JP2005238363A - 金属パイプの切断装置及び切断方法 - Google Patents
金属パイプの切断装置及び切断方法 Download PDFInfo
- Publication number
- JP2005238363A JP2005238363A JP2004050117A JP2004050117A JP2005238363A JP 2005238363 A JP2005238363 A JP 2005238363A JP 2004050117 A JP2004050117 A JP 2004050117A JP 2004050117 A JP2004050117 A JP 2004050117A JP 2005238363 A JP2005238363 A JP 2005238363A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- metal pipe
- cutting blade
- vibration
- metallic pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 27
- 239000002184 metal Substances 0.000 claims description 128
- 238000004544 sputter deposition Methods 0.000 abstract 1
- 238000010008 shearing Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 230000008602 contraction Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
Images




Landscapes
- Sawing (AREA)
Abstract
【課題】切り粉やスパッタを発生させることなく、さらに、金属パイプの内部に治具を挿入することなく短時間で金属パイプを切断可能な金属パイプの切断装置及び切断方法の提供。
【解決手段】金属パイプPに外嵌した状態で設けられる第1切断刃(固定切断刃1)と、第1切断刃1に当接して金属パイプに外嵌した状態で設けられる第2切断刃(振動切断刃2)と、前記第1切断刃1または第2切断刃2に金属パイプPの径方向への力を付与する振動付与手段3を備え、第1切断刃1と第2切断刃2を振動付与手段3で金属パイプPの径方向に相対移動させて振動させることにより両切断刃の間(カット面6,8間)を切断位置として金属パイプPを切断することとした。
【選択図】図1
【解決手段】金属パイプPに外嵌した状態で設けられる第1切断刃(固定切断刃1)と、第1切断刃1に当接して金属パイプに外嵌した状態で設けられる第2切断刃(振動切断刃2)と、前記第1切断刃1または第2切断刃2に金属パイプPの径方向への力を付与する振動付与手段3を備え、第1切断刃1と第2切断刃2を振動付与手段3で金属パイプPの径方向に相対移動させて振動させることにより両切断刃の間(カット面6,8間)を切断位置として金属パイプPを切断することとした。
【選択図】図1
Description
本発明は金属パイプの切断装置及び切断方法に関する。
従来の金属パイプの切断装置及び切断方法として切削、溶断、せん断、押し切り等の多くの技術が公知になっている(例えば、特許文献1、2参照。)
特開平6−114625号公報
特開2002−337091号公報
しかしながら、従来の金属パイプの切断装置及び方法において、切削及び溶断では切断時に金属パイプの内側に切り粉やスパッタが侵入してしまうという問題点があった。
また、せん断及び押し切りでは切断時に金属パイプへの負担が大きいため、金属パイプの変形を内側から支持する芯金等の治具が必要になり、特に中途部に曲部を有する金属パイプ、例えばエキゾーストマニホールド等の内部に前記治具を挿入する作業は時間と手間が大変掛かってこの種の金属パイプの効率的な生産性を阻害していた。
また、せん断及び押し切りでは切断時に金属パイプへの負担が大きいため、金属パイプの変形を内側から支持する芯金等の治具が必要になり、特に中途部に曲部を有する金属パイプ、例えばエキゾーストマニホールド等の内部に前記治具を挿入する作業は時間と手間が大変掛かってこの種の金属パイプの効率的な生産性を阻害していた。
本発明は上記問題点を解決するためになされたものであって、その目的とするところは、切り粉やスパッタを発生させることなく、さらに、金属パイプの内部に治具を必要とせずに短時間で金属パイプを切断可能な金属パイプの切断装置及び切断方法を提供することにある。
本発明の請求項1記載の発明では、パイプに外嵌した状態で設けられる第1切断刃と、前記第1切断刃に当接してパイプに外嵌した状態で設けられる第2切断刃と、前記第1切断刃または第2切断刃にパイプの径方向への力を付与する振動付与手段を備え、前記第1切断刃と第2切断刃を振動付与手段でパイプの径方向に相対移動させて振動させることにより両切断刃の間を切断位置としてパイプを切断することを特徴とする。
本発明の請求項2記載の発明では、請求項1記載の金属パイプの切断装置において、前記第1切断刃または第2切断刃を金属パイプの外周面の全周に亙って外嵌した状態で設けたことを特徴とする。
本発明の請求項3記載の発明では、パイプに外嵌した状態で設けられる第1切断刃と、該第1切断刃に当接してパイプに外嵌した状態で設けられる第2切断刃をパイプの径方向に相対移動させて振動させることにより両切断刃の間を切断位置としてパイプを切断することを特徴とする。
本発明の請求項4記載の発明では、請求項3記載の金属パイプの切断方法において、前記第1切断刃と第2切断刃の相対移動における振動の振幅を徐々に大きくなるように変化させることを特徴とする。
請求項1記載の発明にあっては、金属パイプに外嵌した状態で設けられる第1切断刃と、前記第1切断刃に当接して金属パイプに外嵌した状態で設けられる第2切断刃と、前記第1切断刃または第2切断刃に金属パイプの径方向への力を付与する振動付与手段を備え、前記第1切断刃と第2切断刃を振動付与手段で金属パイプの径方向に相対移動させて振動させることにより両切断刃の間を切断位置として金属パイプを切断するため、切削や溶断による切断方法のように徐々に切断していくような力で金属パイプを切断でき、切り粉やスパッタ等の不要物が発生するのを完全に防止できる。
また、金属パイプの切断面をせん断または押し切りによる切断面のように滑らかに形成できる。
また、金属パイプの切断位置付近は急激な変形を伴わないため、金属パイプの内部に治具を必要とせず、パイプの曲部を切断する際に用いて好適な金属パイプの切断装置を提供できる。
さらに、従来の発明に比べてより短時間で金属パイプを切断でき、この種の金属パイプの生産性及び製品品質を著しく向上させることができる。
請求項2記載の発明にあっては、第1切断刃または第2切断刃を金属パイプの外周面の全周に亙って外嵌した状態で設けたため、振動付与手段による力が金属パイプに対して局部的に集中する虞がなく、金属パイプの局部的な変形を防止でき、結果、安定した状態で金属パイプを切断できる上、その内部に治具を必要としない金属パイプの切断装置を提供できる。
請求項3記載の発明にあっては、金属パイプに外嵌した状態で設けられる第1切断刃と、該第1切断刃に当接して金属パイプに外嵌した状態で設けられる第2切断刃を金属パイプの径方向に相対移動させて振動させることにより両切断刃の間を切断位置として金属パイプを切断するため、簡便な方法でもって金属パイプを短時間で切断できる金属パイプの切断方法を提供できる。
請求項4記載の発明にあっては、第1切断刃と第2切断刃の相対移動における振動の振幅を徐々に大きくなるように変化させるため、金属パイプの切断位置に急激に過大な負荷が発生して金属パイプが変形するのを防止でき、安定した状態で金属パイプを切断できる金属パイプの切断方法を提供できる。
以下、この発明の実施例を図面に基づいて説明する。
以下、実施例1を説明する。
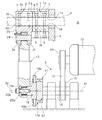
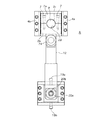
図1は本発明の実施例1の金属パイプの切断装置を説明する側面図(一部断面図)、図2は本実施例1の金属パイプの切断装置を説明する正面図(一部省略)、図3は本実施例1の金属パイプの切断装置の切断方法を説明する図である。
