JP2006198743A - 小径回転工具及び高硬度材料ワークの切削方法 - Google Patents
小径回転工具及び高硬度材料ワークの切削方法 Download PDFInfo
- Publication number
- JP2006198743A JP2006198743A JP2005014554A JP2005014554A JP2006198743A JP 2006198743 A JP2006198743 A JP 2006198743A JP 2005014554 A JP2005014554 A JP 2005014554A JP 2005014554 A JP2005014554 A JP 2005014554A JP 2006198743 A JP2006198743 A JP 2006198743A
- Authority
- JP
- Japan
- Prior art keywords
- small
- diameter
- cutting
- tool
- workpiece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 79
- 239000000463 material Substances 0.000 title claims abstract description 34
- 238000000034 method Methods 0.000 title claims abstract description 22
- 230000002093 peripheral effect Effects 0.000 claims abstract description 61
- 238000003754 machining Methods 0.000 claims description 19
- 229910003460 diamond Inorganic materials 0.000 claims description 12
- 239000010432 diamond Substances 0.000 claims description 12
- 239000013078 crystal Substances 0.000 claims description 3
- 239000000919 ceramic Substances 0.000 claims description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 24
- 238000012545 processing Methods 0.000 description 21
- 229910052759 nickel Inorganic materials 0.000 description 12
- 238000007747 plating Methods 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 10
- 229910000760 Hardened steel Inorganic materials 0.000 description 9
- 230000003746 surface roughness Effects 0.000 description 8
- 239000002184 metal Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 238000005498 polishing Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000003801 milling Methods 0.000 description 3
- 238000003672 processing method Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000006061 abrasive grain Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000010730 cutting oil Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000003350 kerosene Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
Images












Landscapes
- Milling Processes (AREA)
Abstract
【課題】難削材からなる微小ワークを切削によって鏡面加工する。
【解決手段】中心軸線回りに回転する高硬度材料からなる工具本体2の略円板状の拡径部3外周面に複数の切刃部10を所定間隔で周方向に突出して形成する。切刃部10は、工具本体2の外周側に略V字状に突出して外径φ6mm以下の外周刃5と、工具本体の回転方向前方を向く外周刃のすくい面6と、外周刃に沿って工具本体の回転方向後方に延びている逃げ面7とを有する。ワークW1に対して回転する工具本体2を横移動することで外周刃5が断続的に加工面20を切削して鏡面からなる細溝21を加工する。
【選択図】 図4
【解決手段】中心軸線回りに回転する高硬度材料からなる工具本体2の略円板状の拡径部3外周面に複数の切刃部10を所定間隔で周方向に突出して形成する。切刃部10は、工具本体2の外周側に略V字状に突出して外径φ6mm以下の外周刃5と、工具本体の回転方向前方を向く外周刃のすくい面6と、外周刃に沿って工具本体の回転方向後方に延びている逃げ面7とを有する。ワークW1に対して回転する工具本体2を横移動することで外周刃5が断続的に加工面20を切削して鏡面からなる細溝21を加工する。
【選択図】 図4
Description
本発明は、ワークとして例えば導光板や非球面レンズの金型等を切削加工するための小径回転工具、及びこの小径回転工具を用いた導光板用金型や非球面レンズ用金型等の高硬度材料ワークの切削方法に関する。
近年、情報デバイスや光学電子デバイス等は高性能化と高機能化が要求されている一方で同業者間の競争のためにコストダウンを要求されている。これらのデバイスに用いられる微小な精密部品として、導光板や非球面レンズなどがある。
従来、例えば携帯電話の導光板成形用の微小な金型を製造する場合、ワークとして高硬度鋼であるスチールの焼き入れ鋼の表面にニッケルめっきを施したものを用い、このニッケルめっき層に対して略V字形状の切刃を有するダイヤモンドバイトを相対的に横送りして形削り加工することでV字形状の溝を形成していた。この場合、ニッケルめっき層は比較的硬度の小さい材質であるため、ダイヤモンドバイトを引くことで複数のV溝を並列に切削加工できる。
他の加工方法としてV字形の1枚刃からなる転削工具を回転させながら横移動させてワークのニッケルめっき層にV字形状の溝加工を行う加工方法がある。更に他の加工方法として略円柱状の切削工具の先端角部に1枚の切刃を設け、ワークの加工面に対して略45°傾斜させて横送りすることで略V字形状の溝を形成する加工方法がある。
従来、例えば携帯電話の導光板成形用の微小な金型を製造する場合、ワークとして高硬度鋼であるスチールの焼き入れ鋼の表面にニッケルめっきを施したものを用い、このニッケルめっき層に対して略V字形状の切刃を有するダイヤモンドバイトを相対的に横送りして形削り加工することでV字形状の溝を形成していた。この場合、ニッケルめっき層は比較的硬度の小さい材質であるため、ダイヤモンドバイトを引くことで複数のV溝を並列に切削加工できる。
他の加工方法としてV字形の1枚刃からなる転削工具を回転させながら横移動させてワークのニッケルめっき層にV字形状の溝加工を行う加工方法がある。更に他の加工方法として略円柱状の切削工具の先端角部に1枚の切刃を設け、ワークの加工面に対して略45°傾斜させて横送りすることで略V字形状の溝を形成する加工方法がある。
また、非球面レンズ成形用の微小な金型を製造する場合にも、非特許文献1、2に開示されているように、ワークとして高硬度鋼である焼き入れ鋼の表面にニッケルめっきを施したニッケルめっき層に非球面の凹部形状からなる金型を製作していた。この場合、特許文献1、2に記載のように、ワークを中心軸線回りに回転させながら、略R字形状の切刃を有するダイヤモンドバイトを相対的に横送りしながら円弧の補間をかけて切削加工することで非球面形状のレンズ用金型を製作していた。
別の方法としてワークの加工面を砥石によって研磨することで非球面レンズ用金型を製作する方法もあった。
上述のように導光板用の金型も非球面レンズ用の金型も、硬度が小さく加工し易いニッケルめっき層を切削によって鏡面加工して所要形状の金型を製作していた。また、砥石を使用する場合は超硬合金や焼き入れ鋼を研磨して金型を製作していた。
「マイクロ非球面の超精密研削に関する研究」精密工学会誌第64巻第4号(社団法人精密工学会:平成10年4月5日発行) 「軸対称非球面の高精度切削に関する研究」精密工学会誌第65巻第3号(社団法人精密工学会:平成11年3月5日発行)
別の方法としてワークの加工面を砥石によって研磨することで非球面レンズ用金型を製作する方法もあった。
上述のように導光板用の金型も非球面レンズ用の金型も、硬度が小さく加工し易いニッケルめっき層を切削によって鏡面加工して所要形状の金型を製作していた。また、砥石を使用する場合は超硬合金や焼き入れ鋼を研磨して金型を製作していた。
「マイクロ非球面の超精密研削に関する研究」精密工学会誌第64巻第4号(社団法人精密工学会:平成10年4月5日発行) 「軸対称非球面の高精度切削に関する研究」精密工学会誌第65巻第3号(社団法人精密工学会:平成11年3月5日発行)
しかしながら、上述した各製造方法で製造した導光板用金型や非球面レンズ用金型は、その凹部形状が比較的軟質なニッケルめっき層に製作されているために、金型の耐久性が低くて成形品である導光板やレンズの成形個数(ショット数)が小さく、金型寿命が短いという欠点がある。しかもワークとして焼き入れ鋼の表面にニッケルめっき層を形成して加工面とするために、工程数が多くなり製造コストが高くなるという欠点もある。
また砥石によって研磨加工する場合には、砥粒が摩耗し易く摩耗後の目出しや研ぎに手間がかかるという欠点がある。
また砥石によって研磨加工する場合には、砥粒が摩耗し易く摩耗後の目出しや研ぎに手間がかかるという欠点がある。
本発明は、このような実情に鑑みてなされたものであり、導光板用金型や非球面レンズ用金型等の微小寸法で高硬度材料からなるワークを切削によって鏡面加工できるようにした小径回転工具と高硬度材料ワークの切削方法を提供することを目的とする。
本発明による小径回転工具は、中心軸線回りに回転させられる高硬度材料からなる工具本体の略円柱状または略円板状の先端部外周面に複数の切刃部が所定間隔で周方向に突出して形成され、該切刃部は、工具本体の外周側に略V字状に突出して形成されていて外径Dがφ6mm以下とされた外周刃と、工具本体の回転方向前方を向く外周刃のすくい面と、外周刃に沿って工具本体の回転方向後方に延びている逃げ面とを有していることを特徴とする。
本発明によるフライス型の小径回転工具を用いれば、工具本体を中心軸線回りに回転させながらV字形状の複数の外周刃によって微小なワークを切削加工でき、従来、1枚刃の工具で切削加工していたような高硬度材料からなる微小なワークであっても、軟質なニッケルめっきなどを施すことなく、加工面を直接鏡面に切削加工できる。
本発明によるフライス型の小径回転工具を用いれば、工具本体を中心軸線回りに回転させながらV字形状の複数の外周刃によって微小なワークを切削加工でき、従来、1枚刃の工具で切削加工していたような高硬度材料からなる微小なワークであっても、軟質なニッケルめっきなどを施すことなく、加工面を直接鏡面に切削加工できる。
なお、高硬度材料からなる工具本体は、cBN焼結体、ダイヤモンド焼結体、単結晶ダイヤモンド、セラミックスまたは超硬合金のいずれかとする。なお、cBN焼結体はバインダレス、バインダ入りいずれでもよ。
また、逃げ面は、外周刃の形状に沿って頂部逃げ面と左右逃げ面とで形成されていてもよい。また、外周刃は略V字状の頂部をR形状または平面形状とすることで精度のよい仕上がりを得られる。なお、外周刃のすくい角θは好ましくは負角に設定するとよい。
また、逃げ面は、外周刃の形状に沿って頂部逃げ面と左右逃げ面とで形成されていてもよい。また、外周刃は略V字状の頂部をR形状または平面形状とすることで精度のよい仕上がりを得られる。なお、外周刃のすくい角θは好ましくは負角に設定するとよい。
本発明によるワークの切削方法は、中心軸線回りに回転する請求項1乃至3のいずれかに記載の小径回転工具をワークの加工面に沿って相対的に送りながら、小径回転工具の外周刃で加工面を切削することで溝を形成するようにしたことを特徴とする。
本発明によればワークの加工面に溝加工するに際し、中心軸線回りに回転する小径回転工具を加工面に対して相対的に送りながら切削加工することで、複数の外周刃で断続的にワークを切削でき、ワークが高硬度の難削材からなっていても直接、鏡面加工できる。特にワークとして導光板用金型を切削加工するのが好ましく、従来、導光板用金型の加工に際しては加工面にニッケルめっき層を形成して1枚刃のバイトによる形削り加工や回転工具によるミーリング加工をしていたが、本発明の小径回転工具を用いることで、難削材のワークを複数の外周刃で直接回転切削して鏡面に加工できる。
本発明によればワークの加工面に溝加工するに際し、中心軸線回りに回転する小径回転工具を加工面に対して相対的に送りながら切削加工することで、複数の外周刃で断続的にワークを切削でき、ワークが高硬度の難削材からなっていても直接、鏡面加工できる。特にワークとして導光板用金型を切削加工するのが好ましく、従来、導光板用金型の加工に際しては加工面にニッケルめっき層を形成して1枚刃のバイトによる形削り加工や回転工具によるミーリング加工をしていたが、本発明の小径回転工具を用いることで、難削材のワークを複数の外周刃で直接回転切削して鏡面に加工できる。
また、本発明によるワークの切削方法は、中心軸線回りに回転する請求項1乃至3のいずれかに記載の小径回転工具を中心軸線回りに回転するワークの加工面に沿って相対的に送りながら、小径回転工具の外周刃で加工面を切削することで加工面に球面形状または非球面形状の凹部を形成するようにしたことを特徴とする。
本発明によればワークの加工面に非球面形状の凹部を加工するに際し、中心軸線回りに回転する小径回転工具を回転するワークの加工面に対して相対的に送りながら切削加工することで、複数の外周刃で断続的にワークを切削でき、ワークが高硬度の難削材からなっていても直接、鏡面加工できる。特にワークとして非球面レンズ用金型を切削加工するのが好ましく、ワーク中心の周速0付近の領域でも小径回転工具を回転させながら切削加工することで精度良く加工でき、難削材のワークを複数の外周刃で直接回転切削して鏡面に加工できる。
本発明によればワークの加工面に非球面形状の凹部を加工するに際し、中心軸線回りに回転する小径回転工具を回転するワークの加工面に対して相対的に送りながら切削加工することで、複数の外周刃で断続的にワークを切削でき、ワークが高硬度の難削材からなっていても直接、鏡面加工できる。特にワークとして非球面レンズ用金型を切削加工するのが好ましく、ワーク中心の周速0付近の領域でも小径回転工具を回転させながら切削加工することで精度良く加工でき、難削材のワークを複数の外周刃で直接回転切削して鏡面に加工できる。
本発明による小径回転工具によれば、高硬度材料からなるワークを中心軸線回りに回転する工具本体の複数の外周刃によって断続的に切削することで鏡面加工することができ、ワークの加工面の硬度が高い難削材であっても直接鏡面加工できるために低コストで高寿命のワークを切削加工できる。
また、本発明によるワークの切削方法によれば、中心軸線回りに回転する小径回転工具によって高硬度の難削材からなるワークを直接切削して鏡面に仕上げることができる。更にワークが回転する切削方法によれば、ワークと小径回転工具の両方を回転させつつ切削加工することでワーク中心の周速0の付近でも精度良く鏡面加工できる。そのため、ワークの加工面が高硬度であって軟質なニッケルめっき等を施す必要がなく工程数を削減できる上にワークが高硬度であるために加工品の寿命が長く製造コストを低減できる。
また、本発明によるワークの切削方法によれば、中心軸線回りに回転する小径回転工具によって高硬度の難削材からなるワークを直接切削して鏡面に仕上げることができる。更にワークが回転する切削方法によれば、ワークと小径回転工具の両方を回転させつつ切削加工することでワーク中心の周速0の付近でも精度良く鏡面加工できる。そのため、ワークの加工面が高硬度であって軟質なニッケルめっき等を施す必要がなく工程数を削減できる上にワークが高硬度であるために加工品の寿命が長く製造コストを低減できる。
以下、本発明の各実施形態を添付図面を参照しながら説明する。
図1乃至図4は第一の実施の形態によるフライス型小径回転工具を示すものであり、図1は工具本体の要部側面図、図2は工具本体の底面図、図3は工具本体の先端部の斜視図、図4は導光板用金型の切削状態を示す要部斜視図である。
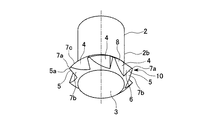
本実施の形態による小径回転工具1はフライス型転削工具であり、図1乃至図3に示すように、中心軸線O回りに回転可能な工具本体2は、拡径円柱状の基部2aとその先端側に設けた小径円柱状の先端部2bとで構成され、先端部2bの先端に円盤状に拡径された拡径部3が同軸に設けられている。工具本体2の材質はワークより高硬度材料の、例えばcBN焼結体(多結晶)とされている。この場合、少なくとも拡径部3がcBN焼結体で形成されていればよい。
工具本体2の拡径部3の外周面は断面略V字状に外側に突出する形状を有しており、所定間隔で周方向に凹部形状の複数の切屑排出ポケット4が形成されている。切屑排出ポケット4の回転方向前方を向く面の略直線または円弧をなす2本の稜線は例えば頂角αが略90°をなすよう交差して略V字形状の外周刃5を形成し、外周刃5の回転方向前方を向く前記の面は例えば平面形状のすくい面6とされている。
図1乃至図4は第一の実施の形態によるフライス型小径回転工具を示すものであり、図1は工具本体の要部側面図、図2は工具本体の底面図、図3は工具本体の先端部の斜視図、図4は導光板用金型の切削状態を示す要部斜視図である。
本実施の形態による小径回転工具1はフライス型転削工具であり、図1乃至図3に示すように、中心軸線O回りに回転可能な工具本体2は、拡径円柱状の基部2aとその先端側に設けた小径円柱状の先端部2bとで構成され、先端部2bの先端に円盤状に拡径された拡径部3が同軸に設けられている。工具本体2の材質はワークより高硬度材料の、例えばcBN焼結体(多結晶)とされている。この場合、少なくとも拡径部3がcBN焼結体で形成されていればよい。
工具本体2の拡径部3の外周面は断面略V字状に外側に突出する形状を有しており、所定間隔で周方向に凹部形状の複数の切屑排出ポケット4が形成されている。切屑排出ポケット4の回転方向前方を向く面の略直線または円弧をなす2本の稜線は例えば頂角αが略90°をなすよう交差して略V字形状の外周刃5を形成し、外周刃5の回転方向前方を向く前記の面は例えば平面形状のすくい面6とされている。
外周刃5の回転方向後方側は、外周刃5の頂部5aからその回転方向に沿って延びる稜線または凸曲部からなる頂部逃げ面7aとその両側に平面または凸曲面形状をなす左右逃げ面7b、7cとからなる逃げ面7とされ、逃げ面7の回転方向後方側は別の切屑排出ポケット4に連結されている。逃げ面7の頂部逃げ面7aは外周刃5の頂部5aの回転軌跡に沿って円弧状に形成されているが、回転方向後方に向かって中心軸線Oに近づくように切除された平面視略三角形の傾斜面や凸曲面で正の逃げ角を以て形成されていてもよい。
そのため、切屑排出ポケット4は図2に示す底面視で、外周刃5のすくい面6と回転方向前方側に位置する他の外周刃5の逃げ面7に続く第二逃げ面8とで略V字状に形成され、これらすくい面6と第二逃げ面8との交差角βは略90°に設定されている。この交差角βは切屑排出ポケット4を研磨加工するための砥石の角部が転写される。
そのため、切屑排出ポケット4は図2に示す底面視で、外周刃5のすくい面6と回転方向前方側に位置する他の外周刃5の逃げ面7に続く第二逃げ面8とで略V字状に形成され、これらすくい面6と第二逃げ面8との交差角βは略90°に設定されている。この交差角βは切屑排出ポケット4を研磨加工するための砥石の角部が転写される。
また、図2において、すくい面6は工具本体2の中心軸線Oを通過する半径方向の基準線に対してすくい角θを有しており、すくい角θは例えば0°〜−3°(図2ではθ=0°)に設定されている。拡径部3は高硬度材料であるcBN焼結体で製造されているために、外周刃5のすくい角θが負角であっても精度良く切削加工できると共に切れ刃強度が高い。なお、すくい角θは負角に限定されることなく適宜の正角であってもよい。
なお、外周刃5は微小なワークを切削加工するために微小寸法に形成され、外径(直径)Dはφ6mm以下、例えばφ2mmとされている。
