JP2005319476A - 微細凹部加工装置及び微細凹部加工方法 - Google Patents
微細凹部加工装置及び微細凹部加工方法 Download PDFInfo
- Publication number
- JP2005319476A JP2005319476A JP2004138179A JP2004138179A JP2005319476A JP 2005319476 A JP2005319476 A JP 2005319476A JP 2004138179 A JP2004138179 A JP 2004138179A JP 2004138179 A JP2004138179 A JP 2004138179A JP 2005319476 A JP2005319476 A JP 2005319476A
- Authority
- JP
- Japan
- Prior art keywords
- processing
- fine
- roller
- holder
- load
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Cylinder Crankcases Of Internal Combustion Engines (AREA)
Abstract
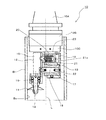
【解決手段】シリンダボアBの内周面Baに微細凹部を形成する微細凹部加工装置であって、主軸3と、この主軸2に同軸装着されて一体で回転し且つ軸方向に移動可能としたホルダ10と、外周部に微細な凹凸を具備した加工ローラ11と、ホルダ10に設けられて主軸3と平行を成すローラ軸回りに加工ローラ11を回転可能に支持するアーム12と、このアーム12に対して加工ローラ11の径方向の荷重を付与して中心軸をホルダ10の回転軸Lに合致させたシリンダボアBの内周面Baに加工ローラ11の微細な凹凸を押し付ける圧縮コイルばね20を設けた。
【選択図】 図1
Description
そして、凹部を形成した後は、マスキングシートを取り外して洗浄するのに続いて、再びホーニングを行うことにより、上記ショットブラスト加工で凹部の周囲に生じた盛上り部分を除去するようにしている。
3 主軸
10 ホルダ
11 加工ローラ
12 アーム(ローラ支持部)
20 圧縮コイルばね(荷重発生手段)
21 ロードセル(荷重検出手段)
B シリンダボア(円形孔)
Ba シリンダボアの内周面
L ホルダの回転軸
Claims (7)
- 円形孔の内周面に微細凹部を形成する微細凹部加工装置であって、主軸と、この主軸に同軸装着されて一体で回転し且つ軸方向に移動可能としたホルダと、外周部に微細な凹凸を具備した加工ローラと、上記ホルダに設けられて主軸と平行を成すローラ軸回りに加工ローラを回転可能に支持するローラ支持部と、このローラ支持部に対して加工ローラの径方向の荷重を付与して中心軸を上記ホルダの回転軸に合致させた円形孔の内周面に加工ローラの微細な凹凸を押し付ける荷重発生手段を設けたことを特徴とする微細凹部加工装置。
- ローラ支持部と、このローラ支持部に支持される加工ローラと、上記ローラ支持部に対して加工ローラの径方向の荷重を付与する荷重発生手段とをホルダの回転軸と直交する方向に一体的に移動させる移動機構をホルダに設けた請求項1に記載の微細凹部加工装置。
- 荷重発生手段を圧縮コイルばねとした請求項1又は2に記載の微細凹部加工装置。
- ローラ支持部に付与した径方向の荷重を検出する荷重検出手段を設けた請求項1〜3のいずれか一つの項に記載の微細凹部加工装置。
- 荷重検出手段をロードセルとした請求項4に記載の微細凹部加工装置。
- 請求項1〜5のいずれかに記載の微細凹部加工装置を用いて円形孔の内周面に微細凹部を形成するに際して、ホルダの回転軸を円形孔の中心軸に合致させた後、荷重発生手段により円形孔の内周面に加工ローラの微細な凹凸を押し付けると共にホルダを回転させ、この状態でホルダ及び円形孔を相対的に軸方向に移動させることを特徴とする微細凹部加工方法。
- 荷重発生手段から加工ローラを支持するローラ支持部に対して付与する径方向の荷重を加工中に変化させる請求項6に記載の微細凹部加工方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004138179A JP4973904B2 (ja) | 2004-05-07 | 2004-05-07 | 微細凹部加工装置及び微細凹部加工方法 |
| US11/116,331 US7328637B2 (en) | 2004-04-28 | 2005-04-28 | Apparatus for machining a cylinder bore surface and method of machining the cylinder bore surface using the apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004138179A JP4973904B2 (ja) | 2004-05-07 | 2004-05-07 | 微細凹部加工装置及び微細凹部加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005319476A true JP2005319476A (ja) | 2005-11-17 |
| JP4973904B2 JP4973904B2 (ja) | 2012-07-11 |
Family
ID=35467140
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004138179A Expired - Fee Related JP4973904B2 (ja) | 2004-04-28 | 2004-05-07 | 微細凹部加工装置及び微細凹部加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4973904B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007331025A (ja) * | 2006-06-19 | 2007-12-27 | Nissan Motor Co Ltd | 微細凹部加工装置及び微細凹部加工方法 |
| KR101336661B1 (ko) | 2012-10-09 | 2013-12-04 | 김동배 | 연속 가공 장치 |
| US8641335B2 (en) | 2005-07-06 | 2014-02-04 | Nissan Motor Co., Ltd. | Apparatus for forming microscopic recesses on a cylindrical bore surface and method of forming the microscopic recesses on the cylindrical bore surface by using the apparatus |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01110015U (ja) * | 1988-01-14 | 1989-07-25 | ||
| JPH074303A (ja) * | 1993-06-15 | 1995-01-10 | Mitsubishi Motors Corp | エンジン用シリンダとこのシリンダの内面調質方法 |
| JPH11207592A (ja) * | 1998-01-26 | 1999-08-03 | Isuzu Motors Ltd | シリンダボアの内面微細溝加工装置及び加工方法 |
| JP2002361351A (ja) * | 2001-04-04 | 2002-12-17 | Nissan Motor Co Ltd | 表面加工装置及びこれを用いた微細凹凸創成方法 |
-
2004
- 2004-05-07 JP JP2004138179A patent/JP4973904B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01110015U (ja) * | 1988-01-14 | 1989-07-25 | ||
| JPH074303A (ja) * | 1993-06-15 | 1995-01-10 | Mitsubishi Motors Corp | エンジン用シリンダとこのシリンダの内面調質方法 |
| JPH11207592A (ja) * | 1998-01-26 | 1999-08-03 | Isuzu Motors Ltd | シリンダボアの内面微細溝加工装置及び加工方法 |
| JP2002361351A (ja) * | 2001-04-04 | 2002-12-17 | Nissan Motor Co Ltd | 表面加工装置及びこれを用いた微細凹凸創成方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8641335B2 (en) | 2005-07-06 | 2014-02-04 | Nissan Motor Co., Ltd. | Apparatus for forming microscopic recesses on a cylindrical bore surface and method of forming the microscopic recesses on the cylindrical bore surface by using the apparatus |
| JP2007331025A (ja) * | 2006-06-19 | 2007-12-27 | Nissan Motor Co Ltd | 微細凹部加工装置及び微細凹部加工方法 |
| KR101336661B1 (ko) | 2012-10-09 | 2013-12-04 | 김동배 | 연속 가공 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4973904B2 (ja) | 2012-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101376242B1 (ko) | 가공공구 | |
| JP4918960B2 (ja) | 略円柱状部材のマイクロロールフォーミング装置 | |
| JP6041317B2 (ja) | 加工工具 | |
| JP2008023596A (ja) | 微細凹部加工方法 | |
| US7328637B2 (en) | Apparatus for machining a cylinder bore surface and method of machining the cylinder bore surface using the apparatus | |
| JP4587026B2 (ja) | 微細凹部加工装置及び微細凹部加工方法 | |
| JP4973904B2 (ja) | 微細凹部加工装置及び微細凹部加工方法 | |
| JP4285008B2 (ja) | 表面加工装置 | |
| US8641335B2 (en) | Apparatus for forming microscopic recesses on a cylindrical bore surface and method of forming the microscopic recesses on the cylindrical bore surface by using the apparatus | |
| JP4513438B2 (ja) | 微細凹部加工装置及び微細凹部加工方法 | |
| JP2005169530A (ja) | 研削盤及び研削方法 | |
| JP5051499B2 (ja) | 微細凹部加工装置 | |
| JP2002361351A (ja) | 表面加工装置及びこれを用いた微細凹凸創成方法 | |
| JP2006247694A (ja) | 微細凹部加工装置及び微細凹部加工方法 | |
| JP4900672B2 (ja) | 微細凹部加工装置 | |
| JP4737710B2 (ja) | 微細凹部加工装置及び微細凹部加工方法 | |
| JP2006289564A (ja) | 微細凹部加工装置及び微細凹部加工方法 | |
| JP4678219B2 (ja) | 微細凹部加工装置 | |
| JP5051503B2 (ja) | 微細凹部加工装置及び微細凹部加工方法 | |
| JP4427750B2 (ja) | 微細凹部加工装置及び微細凹部加工方法 | |
| JP2006075925A (ja) | 円形穴の内周面加工方法 | |
| JP4883348B2 (ja) | 微細凹部加工装置及び微細凹部加工方法 | |
| JP2006289457A (ja) | 微細凹部加工装置 | |
| JPH054163A (ja) | 有底穴加工用ホーニングヘツド | |
| JP2006334613A (ja) | 微細凹部加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070402 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090715 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090721 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090916 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100319 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100517 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101222 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110218 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110908 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120315 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120328 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150420 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |