JP2006249455A - 底吹き転炉の炉底構造 - Google Patents
底吹き転炉の炉底構造 Download PDFInfo
- Publication number
- JP2006249455A JP2006249455A JP2005063769A JP2005063769A JP2006249455A JP 2006249455 A JP2006249455 A JP 2006249455A JP 2005063769 A JP2005063769 A JP 2005063769A JP 2005063769 A JP2005063769 A JP 2005063769A JP 2006249455 A JP2006249455 A JP 2006249455A
- Authority
- JP
- Japan
- Prior art keywords
- tuyere
- brick
- furnace
- mushroom
- outer diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Carbon Steel Or Casting Steel Manufacturing (AREA)
Abstract
【課題】 転炉の炉底部全体の寿命の向上を図り、マッシュルームが常に適正な大きさになるようにして、羽口れんが周辺の侵食を効果的に防止し、このことによって羽口ならびに羽口れんがの寿命の向上を通じて炉底部の寿命を向上させることにある。
【解決手段】 炉底部の炉底れんが中に羽口れんがを介して同心2重管羽口を埋設してなる底吹き転炉の炉底構造において、前記2重管羽口を取りまくように配設された羽口れんがの外形を、前記羽口の噴出口に生成するマッシュルームの外径よりも小さくした底吹き転炉の炉底構造。
【選択図】 図1
【解決手段】 炉底部の炉底れんが中に羽口れんがを介して同心2重管羽口を埋設してなる底吹き転炉の炉底構造において、前記2重管羽口を取りまくように配設された羽口れんがの外形を、前記羽口の噴出口に生成するマッシュルームの外径よりも小さくした底吹き転炉の炉底構造。
【選択図】 図1
Description
本発明は、底吹き転炉の炉底構造に関し、とくに羽口れんがの損耗ならびに羽口の破損を抑制することにより、炉底の寿命を向上させるのに有効な構造を提案する。
底吹き転炉(上底吹き転炉を含める)は、炉底に設けられた同心2重管羽口から、鋼浴中に純酸素などの酸化性ガスを吹込み、鋼中に含まれる炭素、珪素、燐などを酸化除去して鋼を製造する精錬炉である。この転炉における主な精錬反応は、上記炭素、珪素、燐などが酸化されることにより生成する発熱を伴う酸化反応であり、この反応により羽口周辺の溶鋼は著しい高温になる。そのため、この底吹き転炉では、羽口を冷却することが必要であり、その冷却方法として、酸素ガスを供給する内管の中心流路を取り囲む外側の環状流路中に、N2、Ar、CO、 CO2、プロパン、メタノール、水蒸気、液化炭化水素等の冷却ガスを供給しており、こうして羽口の溶損を防止するのが一般的である。それは、羽口外管の環状流路から炉中に吹き込まれる前記冷却用ガスが、加熱されることによって、CとH2とに分解し、その分解するときの吸熱反応により羽口の冷却を行うことができるからである。
ところで、底吹き転炉の吹錬に当っては、底吹き羽口から吹き込む冷却用ガスの流量は、吹込み酸素量に応じて決定されているが、安全を見込んで、通常、十分過ぎる量、つまり必要以上に過剰に供給するのが普通である。ただし、冷却ガスの流量が過剰になると、羽口周辺に付着する凝固地金(以下、「マッシュルーム」という)が異常に大きくなり、そのために、突如として欠落したり、剥離したりするようになる。このような場合、羽口はその先端部が炉内に露出した状態になるので、損耗が著しくなり、また、羽口まわりの羽口れんがもまた損耗して凹状になり、それ故に、この羽口れんがの損耗が律速となって、炉底自体の寿命が短くなるという問題があった。
また、上述したように、羽口の過剰冷却によってその周辺の炉底れんが、とくに羽口まわりのれんが(羽口れんが)は、著しく強冷却され局部的に大きな温度勾配の部分が発生する。通常、このような温度勾配が、れんが内に発生したとしても、十分に耐えることができるようにしているが、転炉の場合、出鋼後、次回の吹錬までの待ち時間中は炉内が空となり、当然精錬用酸素も流されないので、炭化水素などの冷却ガスもまた流されることなく、極く少量の窒素ガスなどが羽口の閉塞防止のため流されているにすぎない状態となる。
そのため、炭化水素の熱分解に伴う吸熱によって冷却されていた羽口およびその周辺の羽口れんがは急速に復熱する。その結果、吹錬中の過剰冷却によって発生していた羽口れんがの温度勾配が急に減少するので、該羽口れんがは著しく過酷な熱サイクルを受け、スポーリングによって破損して炉底寿命を短くする。
従って、羽口ならびにその周辺耐火物、すなわち羽口れんがの損耗を抑えるには、常に羽口先端部(噴出口部)に適当な大きさの凝固地金(以下、「マッシュルーム」という)を形成させ、それによって羽口先端部の保護を図ることが必要である。
羽口先端部に形成されるマッシュルームを適正に維持して羽口溶損の抑制を図る方法として、特許文献1として公開されているような技術がある。
この技術は、転炉内溶鉄浴面下に設置した底吹き羽口の中心流路から酸素ガスを吹込む一方、外管の環状流路から冷却用ガスを流通させて底吹き羽口の冷却を行う際に、前記中心流路から吹込まれる酸素ガスによる精錬の進行に対応して、前記環状流路を流通する冷却用ガスの流量を制御することにより、底吹き羽口を保護する方法である。
特開平5−179332号公報
この技術は、転炉内溶鉄浴面下に設置した底吹き羽口の中心流路から酸素ガスを吹込む一方、外管の環状流路から冷却用ガスを流通させて底吹き羽口の冷却を行う際に、前記中心流路から吹込まれる酸素ガスによる精錬の進行に対応して、前記環状流路を流通する冷却用ガスの流量を制御することにより、底吹き羽口を保護する方法である。
しかしながら、特許文献1に開示された羽口冷却方法は、羽口寿命の向上には有効であったが、この羽口を取りまく羽口れんがの保護に対してまで有効ではなかった。そのために、この羽口を取りまく羽口れんがについては、マッシュルームの大きさが小さすぎたり大きすぎたりして不適当な大きさとなり、時として露出したりして、炉底れんがと羽口れんがとの目地部分の侵食を招いて、損耗の原因となることがあった。
つまり、炉底の寿命は、単に、従来技術のように、羽口先端部の保護だけでは不十分であり、羽口れんがについての保護もまた必要であることがわかる。
つまり、炉底の寿命は、単に、従来技術のように、羽口先端部の保護だけでは不十分であり、羽口れんがについての保護もまた必要であることがわかる。
そこで、本発明の主たる目的は、転炉の炉底部全体の寿命の向上を図ることである。
本発明の他の目的は、マッシュルームが常に適正な大きさになるようにして、羽口れんが周辺の侵食を効果的に防止し、このことによって羽口ならびに羽口れんがの寿命の向上を図ることにある。
本発明の他の目的は、マッシュルームが常に適正な大きさになるようにして、羽口れんが周辺の侵食を効果的に防止し、このことによって羽口ならびに羽口れんがの寿命の向上を図ることにある。
上記目的の実現に向けて試行を重ねた結果、発明者らは下記手段の採用が有効であるとの知見を得て、本発明を完成させた。
即ち、本発明は、炉底部の炉底れんが中に羽口れんがを介して同心2重管羽口を埋設してなる底吹き転炉の炉底構造において、前記2重管羽口を取りまくように配設された羽口れんがの外形を、前記羽口の噴出口に生成するマッシュルームの外径よりも小さくしたことを特徴とする底吹き転炉の炉底構造である。
即ち、本発明は、炉底部の炉底れんが中に羽口れんがを介して同心2重管羽口を埋設してなる底吹き転炉の炉底構造において、前記2重管羽口を取りまくように配設された羽口れんがの外形を、前記羽口の噴出口に生成するマッシュルームの外径よりも小さくしたことを特徴とする底吹き転炉の炉底構造である。
本発明においては、前記同心2重管羽口は、内管の中心流路からは精錬用ガスを、そして外管の環状流路からは冷却用ガスを噴射するものであり、マッシュルームの外径は、通常操業時に生成する前記外管環状流路から噴射される冷却用ガスのガス流れ抵抗(流量/背圧)に応じて決定されたものを採用することが有効な手段となる。
以上のとおり、本発明のような炉底構造にすれば、底吹き転炉の炉底部の寿命を向上させることができる。とくに、このような炉底構造の採用は、炉底れんがと羽口れんがとの境界部分への溶鋼の侵食に伴う損傷や、羽口ならびに羽口れんがの損傷を抑制する上で効果的である。
本発明の特徴は、上述したように、とくに、羽口れんがの損傷を防止することにあり、このことを通じて、底吹き羽口の保護を図り、ひいては底吹き転炉の炉底自体の寿命を向上させるのに有効な炉底構造を提案することにある。
そのために、本発明では、炉底の寿命を実質的に左右している因子が底吹き羽口ならびにこれを囲繞するように配設されている羽口れんがにあることを突き止め、これらの望ましい形態、関係を構築することが必要であるとの結論に達した。即ち、前記底吹き羽口や羽口れんがの保護には、前記底吹き羽口の先端部(炉内側のガス噴出口部)に生成するマッシュルームの形態が大きく影響していることに鑑み、特に、そのマッシュルームと羽口れんがとの相対的な大きさを好適な関係に保つことが有効であることがわかった。
即ち、上述した羽口れんがの外径とマッシュルームの外径との望ましい関係とは、発明者らの知見では、羽口れんがの外径<マッシュルームの外径、の関係を維持することであり、この関係が、特に精錬時に維持されると、羽口と羽口れんがの境界部分のみならず炉底れんがと羽口れんがとの境界部分への溶鋼の侵入さえも、このようなマッシュルームの形成によって阻止することができるようになると同時に、該羽口れんが表面の損耗もなくなる。つまり、底吹き羽口上には、常に望ましい形態でマッシュルームを形成しておくことが重要である。
図1は、底吹き転炉において、同心2重管の底吹き羽口10から酸素ガスを炉内に吹込む様子を断面図で示したものである。この同心2重管底吹き羽口10において、内管1は、その内面に粉体等による摩耗を防ぐため耐火スリーブ3が嵌め込まれてあり、これによって中心流路4の保護が図られている。そして、その中心流路4を形造る内管1の外側には同心に外管2が設けてあり、これら内・外管1、2の間に環状流路5が形成されている。そして、この底吹き羽口10のまわりには、羽口れんが6が配設してあり、さらにその外側には、炉底れんが7が配設されている。また、この底吹き羽口10ならびに羽口れんが6の炉内側の上端部には、通常、マッシュルームと称される多孔質な凝固鉄が形成されており、このマッシュルーム8の存在により、底吹き羽口10は保護され、その損耗が軽減されるようになっている。
通常、底吹き羽口10の内管1より溶鋼中に吹込まれた酸素ガスジェットは、羽口近傍で主として下記の反応を生じる。
Fe+(1/2)O2→FeO+Q1 (1)
FeO+C→Fe+CO−Q2 (2)
ここで、(1)式は発熱反応、(2)式は吸熱反応であるが、吸熱量Q2 よりも発熱量Q1 の方が大きいため(1)式と(2)式とを合わせて総合的には発熱反応となり、火点反応熱を生じる。そして、この底吹き羽口10の外環状流路5を流通して、溶鋼中に吹込まれる冷却ガスの冷却作用によって、マッシュルーム8が形成される。
Fe+(1/2)O2→FeO+Q1 (1)
FeO+C→Fe+CO−Q2 (2)
ここで、(1)式は発熱反応、(2)式は吸熱反応であるが、吸熱量Q2 よりも発熱量Q1 の方が大きいため(1)式と(2)式とを合わせて総合的には発熱反応となり、火点反応熱を生じる。そして、この底吹き羽口10の外環状流路5を流通して、溶鋼中に吹込まれる冷却ガスの冷却作用によって、マッシュルーム8が形成される。
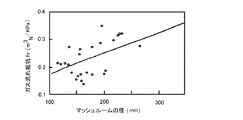
また、発明者らの研究によれば、こうしたマッシュルーム8の大きさ(径)は、外環状流路5中を流れる前記冷却ガスの流れ抵抗Fr=[(m3 N/min)/(KPa)]に比例しており、具体的には、図2に示すように、このマッシュルームの外径は、この流れ抵抗の増加とともに、直線的に増加することがわかった。従って、このガス流れ抵抗を調節すれば、マシュルーム8の外径を容易に調節することができる。
なお、上記流れ抵抗とは、外環状流路から噴射される前記冷却ガスの吹き込み流量と吹き込む前記冷却ガスの背圧との比を示すパラメータである。
例えば、一般的な上底吹き転炉(320トン)の炉底構造の場合、羽口れんが6の外径は200mm程度である。図2に示すとおり、この羽口れんが6を保護するために十分な大きさのマッシュルーム8を形成するには、前記冷却ガスの流れ抵抗(Fr)を0.26(m3 N/min)/(KPa)以上にする必要があることがわかる。
ただし、上底吹き転炉における通常の操業では、前記冷却ガス流れ抵抗Frは通常、0.2(m3 N/min)/(KPa)程度にすることが多いが、この場合の前記羽口れんが6の外径は、図2より、マッシュルームの径:約120mm程度と想定される。従って、この場合、羽口れんが6の外径は120mm以内に収めることとし、常に羽口れんが6と炉底れんが7の目地部分がマッシュルーム8で覆われるように、羽口れんが6の外径を定めることが望ましい。一方で、このマッシュルーム8は、その外径をあまりに大きくすると、剥離しやすくなることから、適切な大きさとすることが望ましい。なお、前記冷却ガス流れ抵抗は、炉型式に応じて適宜に定めて操業する。
この実施例は、図に示すような炉底構造を有する320t純酸素上底吹き転炉の、底吹き羽口の内管1に中心流路から酸素ガスを0.2m3 N/sec〜0.4m3 N/secの流速で吹込み、一方、外管2の外環状流路5からは冷却ガスとしてプロパンガスを、0.7m3 N/sec〜0.8m3 N/secの流速で吹込み、冷却ガスのガス流れ抵抗Frを0.2(m3 N/min)/(KPa)で設定した実験操業の例である。このとき用いた転炉の炉底構造は、外管外径51mmφのステンレス製同心2重管羽口10に対し、そのまわりにマグネシウムカーボン製羽口れんがを施工したもので構成した。
本発明適合例として、羽口れんが外径を100mmとし、ガス流れ抵抗Frを0.2(m3 N/min)/(KPa)に制御することにより、マッシュルームの外径を約120mmに維持して操業を行った。
一方、比較例として、羽口れんがの外径を200mmとし、ガス流れ抵抗をやはりFr=0.2(m3 N/min)/(KPa)に制御することにより、マッシュルームの外径を約120mmとして操業を行った。その結果、図3に示すように、羽口れんがの損耗速度は、本発明適合例の操業において、明らかに改善されることがわかった。
一方、比較例として、羽口れんがの外径を200mmとし、ガス流れ抵抗をやはりFr=0.2(m3 N/min)/(KPa)に制御することにより、マッシュルームの外径を約120mmとして操業を行った。その結果、図3に示すように、羽口れんがの損耗速度は、本発明適合例の操業において、明らかに改善されることがわかった。
本発明は、上底吹き転炉、底吹き転炉等の底吹き構造、とくに底吹き羽口や羽口れんがの他、酸素を吹き込む熱負荷の高い精錬炉用炉底構造を有するものにも適用が可能である。
1 内管
2 外管
3 耐火スリーブ
4 中心流路
5 環状流路
6 羽口れんが
7 炉底れんが
8 マッシュルーム
9 底吹き羽口
2 外管
3 耐火スリーブ
4 中心流路
5 環状流路
6 羽口れんが
7 炉底れんが
8 マッシュルーム
9 底吹き羽口
Claims (2)
- 炉底部の炉底れんが中に羽口れんがを介して同心2重管羽口を埋設してなる底吹き転炉の炉底構造において、前記2重管羽口を取りまくように配設された羽口れんがの外形を、前記羽口の噴出口に生成するマッシュルームの外径よりも小さくしたことを特徴とする底吹き転炉の炉底構造。
- マッシュルームの外径は、通常操業時に生成する前記外管環状流路から噴射される冷却用ガスのガス流れ抵抗(流量/背圧)に応じて決定されたものであることを特徴とする請求項1に記載の底吹き転炉の炉底構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005063769A JP2006249455A (ja) | 2005-03-08 | 2005-03-08 | 底吹き転炉の炉底構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005063769A JP2006249455A (ja) | 2005-03-08 | 2005-03-08 | 底吹き転炉の炉底構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006249455A true JP2006249455A (ja) | 2006-09-21 |
Family
ID=37090251
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005063769A Pending JP2006249455A (ja) | 2005-03-08 | 2005-03-08 | 底吹き転炉の炉底構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006249455A (ja) |
-
2005
- 2005-03-08 JP JP2005063769A patent/JP2006249455A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5894937B2 (ja) | 銅陽極精錬システム及び方法 | |
| CA2260181C (en) | A top injection lance | |
| JP2006249455A (ja) | 底吹き転炉の炉底構造 | |
| KR101159974B1 (ko) | 산소랜스의 지금 부착 방지장치 | |
| RU2550438C2 (ru) | Способ пирометаллургической обработки металлов, металлических расплавов и/или шлаков | |
| US5423900A (en) | Method for blowing oxidizing gases into molten metal | |
| JP2604817B2 (ja) | 精錬炉用底吹羽口の冷却方法 | |
| JP4830825B2 (ja) | 転炉型精錬炉における精錬方法 | |
| JP3398986B2 (ja) | 金属精錬炉羽口 | |
| JPH0639612B2 (ja) | 転炉炉底の羽口構造 | |
| JP3630003B2 (ja) | 溶融金属中への炭化水素ガスの吹込方法 | |
| JP2006283065A (ja) | ガス吹き込み羽口 | |
| JP2006124804A (ja) | 溶融金属精錬炉の冷却ガス供給方法 | |
| JP2003034816A (ja) | 酸素含有ガス供給装置ノズル部の損耗防止方法 | |
| JP5292752B2 (ja) | 酸素ガス吹き込みランス及び溶銑の脱珪処理方法 | |
| JP5194677B2 (ja) | 酸素ガス吹き込みランス及び溶銑の脱珪処理方法 | |
| JP2001032011A (ja) | 溶融金属吹錬用上吹きランス | |
| JPS6217463Y2 (ja) | ||
| JP3247855B2 (ja) | 金属精錬炉用水冷パネル及び金属精錬炉 | |
| JPH06102808B2 (ja) | 溶融還元法 | |
| JPS60238410A (ja) | 精錬炉 | |
| JPH11279621A (ja) | 製錬容器の炉口金物及び耐火物の冷却方法 | |
| JP2000282128A (ja) | 製・精錬容器の炉口金物及び耐火物の冷却方法 | |
| JPS61276912A (ja) | 上底吹転炉操業方法 | |
| JPH11222619A (ja) | 製錬容器の炉口金物及び耐火物の溶損防止方法 |