外周刃5とそのすくい面6及び逃げ面7とで切刃部10を構成し、切刃部10は切屑排出ポケット4の回転方向後方側に位置して径方向外側に突出して形成されている。図では、切刃部10は切屑排出ポケット4と交互に拡径部3の周方向に所定間隔(45°間隔)でそれぞれ8個配列されている。切刃部10の個数は任意の複数であり、2個から20個程度配列してもよい。
なお、外周刃5は微小なワークを切削加工するために微小寸法に形成され、外径(直径)Dはφ6mm以下、例えばφ2mmとされている。
外周刃5とそのすくい面6及び逃げ面7とで切刃部10を構成し、切刃部10は切屑排出ポケット4の回転方向後方側に位置して径方向外側に突出して形成されている。図では、切刃部10は切屑排出ポケット4と交互に拡径部3の周方向に所定間隔(45°間隔)でそれぞれ8個配列されている。切刃部10の個数は任意の複数であり、2個から20個程度配列してもよい。
本実施の形態によるフライス型小径回転工具1は上述の構成を備えており、次にこの小径回転工具1を用いたワークの切削方法を図4により説明する。
ワークW1としてここでは図4に示すように例えば携帯電話の導光板用の金型を切削加工するものとし、材質は硬度が高い難削材、例えばステンレスの焼き入れ鋼とされている。そのため、工具本体2はワークW1より高硬度材料で構成されている。なお、この金型は略V字形状の細溝21を互いに平行に多数形成したものである。
導光板用金型の素材としてのワークW1の加工面20に対し、加工機のスピンドルに取付けたフライス型小径回転工具1の中心軸線Oを、形成すべき細溝21に直交する方向に位置させる。そして小径回転工具1を中心軸線O回りに回転駆動させながら横送りする。加工面20は回転する複数の切刃部10の外周刃5によって断続的に切削されて転写され、水平方向に略V字形状の細溝21が形成される。1条の細溝21を切削した後、工具本体2を中心軸線O方向に1ピッチ送って再度横送りして細溝21を形成する。
小径回転工具1の横送り方向は一方向と両方向のいずれでもよく、横送り切削を繰り返すことで、加工面20に複数の細溝21を互いに平行に切削加工した導光板用の金型を得られる。細溝21は8枚の外周刃5による断続的な切削加工によって鏡面加工される。
ワークW1としてここでは図4に示すように例えば携帯電話の導光板用の金型を切削加工するものとし、材質は硬度が高い難削材、例えばステンレスの焼き入れ鋼とされている。そのため、工具本体2はワークW1より高硬度材料で構成されている。なお、この金型は略V字形状の細溝21を互いに平行に多数形成したものである。
導光板用金型の素材としてのワークW1の加工面20に対し、加工機のスピンドルに取付けたフライス型小径回転工具1の中心軸線Oを、形成すべき細溝21に直交する方向に位置させる。そして小径回転工具1を中心軸線O回りに回転駆動させながら横送りする。加工面20は回転する複数の切刃部10の外周刃5によって断続的に切削されて転写され、水平方向に略V字形状の細溝21が形成される。1条の細溝21を切削した後、工具本体2を中心軸線O方向に1ピッチ送って再度横送りして細溝21を形成する。
小径回転工具1の横送り方向は一方向と両方向のいずれでもよく、横送り切削を繰り返すことで、加工面20に複数の細溝21を互いに平行に切削加工した導光板用の金型を得られる。細溝21は8枚の外周刃5による断続的な切削加工によって鏡面加工される。
上述のように本実施形態によれば、微細なワークW1である導光板用金型を1枚刃の工具でなく従来使用されていなかったフライス型の小径回転工具1を用い、多刃の外周刃5で断続的に切削することで、ワークW1が難削材であっても精度良く鏡面加工できる。
また、本実施形態による切削方法では、難削材からなるワークW1の加工面20にニッケルめっき等することなく、そのまま小径回転工具1の複数の外周刃5によって回転切削して鏡面に加工できる。しかも得られた金型はその表面の細溝21が難削材である焼き入れ鋼等で形成されているために多数の成形品を成形できて金型の寿命が長く、しかも加工面にニッケルめっき等を施す必要がないために工程数が少なくて済み製造コストを低減できる。
また、本実施形態による切削方法では、難削材からなるワークW1の加工面20にニッケルめっき等することなく、そのまま小径回転工具1の複数の外周刃5によって回転切削して鏡面に加工できる。しかも得られた金型はその表面の細溝21が難削材である焼き入れ鋼等で形成されているために多数の成形品を成形できて金型の寿命が長く、しかも加工面にニッケルめっき等を施す必要がないために工程数が少なくて済み製造コストを低減できる。
次に本発明の他の実施形態について説明するが、上述の第一の実施形態と同一または同様の部品、部材には同一の符号を用いて説明を省略する。
図5乃至図9により第二の実施形態を説明する。
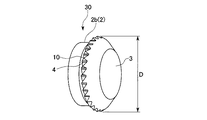
図5において、本実施の形態によるフライス型の小径回転工具30は第一実施形態による小径回転工具1と概略同一構成を有しているが、切刃部10と切屑排出ポケット4の個数を多く、例えば20個に構成している。外周刃5の外径Dは例えばφ2.4mmとする。また、切刃部10を含む工具本体2はcBN焼結体または、より硬度の高いダイヤモンド焼結体(多結晶)または単結晶ダイヤモンドで形成されている。
そして、拡径部3の各切刃部10とその回転方向前方に位置する切屑排出ポケット4について、図6の側面図に示すように外周刃5のすくい角θは例えば−25°の負角に設定され、切屑排出ポケット4の第二逃げ面8とすくい面6との交差角βは例えば90°に設定されている。
図5乃至図9により第二の実施形態を説明する。
図5において、本実施の形態によるフライス型の小径回転工具30は第一実施形態による小径回転工具1と概略同一構成を有しているが、切刃部10と切屑排出ポケット4の個数を多く、例えば20個に構成している。外周刃5の外径Dは例えばφ2.4mmとする。また、切刃部10を含む工具本体2はcBN焼結体または、より硬度の高いダイヤモンド焼結体(多結晶)または単結晶ダイヤモンドで形成されている。
そして、拡径部3の各切刃部10とその回転方向前方に位置する切屑排出ポケット4について、図6の側面図に示すように外周刃5のすくい角θは例えば−25°の負角に設定され、切屑排出ポケット4の第二逃げ面8とすくい面6との交差角βは例えば90°に設定されている。
本実施の形態によるフライス型小径回転工具30は上述の構成を有しており、次にこの小径回転工具30を用いた非球面レンズ用金型の切削方法について図7及び図8により説明する。
ワークW2としてここでは図7及び図8に示すように例えば非球面レンズ用の金型を用いるものとし、その材質は高硬度材料である超硬合金または焼き入れ鋼とされている。工具本体2はワークより高硬度材料のダイヤモンド焼結体やcBN焼結体等で構成されている。なお、この金型は表面に非球面レンズ成形用の凹曲面を形成したものである。
非球面レンズ用金型の素材としてのワークW2は中心軸線O1回りに回転可能に支持され、その加工面40に対し、加工機のスピンドルに取付けた小径回転工具1をその中心軸線OがワークW2の中心軸線O1に略直交する方向に位置させる。加工面40の直径は例えば10mm以下とする。
そして図7及び図8(a)または(b)に示すように、小径回転工具30の切刃部10を加工面40に当接させて、ワークW2及び小径回転工具30をそれぞれ中心軸線O、O1回りに回転させる。これによって加工面40は回転する複数の外周刃5によって断続的に切削される。しかも、小径回転工具30を非球面レンズ用の凹曲面41に沿ってエッジから中心軸線O1まで1回または複数回略円弧状に送り加工することで加工面40に非球面形状(球面形状でもよい)で鏡面の凹曲面41を形成する。
このようにして非球面レンズ用の金型を製作できる。
ワークW2としてここでは図7及び図8に示すように例えば非球面レンズ用の金型を用いるものとし、その材質は高硬度材料である超硬合金または焼き入れ鋼とされている。工具本体2はワークより高硬度材料のダイヤモンド焼結体やcBN焼結体等で構成されている。なお、この金型は表面に非球面レンズ成形用の凹曲面を形成したものである。
非球面レンズ用金型の素材としてのワークW2は中心軸線O1回りに回転可能に支持され、その加工面40に対し、加工機のスピンドルに取付けた小径回転工具1をその中心軸線OがワークW2の中心軸線O1に略直交する方向に位置させる。加工面40の直径は例えば10mm以下とする。
そして図7及び図8(a)または(b)に示すように、小径回転工具30の切刃部10を加工面40に当接させて、ワークW2及び小径回転工具30をそれぞれ中心軸線O、O1回りに回転させる。これによって加工面40は回転する複数の外周刃5によって断続的に切削される。しかも、小径回転工具30を非球面レンズ用の凹曲面41に沿ってエッジから中心軸線O1まで1回または複数回略円弧状に送り加工することで加工面40に非球面形状(球面形状でもよい)で鏡面の凹曲面41を形成する。
このようにして非球面レンズ用の金型を製作できる。
(試験例)
次に本第二実施形態に関し、小径回転工具30による切削加工のみで加工面40に非球面レンズ用金型を鏡面加工できることを確認するために行ったワークW2の切削加工試験について説明する。なお、通常、表面粗さ0.1μm以下を鏡面としている。
切削条件として、小径回転工具30は拡径部3を多結晶のcBN焼結体とし、外周刃5の直径Dはφ2mm、外周刃5bの刃数は8枚、すくい角θは0°とした。小径回転工具30の工具本体2を、4軸制御超精密加工機(ULG−100D;東芝機械(株)製)のスピンドルに装着した。
ワークW2はスチールの焼き入れ鋼(STAVAX(HRC55))からなるものとする。また、小径回転工具30の回転数を80000min−1、ワークW2の回転数を250min−1とし、小径回転工具30の送り速度を0.1mm/min、外周刃5の切り込み深さを1μmとした。切削油として白灯油を用いた。4軸制御超精密加工機で小径回転工具30を図7に示すようにX軸とZ軸の同時2軸制御して、ワークW2の加工面40を切削して非球面レンズ形状の凹曲面41を形成した。
次に本第二実施形態に関し、小径回転工具30による切削加工のみで加工面40に非球面レンズ用金型を鏡面加工できることを確認するために行ったワークW2の切削加工試験について説明する。なお、通常、表面粗さ0.1μm以下を鏡面としている。
切削条件として、小径回転工具30は拡径部3を多結晶のcBN焼結体とし、外周刃5の直径Dはφ2mm、外周刃5bの刃数は8枚、すくい角θは0°とした。小径回転工具30の工具本体2を、4軸制御超精密加工機(ULG−100D;東芝機械(株)製)のスピンドルに装着した。
ワークW2はスチールの焼き入れ鋼(STAVAX(HRC55))からなるものとする。また、小径回転工具30の回転数を80000min−1、ワークW2の回転数を250min−1とし、小径回転工具30の送り速度を0.1mm/min、外周刃5の切り込み深さを1μmとした。切削油として白灯油を用いた。4軸制御超精密加工機で小径回転工具30を図7に示すようにX軸とZ軸の同時2軸制御して、ワークW2の加工面40を切削して非球面レンズ形状の凹曲面41を形成した。
図9に示す加工後のワークW2の凹曲面41について、顕微鏡で観察し、面粗さを粗さ測定器(フォームタリサーフ:テーラーホプソン社製)で測定した。測定点は、凹曲面41の中心をなす中心軸線O1上の点a1、凹曲面の外周エッジ点a2、点a1とa2を結ぶ半径方向の中間点a3とした。得られた表面粗さは下記表1の通りであった。
また、試験例2として小径回転工具30の拡径部3を多結晶ダイヤモンド焼結体とし、ワークW2を超硬合金(ダイジェット社製のレンズ成形用FB01)とし、他は試験例1と同一の条件で切削加工した。加工後に同様に測定した表面粗さは下記表2の通りであった。
また、試験例2として小径回転工具30の拡径部3を多結晶ダイヤモンド焼結体とし、ワークW2を超硬合金(ダイジェット社製のレンズ成形用FB01)とし、他は試験例1と同一の条件で切削加工した。加工後に同様に測定した表面粗さは下記表2の通りであった。
表1
凹曲面の測定点 表面粗さ
a1(中心軸線O1上の点) 0.107μRz
a3(外周エッジ点) 0.087μRz
a2(中間点) 0.083μRz
凹曲面の測定点 表面粗さ
a1(中心軸線O1上の点) 0.107μRz
a3(外周エッジ点) 0.087μRz
a2(中間点) 0.083μRz
表2
凹曲面の測定点 表面粗さ
a1(中心軸線O1上の点) 0.0761μRz
a3(外周エッジ点) 0.0639μRz
a2(中間点) 0.0692μRz
凹曲面の測定点 表面粗さ
a1(中心軸線O1上の点) 0.0761μRz
a3(外周エッジ点) 0.0639μRz
a2(中間点) 0.0692μRz
表1、2に示す結果から、ワークW2が焼き入れ鋼や超硬合金のような難削材であっても精度よく切削加工できて鏡面に加工できることを確認できた。
そのため、本第二実施形態においても第一実施形態と同様な効果を得られる。しかも、従来の切削方法ではワークW2のみを回転させていたため、中心軸線O1付近では周速が0になり、ダイヤモンドバイト等によって加工面40がむしれて精度の良い加工面が形成されないが、本実施形態では小径回転工具30も中心軸線O回りに回転させるためにワークW2の周速0の領域も精度よく鏡面加工できる。
そのため、本第二実施形態においても第一実施形態と同様な効果を得られる。しかも、従来の切削方法ではワークW2のみを回転させていたため、中心軸線O1付近では周速が0になり、ダイヤモンドバイト等によって加工面40がむしれて精度の良い加工面が形成されないが、本実施形態では小径回転工具30も中心軸線O回りに回転させるためにワークW2の周速0の領域も精度よく鏡面加工できる。
次に本発明の第三の実施形態を図10乃至図12により説明する。
図10乃至図12に示すフライス型の小径回転工具50は、工具本体51が略円柱状をなしている。工具本体51は中心軸線O回りに回転可能とされ、その円柱部分の先端部51aにおいて、円周面と底面との円形交差稜線の領域を底面視で所定間隔に略V字状に切除して凹部形状の切屑排出ポケット4が複数(図では8個)形成されている。隣り合う切屑排出ポケット4、4の間に切刃部10が設けられることになる。
切刃部10は、工具本体2の回転方向を向く略V字形状の外周刃5と、外周刃5のすくい面6と、外周刃5の回転方向後方に続く逃げ面7とを有している。切屑排出ポケット4の一方の面を形成するすくい面6と第二逃げ面8は底面視で交差角β(例えばβ=90°)をなしている。
図10乃至図12に示すフライス型の小径回転工具50は、工具本体51が略円柱状をなしている。工具本体51は中心軸線O回りに回転可能とされ、その円柱部分の先端部51aにおいて、円周面と底面との円形交差稜線の領域を底面視で所定間隔に略V字状に切除して凹部形状の切屑排出ポケット4が複数(図では8個)形成されている。隣り合う切屑排出ポケット4、4の間に切刃部10が設けられることになる。
切刃部10は、工具本体2の回転方向を向く略V字形状の外周刃5と、外周刃5のすくい面6と、外周刃5の回転方向後方に続く逃げ面7とを有している。切屑排出ポケット4の一方の面を形成するすくい面6と第二逃げ面8は底面視で交差角β(例えばβ=90°)をなしている。
本実施の形態によるフライス型の小径回転工具50は上述の構成を有しており、次にその切削方法を説明する。
例えば導光板用の金型を製造する場合、先ず微小工具50をワークW1の平面状の加工面20に対して傾斜角δ(例えばδ=45°)で傾斜状態に保持し、回転する小径回転工具50をワークW1に対して相対的に横送りすることで加工面20に断面略V字状の細溝21を直線状に切削加工する。そして、細溝21の方向に直交する方向に順次1ピッチ送って横送りによる切削加工を繰り返すことで複数の細溝21を加工できる。
この場合にも、第一実施形態と同様に細溝21の鏡面切削加工を行うことができる。
例えば導光板用の金型を製造する場合、先ず微小工具50をワークW1の平面状の加工面20に対して傾斜角δ(例えばδ=45°)で傾斜状態に保持し、回転する小径回転工具50をワークW1に対して相対的に横送りすることで加工面20に断面略V字状の細溝21を直線状に切削加工する。そして、細溝21の方向に直交する方向に順次1ピッチ送って横送りによる切削加工を繰り返すことで複数の細溝21を加工できる。
この場合にも、第一実施形態と同様に細溝21の鏡面切削加工を行うことができる。
また、導光板用の金型に変えて非球面レンズ用金型を製作する場合にも本実施形態による小径回転工具50を用いることができる。
即ち、非球面レンズ用の金型を製造する場合、上述の切削方法と同様に微小工具50をワークW2の平面状の加工面40に対して傾斜角δ(例えばδ=45°)で傾斜状態に保持し、中心軸線O回りに回転する小径回転工具50を同じく中心軸線O1回りに回転するワークW3に対して相対的に円弧状の補間移動をかけつつ横送りする。
これによって加工面40は回転する複数の切刃部10の外周刃5によって断続的に切削され、しかも小径回転工具50を非球面レンズ用の凹曲面41に沿ってエッジから中心軸線O1まで1または複数回送り加工することで加工面40に非球面形状(球面形状でもよい)で鏡面の凹曲面41を形成できる。
即ち、非球面レンズ用の金型を製造する場合、上述の切削方法と同様に微小工具50をワークW2の平面状の加工面40に対して傾斜角δ(例えばδ=45°)で傾斜状態に保持し、中心軸線O回りに回転する小径回転工具50を同じく中心軸線O1回りに回転するワークW3に対して相対的に円弧状の補間移動をかけつつ横送りする。
これによって加工面40は回転する複数の切刃部10の外周刃5によって断続的に切削され、しかも小径回転工具50を非球面レンズ用の凹曲面41に沿ってエッジから中心軸線O1まで1または複数回送り加工することで加工面40に非球面形状(球面形状でもよい)で鏡面の凹曲面41を形成できる。
そのため、本実施形態においても第一または第二の実施形態と同様な効果を得られ、しかも切刃部10を有する先端部51aを含めて全体に円柱状に形成して砥石で溝入れ加工すればよいため、小径回転工具50の製造を容易に行え、製造コストが一層低廉になる。
なお、ワークW1、W2等を精度良く切削加工するために、各小径回転工具1,30の製造工程でツルーイングによって各小径回転工具1,30の振れを修正して複数の外周刃5の芯だし調整を行うとよい。そのために図13に示すように図示しない加工機のC軸にGC砥石63を装着し、同図(a)に示すように小径回転工具1、30の拡径部3の一方の傾斜面3aにGC砥石63を当接させた状態で小径回転工具1、30を中心軸線O回りに回転させて例えば3μm程度研磨する。次に同図(b)に示すように拡径部3の他方の傾斜面3bにGC砥石63を当接させた状態で小径回転工具1、30を中心軸線O回りに回転させて同様に3μm程度研磨する。
これによって小径回転工具1,30の切削加工時の振れを防止してワークW1,W2等の表面粗さを向上できる。
これによって小径回転工具1,30の切削加工時の振れを防止してワークW1,W2等の表面粗さを向上できる。
また、小径回転工具1,30、50について外周刃5を略V字形状に形成したが、頂部5aは一点で交差する尖頭形状である必要はなく、例えば図14(a)に示すようにR状に形成したり、同図(b)に示すように頂点を切除した直線状に形成してもよい。これらの構成を採用した方が加工面の仕上がり精度と面粗さが良くなる。
また、本発明は上述の実施形態によるフライス型小径回転工具1,30、50に限定されることなく、外周刃5の外径Dがφ6mm以下で微小ワークの切削加工に用いられるものであればよく、ワークも小型の各種光学電子デバイス部品や表示デバイス、情報デバイスの各種微細部品を成形するための金型加工用の小径回転工具として、また小径回転工具を用いた微小金型用ワークや各種微細部品の切削方法に使用できる。
また、本発明は上述の実施形態によるフライス型小径回転工具1,30、50に限定されることなく、外周刃5の外径Dがφ6mm以下で微小ワークの切削加工に用いられるものであればよく、ワークも小型の各種光学電子デバイス部品や表示デバイス、情報デバイスの各種微細部品を成形するための金型加工用の小径回転工具として、また小径回転工具を用いた微小金型用ワークや各種微細部品の切削方法に使用できる。
1、30、50 小径回転工具
2、51 工具本体
3 拡径部
4 切屑排出ポケット
5 外周刃
6 すくい面
7 逃げ面
10 切刃部
20、40 加工面
21 細溝(溝)
41 凹曲面(凹部)
W1、W2 ワーク
2、51 工具本体
3 拡径部
4 切屑排出ポケット
5 外周刃
6 すくい面
7 逃げ面
10 切刃部
20、40 加工面
21 細溝(溝)
41 凹曲面(凹部)
W1、W2 ワーク
Claims (5)
- 中心軸線回りに回転させられる高硬度材料からなる工具本体の略円柱状または略円板状の先端部外周面に複数の切刃部が所定間隔で周方向に突出して形成され、
該切刃部は、工具本体の外周側に略V字状に突出して形成されていて外径がφ6mm以下とされた外周刃と、工具本体の回転方向前方を向く前記外周刃のすくい面と、前記外周刃に沿って工具本体の回転方向後方に延びている逃げ面とを有していることを特徴とする小径回転工具。 - 前記高硬度材料は、cBN焼結体、ダイヤモンド焼結体、単結晶ダイヤモンド、セラミックスまたは超硬合金のいずれかである請求項1に記載の小径回転工具。
- 前記外周刃の頂部はR状または直線状に形成されている請求項1または2に記載の小径回転工具。
- 中心軸線回りに回転する請求項1乃至3のいずれかに記載の小径回転工具をワークの加工面に沿って相対的に送りながら、前記小径回転工具の外周刃で加工面を切削することで溝を形成するようにした高硬度材料ワークの切削方法。
- 中心軸線回りに回転する請求項1乃至3のいずれかに記載の小径回転工具を中心軸線回りに回転するワークの加工面に沿って相対的に送りながら、前記小径回転工具の外周刃で加工面を切削することで球面または非球面形状の凹部を形成するようにした高硬度材料ワークの切削方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005014554A JP2006198743A (ja) | 2005-01-21 | 2005-01-21 | 小径回転工具及び高硬度材料ワークの切削方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005014554A JP2006198743A (ja) | 2005-01-21 | 2005-01-21 | 小径回転工具及び高硬度材料ワークの切削方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006198743A true JP2006198743A (ja) | 2006-08-03 |
Family
ID=36957170
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005014554A Pending JP2006198743A (ja) | 2005-01-21 | 2005-01-21 | 小径回転工具及び高硬度材料ワークの切削方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006198743A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008137121A (ja) * | 2006-12-04 | 2008-06-19 | Hitachi Tool Engineering Ltd | 高速切削用超硬ラフィングエンドミル |
| JP2008221440A (ja) * | 2007-03-15 | 2008-09-25 | Toshiba Mach Co Ltd | V溝加工方法およびv溝加工装置 |
| FR2946551A1 (fr) * | 2009-06-10 | 2010-12-17 | Snecma | Fraise-lime en diamant monocristallin pour l'usinage des composites a matrice ceramique. |
| US8443704B2 (en) | 2007-08-06 | 2013-05-21 | 3M Innovative Properties Company | Fly-cutting system and method, and related tooling and articles |
| CN104338989A (zh) * | 2014-11-19 | 2015-02-11 | 泉州永骏自动化科技有限公司 | 一种数控铣槽机 |
| KR20170074984A (ko) * | 2014-11-14 | 2017-06-30 | 생-고뱅 퍼포먼스 플라스틱스 코포레이션 | 중합체를 기재에 고정시키는 장치 및 방법 |
| CN109551051A (zh) * | 2018-11-22 | 2019-04-02 | 慈溪市悦宇精密模具有限公司 | 一种车灯导光条生产模具的加工方法 |
| JP2019051678A (ja) * | 2017-09-19 | 2019-04-04 | 住友金属鉱山シポレックス株式会社 | 回転刃切削装置及び軽量気泡コンクリートパネルの切削加工方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04300107A (ja) * | 1991-03-28 | 1992-10-23 | Mitsubishi Materials Corp | チップ取付面の加工方法及び加工工具 |
| JPH1110428A (ja) * | 1997-06-19 | 1999-01-19 | Ricoh Co Ltd | 溝加工方法 |
| JP2003094226A (ja) * | 2001-09-21 | 2003-04-03 | Hitachi Tool Engineering Ltd | テーパ部を有するエンドミル |
| JP2004009158A (ja) * | 2002-06-04 | 2004-01-15 | Sumitomo Rubber Ind Ltd | ゴルフボール用金型の製造方法 |
| JP2004188511A (ja) * | 2002-12-06 | 2004-07-08 | Ricoh Co Ltd | 微細溝加工方法及び微細溝形状加工品並びに成形品 |
-
2005
- 2005-01-21 JP JP2005014554A patent/JP2006198743A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04300107A (ja) * | 1991-03-28 | 1992-10-23 | Mitsubishi Materials Corp | チップ取付面の加工方法及び加工工具 |
| JPH1110428A (ja) * | 1997-06-19 | 1999-01-19 | Ricoh Co Ltd | 溝加工方法 |
| JP2003094226A (ja) * | 2001-09-21 | 2003-04-03 | Hitachi Tool Engineering Ltd | テーパ部を有するエンドミル |
| JP2004009158A (ja) * | 2002-06-04 | 2004-01-15 | Sumitomo Rubber Ind Ltd | ゴルフボール用金型の製造方法 |
| JP2004188511A (ja) * | 2002-12-06 | 2004-07-08 | Ricoh Co Ltd | 微細溝加工方法及び微細溝形状加工品並びに成形品 |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008137121A (ja) * | 2006-12-04 | 2008-06-19 | Hitachi Tool Engineering Ltd | 高速切削用超硬ラフィングエンドミル |
| JP2008221440A (ja) * | 2007-03-15 | 2008-09-25 | Toshiba Mach Co Ltd | V溝加工方法およびv溝加工装置 |
| US8443704B2 (en) | 2007-08-06 | 2013-05-21 | 3M Innovative Properties Company | Fly-cutting system and method, and related tooling and articles |
| US9003934B2 (en) | 2007-08-06 | 2015-04-14 | 3M Innovative Properties Company | Fly-cutting system and method, and related tooling and articles |
| JP2015186839A (ja) * | 2007-08-06 | 2015-10-29 | スリーエム イノベイティブ プロパティズ カンパニー | フライカッティングシステム及び方法、並びに関連する工具及び物品 |
| US9562995B2 (en) | 2007-08-06 | 2017-02-07 | 3M Innovative Properties Company | Fly-cutting system and method, and related tooling articles |
| FR2946551A1 (fr) * | 2009-06-10 | 2010-12-17 | Snecma | Fraise-lime en diamant monocristallin pour l'usinage des composites a matrice ceramique. |
| JP2019132432A (ja) * | 2014-11-14 | 2019-08-08 | サン−ゴバン パフォーマンス プラスティックス コーポレイション | 基板にポリマーを定着させる装置及び方法 |
| KR20170074984A (ko) * | 2014-11-14 | 2017-06-30 | 생-고뱅 퍼포먼스 플라스틱스 코포레이션 | 중합체를 기재에 고정시키는 장치 및 방법 |
| JP2017537281A (ja) * | 2014-11-14 | 2017-12-14 | サン−ゴバン パフォーマンス プラスティックス コーポレイション | 基板にポリマーを定着させる装置及び方法 |
| KR101953530B1 (ko) | 2014-11-14 | 2019-03-04 | 생-고뱅 퍼포먼스 플라스틱스 코포레이션 | 중합체를 기재에 고정시키는 장치 및 방법 |
| US10240634B2 (en) | 2014-11-14 | 2019-03-26 | Saint-Gobain Performance Plastics Corporation | Device and method of anchoring a polymer to a substrate |
| CN104338989A (zh) * | 2014-11-19 | 2015-02-11 | 泉州永骏自动化科技有限公司 | 一种数控铣槽机 |
| JP2019051678A (ja) * | 2017-09-19 | 2019-04-04 | 住友金属鉱山シポレックス株式会社 | 回転刃切削装置及び軽量気泡コンクリートパネルの切削加工方法 |
| JP7007038B2 (ja) | 2017-09-19 | 2022-01-24 | 住友金属鉱山シポレックス株式会社 | 回転刃切削装置及び軽量気泡コンクリートパネルの切削加工方法 |
| CN109551051A (zh) * | 2018-11-22 | 2019-04-02 | 慈溪市悦宇精密模具有限公司 | 一种车灯导光条生产模具的加工方法 |
| CN109551051B (zh) * | 2018-11-22 | 2022-01-04 | 慈溪市悦宇精密模具有限公司 | 一种车灯导光条生产模具的加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4931964B2 (ja) | 高硬度材の加工装置及び加工方法 | |
| CN102513899B (zh) | 微圆弧槽阵列光学元件的单方向斜轴仿形精密磨削方法 | |
| JP6191839B2 (ja) | ダイヤモンド焼結体ボールエンドミルとその製造方法 | |
| JP2009056559A (ja) | ボールエンドミル | |
| CN111590096A (zh) | 微纳织构超硬刀具刀头及其激光辅助磨削复合加工方法 | |
| JPH11267902A (ja) | 超微細切刃付き工具及び超微細切刃付き加工具 | |
| US20080026678A1 (en) | Diamond tool blade with circular cutting edge | |
| JP5969106B1 (ja) | エンドミルとその製造方法 | |
| EP1773528B1 (en) | Raster cutting technology for ophthalmic lenses | |
| CN102933350A (zh) | 成形刀具的制造方法及成形刀具的研磨工具 | |
| JP2006198743A (ja) | 小径回転工具及び高硬度材料ワークの切削方法 | |
| JP3299523B2 (ja) | 硬質発泡樹脂パッドの旋削溝加工用工具 | |
| JP2008183657A (ja) | 単結晶ダイヤモンド多刃工具及びその製造方法 | |
| JP2012218083A (ja) | 切削工具およびそれを用いた加工物の製造方法 | |
| JP2008229764A (ja) | 回転工具及び加工方法 | |
| JP2008264965A (ja) | 研削形成方法及び回転切削工具 | |
| JP4878517B2 (ja) | ダイヤモンド工具 | |
| JP3497492B2 (ja) | 半導体デバイス加工用硬質発泡樹脂溝付パッド及びそのパッド旋削溝加工用工具 | |
| JP5075185B2 (ja) | スクライビングホイール | |
| JP2007307680A (ja) | 切削加工方法、光学素子及び金型 | |
| JP4746339B2 (ja) | 切削工具の製造方法 | |
| JP2004216483A (ja) | 超精密加工用工具 | |
| JP2006289566A (ja) | マイクロレンズアレイの成形型の研削加工方法及び研削加工装置 | |
| JP2006035359A (ja) | ダイヤモンドバイト及びその製造方法 | |
| JP2006035362A (ja) | 研削加工用砥石、およびそれを用いた研削加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080508 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080527 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080725 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090303 |