JP2006102771A - シーム溶接方法 - Google Patents
シーム溶接方法 Download PDFInfo
- Publication number
- JP2006102771A JP2006102771A JP2004292406A JP2004292406A JP2006102771A JP 2006102771 A JP2006102771 A JP 2006102771A JP 2004292406 A JP2004292406 A JP 2004292406A JP 2004292406 A JP2004292406 A JP 2004292406A JP 2006102771 A JP2006102771 A JP 2006102771A
- Authority
- JP
- Japan
- Prior art keywords
- pair
- welded
- welding method
- seam welding
- electrode rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Abstract
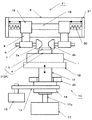
【解決手段】本発明は、特許請求の範囲の請求項1に示したように、矩形状とした容器本体4と金属カバー5とからなる被溶接体3を作業台1上に配置し、前記金属カバーの対向辺に一対の電極ローラ2を当接して通電し、前記容器本体に前記金属カバーを溶接するシーム溶接方法において、前記一対の電極ローラに当接した前記被溶接体を回転させ、前記被溶接体の全周を連続的に溶接する構成とする。
【選択図】図1
Description
Claims (6)
- 矩形状とした容器本体と金属カバーとからなる被溶接体を作業台上に配置し、前記金属カバーの対向辺に一対の電極ローラを当接して通電し、前記容器本体に前記金属カバーを溶接するシーム溶接方法において、前記一対の電極ローラに当接した前記被溶接体を回転させ、前記被溶接体の全周を連続的に溶接したことを特徴とするシーム溶接方法。
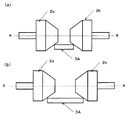
- 前記一対の電極ローラは前記被溶接体の回転に追従して、前記一対の電極ローラにおける先端面間の距離が変化し、前記被溶接体の金属カバーは前記金属ローラの傾斜面の同一外周線上領域に当接した請求項1のシーム溶接方法。
- 前記作業台の中心にはスプラインシャフトの一端が接続して前記スプラインシャフトの他端はシリンダによって上下に移動するとともに、前記スプラインシャフトの外周には前記スプラインシャフトを上下方向に自在に移動して前記スプラインシャフトと一体的に回転する外筒が設けられ、前記外筒は駆動モータによって回転する前記被溶接体の位置制御機構を備えた請求項1のシーム溶接方法。
- 前記一対の電極ローラ用の保持体は、背板に設けられた水平方向のリニアスライドの各摺動体に垂下方向に結合し、前記各摺動体は前記被溶接体の回転に伴って変化する前記一対の電極ローラ間の距離に応じて弾性的に移動する保持機構を備えた請求項1のシーム溶接方法。
- 前記一対の電極ローラは前記被溶接体の回転に対して前記一対の電極ローラにおける先端面の距離を一定として、前記被溶接体の回転とともに前記電極ローラの傾斜面を移動した請求項1のシーム溶接方法。
- 前記被溶接体は水晶振動子である請求項1のシーム溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004292406A JP4455970B2 (ja) | 2004-10-05 | 2004-10-05 | シーム溶接機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004292406A JP4455970B2 (ja) | 2004-10-05 | 2004-10-05 | シーム溶接機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006102771A true JP2006102771A (ja) | 2006-04-20 |
| JP4455970B2 JP4455970B2 (ja) | 2010-04-21 |
Family
ID=36373063
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004292406A Expired - Fee Related JP4455970B2 (ja) | 2004-10-05 | 2004-10-05 | シーム溶接機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4455970B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210008655A1 (en) * | 2019-07-11 | 2021-01-14 | Subaru Corporation | Welding gun and welding method |
| CN113199126A (zh) * | 2021-06-09 | 2021-08-03 | 嘉兴恩湃电子有限公司 | 一种间距可调式平行缝焊电极结构 |
| US12431571B2 (en) | 2020-11-23 | 2025-09-30 | Lg Energy Solution, Ltd. | Battery module, battery pack including battery module, and vehicle including battery pack |
-
2004
- 2004-10-05 JP JP2004292406A patent/JP4455970B2/ja not_active Expired - Fee Related
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210008655A1 (en) * | 2019-07-11 | 2021-01-14 | Subaru Corporation | Welding gun and welding method |
| US12128495B2 (en) * | 2019-07-11 | 2024-10-29 | Subaru Corporation | Welding gun and welding method |
| US12431571B2 (en) | 2020-11-23 | 2025-09-30 | Lg Energy Solution, Ltd. | Battery module, battery pack including battery module, and vehicle including battery pack |
| CN113199126A (zh) * | 2021-06-09 | 2021-08-03 | 嘉兴恩湃电子有限公司 | 一种间距可调式平行缝焊电极结构 |
| CN113199126B (zh) * | 2021-06-09 | 2025-02-18 | 嘉兴恩湃电子有限公司 | 一种间距可调式平行缝焊电极结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4455970B2 (ja) | 2010-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101801553B1 (ko) | 맞대기 레이저 용접용 지그장치 | |
| WO2016111351A1 (ja) | 摩擦撹拌接合装置 | |
| CN205684941U (zh) | 全自动焊接变位一体机 | |
| JP4455970B2 (ja) | シーム溶接機 | |
| CN115922087B (zh) | 一种反光材料模具表层激光焊接装置及其使用方法 | |
| JP6547056B2 (ja) | 挟持装置及び溶接装置 | |
| CN107835727B (zh) | 工件定位装置 | |
| JP2009090364A (ja) | 超音波シール装置 | |
| JP2003068902A (ja) | パッケージ封止におけるリッドの位置決め治具 | |
| JP5126053B2 (ja) | 振動溶着装置 | |
| WO2016147999A1 (ja) | 摩擦撹拌接合装置 | |
| JP2010284653A (ja) | スポット溶接装置 | |
| TWI414392B (zh) | Vacuum dissolving treatment device | |
| JPS628274B2 (ja) | ||
| JPH1015687A (ja) | ワーク加工装置 | |
| JP2006159246A (ja) | ウィービング装置 | |
| JPS5978797A (ja) | 溶接治具 | |
| JP2007075857A (ja) | シーム溶接機 | |
| JP6540794B2 (ja) | 摩擦撹拌接合装置 | |
| JP2006082089A (ja) | ロボット・シーム溶接方法と装置 | |
| CN221833541U (zh) | 手持激光焊接辅助装置 | |
| JPS6117377A (ja) | マグネツトア−ク溶接機用磁場発生装置のスパツタ−除去装置 | |
| JP2025121792A (ja) | 摩擦攪拌接合装置及び摩擦攪拌接合方法 | |
| JP3863611B2 (ja) | 金属板と金属パイプの溶接装置 | |
| JP2019171452A (ja) | シーム溶接装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090714 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090907 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100202 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100204 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130212 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130212 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130212 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |