JP2005260010A - ウエハ搬送装置及びウエハ搬送方法 - Google Patents
ウエハ搬送装置及びウエハ搬送方法 Download PDFInfo
- Publication number
- JP2005260010A JP2005260010A JP2004069834A JP2004069834A JP2005260010A JP 2005260010 A JP2005260010 A JP 2005260010A JP 2004069834 A JP2004069834 A JP 2004069834A JP 2004069834 A JP2004069834 A JP 2004069834A JP 2005260010 A JP2005260010 A JP 2005260010A
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- arm
- cassette
- sensor
- height
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
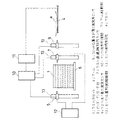
【解決手段】ウエハを載せたアーム4が上に移動する際、この位置をウエハが通過するとセンサ7はウエハが通過したことを示す信号をセンサ信号処理部10に出力する。この信号に基づきセンサ信号処理部10はアームの上方への動きを停止させる信号をアーム駆動部11に出力する。この信号に基づきアーム駆動部11はアーム4の上方への動きを停止する。これにより、ウエハカセット1からアーム4によりウエハaが取り出されるときに、このウエハaがウエハ受け部と接触することを防ぐことができる。
【選択図】図1
Description
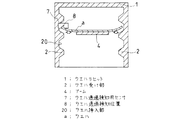
2:ウエハ受け部
3:ウエハカセット開口部
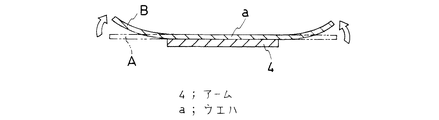
4:アーム
5:ウエハの位置及び厚さ測定用センサ
6:ロード・アンロード台
7:ウエハ通過検知用センサ
8:ウエハ通過検知位置
9:ウエハ反り高さ測定センサ
10:センサ信号処理部
11:アーム駆動部
12:センサ位置制御駆動部
13:センサ保持用支柱
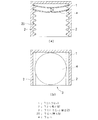
20:ウエハ挿入部
a:ウエハ
Claims (8)
- ウエハの周縁部を嵌合するウエハ挿入部が多段に設けられたウエハカセットと、前記ウエハを保持して前記ウエハカセットに対し搬入し取り出す移動可能のアームと、前記アームを前記ウエハカセットに対する搬入搬出方向及び上下方向に駆動するアーム駆動部と、前記ウエハカセット内で前記アームの上昇により前記ウエハが上昇した場合に前記ウエハの縁部を所定位置で検出する第1のセンサと、ウエハの反り量を測定する第2のセンサと、前記ウエハを前記ウエハカセットから取り出す際に、前記第1のセンサが前記ウエハの縁部を検出したときに前記アーム駆動部によるアームの上昇を停止させ、ウエハを前記ウエハカセット内に搬入する際に、前記第2のセンサにより検出された反り量をアーム挿入高さの補正量として前記アーム駆動部におけるアーム挿入高さを制御する制御部とを有することを特徴とするウエハ搬送装置。
- 前記ウエハカセットに収納されたウエハの位置を検出する第3のセンサを有し、前記第3のセンサは、前記ウエハをウエハカセットから取り出す際に、取り出そうとするウエハの下面と、その下段のウエハの上面とを検出し、前記制御部は、前記検出下面と前記検出上面との間の中間の位置にアームを挿入することを特徴とする請求項1に記載のウエハ搬送装置。
- 前記制御部は、前記ウエハカセット内に挿入されたアームを、所定量上昇させて前記アーム上に前記ウエハを保持し、その後、前記アームを引き抜くことにより、前記ウエハを取り出すように前記アーム駆動部を制御し、前記アームを上昇させる際に、前記第1のセンサが前記ウエハの縁部を検出したときに、前記アームの上昇を停止させるように前記アーム駆動部を制御することを特徴とする請求項1又は2に記載のウエハ搬送装置。
- 前記第1のセンサは、前記ウエハを挿入しようとする前記ウエハ挿入部の上段の前記ウエハ受け部に前記ウエハの縁部が当接しないように、前記ウエハの縁部の位置を検出するものであり、前記ウエハを挿入しようとするウエハ挿入部の位置に応じて、上下に移動可能であることを特徴とする請求項1乃至3のいずれか1項に記載のウエハ搬送装置。
- 前記制御部は、前記ウエハをウエハカセットに挿入する際に、前記ウエハ挿入部の間のウエハ受け部であって前記ウエハを挿入しようとするウエハ挿入部の上下のウエハ受け部の各中心位置の間の中間位置を基準高さ位置とし、この基準高さ位置に対し、前記第2のセンサにより検出された反り量を減じた高さ位置に、前記ウエハを保持したアームを挿入することを特徴とする請求項1乃至4のいずれか1項に記載のウエハ搬送装置。
- 前記アームは、前記ウエハを吸引吸着することにより、前記ウエハを保持することを特徴とする請求項1乃至5のいずれか1項に記載のウエハ搬送装置。
- ウエハの周縁部を嵌合するウエハ挿入部が多段に設けられたウエハカセット内に収納されているウエハを取り出すウエハ搬送方法において、取り出そうとするウエハの下方にアームを挿入する工程と、前記アームを上昇させてアームをウエハの下面に接触させ前記アーム上に前記ウエハを保持する工程と、前記アームを前記ウエハカセットから引き抜いて前記ウエハを取り出す工程とを有し、前記ウエハの縁部を所定位置で検出する第1のセンサを設け、前記ウエハカセット内で前記アームの上昇により前記ウエハが上昇した場合に前記ウエハの縁部が前記第1のセンサにより検出されたときに、前記アームの上昇を停止させることを特徴とするウエハ搬送方法。
- ウエハの周縁部を嵌合するウエハ挿入部が多段に設けられたウエハカセット内にウエハを挿入するウエハ搬送方法において、挿入しようとするウエハの反り高さを第2のセンサにより検出する工程と、前記ウエハをアーム上に保持した状態で前記アームを前記ウエハカセット内に挿入する工程と、を有し、前記ウエハを前記ウエハカセット内に搬入する際に、前記第2のセンサにより検出された反り量をアーム挿入高さの補正量として前記アーム駆動部におけるアーム挿入高さを制御することを特徴とするウエハ搬送方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004069834A JP2005260010A (ja) | 2004-03-11 | 2004-03-11 | ウエハ搬送装置及びウエハ搬送方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004069834A JP2005260010A (ja) | 2004-03-11 | 2004-03-11 | ウエハ搬送装置及びウエハ搬送方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005260010A true JP2005260010A (ja) | 2005-09-22 |
Family
ID=35085441
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004069834A Pending JP2005260010A (ja) | 2004-03-11 | 2004-03-11 | ウエハ搬送装置及びウエハ搬送方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005260010A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013187493A (ja) * | 2012-03-09 | 2013-09-19 | Disco Abrasive Syst Ltd | ウエーハの搬出方法 |
| JP2017069386A (ja) * | 2015-09-30 | 2017-04-06 | 株式会社Screenホールディングス | 基板処理装置 |
| JP2017183669A (ja) * | 2016-03-31 | 2017-10-05 | キヤノン株式会社 | 搬送装置、リソグラフィ装置、および物品の製造方法 |
| JP7626731B2 (ja) | 2021-06-11 | 2025-02-04 | 台湾積體電路製造股▲ふん▼有限公司 | ウェハ取り扱い方法、及びロードポート |
| WO2025177429A1 (ja) * | 2024-02-20 | 2025-08-28 | 平田機工株式会社 | 搬送装置 |
| JP2026057239A (ja) * | 2024-09-20 | 2026-04-02 | 株式会社Screenホールディングス | 基板搬送装置および基板処理装置ならびに基板搬送方法 |
| TWI922120B (zh) | 2024-02-20 | 2026-04-11 | 日商平田機工股份有限公司 | 搬送裝置 |
-
2004
- 2004-03-11 JP JP2004069834A patent/JP2005260010A/ja active Pending
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013187493A (ja) * | 2012-03-09 | 2013-09-19 | Disco Abrasive Syst Ltd | ウエーハの搬出方法 |
| JP2017069386A (ja) * | 2015-09-30 | 2017-04-06 | 株式会社Screenホールディングス | 基板処理装置 |
| JP2017183669A (ja) * | 2016-03-31 | 2017-10-05 | キヤノン株式会社 | 搬送装置、リソグラフィ装置、および物品の製造方法 |
| US10222712B2 (en) | 2016-03-31 | 2019-03-05 | Canon Kabushiki Kaisha | Conveyance apparatus, lithography apparatus, and method of manufacturing article |
| JP7626731B2 (ja) | 2021-06-11 | 2025-02-04 | 台湾積體電路製造股▲ふん▼有限公司 | ウェハ取り扱い方法、及びロードポート |
| WO2025177429A1 (ja) * | 2024-02-20 | 2025-08-28 | 平田機工株式会社 | 搬送装置 |
| JPWO2025177429A1 (ja) * | 2024-02-20 | 2025-08-28 | ||
| KR20250130278A (ko) | 2024-02-20 | 2025-09-01 | 히라따기꼬오 가부시키가이샤 | 반송 장치 |
| TWI922120B (zh) | 2024-02-20 | 2026-04-11 | 日商平田機工股份有限公司 | 搬送裝置 |
| JP7851486B2 (ja) | 2024-02-20 | 2026-04-24 | 平田機工株式会社 | 搬送装置 |
| JP2026057239A (ja) * | 2024-09-20 | 2026-04-02 | 株式会社Screenホールディングス | 基板搬送装置および基板処理装置ならびに基板搬送方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102903657B (zh) | 热处理装置及朝该热处理装置输送基板的基板输送方法 | |
| KR102465561B1 (ko) | 기판의 위치 어긋남 검출 방법 및 기판의 위치 어긋남 검출 장치 | |
| CN105826217A (zh) | 贴装装置及贴装方法 | |
| JP2006074004A (ja) | ワーク搬送収納装置,およびそのワーク搬送収納装置を備えた切削装置 | |
| JP6478878B2 (ja) | 基板処理装置及び基板搬送方法並びに基板搬送プログラムを記憶したコンピュータ読み取り可能な記憶媒体 | |
| CN107210258A (zh) | 基板处理装置以及半导体装置的制造方法 | |
| KR20210012121A (ko) | 대상물 이송 장치 | |
| JP2005260010A (ja) | ウエハ搬送装置及びウエハ搬送方法 | |
| KR101162923B1 (ko) | 트레이 이송 방법, 이를 적용한 트레이 이송 장치 및 테스트 핸들러 | |
| CN117798899A (zh) | 搬运系统以及搬运方法 | |
| JP2002305233A (ja) | ウェハ搬送用アーム | |
| JP2015076507A (ja) | ウエーハの搬送装置 | |
| JP2023068465A (ja) | 移載装置、制御装置、移載方法、プログラム、及び記憶媒体 | |
| KR102869754B1 (ko) | 이송 장치 | |
| JPH06236910A (ja) | 検査装置 | |
| CN117063272A (zh) | 处理装置和基板输送方法 | |
| JPH09272095A (ja) | 板状物搬送用ロボット | |
| CN210272292U (zh) | 半导体设备 | |
| KR20230019757A (ko) | 전자부품 테스트 핸들러 | |
| CN110312415A (zh) | 基板输送装置及电子部件安装装置 | |
| CN100452343C (zh) | 托架支承装置 | |
| CN112582317A (zh) | 半导体设备及晶圆盒搬运方法 | |
| JP6656441B2 (ja) | 基板処理装置及び基板搬送方法並びに基板搬送プログラムを記憶したコンピュータ読み取り可能な記憶媒体 | |
| KR20140025517A (ko) | 얼라인먼트 장치 및 얼라인먼트 방법 | |
| JP4255676B2 (ja) | 基板運搬装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061208 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070112 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20080620 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090529 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090602 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091013 |