JP2006164792A - 試料加工方法 - Google Patents
試料加工方法 Download PDFInfo
- Publication number
- JP2006164792A JP2006164792A JP2004355522A JP2004355522A JP2006164792A JP 2006164792 A JP2006164792 A JP 2006164792A JP 2004355522 A JP2004355522 A JP 2004355522A JP 2004355522 A JP2004355522 A JP 2004355522A JP 2006164792 A JP2006164792 A JP 2006164792A
- Authority
- JP
- Japan
- Prior art keywords
- sample
- ion beam
- area
- processing
- scanning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Abstract
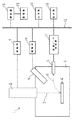
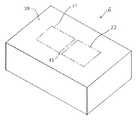
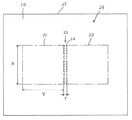
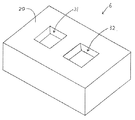
【解決手段】 イオンビーム装置の試料室内に配置された試料6の所定領域内での複数の走査エリア31,33に対して、当該イオンビーム装置の制御部による制御に基づいて当該走査エリアごとに照射電流の異なるイオンビームの走査を実行してエッチング加工を順次行い、これにより当該所定領域全体のエッチング加工を行う試料加工方法において、直前にエッチング加工された走査エリア31の端部に形成された加工底面31bからの傾斜部分31aの立ち上がり部31cを起点として、次にエッチング加工が施される走査エリア33が当該制御部により設定される。これにより、必要最小部分のみが走査エリアの重複部分として制御部により設定され、当該重複部分の最適化を自動的に行うことができる。
【選択図】図6
Description
Claims (4)
- イオンビーム装置の試料室内に配置された試料の所定領域内での複数の走査エリアに対して、当該イオンビーム装置の制御部による制御に基づいて当該走査エリアごとに照射電流の異なるイオンビームの走査を実行してエッチング加工を順次行い、これにより当該所定領域全体のエッチング加工を行う試料加工方法において、直前にエッチング加工された走査エリアの端部に形成された加工底面からの傾斜部分の立ち上がり部を起点として、次にエッチング加工が施される走査エリアが当該制御部により設定されることを特徴とする試料加工方法。
- 前記照射電流ごとに、そのイオンビームによるエッチング加工により形成される加工底面からの傾斜部分の幅が前記制御部により判断され、これに基づいて当該傾斜部分の立ち上がり部を起点として、次にエッチング加工が施される走査エリアが前記制御部により設定されることを特徴とする請求項2記載の試料加工方法。
- 前記制御部は、前記複数の走査エリアを、粗加工エリアと、当該粗加工エリアに走査されるイオンビームよりも照射電流が小さいイオンビームが走査される中間加工エリアと、当該中間加工エリアに走査されるイオンビームよりも照射電流が小さいイオンビームが走査される仕上げ加工エリアとからなるように設定することを特徴とする請求項1若しくは2記載の試料加工方法。
- 直前にエッチング加工された前記走査エリアの端部に形成された傾斜部分の立ち上がり部から、次にエッチング加工が施される前記走査エリアにおけるイオンビームの走査が前記制御部による制御に基づいて実行されることを特徴とする請求項1乃至3何れか記載の試料加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004355522A JP4660177B2 (ja) | 2004-12-08 | 2004-12-08 | 試料加工方法及び試料加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004355522A JP4660177B2 (ja) | 2004-12-08 | 2004-12-08 | 試料加工方法及び試料加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006164792A true JP2006164792A (ja) | 2006-06-22 |
| JP4660177B2 JP4660177B2 (ja) | 2011-03-30 |
Family
ID=36666555
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004355522A Expired - Lifetime JP4660177B2 (ja) | 2004-12-08 | 2004-12-08 | 試料加工方法及び試料加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4660177B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8716681B1 (en) | 2013-02-13 | 2014-05-06 | Kabushiki Kaisha Toshiba | Sample processing method |
| JP2024032464A (ja) * | 2022-08-29 | 2024-03-12 | 日本電子株式会社 | 集束イオンビーム装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04373125A (ja) * | 1991-06-21 | 1992-12-25 | Hitachi Ltd | 集束イオンビーム装置およびそれによる加工方法 |
| JPH09223726A (ja) * | 1996-02-14 | 1997-08-26 | Hitachi Ltd | 荷電粒子ビームによる断面解析システムおよびその方法並びに荷電粒子ビーム処理装置 |
| JPH11223588A (ja) * | 1998-02-09 | 1999-08-17 | Hitachi Ltd | 透過形電子顕微鏡用薄片試料作製方法 |
| JPH11260307A (ja) * | 1998-03-12 | 1999-09-24 | Jeol Ltd | 集束イオンビーム装置 |
-
2004
- 2004-12-08 JP JP2004355522A patent/JP4660177B2/ja not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04373125A (ja) * | 1991-06-21 | 1992-12-25 | Hitachi Ltd | 集束イオンビーム装置およびそれによる加工方法 |
| JPH09223726A (ja) * | 1996-02-14 | 1997-08-26 | Hitachi Ltd | 荷電粒子ビームによる断面解析システムおよびその方法並びに荷電粒子ビーム処理装置 |
| JPH11223588A (ja) * | 1998-02-09 | 1999-08-17 | Hitachi Ltd | 透過形電子顕微鏡用薄片試料作製方法 |
| JPH11260307A (ja) * | 1998-03-12 | 1999-09-24 | Jeol Ltd | 集束イオンビーム装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8716681B1 (en) | 2013-02-13 | 2014-05-06 | Kabushiki Kaisha Toshiba | Sample processing method |
| JP2024032464A (ja) * | 2022-08-29 | 2024-03-12 | 日本電子株式会社 | 集束イオンビーム装置 |
| JP7586866B2 (ja) | 2022-08-29 | 2024-11-19 | 日本電子株式会社 | 集束イオンビーム装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4660177B2 (ja) | 2011-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6250331B2 (ja) | 複合荷電粒子ビーム装置及び薄片試料加工方法 | |
| JP4474337B2 (ja) | 試料作製・観察方法及び荷電粒子ビーム装置 | |
| JP5101845B2 (ja) | 集束イオンビーム装置ならびにそれを用いた試料断面作製方法および薄片試料作製方法 | |
| US8306264B2 (en) | Section processing method and its apparatus | |
| JP2015159108A (ja) | 荷電粒子ビーム装置および試料観察方法 | |
| JPH11213935A (ja) | Fib−sem装置における試料断面観察方法およびfib−sem装置 | |
| JP5739119B2 (ja) | 断面加工観察装置 | |
| US8309920B2 (en) | Sample milling/observing apparatus and method of observing sample | |
| CN102013379B (zh) | 断面加工观察方法以及装置 | |
| JP5990016B2 (ja) | 断面加工観察装置 | |
| JPH05267409A (ja) | 表面加工及び断面観察装置の偏向回路 | |
| JP2000035390A (ja) | 薄片化加工方法 | |
| JP4660177B2 (ja) | 試料加工方法及び試料加工装置 | |
| JP2008286652A5 (ja) | ||
| US7528394B2 (en) | Focused ion beam system | |
| US6924481B2 (en) | Scanning microscope with brightness control | |
| CN117849084A (zh) | 从大块样品中制备感兴趣体积的方法及计算机程序产品 | |
| EP4265363B1 (en) | Laser processing device | |
| JP3999038B2 (ja) | 集束イオンビーム装置 | |
| JPH09259810A (ja) | 集束イオンビーム装置の被観察物解析方法 | |
| CN117054462A (zh) | 用于制备楔形薄片的方法和系统 | |
| JP2006301406A (ja) | 集束イオンビームによる加工方法及び集束イオンビーム加工装置 | |
| JPH09274879A (ja) | 集束イオンビーム装置の加工位置補正方法 | |
| JP2013114893A (ja) | 走査電子顕微鏡およびその自動焦点合わせ方法 | |
| JPH1050246A (ja) | 集束イオンビーム装置および集束イオンビーム装置による断面形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071010 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100803 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100921 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101109 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101221 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101228 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140107 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4660177 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |