JP2005287881A - 手提げ紐付袋の製造方法 - Google Patents
手提げ紐付袋の製造方法 Download PDFInfo
- Publication number
- JP2005287881A JP2005287881A JP2004108886A JP2004108886A JP2005287881A JP 2005287881 A JP2005287881 A JP 2005287881A JP 2004108886 A JP2004108886 A JP 2004108886A JP 2004108886 A JP2004108886 A JP 2004108886A JP 2005287881 A JP2005287881 A JP 2005287881A
- Authority
- JP
- Japan
- Prior art keywords
- string
- strip
- paper
- bag
- band
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 6
- 239000000853 adhesive Substances 0.000 claims description 14
- 230000001070 adhesive effect Effects 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 10
- 238000005520 cutting process Methods 0.000 claims description 8
- 238000003825 pressing Methods 0.000 claims description 3
- 238000004026 adhesive bonding Methods 0.000 description 5
- 230000000994 depressogenic effect Effects 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images



Landscapes
- Purses, Travelling Bags, Baskets, Or Suitcases (AREA)
- Bag Frames (AREA)
- Making Paper Articles (AREA)
Abstract
【課題】 手提げ部が取れるのを防ぐ手提げ紐付袋の製造方法を提供すること。
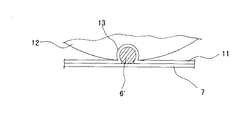
【解決手段】 第1の帯紙7の上に連続した紐6’を蛇行して重ね、さらに、第2の帯紙11を重ねた後、第2の帯紙11の上から加圧ロール12で加圧して、第1の帯紙7、紐6’及び第2の帯紙11を接着し、次いで、この接着物を中心線に沿って切断してから、左右の帯片を適宜長さに切断することにより、第1の紙片と第2の紙片で手提げ紐を挟んで成る手提げ部を得、手提げ部の第1の紙片を袋用原紙に貼着する。加圧ロール12の表面に、紐6’の配設部分に合致する逃げ溝13を形成し、加圧ロール12で加圧する時に、紐6’の配設された部分を逃げ溝13に嵌合する。
【選択図】 図1
【解決手段】 第1の帯紙7の上に連続した紐6’を蛇行して重ね、さらに、第2の帯紙11を重ねた後、第2の帯紙11の上から加圧ロール12で加圧して、第1の帯紙7、紐6’及び第2の帯紙11を接着し、次いで、この接着物を中心線に沿って切断してから、左右の帯片を適宜長さに切断することにより、第1の紙片と第2の紙片で手提げ紐を挟んで成る手提げ部を得、手提げ部の第1の紙片を袋用原紙に貼着する。加圧ロール12の表面に、紐6’の配設部分に合致する逃げ溝13を形成し、加圧ロール12で加圧する時に、紐6’の配設された部分を逃げ溝13に嵌合する。
【選択図】 図1
Description
本発明は、手提げ紐付袋の製造方法に関する。
袋の前後壁に孔を開けて手提げ紐を通すと、孔の部分から破れる虞があるので、2枚の紙片で湾曲した手提げ紐を挟んで成る手提げ紐体を袋用原紙に貼着し、この袋用原紙から袋を形成することが多い。
このような手提げ紐体を形成する方法として、連続的に繰り出される帯紙の片面に接着剤を塗布すると共に円筒に沿って移送し、その接着剤塗布面に連続して送り出される紐を千鳥状に振りながら重ね、更に紐の上面より接着剤を塗布して他の帯紙を重ねてこれら3者を円筒と圧着ロール間で圧着して接合し、次いでこの接着物を中心より2分割すると共に、2分割された接着物をその流れ方向と直角方向に切断する方法が知られている(特許文献1参照)。
このような手提げ紐体を形成する方法として、連続的に繰り出される帯紙の片面に接着剤を塗布すると共に円筒に沿って移送し、その接着剤塗布面に連続して送り出される紐を千鳥状に振りながら重ね、更に紐の上面より接着剤を塗布して他の帯紙を重ねてこれら3者を円筒と圧着ロール間で圧着して接合し、次いでこの接着物を中心より2分割すると共に、2分割された接着物をその流れ方向と直角方向に切断する方法が知られている(特許文献1参照)。
ところが、この方法で形成された手提げ紐体は、圧着する際に、紐配置部分も円筒と圧着ローラで両側から加圧されるので、2枚の紙片がいずれも紐の部分において隆起すると共に、紐配置部分の間が陥没する。
このような手提げ紐体を袋用原紙に貼り付けると、紙片の陥没した部分が袋用原紙から浮き上がってしまい、接着不良が生じて、袋に物品を収納した時、その重量により手提げ紐体が取れる心配がある。
このような手提げ紐体を袋用原紙に貼り付けると、紙片の陥没した部分が袋用原紙から浮き上がってしまい、接着不良が生じて、袋に物品を収納した時、その重量により手提げ紐体が取れる心配がある。
本発明が解決しようとする課題は、手提げ紐を挟む2枚の紙片の内、一方の紙片が平滑に形成され、この平滑な紙片を袋用原紙に貼着することにより、手提げ部が袋から取れるのを防ぐと共に、貼着用加圧ロールを帯び紙の上方に位置させることによってその整備を容易とした手提げ紐付袋の製造方法を提供することにある。
本発明の手提げ紐付袋の製造方法は、上面に接着剤を塗布した第1の帯紙の上に、連続した紐を蛇行して、且つ、その両側の湾曲した頂部が前記第1の帯紙の両側から突出するよう重ね、さらに、その上に接着剤を介して第2の帯紙を重ねた後、前記第2の帯紙の上から加圧ロールで加圧して、前記第1の帯紙、紐及び第2の帯紙を接着し、次いで、この接着物を中心線に沿って切断してから、切断分離された左右の帯片を、前記紐の湾曲した頂部の両側において適宜長さに切断することにより、第1の帯紙から形成される第1の紙片と、第2の帯紙から形成される第2の紙片とで、湾曲した手提げ紐を挟んで成る手提げ部を得、該手提げ部の第1の紙片を袋用原紙に貼着するものであって、前記加圧ロールの表面に、前記紐の配設部分に合致する逃げ溝を形成し、該加圧ロールで加圧する時に、前記紐の配設された部分を前記逃げ溝に嵌合することを特徴とする。
本発明によれば、加圧ロールが回動して第2の帯紙の上から加圧する際に、紐配置部分が加圧ロールの逃げ溝に嵌合するので、紐配置部分に加わる圧力は他の部分に比較して非常に弱くなり、このため、第2の帯紙は紐配置部分において隆起するが、第1の帯紙は平滑な状態を保ち、この結果、第1の帯紙を切断して形成される第1の紙片を袋用原紙に貼り付けた時、袋用原紙と手提げ部との間に隙間があくことなく広い面積で確実に接着され、手提げ部が取れるのを防ぐことができる。
さらに、貼着用加圧ロールが帯紙の上方に位置しているため、外部からこれに触れることが簡単にでき、その整備を容易とする。
さらに、貼着用加圧ロールが帯紙の上方に位置しているため、外部からこれに触れることが簡単にでき、その整備を容易とする。
以下、本発明の実施例を図面に基づいて詳細に説明する。
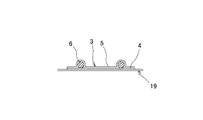
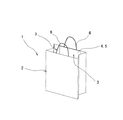
図6に示すように、本発明によって製造される手提げ紐付袋1は、袋本体2と、その上端開口部の前後壁内面にそれぞれ装着された手提げ部3とを有する。
手提げ部3は、第1の紙片4と第2の紙片5とで湾曲した手提げ紐6の両端部を挟んで成り、第1の紙片4を袋本体2に貼り付けてある。
図6に示すように、本発明によって製造される手提げ紐付袋1は、袋本体2と、その上端開口部の前後壁内面にそれぞれ装着された手提げ部3とを有する。
手提げ部3は、第1の紙片4と第2の紙片5とで湾曲した手提げ紐6の両端部を挟んで成り、第1の紙片4を袋本体2に貼り付けてある。
手提げ部3は、次のように、製造される。
図1に示すように、ロールに巻き付けられた第1の帯紙7が、ガイドロール10に案内され、図示しない糊付け装置を介して下部ロール8の上に送り出される。糊付け装置において、第1の帯紙7の上面には接着剤が塗布される。
紙或いは合成樹脂を素材とする紐6’は、ロールに巻き付けられており、第1の帯紙7の上に連続して送り出され、下部ロール8の上において、第1の帯紙7の上面に重ねられる。
図1に示すように、ロールに巻き付けられた第1の帯紙7が、ガイドロール10に案内され、図示しない糊付け装置を介して下部ロール8の上に送り出される。糊付け装置において、第1の帯紙7の上面には接着剤が塗布される。
紙或いは合成樹脂を素材とする紐6’は、ロールに巻き付けられており、第1の帯紙7の上に連続して送り出され、下部ロール8の上において、第1の帯紙7の上面に重ねられる。
下部ロール8の近傍上流側には、複数の紐ガイド突起9が設けられる。紐ガイド装置9は略半円形をなし、その円弧状の側面が交互に逆向きになるよう配置される。
また、これら紐ガイド装置9は、円弧状の側面の方向に、第1の帯紙7の搬送方向と交差するよう、交互に幅方向逆向きに移動しながら、第1の帯紙7の搬送方向と平行に移動する。
そして、下部ロール8の直前で第1の帯紙7の両側に達し、その後、下降して第1の帯紙7の搬送経路から外れ、元の位置に復帰するようになっている。
また、これら紐ガイド装置9は、円弧状の側面の方向に、第1の帯紙7の搬送方向と交差するよう、交互に幅方向逆向きに移動しながら、第1の帯紙7の搬送方向と平行に移動する。
そして、下部ロール8の直前で第1の帯紙7の両側に達し、その後、下降して第1の帯紙7の搬送経路から外れ、元の位置に復帰するようになっている。
これらの紐ガイド突起9は、下部ロール8の上流側で、連続して送り出される紐6’をその円弧状側面で引っ掛け、交互に逆向きに側方へ移動しながら、下部ロール8に接近する。
従って、紐6’は、蛇行した状態で第1の帯片7の上に重ねられ、紐6’の湾曲した頂部は、第1の帯紙7の両側に突出する。
また、ロールに巻き付けられた第2の帯紙11が、ガイドロール10’に案内され、糊付け装置20を経て、第1の帯紙7上に重ねた紐6’の上にさらに重ねられる。第2の帯紙11は、第1の帯紙7と同幅であり、糊付け装置20において第2の帯紙11の下面に接着剤が塗布される。
従って、紐6’は、蛇行した状態で第1の帯片7の上に重ねられ、紐6’の湾曲した頂部は、第1の帯紙7の両側に突出する。
また、ロールに巻き付けられた第2の帯紙11が、ガイドロール10’に案内され、糊付け装置20を経て、第1の帯紙7上に重ねた紐6’の上にさらに重ねられる。第2の帯紙11は、第1の帯紙7と同幅であり、糊付け装置20において第2の帯紙11の下面に接着剤が塗布される。
下部ロール8の上方には貼着用加圧ロール12が設置される。加圧ロール12は第2の帯紙11の上方から、積層された第1の帯紙7,紐6’及び第2の帯紙11を加圧し、下部ロール8と共働してこれら第1の帯紙7,紐6’及び第2の帯紙11を接着する。
また、加圧ロール12の表面には、紐6’の配設部分と合致する位置に、複数の逃げ溝13が形成される。
蛇行する紐6の帯紙7,11で挟まれた部分は、帯紙7,11の幅方向に対して僅かに傾斜しているので、各逃げ溝13は、それぞれ合致する紐6’の傾斜角度に対応するように、加圧ロール12上にその軸方向に対して僅かに傾斜して形成される。
また、加圧ロール12の表面には、紐6’の配設部分と合致する位置に、複数の逃げ溝13が形成される。
蛇行する紐6の帯紙7,11で挟まれた部分は、帯紙7,11の幅方向に対して僅かに傾斜しているので、各逃げ溝13は、それぞれ合致する紐6’の傾斜角度に対応するように、加圧ロール12上にその軸方向に対して僅かに傾斜して形成される。
また、逃げ溝13の深さは、紐6’の直径よりもやや浅く形成される。そして、加圧ロール8が回動して第2の帯紙11の上から加圧すると、図2に示すように、紐6’を設置した部分は逃げ溝13内に嵌合される。
逃げ溝13の深さは紐6’の直径よりもやや浅いので、逃げ溝13内へ嵌合した部分も加圧されて、紐6’は第1の帯紙7及び第2の帯紙11に接着されるが、この部分に加わる圧力は、他の部分に加わる圧力に比較して非常に弱いため、第2の帯紙11は紐6’の部分において隆起すると共に、隆起部分の間が陥没するが、第1の帯紙7は平滑な状態を保つ。
逃げ溝13の深さは紐6’の直径よりもやや浅いので、逃げ溝13内へ嵌合した部分も加圧されて、紐6’は第1の帯紙7及び第2の帯紙11に接着されるが、この部分に加わる圧力は、他の部分に加わる圧力に比較して非常に弱いため、第2の帯紙11は紐6’の部分において隆起すると共に、隆起部分の間が陥没するが、第1の帯紙7は平滑な状態を保つ。
第1の帯紙7,紐6’及び第2の帯紙11を重ねて接着した接着物は、図3に示すように、下部ロール8及び加圧ロール12の下流に設置されたスリッタロール14を通過する。スリッタロール14の外周面中央部には刃15が周方向に沿って装着され、この刃15により、接着物がその中心線に沿って切断される。
刃15により切断分離された左右の帯片16,16’は、それぞれ複数の案内ロール17に案内されて切断装置18へ送り込まれる。
切断装置18へ送り込まれた帯片16,16’は、図4に示すように、紐6’の湾曲した頂部の両側において適宜長さに切断され、切断された紐6’が手提げ紐6となり、第1の帯紙7から第1の紙片4が、第2の帯紙11から第2の紙片5がそれぞれ形成され、手提げ部3が得られる。
刃15により切断分離された左右の帯片16,16’は、それぞれ複数の案内ロール17に案内されて切断装置18へ送り込まれる。
切断装置18へ送り込まれた帯片16,16’は、図4に示すように、紐6’の湾曲した頂部の両側において適宜長さに切断され、切断された紐6’が手提げ紐6となり、第1の帯紙7から第1の紙片4が、第2の帯紙11から第2の紙片5がそれぞれ形成され、手提げ部3が得られる。
このようにして得られた手提げ部3は次工程に移送され、図5に示すように、第1の紙片4が袋用原紙19に貼り付けられる。
