置されている。
図1は、車両の助手席側車室内前部を示し、同図における左上側が車両の前側すなわちフロントガラス側で、右下側が後側すなわち助手席側となっている。車室内前部には、本発明の実施形態1に係る表皮を備えたインストルメントパネル1が配置されている。
図2に示すように、上記インストルメントパネル1は、樹脂製の基材3と、この基材3の表面に一体に接合された表皮5とからなる。図3にも拡大詳示するように、上記基材3の裏面には、表面側に向けて凹陥する例えば断面V字状の破断溝7がインストルメントパネル1表面側から見て矩形の四辺のうち前側(図2で左側)を除く各辺をなすように形成されている(図1に破線で示す)。この破断溝7によって基材3の表面側に薄肉の破断予定部9が形成されている。この破断予定部9に対応する表皮5裏面に表面側に表皮5の一部を残存させて断面略V字状の溝部11が形成されている。
そして、後述するエアバッグ装置31の作動による破断予定部9の破断により、上記四辺のうちの前側の一辺である前側部9a(図1に一点鎖線で示す)を中心に車室内側に展開する矩形状のエアバッグドア13が形成されている。このエアバッグドア13は、上記表皮5の溝部11がインストルメントパネル1の表面側から識別できない、いわゆるシームレスタイプに構成されている。
上記インストルメントパネル1の裏面には、上記エアバッグドア13の裏面に一体的に溶着された矩形板状の補強プレート部15と、該補強プレート部15を隙間を有してエアバッグが膨出されるシューティング口17が形成されインストルメントパネル1の基材3の裏面に一体的に溶着された矩形枠状の枠部本体19と、この枠部本体19の裏面に一体に突設された矩形筒状の筒状部21と、上記前側部9aに対応する筒状部21の前側部21aの上端部に上記補強プレート部15の前端部を接続するヒンジ部23とが射出成形により一体成形された枠体24が取り付けられている。
上記筒状部21の内部に公知のエアバッグ装置31が配置収容されている。このエアバッグ装置31は、図外の車体部材に結合されたエアバッグケース33を備え、このエアバッグケース33内には、図示しないが、車両の衝突時に高圧ガスを噴出させるインフレータと、このインフレータからの高圧ガスが充填されて折畳み状態から膨張するエアバッグとが収容されている。なお、筒状部21の中間部には係合孔25が形成され、この係合孔25にはエアバッグケース33側面に突設した係合部35が挿入されており、エアバッグ装置31の作動時に上記係合孔25と係合部35とが係止することにより、筒状部21等がエアバッグと共に車室内に突出するのを防ぐようにしている。
したがって、上記実施形態においては、車両の衝突によりエアバッグ装置31が作動してエアバッグがエアバッグケース33から膨出すると、このエアバッグの展開圧力を補強プレート部15と、該補強プレート部15が溶着一体化されているインストルメントパネル1のエアバッグドア13とが受けて、インストルメントパネル1の破断予定部9が破断すると共に、この破断予定部9上の表皮5も上記溝部11から破れる。そして、エアバッグドア13がヒンジ部23を中心に補強プレート部15と共に開いて、インストルメントパネル1のエアバッグドア13の跡に、破断予定部9及び前側部9aで区画されてシューティング口17に連通する開口が生じ、エアバッグがシューティング口17ないし上記インストルメントパネル1の開口を経て車室内に展開する。
−表皮の製造方法−
次に上記表皮5に溝部11を加工する本発明の実施形態1に係る表皮5の製造方法について説明する。
次に上記表皮5に溝部11を加工する本発明の実施形態1に係る表皮5の製造方法について説明する。
図4に示すように、まず、表皮5を図示しないフライス盤に載置する。フライス盤の主軸(フライス43を回転させる回転軸)41には、切れ刃がそれぞれ形成された第1面45と第2面47とが該主軸41に垂直な方向(すなわち、同図の手前側)から見た刃角αが60°で交差するように形成されたフライス43が取り付けられている。
上記フライス43は、その第1面45が上記主軸41に直交した、いわゆる片角フライスである。上記主軸41は、上記表皮5裏面に対し、傾斜角βが30°になるように設定されている。
そして、主軸41によりフライス43を回転させながら破断予定部9に対応するように表皮5裏面上を移動させ、表面側(同図では下側)に表皮5を残存させて溝部11を加工する。上記のように刃角α、傾斜角βを設定することで底部が尖ったV字状断面の溝部11が形成される。
また、図5に示すように、傾斜角βを60°とすると、同図の右側の側壁が垂直な溝部11が形成され、図6に示すように、傾斜角βを0°とすると、同図の左側の側壁が垂直な溝部11が形成される。
このように、主軸41の傾斜角βを変更することで、溝部11の形状を容易に変更できる。
なお、上記刃角αは30°以上かつ80°以下に(30°≦α≦80°)に設定することができる。上記刃角αを30°よりも小さくすると、V字状溝部11の傾斜角が大きくなってその幅が狭くなり溝部11の加工が困難である一方、80°よりも大きくすると、V字状溝部11における傾斜角が小さくなってその幅方向の肉厚が全体的に軽くなり、該溝部11の底部(V字の最深底部)で応力集中が起こり難く、上記最深底部からの剪断力が該底部側に伝わり難くなり、表皮5の破断線が一定しない。また、刃角αを30°以上でかつ80°以下に限定した上でフライス43の第1面45と第2面47とに形成した2つの切れ刃の交差する先端で溝部11をV字状に形成しているので、尖った底部に応力集中が起きて該底部で表皮を破断させてエアバッグドア13を確実に展開させることができ、エアバッグの膨出を妨げることはない。
