JP2006075902A - 連続動作レーザショックピーニング - Google Patents
連続動作レーザショックピーニング Download PDFInfo
- Publication number
- JP2006075902A JP2006075902A JP2005199528A JP2005199528A JP2006075902A JP 2006075902 A JP2006075902 A JP 2006075902A JP 2005199528 A JP2005199528 A JP 2005199528A JP 2005199528 A JP2005199528 A JP 2005199528A JP 2006075902 A JP2006075902 A JP 2006075902A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- controller
- laser beam
- shock peening
- pulse
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/066—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks
- B23K26/0661—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks disposed on the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/066—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/356—Working by laser beam, e.g. welding, cutting or boring for surface treatment by shock processing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D10/00—Modifying the physical properties by methods other than heat treatment or deformation
- C21D10/005—Modifying the physical properties by methods other than heat treatment or deformation by laser shock processing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/286—Particular treatment of blades, e.g. to increase durability or resistance against corrosion or erosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/001—Turbines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/90—Coating; Surface treatment
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Laser Beam Processing (AREA)
- Lasers (AREA)
Abstract
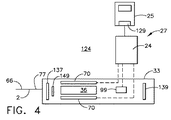
【解決手段】 レーザコントローラ(24)は、レーザビーム(2)を起動することなしにレーザフラッシュランプ(70)をあるフラッシュレート(73)で点滅させるスタンバイモードと、レーザビームパルス(77)の形態のレーザビーム(2)を起動して発射する発射モードとを有する。レーザコントローラ(24)は、レーザビームパルス(77)を発射するために電子制御動作コントローラ(25)によってレーザインターフェースコントローラ(24)に供給されるトリガー信号(93)と、フラッシュレート(73)とを実質的にレーザビームパルス(77)が発生されることになる時間において同期させる同期手段(27)を含む。
【選択図】 図1
Description
8 加工物
10 連続動作レーザショックピーニング装置
24 レーザコントローラ、レーザインターフェースコントローラ
25 動作コントローラ、電子制御動作コントローラ
31 レーザユニット
33 発振器
36 レーザ発信棒
55 レーザショックピーニング表面
58 レーザショックピーニングされたスポット
70 フラッシュランプ
73 フラッシュレート
77 レーザビームパルス
93 トリガー信号
99 Qスイッチ
111 ヘッダー
124 レーザ発射システム
127 マニピュレータ
129 速度制御
137 前方ミラー
139 後方ミラー
149 シャッター
151 高速シャッター
181 二重ポッケルセル
Claims (10)
- 連続動作レーザショックピーニング装置(10)であって、
加工物(8)をレーザショックピーニングするためにレーザビーム(2)を発生するレーザユニット(31)と、
前記加工物(8)を連続的に移動させて位置決めするようにマニピュレータ(127)に制御可能に接続された動作コントローラ(25)と、
前記レーザユニット(31)から前記レーザビーム(2)を変調して発射させるレーザコントローラ(24)と、
前記レーザユニット(31)から前記レーザビーム(2)を発射させるレーザ発射システム(124)と、
を備え、
前記動作コントローラ(25)が、前記レーザコントローラ(24)に制御可能に接続されて、該動作コントローラ(25)の速度制御(129)からの軸位置フィードバックに基づいて前記レーザビーム(2)を発射させることを特徴とする装置。 - 前記レーザユニット(31)においてレージングロッド(36)を作動させるように動作可能に配置された少なくとも1つのフラッシュランプ(70)を更に備え、
前記レーザコントローラ(24)が前記レーザユニット(31)から前記レーザビーム(2)を変調して発射させるための第1及び第2のモードを有し、該第1のモードが前記レーザビーム(2)を起動することなしに前記フラッシュランプ(70)をあるフラッシュレート(73)で点滅させるスタンバイモードであり、前記第2のモードが前記レーザビームパルス(77)の形態で前記レーザビーム(2)を起動して発射させる発射モードである請求項1に記載の装置。 - 前記レーザビーム(2)のレーザビームパルス(77)を発射するために、前記電子制御動作コントローラ(25)によって前記レーザインターフェースコントローラ(24)に供給されるトリガー信号(93)と、フラッシュランプ(70)の点滅のフラッシュレート(73)とを、実質的に前記レーザビームパルス(77)が発生されることになる時間において同期させる同期手段(27)を更に備える請求項2に記載の装置。
- 前記レーザコントローラ(24)に動作可能に接続され、且つ前記マニピュレータ(127)の1つ又はそれ以上の軸に沿って所定間隔に基づいてレーザビーム(2)を発射するようにプログラムされた前記動作コントローラ(25)を更に備える請求項3に記載の装置。
- 前記所定間隔が、前記動作コントローラ(25)によって発生されたエンコーダ計数値に基づき、且つ軸に沿う距離を表すことを特徴とする請求項4に記載の装置。
- 前記トリガー信号(93)を送信するように動作可能な前記電子制御動作コントローラ(25)と、フラッシュランプ(70)を同一の周波数で点滅させるように動作可能な前記レーザコントローラ(24)とを更に備える請求項3に記載の装置。
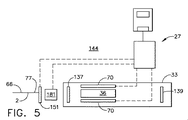
- 前方及び後方ミラー(137及び139)とフラッシュランプ(70)との間に動作可能に配置されたレージングロッド(36)を含む発振器(33)を更に備え、
前記発振器(33)が前記前方ミラー(137)と前記レージングロッド(36)との間に配置されたシャッター(149)と、前記レージングロッド(36)と後方ミラー(139)との間に配置されたQスイッチ(99)とを更に含み、前記Qスイッチ(99)が前記レーザビームパルス(77)を起動して発射するために、前記レーザコントローラ(24)に制御可能に接続されたことを特徴とする請求項2に記載の装置。 - 前記前方及び後方ミラー(137及び139)と前記フラッシュランプ(70)との間に動作可能に配置されたレージングロッド(36)を含む発振器(33)と、
前記発振器(33)から導き出すビームパス(66)に沿って前記発振器(33)と高速シャッター(151)との間に直接的に配置される二重ポッケルセル(181)と、
を更に備え、
前記レーザコントローラ(24)が前記レーザビームパルス(77)を起動して発射するために、前記二重ポッケルセル(181)と前記高速シャッター(151)とに制御可能に接続された請求項2に記載の装置。 - 前記電子制御動作コントローラ(25)によって前記レーザインターフェースコントローラ(24)に供給されるトリガー信号(93)がヘッダー(111)を含み、前記レーザコントローラ(24)及び前記動作コントローラ(25)の内の1つが、前記ヘッダー(111)の後にレーザビームパルス(77)の発射を開始するようにプログラムされている請求項3に記載の装置。
- 連続動作レーザショックピーニング方法であって、
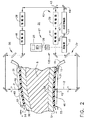
発振器(33)を有するレーザユニット(31)を使用して加工物(8)のレーザショックピーニング表面(55)上にレーザビーム(2)のレーザビームパルス(77)を発射して、前記レーザショックピーニング表面(55)上に前記レーザビーム(2)の少なくとも単一のパスでレーザショックピーニングされたスポット(58)の少なくとも第1の列(R1)を形成する段階と、
レーザインターフェースコントローラ(24)で前記レーザユニット(31)を変調及び制御して、前記レーザショックピーニング表面(55)上に前記レーザビーム(2)を発射する段階と、
電子制御動作コントローラ(25)によって制御されるマニピュレータ(127)を使用して前記加工物(8)を連続的に移動させて位置決めする段階と、
前記レーザコントローラ(24)に対する前記動作コントローラ(25)の速度制御(129)からの軸位置フィードバックに基づいて前記レーザビームパルス(77)を発射する段階と、
を含む方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/887,634 US8319150B2 (en) | 2004-07-09 | 2004-07-09 | Continuous motion laser shock peening |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006075902A true JP2006075902A (ja) | 2006-03-23 |
| JP2006075902A5 JP2006075902A5 (ja) | 2012-12-06 |
Family
ID=35540228
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005199528A Pending JP2006075902A (ja) | 2004-07-09 | 2005-07-08 | 連続動作レーザショックピーニング |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US8319150B2 (ja) |
| JP (1) | JP2006075902A (ja) |
| CN (1) | CN1727501B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009119500A (ja) * | 2007-11-16 | 2009-06-04 | Fanuc Ltd | 加工速度を調整するレーザ加工装置及びレーザ加工方法 |
| JP2010065687A (ja) * | 2008-09-11 | 2010-03-25 | General Electric Co <Ge> | 翼形部及び翼形部をレーザショックピーニングする方法 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102245340B (zh) * | 2008-10-10 | 2014-12-03 | Ipg微系统有限公司 | 具有视觉校正及/或追踪的激光加工系统和方法 |
| DE102009025064A1 (de) * | 2009-06-10 | 2011-04-28 | Ks Kolbenschmidt Gmbh | Verfahren zur Herstellung eines Kolbens einer Brennkraftmaschine mittels induktiver Energiezufuhr und Laserbestrahlung |
| US8461477B2 (en) * | 2009-08-19 | 2013-06-11 | General Electric Company | Method for determining laser shock peening approach accessibility |
| EP2487006A1 (de) * | 2011-02-14 | 2012-08-15 | Siemens Aktiengesellschaft | Mehrmalige Laserbearbeitung unter verschiedenen Winkeln |
| CN102212818B (zh) * | 2011-05-11 | 2012-08-22 | 江苏大学 | 冲击波加速纳米颗粒诱导金属表面纳米化方法及装置 |
| CN102199769B (zh) * | 2011-05-11 | 2013-06-19 | 江苏大学 | 激光诱导连续爆轰冲击波作用获得纳米涂层方法及装置 |
| US9533371B2 (en) * | 2012-01-17 | 2017-01-03 | United Technologies Corporation | Apparatus and method for on line surface enhancement of a workpiece |
| US20130304108A1 (en) * | 2012-05-08 | 2013-11-14 | Daniel C. Weber | Systems and apparatus for treating blood vessels and related methods |
| US9145332B2 (en) * | 2012-08-16 | 2015-09-29 | Infineon Technologies Ag | Etching apparatus and method |
| CN103572020B (zh) * | 2012-12-07 | 2015-04-22 | 江苏大学 | 基于stm32的激光冲击强化运动控制方法及控制卡 |
| US10196706B2 (en) * | 2013-04-19 | 2019-02-05 | University Of The Witwatersrand | System for and method of performing Laser Shock Peening on a target with a fluid flow path sandwiched between a transparent to laser light solid medium and the target |
| CN103290178B (zh) * | 2013-06-20 | 2014-11-05 | 温州大学 | 一种隐藏面激光冲击强化方法和装置 |
| DE102014212402A1 (de) * | 2014-06-27 | 2015-12-31 | Robert Bosch Gmbh | Verfahren zum Herstellen eines Bauteilelements |
| US11515056B2 (en) | 2015-10-16 | 2022-11-29 | Holtec International | Nuclear waste storage canisters, welds, and method of fabricating the same |
| US11607749B2 (en) * | 2016-09-23 | 2023-03-21 | Tata Steel Nederland Technology B.V. | Method and arrangement for the liquid-assisted laser texturing of moving steel strip |
| JP6911653B2 (ja) * | 2017-09-04 | 2021-07-28 | トヨタ自動車株式会社 | 部品の製造方法及び部品 |
| CN107794365A (zh) * | 2017-11-24 | 2018-03-13 | 温州大学 | 激光冲击波柔性加工设备及其方法 |
| CN108384924B (zh) * | 2018-03-07 | 2019-12-10 | 浙江中杭水泵股份有限公司 | 一种基于物联网的工作效率高的激光热处理设备 |
| JP7609589B2 (ja) * | 2020-09-24 | 2025-01-07 | 浜松ホトニクス株式会社 | レーザ加工方法及びレーザ加工装置 |
| DE102022109114A1 (de) * | 2022-04-13 | 2023-10-19 | Ruhr-Universität Bochum, Körperschaft des öffentlichen Rechts | Laserschockhärtung einer Oberfläche |
| CN115870623B (zh) * | 2022-11-29 | 2025-10-03 | 江苏大学 | 一种深冷激光冲击装置和方法 |
| US12337415B2 (en) * | 2023-05-31 | 2025-06-24 | Applied Materials, Inc. | Method and apparatus for laser texturing a component |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06344151A (ja) * | 1993-06-11 | 1994-12-20 | Kiyouhou Seisakusho:Kk | 電動式溶接装置 |
| JPH09314363A (ja) * | 1996-05-29 | 1997-12-09 | Hitachi Constr Mach Co Ltd | レーザ加工装置及びレーザ加工方法 |
| JPH11508826A (ja) * | 1996-04-26 | 1999-08-03 | ゼネラル・エレクトリック・カンパニイ | 接着テープで覆ったレーザ衝撃ピーニング |
| JPH11347984A (ja) * | 1998-06-02 | 1999-12-21 | Nissan Motor Co Ltd | ロボット制御装置 |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3806829A (en) * | 1971-04-13 | 1974-04-23 | Sys Inc | Pulsed laser system having improved energy control with improved power supply laser emission energy sensor and adjustable repetition rate control features |
| US3850698A (en) | 1972-06-23 | 1974-11-26 | Ind Materials Ltd | Altering material properties |
| US4287486A (en) * | 1976-02-02 | 1981-09-01 | Massachusetts Institute Of Technology | Laser resonator cavities with wavelength tuning arrangements |
| US4482225A (en) * | 1980-10-17 | 1984-11-13 | Autologic, S.A. | Photocomposing machine and method |
| US4417330A (en) * | 1981-10-15 | 1983-11-22 | Burroughs Corporation | Optical memory system providing improved focusing control |
| US4492843A (en) * | 1982-09-01 | 1985-01-08 | Westinghouse Electric Corp. | Apparatus and method for laser machining in a non-reactive environment |
| JPS62134838A (ja) * | 1985-12-05 | 1987-06-17 | Matsushita Electric Ind Co Ltd | 光磁気デイスク情報記録再生装置 |
| US4969169A (en) * | 1986-04-15 | 1990-11-06 | Hampshire Instruments, Inc. | X-ray lithography system |
| JPH01503100A (ja) * | 1986-06-24 | 1989-10-19 | ロージアン マイクロファブリケイション リミティド | 写真印刷における符合方法及びその方法を実施するための装置 |
| US4801352A (en) * | 1986-12-30 | 1989-01-31 | Image Micro Systems, Inc. | Flowing gas seal enclosure for processing workpiece surface with controlled gas environment and intense laser irradiation |
| GB8809666D0 (en) * | 1988-04-23 | 1988-05-25 | Amchem Co Ltd | Machining method & apparatus |
| US4937421A (en) | 1989-07-03 | 1990-06-26 | General Electric Company | Laser peening system and method |
| US5095258A (en) * | 1989-12-28 | 1992-03-10 | Mar Engineering, Inc. | Longitudinal motion error compensation apparatus method and apparatus for multiaxis CNC machine |
| EP0510124B1 (en) | 1990-01-11 | 1995-06-28 | Battelle Memorial Institute | Improving material properties |
| US5262613A (en) * | 1991-09-24 | 1993-11-16 | General Laser, Inc. | Laser retrofit for mechanical engravers |
| JP2913353B2 (ja) * | 1992-10-28 | 1999-06-28 | ミヤチテクノス株式会社 | レーザ発振装置 |
| US5467675A (en) * | 1993-11-15 | 1995-11-21 | North Carolina State University | Apparatus and method for forming a workpiece surface into a non-rotationally symmetric shape |
| US6016324A (en) | 1994-08-24 | 2000-01-18 | Jmar Research, Inc. | Short pulse laser system |
| US6215097B1 (en) | 1994-12-22 | 2001-04-10 | General Electric Company | On the fly laser shock peening |
| DE69612411T2 (de) * | 1995-01-31 | 2001-12-06 | Kabushiki Kaisha Toshiba, Kawasaki | Unterwasserbehandlungsverfahren und -system |
| US5744781A (en) * | 1995-08-07 | 1998-04-28 | General Electric Company | Method and apparatus for laser shock peening |
| US5961861A (en) * | 1996-01-15 | 1999-10-05 | The University Of Tennessee Research Corporation | Apparatus for laser alloying induced improvement of surfaces |
| US5674328A (en) * | 1996-04-26 | 1997-10-07 | General Electric Company | Dry tape covered laser shock peening |
| US5925268A (en) * | 1996-06-06 | 1999-07-20 | Engauge Inc. | Laser welding apparatus employing a tilting mechanism and seam follower |
| US5987042A (en) * | 1997-10-31 | 1999-11-16 | General Electric Company | Method and apparatus for shaping a laser pulse |
| US6144012A (en) * | 1997-11-05 | 2000-11-07 | Lsp Technologies, Inc. | Efficient laser peening |
| US6110318A (en) * | 1997-11-26 | 2000-08-29 | Science Research Laboratory | System for selective electron beam irradiation |
| US5932120A (en) | 1997-12-18 | 1999-08-03 | General Electric Company | Laser shock peening using low energy laser |
| US6300594B1 (en) * | 1998-02-19 | 2001-10-09 | Ricoh Microelectronics Company, Ltd. | Method and apparatus for machining an electrically conductive film |
| US6198069B1 (en) | 1998-08-13 | 2001-03-06 | The Regents Of The University Of California | Laser beam temporal and spatial tailoring for laser shock processing |
| GB9818484D0 (en) * | 1998-08-26 | 1998-10-21 | Rolls Royce Plc | A method and apparatus for improving material properties |
| US6144007A (en) * | 1998-10-26 | 2000-11-07 | Levin; Theodore L. | Method and apparatus for forming a perforated non-planar object using a pulsed energy beam |
| US6373876B1 (en) | 1998-10-26 | 2002-04-16 | Lsp Technologies, Inc. | Single mode oscillator for a laser peening laser |
| US6339203B1 (en) * | 1998-10-27 | 2002-01-15 | Sodick Co., Ltd. | Spindle system for diesink type electric discharge machine |
| JP3940504B2 (ja) * | 1998-10-30 | 2007-07-04 | 株式会社東芝 | 光ファイバ伝送式レーザ装置、パルスレーザ発振器および光ファイバ導光装置 |
| US6108357A (en) | 1998-11-02 | 2000-08-22 | General Electric Company | Single head laser oscillator-amplifier |
| US6313435B1 (en) * | 1998-11-20 | 2001-11-06 | 3M Innovative Properties Company | Mask orbiting for laser ablated feature formation |
| US6385228B1 (en) | 1999-01-29 | 2002-05-07 | The Regents Of The University Of California | Coherent beam combiner for a high power laser |
| JP2000286018A (ja) * | 1999-03-30 | 2000-10-13 | Yazaki Corp | 電磁シールド付コネクタ並びにその製造方法及び装置 |
| US6886284B2 (en) * | 1999-10-08 | 2005-05-03 | Identification Dynamics, Llc | Firearm microstamping and micromarking insert for stamping a firearm identification code and serial number into cartridge shell casings and projectiles |
| DE19958566A1 (de) | 1999-12-04 | 2001-06-07 | Zeiss Carl Jena Gmbh | Gütegeschalteter Festkörperlaser mit einstellbarer Pulslänge |
| US6483076B1 (en) | 2000-05-02 | 2002-11-19 | Lsp Technologies, Inc | Method of positioning a workpiece for optimal processing |
| US6867390B2 (en) | 2001-04-30 | 2005-03-15 | Lsp Technologies, Inc | Automated positioning of mobile laser peening head |
| US20030160149A1 (en) * | 2002-02-22 | 2003-08-28 | Dwyer Patrick H. | Method and apparatus for real time synchronous control of laser beams and multi-axis machines |
| US6621060B1 (en) * | 2002-03-29 | 2003-09-16 | Photonics Research Ontario | Autofocus feedback positioning system for laser processing |
| US7202141B2 (en) * | 2004-03-29 | 2007-04-10 | J.P. Sercel Associates, Inc. | Method of separating layers of material |
| US7227098B2 (en) * | 2004-08-06 | 2007-06-05 | Electro Scientific Industries, Inc. | Method and system for decreasing the effective pulse repetition frequency of a laser |
-
2004
- 2004-07-09 US US10/887,634 patent/US8319150B2/en not_active Expired - Fee Related
-
2005
- 2005-07-08 JP JP2005199528A patent/JP2006075902A/ja active Pending
- 2005-07-11 CN CN200510083583XA patent/CN1727501B/zh not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06344151A (ja) * | 1993-06-11 | 1994-12-20 | Kiyouhou Seisakusho:Kk | 電動式溶接装置 |
| JPH11508826A (ja) * | 1996-04-26 | 1999-08-03 | ゼネラル・エレクトリック・カンパニイ | 接着テープで覆ったレーザ衝撃ピーニング |
| JPH09314363A (ja) * | 1996-05-29 | 1997-12-09 | Hitachi Constr Mach Co Ltd | レーザ加工装置及びレーザ加工方法 |
| JPH11347984A (ja) * | 1998-06-02 | 1999-12-21 | Nissan Motor Co Ltd | ロボット制御装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009119500A (ja) * | 2007-11-16 | 2009-06-04 | Fanuc Ltd | 加工速度を調整するレーザ加工装置及びレーザ加工方法 |
| JP2010065687A (ja) * | 2008-09-11 | 2010-03-25 | General Electric Co <Ge> | 翼形部及び翼形部をレーザショックピーニングする方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1727501B (zh) | 2010-06-23 |
| US8319150B2 (en) | 2012-11-27 |
| CN1727501A (zh) | 2006-02-01 |
| US20060006158A1 (en) | 2006-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006075902A (ja) | 連続動作レーザショックピーニング | |
| TWI583477B (zh) | 使用基於雷射放射所控制的射束定位器的雷射機械加工系統及方法 | |
| EP3272453B1 (en) | A method of laser processing of a metallic material with optical axis position control of the laser relative to an assist gas flow, and a machine and computer program for the implementation of said method | |
| EP1430987B1 (en) | Laser-induced plasma micromachining | |
| JP3306149B2 (ja) | レーザーから発せられるレーザー放射を用いて工作物を加工するための方法および装置 | |
| JPH02247095A (ja) | レーザー穿孔方法 | |
| JP2014504210A (ja) | レーザ保守工具 | |
| JP2006075902A5 (ja) | ||
| US7897895B2 (en) | System and method for controlling the power level of a laser apparatus in a laser shock peening process | |
| CN109648193B (zh) | 一种激光冲孔装置及方法 | |
| AU2014249837B2 (en) | Laser systems for drilling holes in medical devices | |
| CN104470671B (zh) | 用于生产成形孔洞的激光钻孔方法和钻孔组件 | |
| JP4695363B2 (ja) | 単一ヘッド式レーザによる高スループットレーザショックピーニング | |
| US6917012B2 (en) | Reducing electromagnetic feedback during laser shock peening | |
| KR20160005802A (ko) | 레이저 가공장치 | |
| US6706997B1 (en) | Method and apparatus for drilling high tolerance holes with laser pulses | |
| US20050115939A1 (en) | Method and apparatus for drilling a large number of precision holes with a laser | |
| CN104039496B (zh) | 高功率纤维激光器泻流孔钻孔装置和使用该装置的方法 | |
| WO2007074180A1 (es) | Método de mecanizado láser de materiales compuestos de resina epoxi reforzada con fibras de carbono. | |
| KR20160009092A (ko) | 레이저 가공장치 | |
| JP2014205176A (ja) | レーザ加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080701 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20101214 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110412 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110707 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110712 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120417 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120717 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120720 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121011 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20121011 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130312 |