平滑な第1の帯紙7から形成された第1の紙片4は、平らで陥没部分が無いので、広い面積で確実に袋用原紙19に接着される。
手提げ部3が貼着された袋用原紙19は、製袋機において任意の形状の手提げ紐付袋1に成形される。
平滑な第1の帯紙7から形成された第1の紙片4は、平らで陥没部分が無いので、広い面積で確実に袋用原紙19に接着される。
手提げ部3が貼着された袋用原紙19は、製袋機において任意の形状の手提げ紐付袋1に成形される。
なお、下部ロール8及び加圧ロール12は、積層された第1の帯紙7,紐6’及び第2の帯紙11の搬送方向に沿って複数組設置しても良い。
また、紐6を蛇行させる装置は、上記実施例のものに限定されず、紐6を案内して左右に往復運動するクランク装置等を用いることもできる。
また、紐6を蛇行させる装置は、上記実施例のものに限定されず、紐6を案内して左右に往復運動するクランク装置等を用いることもできる。
1 手提げ紐付袋
2 袋本体
3 手提げ部
4 第1の紙片
5 第2の紙片
6 手提げ紐
6’ 紐
7 第1の帯紙
8 下部ロール
9 紐ガイド突起
10,10’ ガイドロール
11 第2の帯紙
12 加圧ロール
13 逃げ溝
14 スリッタロール
15 刃
16,16’ 帯片
17 案内ロール
18 切断装置
19 袋用原紙
20 糊付け装置
2 袋本体
3 手提げ部
4 第1の紙片
5 第2の紙片
6 手提げ紐
6’ 紐
7 第1の帯紙
8 下部ロール
9 紐ガイド突起
10,10’ ガイドロール
11 第2の帯紙
12 加圧ロール
13 逃げ溝
14 スリッタロール
15 刃
16,16’ 帯片
17 案内ロール
18 切断装置
19 袋用原紙
20 糊付け装置
Claims (1)
- 上面に接着剤を塗布した第1の帯紙の上に、連続した紐を蛇行して、且つ、その両側の湾曲した頂部が前記第1の帯紙の両側から突出するよう重ね、さらに、その上に接着剤を介して第2の帯紙を重ねた後、前記第2の帯紙の上から加圧ロールで加圧して、前記第1の帯紙、紐及び第2の帯紙を接着し、次いで、この接着物を中心線に沿って切断してから、切断分離された左右の帯片を、前記紐の湾曲した頂部の両側において適宜長さに切断することにより、前記第1の帯紙から形成される第1の紙片と、第2の帯紙から形成される第2の紙片とで、湾曲した手提げ紐を挟んで成る手提げ部を得、前記第1の紙片を袋用原紙に貼着する手提げ紐付袋の製造方法において、前記加圧ロールの表面に、前記紐の配設部分に合致する逃げ溝を形成し、該加圧ロールが回動して加圧する時に、前記紐の配設された部分を前記逃げ溝に嵌合することを特徴とする手提げ紐付袋の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004108886A JP2005287881A (ja) | 2004-04-01 | 2004-04-01 | 手提げ紐付袋の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004108886A JP2005287881A (ja) | 2004-04-01 | 2004-04-01 | 手提げ紐付袋の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005287881A true JP2005287881A (ja) | 2005-10-20 |
Family
ID=35321482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004108886A Pending JP2005287881A (ja) | 2004-04-01 | 2004-04-01 | 手提げ紐付袋の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005287881A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4844937B1 (ja) * | 2011-06-20 | 2011-12-28 | 正明 杉本 | ハンドル付きガゼット袋及びその連続製造方法 |
| CN102336032A (zh) * | 2011-09-19 | 2012-02-01 | 无锡市弘企包装机械有限公司 | 手挽制造设备 |
| JP5919452B1 (ja) * | 2016-01-29 | 2016-05-18 | ニューロング株式会社 | 布紐把手搬送装置 |
| CN110884221A (zh) * | 2019-12-20 | 2020-03-17 | 昆山金红凯包装制品有限公司 | 一种纸袋提手模块的生产设备 |
-
2004
- 2004-04-01 JP JP2004108886A patent/JP2005287881A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4844937B1 (ja) * | 2011-06-20 | 2011-12-28 | 正明 杉本 | ハンドル付きガゼット袋及びその連続製造方法 |
| CN102336032A (zh) * | 2011-09-19 | 2012-02-01 | 无锡市弘企包装机械有限公司 | 手挽制造设备 |
| CN102336032B (zh) * | 2011-09-19 | 2013-09-18 | 无锡市弘企包装机械有限公司 | 手挽制造设备 |
| JP5919452B1 (ja) * | 2016-01-29 | 2016-05-18 | ニューロング株式会社 | 布紐把手搬送装置 |
| CN110884221A (zh) * | 2019-12-20 | 2020-03-17 | 昆山金红凯包装制品有限公司 | 一种纸袋提手模块的生产设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW528675B (en) | Process for the manufacture of a tape-shaped object and device for completing the process | |
| BR0209553B1 (pt) | laminado flexìvel de filmes de material termoplástico, método para a fabricação de um laminado flexìvel de filmes de material termoplástico e, aparelho para formar um laminado flexìvel de filmes de material termoplástico. | |
| CN105273650A (zh) | 半划刻的双面胶带产品和生产该双面胶带产品的方法 | |
| US20210337993A1 (en) | Drinking straw | |
| US20170028667A1 (en) | Method for shaping a flat web material, and device | |
| JPH02140162A (ja) | 接着絆創膏の製造・包装機械 | |
| JP2005287881A (ja) | 手提げ紐付袋の製造方法 | |
| JP2006082388A (ja) | 筒状フィルムの製造装置 | |
| BR0114396A (pt) | Processo para a produção de filmes compósitos poliméricos e processo para a produção de um envidraçado laminado | |
| CN105835513A (zh) | 多层医用纸叠合设备 | |
| US6713174B2 (en) | Tear tape | |
| JP2005225523A (ja) | 梱包方法および梱包装置 | |
| JP5039806B2 (ja) | 粘着性被覆体の製造装置 | |
| KR100871000B1 (ko) | 손목 조임부가 형성된 일회용 비닐장갑 및 그 제작방법 | |
| KR102193792B1 (ko) | 합지 장치 | |
| JP2008087161A (ja) | シートラッピング製品の製造方法及び装置 | |
| KR100789926B1 (ko) | 폴리우레탄장갑 제조장치 및 제조방법 | |
| JP5237250B2 (ja) | 衛生用紙の折り畳み加工装置 | |
| JP5947989B1 (ja) | 把手接着装置 | |
| KR20120113944A (ko) | 우표 및 지폐보존싸개와 그 제조방법과 그 제조장치 | |
| JP2017012442A5 (ja) | ||
| JP4894440B2 (ja) | シートラッピング製品、その製造方法及び装置 | |
| JP3457661B1 (ja) | ペーパーウエブ分離用ストリップ及びその製造方法 | |
| IT201800004234A1 (it) | Materiale laminato e processo per la sua fabbricazione, nonché foglio e contenitore ottenuti da questo materiale laminato | |
| JP5411097B2 (ja) | Icタグを抄き込んだ和紙およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060912 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070130 |