また、上記傾斜角βは0°以上でかつ刃角α以下(0≦β≦α)に設定することができる。主軸41の傾斜角βを0°の場合(図6参照)よりも小さくすると、主軸41と表皮5とが干渉して溝部11の加工が不可能となり、また、傾斜角βを刃角αの場合(図5参照)よりも大きくすると、溝部11の底部がアンダー形状となり、溝部11の加工が困難となる。
したがって、実施形態1に係るエアバッグドア表皮の製造方法によると、表面側に溝部11の形状が現れないで見映えがよく、エアバッグの膨出時に上記溝部11の尖った底部で確実に破断する車両用エアバッグドアの表皮5を簡単な装置で容易に製造することができる。
(実施形態2)
図7は本発明の実施形態2を示し、フライス43の形状が異なる点で上記実施形態1と異なる。なお、本実施形態では、図1〜図6と同じ部分については同じ符号を付してその詳細な説明は省略する。
図7は本発明の実施形態2を示し、フライス43の形状が異なる点で上記実施形態1と異なる。なお、本実施形態では、図1〜図6と同じ部分については同じ符号を付してその詳細な説明は省略する。
図7に第1面45と第2面47との間の刃角αが60°で、該刃角αの二等分線48を主軸41に直交させたいわゆる等角フライス43を示す。同図では、主軸41を表皮5裏面に対し、傾斜角βが0°になるように傾斜させている。
この等角フライス43では、主軸41の表皮5裏面に対する傾斜角βが図7に示す0°から図8に示す30°すなわち上記刃角αの1/2以下(0≦β≦1/2α)に設定することができる。主軸41の傾斜角βを0°の場合(図7参照)よりも小さくすると、主軸41と表皮5とが干渉して溝部11の加工が不可能となり、また、傾斜角βを刃角αの1/2の場合(図8参照)よりも大きくすると、溝部11の底部がアンダー形状となり、溝部11の加工が困難となる。このように限定することで上記実施形態1と同じ作用効果が得られる。
(その他の実施形態)
本発明は、上記各実施形態について、以下のような構成としてもよい。
本発明は、上記各実施形態について、以下のような構成としてもよい。
上記各実施形態では、インストルメントパネル1を基材3と表皮5で構成したが、これら基材3と表皮5との間に発泡層を設けてもよい。
フライス43の形状を、上記実施形態1では片角フライスとし、上記実施形態2では等角フライスとしたが、これらのフライスの形状には限定されない。要は、フライス43は、切れ刃がそれぞれ形成された第1面と第2面とを有し、その刃角αが30°≦α≦80°となるものを選択すればよい。
上記各実施形態では、エアバッグドア13をインストルメントパネル1に設けたが、本発明はこれに限られるものではなく、インストルメントパネル1以外の例えば車両のステアリングホイール(ハンドル)等にエアバッグドアを設けてもよい。
以上説明したように、本発明は、車両用エアバッグドアの破断予定部に対応する表皮裏面に溝部を加工する表皮の製造方法について有用である。
3 基材
5 表皮
7 破断溝
9 破断予定部
11 溝部
13 エアバッグドア
41 主軸
43 フライス
45 第1面
47 第2面
5 表皮
7 破断溝
9 破断予定部
11 溝部
13 エアバッグドア
41 主軸
43 フライス
45 第1面
47 第2面
Claims (3)
- 車両用エアバッグドアの破断予定部に対応する表皮裏面に切削工具により、表面側に表皮を残存させて溝部を加工するエアバッグドア表皮の製造方法であって、
上記切削工具は、切れ刃がそれぞれ形成された第1面と第2面とが主軸に垂直な方向から見て30°以上でかつ80°以下の刃角で交差するように形成されたフライスよりなり、
上記フライスを回転させ、上記第1面及び第2面の切れ刃により上記表皮裏面に略V字状の溝部を加工することを特徴とするエアバッグドア表皮の製造方法。 - 請求項1のエアバッグドア表皮の製造方法において、
上記フライスの第1面は上記主軸に直交しており、
上記主軸は、上記表皮裏面に対し、0°以上でかつ上記第1面と第2面との間の上記刃角以下になるように、傾斜角が設定されていることを特徴とするエアバッグドア表皮の製造方法。 - 請求項1のエアバッグドア表皮の製造方法において、
上記フライスの第1面と第2面との間の刃角の二等分線が上記主軸に直交しており、
上記主軸は、上記表皮裏面に対し、0°以上でかつ上記刃角の1/2以下になるように、傾斜角が設定されていることを特徴とするエアバッグドア表皮の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003419015A JP2005178451A (ja) | 2003-12-17 | 2003-12-17 | エアバッグドア表皮の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003419015A JP2005178451A (ja) | 2003-12-17 | 2003-12-17 | エアバッグドア表皮の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005178451A true JP2005178451A (ja) | 2005-07-07 |
Family
ID=34781032
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003419015A Pending JP2005178451A (ja) | 2003-12-17 | 2003-12-17 | エアバッグドア表皮の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005178451A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100785195B1 (ko) | 2006-01-25 | 2007-12-11 | 현대모비스 주식회사 | 조수석 에어백 모듈 |
| US20110211927A1 (en) * | 2008-10-30 | 2011-09-01 | Faurecia Interieur Industrie | Process for manufacturing an automobile interior trim part with an airbag cover and to the associated machine |
| CN102922012A (zh) * | 2012-10-17 | 2013-02-13 | 恒锋工具股份有限公司 | 一种轮槽拉刀分层多刀粗精铣齿槽方法 |
-
2003
- 2003-12-17 JP JP2003419015A patent/JP2005178451A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100785195B1 (ko) | 2006-01-25 | 2007-12-11 | 현대모비스 주식회사 | 조수석 에어백 모듈 |
| US20110211927A1 (en) * | 2008-10-30 | 2011-09-01 | Faurecia Interieur Industrie | Process for manufacturing an automobile interior trim part with an airbag cover and to the associated machine |
| US9150183B2 (en) * | 2008-10-30 | 2015-10-06 | Faurecia Interieur Industrie | Process for manufacturing an automobile interior trim part with an airbag cover and to the associated machine |
| CN102922012A (zh) * | 2012-10-17 | 2013-02-13 | 恒锋工具股份有限公司 | 一种轮槽拉刀分层多刀粗精铣齿槽方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3470755B2 (ja) | 穿孔式の破断線を有する自動車用エアバッグカバー | |
| JP2901925B2 (ja) | 車両搭乗者拘束具用の展開扉組立体 | |
| JP4382518B2 (ja) | 自動車用エアーバッグ装置 | |
| JP4831999B2 (ja) | 車両用エアーバック装置及びエアーバックカバー | |
| US7604251B2 (en) | Airbag module | |
| JP2006335152A (ja) | 車両用エアーバック装置 | |
| JP2005219572A (ja) | 自動車用エアーバッグ装置 | |
| JP3923004B2 (ja) | エアバッグ装置のカバー体 | |
| JP2005178451A (ja) | エアバッグドア表皮の製造方法 | |
| JP2008201325A (ja) | エアバッグ装置のカバー体 | |
| KR20220048326A (ko) | 차량용 크래쉬 패드 및 이의 제조방법 | |
| CN114347941B (zh) | 车辆防震垫 | |
| JP4854325B2 (ja) | エアバッグドアおよびその製造方法 | |
| KR102845277B1 (ko) | 차량용 크래쉬 패드 | |
| JP2003146172A (ja) | 自動車用エアーバッグ装置の破断開口部構造 | |
| JP4918848B2 (ja) | エアバッグ展開方法、エアバッグドア用ティアライン及びエアバッグ装置 | |
| JP4690746B2 (ja) | 内装材及びそのレーザビーム加工方法 | |
| JP2008201322A (ja) | エアバッグ装置のカバー体 | |
| KR100467359B1 (ko) | 에어백 커버 | |
| JP2006315115A (ja) | 切削工具、車両のインストルメントパネル、エアバッグ開裂線形成装置および方法 | |
| JP4989030B2 (ja) | 内装材のレーザ加工方法 | |
| KR100496329B1 (ko) | 에어백 커버 | |
| JP4582007B2 (ja) | エアバッグカバー | |
| KR200272544Y1 (ko) | 에어백 커버 | |
| KR200272545Y1 (ko) | 에어백 커버 |