図1は本発明の実施例1の金属パイプの切断装置を説明する側面図(一部断面図)、図2は本実施例1の金属パイプの切断装置を説明する正面図(一部省略)、図3は本実施例1の金属パイプの切断装置の切断方法を説明する図である。
なお、本実施例1では金属パイプをステンレス製で円筒状の直管に適用した場合について説明するが、金属パイプの材料、大きさ、形状、厚みなどは本実施例に限定されるものではなく、一般的な全ての金属パイプに適用できる。
図1、2に示すように、本実施例1の金属パイプの切断装置は、固定切断刃1(第1切断刃に相当)と、振動切断刃2(第2切断刃に相当)と振動付与手段3を主要な構成としている。
前記固定切断刃1は、上下一対の分割部1a,1bで構成され、該分割部1a,1bにはそれぞれ半円弧状の円弧溝1c,1dが設けられ、該円弧溝同士1c,1dを重ね合わせて金属パイプPの外周を全周に亙って外嵌した状態で挟持できるようになっている。
また、前記分割部1c,1dの両端部にはボルト及びボルト溝で構成される4箇所の締結部5が前後方向に2箇所、合計8箇所設けられ、該締結部5で両分割部1c,1d同士をスライドガイド4a,4bに摺動させながら内側に移動させることができ、これにより金属パイプPを堅固に固定できるようになっている。
なお、前記スライドガイド4a,4bは支持部9に固定されている。
また、前記固定切断刃1のカット面6は加工処理されて平坦に形成されている。
なお、前記スライドガイド4a,4bは支持部9に固定されている。
また、前記固定切断刃1のカット面6は加工処理されて平坦に形成されている。
前記振動切断刃2は、固定切断刃1と協働して金属パイプPを切断するためのものであって、上下一対の分割部2a,2bで構成され、該分割部2a,2bにはそれぞれ半円弧状の円弧溝2c,2dが設けられ、該円弧溝同士2c,2dを重ね合わせて金属パイプPの外周部の全周を全周に亙って外嵌した状態で挟持できるようになっている。
また、前記分割部2a,2bの両端部にはボルト及びボルト溝で構成される4箇所の締結部7が前後方向に2箇所、合計8箇所設けられ、該締結部7で両分割部2a,2b 同士をスライドガイド4a,4bに摺動させながら内側に移動させることができ、これにより金属パイプPを堅固に固定できるようになっている。
また、前記振動切断刃2のカット面8は加工処理されて平坦に形成されると共に、固定切断刃1のカット面6に当接した状態で配置されている。
前記振動付与手段3は、振動切断刃2に上下方向の振動を付与するためのものであって、インバータモータ10と、振幅調整装置11と、振動ロッド12を主要な構成としている。
また、前記振動切断刃2のカット面8は加工処理されて平坦に形成されると共に、固定切断刃1のカット面6に当接した状態で配置されている。
前記振動付与手段3は、振動切断刃2に上下方向の振動を付与するためのものであって、インバータモータ10と、振幅調整装置11と、振動ロッド12を主要な構成としている。
前記インバータモータ10は、回転軸の駆動力がベルト13、回転ローラ14,15を介して後述する回転シャフト16を回転可能になっている。
なお、前述したインバータモータ10の回転数は図外の制御装置によって後述する金属パイプPの切断中に微量な単位で制御される。
なお、前述したインバータモータ10の回転数は図外の制御装置によって後述する金属パイプPの切断中に微量な単位で制御される。
前記振幅調整装置11は、回転ロータ17と偏芯ロータ18で構成されており、回転ロータ17はその回転中心軸を前記回転シャフト16の回転中心軸X1に一致させた状態で回転シャフト16に固定されている。
また、前記回転ロータ17には、後述する偏芯ロータ18の外周面に当接する調整ボルト19a,19bを固定するための外嵌部17aが一体的に設けられている。
一方、前記偏芯ロータ18は、その回転中心軸X2を調整ボルト19a,19bにより回転中心軸X1に対して偏芯した状態で回転ロータ17に固定されている。
なお、前記回転中心軸X1、X2の偏芯量は調整ボルト19a,19bのねじ込み量で調整可能であり、該ねじ込み量は図外の制御装置によって微量な単位で設定される。
一方、前記偏芯ロータ18は、その回転中心軸X2を調整ボルト19a,19bにより回転中心軸X1に対して偏芯した状態で回転ロータ17に固定されている。
なお、前記回転中心軸X1、X2の偏芯量は調整ボルト19a,19bのねじ込み量で調整可能であり、該ねじ込み量は図外の制御装置によって微量な単位で設定される。
また、前記偏芯ロータ18は、振動ロッド12の一端に設けられた開口部19cを貫通した状態でプレート20a及びボルト20bで固定され、これにより振動ロッド12に回動自在に連結されている。
また、前記振動ロッド12の他端は、振動切断刃2の分割部2bに設けられた軸受け部2e,2fに支持ピン24で回動自在に連結されている。
以下、本実施例1の金属パイプの切断方法を説明する。
このように構成された金属パイプの切断装置Aを用いて金属パイプPを切断するには、先ず、固定切断刃1及び振動切断刃2を金属パイプPに外嵌した状態で配置する。
このように構成された金属パイプの切断装置Aを用いて金属パイプPを切断するには、先ず、固定切断刃1及び振動切断刃2を金属パイプPに外嵌した状態で配置する。
この際、前記固定切断刃1の分割部1a,1b及び振動切断刃2の分割部2a,2bをそれぞれスライドガイド4a,4bに摺動させながら上下方向に多少離間した後、金属パイプPを円弧溝1c,1d同士の間及び円弧溝2c,2d同士の間に挿入して再び分割部1a,1b同士及び分割部2a,2b同士をそれぞれ重ね合わせて締結部5,7で金属パイプを固定でき、金属パイプPを容易かつスムーズに配置できる。
続いて、インバータモータ10を図外の制御装置にて回転させると、その回転駆動力がベルト13及び回転ローラ14,15を介して回転シャフト16に伝達され、回転ロータ17及び偏芯ロータ18が回転する。
ここで、図外の制御装置によって、金属パイプPの厚みに応じて調整ボルト19a,19bのねじ込み量が該金属パイプPの厚み以下の範囲内の値で予め設定されており、これにより回転ロータ17の回転中心軸X1と偏芯ロータ18の回転中心軸X2が偏芯し、結果、偏芯ロータ18に連結された振動ロッド12及び振動切断刃2が上下方向に振動する。
そして、図3に示すように、固定切断刃1のカット面6は静止状態となっており、一方、振動切断刃2のカット面8は、固定切断刃1に対して上下方向(矢印方向に図示)に相対振動し、これにより前記両者の間を切断位置として金属パイプPを切断できる。
本実施例1の金属パイプPに対する加工は従来の発明のような切削、溶断、せん断、押し切り等の切断とは異なって振動切断刃2の高速な微振動による切断であり、その切断作用は金属の加工硬化に近く、その切断面は切削、溶断のように滑らかであるため、切断による切り粉の発生を完全に防止できる。
また、せん断、押し切りのように短時間で切断することができる。
以上説明したように、本実施例1の金属パイプの切断装置及び切断方法にあっては、簡便な構成及び方法でもって金属パイプPを短時間で切断することができる。
さらに、金属パイプPはその全周が固定切断刃1及び振動切断刃2によって外嵌されるため、切断位置付近が急激に局部的に変形することがなく、これにより金属パイプPの内部に治具を必要とせず、特に金属パイプの曲部を切断する際に用いて好適になる。
以下、実施例2を説明する。
本実施例2の金属パイプの切断装置及び切断方法では、前記実施例1で説明した回転ロータ17の回転中心軸X1と偏芯ロータ18の回転中心軸X2を金属パイプPの切断中に偏芯可能に構成したこと以外は、前記実施例1と略同様であるため、同一の構成部材については同一の符号を付してその説明は省略する。
本実施例2の金属パイプの切断装置及び切断方法では、前記実施例1で説明した回転ロータ17の回転中心軸X1と偏芯ロータ18の回転中心軸X2を金属パイプPの切断中に偏芯可能に構成したこと以外は、前記実施例1と略同様であるため、同一の構成部材については同一の符号を付してその説明は省略する。
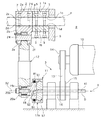
図4は本発明の実施例2の金属パイプの切断装置を説明する側面図(一部断面図)、図5は本発明の実施例2の金属パイプの切断方法を説明する図である。
図4に示すように、本実施例の金属パイプの切断装置Bでは、回転シャフト16内に図外の油圧装置で軸方向に摺動可能なシリンダロッドDが設けられ、該シリンダロッドDの先端はテーパ状の摺動部S1が回転ロータ17を貫通して偏芯ロータ18内に形成されたテーパ状の傾斜溝S2に当接している。
また、偏芯ロータ18は調整ボルト19a,19bが省略される他、バネB1によって径方向に移動可能に支持されている。
また、偏芯ロータ18は調整ボルト19a,19bが省略される他、バネB1によって径方向に移動可能に支持されている。
以下、本実施例2の金属パイプの切断方法を説明する。
このように構成された金属パイプの切断装置Bを用いて金属パイプPを切断するには、先ず、固定切断刃1及び振動切断刃2を金属パイプPに外嵌した状態で配置する。
このように構成された金属パイプの切断装置Bを用いて金属パイプPを切断するには、先ず、固定切断刃1及び振動切断刃2を金属パイプPに外嵌した状態で配置する。
続いて、インバータモータ10を図外の制御装置にて回転させると、その回転駆動力がベルト13及び回転ローラ14,15を介して回転シャフト16に伝達され、回転ロータ17及び偏芯ロータ18が回転する。
ここで、図外の制御装置によって、シリンダロッドDが図4中矢印Y方向に微量な単位で移動し、これによりシリンダロッドDの摺動部S1が傾斜溝S2に摺動しながら矢印Y方向に移動し、結果、図5に示すように、偏芯ロータ18が上方に移動して回転ロータ17の回転中心軸X1と偏芯ロータ18の回転中心軸X2が偏芯し、結果、偏芯ロータ18に連結された振動ロッド12及び振動切断刃2が上下方向に振動する。
従って、振動切断刃2のカット面8は、固定切断刃1に対して上下方向に徐々にその振動の幅を大きくしながら相対振動し、これにより前記両者の間を切断位置として金属パイプPを切断できる。
以上説明したように、本実施例3の金属パイプの切断装置及び切断方法にあっては、ロッドDを軸方向に移動させるという簡便な作業でもって第1切断刃1と第2切断刃2の相対移動における振動の振幅を徐々に大きくなるように変化でき、金属パイプPの切断位置に急激に過大な負荷が発生して金属パイプPが変形するのを防止でき、安定した状態で金属パイプPを切断できる。
以下、実施例3を説明する。
本実施例3の金属パイプの切断装置及び切断方法では、前記実施例1で説明した振動付与手段3を変更したこと以外は、前記実施例1と略同様であるため、同一の構成部材については同一の符号を付してその説明は省略する。
本実施例3の金属パイプの切断装置及び切断方法では、前記実施例1で説明した振動付与手段3を変更したこと以外は、前記実施例1と略同様であるため、同一の構成部材については同一の符号を付してその説明は省略する。
図6は本発明の実施例3の金属パイプの切断装置を説明する側面図(一部断面図)、図7は本発明の実施例3の金属パイプの切断装置を説明する正面図(一部省略)である。
図4、5に示すように、本実施例の金属パイプの切断装置Cでは、固定切断刃第1切断刃1を固定するための手段として、分割部1aを上下方向に移動可能な油圧装置21aが設けられている。
前記油圧装置21aのシリンダロッド21bは分割部1aの螺子穴21cに蝶合されている。
前記油圧装置21aのシリンダロッド21bは分割部1aの螺子穴21cに蝶合されている。
また、第2切断刃2を上下方向に振動させる振動付与手段30として、分割部2aに油圧装置21dが設けられ、分割部2bに油圧装置21eが設けられている。
前記油圧装置21dのシリンダロッド21fは分割部2aの螺子穴21gに蝶合されている。
また、前記油圧装置21eのシリンダロッド21hは分割部2aの螺子穴21iに蝶合されている。
なお、前述した油圧装置21a,21d,21eの伸縮動作は図外の制御装置によって制御されている。
前記油圧装置21dのシリンダロッド21fは分割部2aの螺子穴21gに蝶合されている。
また、前記油圧装置21eのシリンダロッド21hは分割部2aの螺子穴21iに蝶合されている。
なお、前述した油圧装置21a,21d,21eの伸縮動作は図外の制御装置によって制御されている。
以下、本実施例3の金属パイプの切断方法を説明する。
このように構成された金属パイプの切断装置Cを用いて金属パイプPを切断するには、先ず、固定切断刃1及び振動切断刃2を金属パイプPに外嵌した状態で配置する。
このように構成された金属パイプの切断装置Cを用いて金属パイプPを切断するには、先ず、固定切断刃1及び振動切断刃2を金属パイプPに外嵌した状態で配置する。
この際、シリンダロッド21bを縮めて前記固定切断刃1の分割部1aをスライドガイド4a,4bに摺動させながら上方向に移動し、一方、シリンダロッド21f,21hを縮めて振動切断刃2の分割部2a,2bを離間させた後、金属パイプPを円弧溝1c,1d同士の間及び円弧溝2c,2d同士の間に挿入して再び分割部1a,1b同士及び分割部2a,2b同士をそれぞれ重ね合わせて締結部5,7で金属パイプを固定でき、金属パイプPを容易かつスムーズに配置できる。
続いて、油圧装置21d,21eにてシリンダロッド21f,21hを同時に上下方向に微量な単位で伸縮させて往復動させると、振動切断刃2が上下方向に振動し、これにより、振動切断刃2と固定切断刃1が上下方向(矢印方向に図示)に相対振動し、これにより前記両者の間を切断位置として金属パイプPを切断できる。
この際、前記制御装置は、シリンダロッド21f,21hの伸縮を油圧制御して第1切断刃1と第2切断刃2の相対移動における振動の振幅を徐々に大きくなるように変化させるため、金属パイプPの切断位置に急激に過大な負荷が発生して金属パイプPが変形するのを防止できる。
また、前記振動の周波数も切断の進捗に応じて適宜変化させることにより、より短い時間で金属パイプを切断できる。
また、前記振動の周波数も切断の進捗に応じて適宜変化させることにより、より短い時間で金属パイプを切断できる。
以上説明したように、本実施例3の金属パイプの切断装置及び切断方法にあっては、第1切断刃1と第2切断刃2の相対移動における振動の振幅を徐々に大きくなるように変化させるため、金属パイプPの切断位置に急激に過大な負荷が発生して金属パイプPが変形するのを防止でき、安定した状態で金属パイプPを切断できる。
以上、本実施例を説明してきたが、本発明は上述の実施例に限られるものではなく、本発明の要旨を逸脱しない範囲の設計変更等があっても、本発明に含まれる。
例えば、本発明の振動付与手段3、30の構成は本実施例に限定されるものではなく、固定切断刃1または振動切断刃2を金属パイプPの径方向に相対移動させるような力を付与する構成であれば良く、例えば超音波振動子を用いて微量な単位での振動周波数、振幅で切断を行っても良い。同様に、その動力源はモータや油圧に限らない。
例えば、本発明の振動付与手段3、30の構成は本実施例に限定されるものではなく、固定切断刃1または振動切断刃2を金属パイプPの径方向に相対移動させるような力を付与する構成であれば良く、例えば超音波振動子を用いて微量な単位での振動周波数、振幅で切断を行っても良い。同様に、その動力源はモータや油圧に限らない。
また、本実施例では固定切断刃1及び振動切断刃2がそれぞれ2つに分割されたものについて説明したが、両者は必ずしも分割される必要はなく、カット面6,8にそれぞれ金属パイプPの径と略同径の穴が開口されたもので代用しても良い。
また、本実施例では振動切断刃2が固定振動刃1(金属パイプP)に対して上下方向に振動した場合について説明したが、振動切断刃2と固定振動刃1の両方を振動させても良い。さらに、その振動方向は左右方向、多方向、円軌道等を単独または組み合わせたものでも良い。
さらに、金属パイプPの材料の厚みや材料によって振動切断刃2の振幅及び振動周波数を適宜設定・制御することは当然考えられる。
例えば、振動周波数を一定で振幅を徐々に大きくしていく、振動周波数を徐々に下げて、振幅を徐々に大きくしていく、振動付与手段3,30を用いて振動周波数、振幅とも一定で作動させながら、振動付与手段3,30以外の別の振動付与手段を用いて振動切断刃2の振動中心軸を径方向に徐々にスライドさせる、振動周波数、振幅を一定とし振動切断刃2を一気にスライドさせる等、適宜設定・制御できる。
また、調整ボルト19a,19bのねじ込み量を金属パイプPの切断中に調整できるように構成しても良い。
A、B、C 金属パイプの切断装置
B1 バネ
D シリンダロッド
S1 摺動部
S2 傾斜溝
1 固定切断刃
1a、1b、2a、2b 分割部
1c、1d、2c、2d 円弧溝
2 振動切断刃
2e、2f 軸受け部
3 振動付与手段
4 支持部
4a、4b スライドガイド
5、7 締結部
6、8 カット面
10 インバータモータ
11 振幅調整装置
12 振動ロッド
13 ベルト
14、15 回転ローラ
16 回転シャフト
17 回転ロータ
18 偏芯ロータ
19a、19b 調整ボルト
19c 開口部
20a プレート
20b ボルト
21a、21d、21e 油圧装置
21b、21f、21h シリンダロッド
21c、21g、21i 螺子穴
B1 バネ
D シリンダロッド
S1 摺動部
S2 傾斜溝
1 固定切断刃
1a、1b、2a、2b 分割部
1c、1d、2c、2d 円弧溝
2 振動切断刃
2e、2f 軸受け部
3 振動付与手段
4 支持部
4a、4b スライドガイド
5、7 締結部
6、8 カット面
10 インバータモータ
11 振幅調整装置
12 振動ロッド
13 ベルト
14、15 回転ローラ
16 回転シャフト
17 回転ロータ
18 偏芯ロータ
19a、19b 調整ボルト
19c 開口部
20a プレート
20b ボルト
21a、21d、21e 油圧装置
21b、21f、21h シリンダロッド
21c、21g、21i 螺子穴
Claims (4)
- 金属パイプに外嵌した状態で設けられる第1切断刃と、
前記第1切断刃に当接して金属パイプに外嵌した状態で設けられる第2切断刃と、
前記第1切断刃または第2切断刃に金属パイプの径方向への力を付与する振動付与手段を備え、
前記第1切断刃と第2切断刃を振動付与手段で金属パイプの径方向に相対移動させて振動させることにより両切断刃の間を切断位置として金属パイプを切断することを特徴とする金属パイプの切断装置。 - 請求項1記載の金属パイプの切断装置において、
前記第1切断刃または第2切断刃を金属パイプの外周面の全周に亙って外嵌した状態で設けたことを特徴とする金属パイプの切断装置。 - 金属パイプに外嵌した状態で設けられる第1切断刃と、該第1切断刃に当接して金属パイプに外嵌した状態で設けられる第2切断刃を金属パイプの径方向に相対移動させて振動させることにより両切断刃の間を切断位置として金属パイプを切断することを特徴とする金属パイプの切断方法。
- 請求項3記載の金属パイプの切断方法において、
前記第1切断刃と第2切断刃の相対移動における振動の振幅を徐々に大きくなるように変化させることを特徴とする金属パイプの切断方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004050117A JP2005238363A (ja) | 2004-02-25 | 2004-02-25 | 金属パイプの切断装置及び切断方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004050117A JP2005238363A (ja) | 2004-02-25 | 2004-02-25 | 金属パイプの切断装置及び切断方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005238363A true JP2005238363A (ja) | 2005-09-08 |
Family
ID=35020638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004050117A Pending JP2005238363A (ja) | 2004-02-25 | 2004-02-25 | 金属パイプの切断装置及び切断方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005238363A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101670467A (zh) * | 2008-09-12 | 2010-03-17 | 奥林匹亚80有限责任公司 | 带有双摆动刀片的、用于切割管件的立式机具以及借助于该机具的切割方法 |
| CN106975787A (zh) * | 2017-05-17 | 2017-07-25 | 许昌市儒燕科技信息咨询有限公司 | 一种稳定性好的桥梁建筑用钢管切割装置 |
| CN114683508A (zh) * | 2022-03-22 | 2022-07-01 | 杭州中祥通讯器材有限公司 | 一种带引线加强型通讯管材的制备工艺 |
-
2004
- 2004-02-25 JP JP2004050117A patent/JP2005238363A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101670467A (zh) * | 2008-09-12 | 2010-03-17 | 奥林匹亚80有限责任公司 | 带有双摆动刀片的、用于切割管件的立式机具以及借助于该机具的切割方法 |
| CN106975787A (zh) * | 2017-05-17 | 2017-07-25 | 许昌市儒燕科技信息咨询有限公司 | 一种稳定性好的桥梁建筑用钢管切割装置 |
| CN106975787B (zh) * | 2017-05-17 | 2018-09-14 | 许昌职业技术学院 | 一种稳定性好的桥梁建筑用钢管切割装置 |
| CN114683508A (zh) * | 2022-03-22 | 2022-07-01 | 杭州中祥通讯器材有限公司 | 一种带引线加强型通讯管材的制备工艺 |
| CN114683508B (zh) * | 2022-03-22 | 2022-11-08 | 杭州中祥通讯器材有限公司 | 一种带引线加强型通讯管材的制备工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2812468C (en) | Ultrasonic vibration unit | |
| KR100901809B1 (ko) | 띠톱 기계 | |
| JP4261352B2 (ja) | 回転超音波ホーンの取付け装置および取付け方法 | |
| WO2000016966A1 (en) | Rotary acoustic horn with sleeve | |
| JP4932628B2 (ja) | 筒部内周部切削加工用被加工物保持装置 | |
| US8161860B2 (en) | Rotary cutter and rotary cutting apparatus provided with the rotary cutter | |
| JP2005238363A (ja) | 金属パイプの切断装置及び切断方法 | |
| JP2001121471A (ja) | ロータリカットオフ装置 | |
| JP4892327B2 (ja) | 管体切断装置及び管体切断方法 | |
| JP3895647B2 (ja) | クランク軸の偏心量変更機構およびクロス加工工具の駆動装置 | |
| JPH0687045A (ja) | 金属缶の開口端部に絞り込みを形成するための装置 | |
| JP2004291048A (ja) | スピニング成形機 | |
| JP3949710B2 (ja) | 帯鋸盤 | |
| JP3967372B2 (ja) | 帯鋸盤によるワークの切断方法 | |
| JP5206465B2 (ja) | 金属部材の接合方法及び金属部材の接合装置 | |
| JP2000280377A (ja) | カットオフ装置 | |
| JPH1034270A (ja) | 管用テーパーねじ転造用ヘッド | |
| JP2003080415A (ja) | 剪断加工機 | |
| JP2000343172A (ja) | カラー成形装置 | |
| JP5522744B2 (ja) | フォーミングマシン及びスライド駆動装置 | |
| JP2009018356A (ja) | 超音波切削加工装置及び超音波切削加工方法 | |
| CN120772596A (zh) | 一种用以对待铰孔设备进行铰孔的装置 | |
| JP2004106101A (ja) | 管の切断方法 | |
| JPH06206118A (ja) | 材料の切断方法 | |
| JPH10141358A (ja) | 動圧軸受装置及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20051115 |