JP2006334683A - 極座標制御方式マシニングセンタ - Google Patents
極座標制御方式マシニングセンタ Download PDFInfo
- Publication number
- JP2006334683A JP2006334683A JP2005159518A JP2005159518A JP2006334683A JP 2006334683 A JP2006334683 A JP 2006334683A JP 2005159518 A JP2005159518 A JP 2005159518A JP 2005159518 A JP2005159518 A JP 2005159518A JP 2006334683 A JP2006334683 A JP 2006334683A
- Authority
- JP
- Japan
- Prior art keywords
- axis
- reference point
- error amount
- point error
- polar coordinate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Automatic Control Of Machine Tools (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Abstract
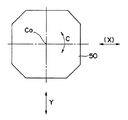
【解決手段】 極座標制御方式マシニングセンタは、ワークを載置する旋回テーブル50と、旋回テーブル50の旋回中心C0を通るY軸に沿って制御される工具ヘッドを有し、工具ヘッドの工具主軸は、旋回テーブル50に垂直なZ軸に沿って制御される。旋回テーブル50上に基準点誤差量測定用ピン100を取付け、工具主軸に取付けたタッチセンサS1でY軸上の座標を検知して主軸原点位置からの距離Lを演算し、Y軸上の基準点誤差量ΔYを補正する。距離R位置にタッチセンサS1を設定し、ピン100を両側からタッチさせて、角度θ1,θ2を検知する。この角度差からX軸方向の誤差量ΔXを演算して補正する。
【選択図】 図6
Description
本発明は、極座標制御方式のマシニングセンタにおける基準点の補正方法を提供するものである。
請求項4または6の両側計測は、計測部に切粉等の付着による誤差が生じたときにリトライ処理を行うことが出来、より高い精度を得ることが出来る。(測定の過程でピンの厚みを計算することが出来るため、計測異常の検出が可能である。)
請求項7は、部品製造・組立面コストを最小にすることが出来る。
請求項8は、部品製造・組立面コストは増すが、精度を高く保つことが出来る。
請求項9は、故障発生頻度の比較的高いタッチセンサを使用しないため、安定した稼働が期待できる。(参考文献:特開2005−034934)
全体を符号1で示す極座標制御方式マシニングセンタは、ベース10上にC軸まわりに旋回動する旋回テーブル50を有する。ベース10上にはC軸中心を通り、機械の前後方向に延びるY軸が設定され、Y軸上を移動するコラム20が載置される。コラム前面には、工具ヘッド30がY軸に直交し、C軸に平行なZ軸方向に移動自在に取付けられる。
このマシニングセンタにあっては、Y軸に対して水平面で直交するX軸方向の移動機構は装備しない。そのために、機械の幅寸法を極小に構成することができ、フロアスペースを小さくできる。また、マシンを横方向に複数台並べ、ロボット等の搬送装置と組合わせることによってワークを搬送し、FMSを構成することも容易にできる。
加工中の熱変形等により、旋回テーブル50のC軸の旋回中心が、基準点からズレることがある。
本発明は、この旋回テーブルの旋回中心のズレを補正する方法を提供する。
旋回テーブル50は、中心軸線C0を中心として旋回する旋回軸Cを有し、工具主軸ヘッドは、この旋回軸C0を通るY軸方向へのみ制御される。
この極座標制御方式マシニングセンタは、平面上でY軸に直交するX軸方向に制御される機構は備えない。旋回テーブル50上の任意の位置は、Y軸上のC0からの距離とC軸上の旋回角度を用いた極座標で表現される。
工具主軸32は、タッチセンサS1を装備する。このタッチセンサS1は、工具主軸の軸線上に中心を有する球体を先端に備え、球体が計測対象に接触したときに信号を発するものである。
極座標制御方式マシニングセンタが稼動して、所定の時間が経過すると、熱変形等に伴う基準点誤差の計測工程を実行する。
図4の(a)は、タッチセンサを装備した工具主軸を旋回テーブル50の旋回中心C0側から基準点誤差量測定用ピン100に近づけてタッチした状態を示す。極座標制御方式マシニングセンタのNCは、このときのY軸上の座標位置Y1を記憶する。
タッチセンサS1を装備した工具主軸を旋回テーブル50の旋回中心C0から距離Lの位置に置き、旋回テーブル50を反時計回り(CCW)に旋回させて基準点誤差量測定用ピン100をタッチセンサS1にタッチさせる。
極座標制御方式マシニングセンタの初期状態では、この角度θ1,θ2は等しい値となるように設定されている。
角度θ1と角度θ2に差Δθが発生したときには、
L×SinΔθ
をX軸誤差補正量ΔXとして記憶する。
上述した誤差量ΔX,ΔYは、制御装置により位置決め時に以下のように補正量として処理される。
機械原点に対するワーク原点のオフセット量Xα,Yαとすると、
ワーク上の座標(x1,y1)は次の機械座標(Y,C)で表される。

本発明は以上のように、極座標制御方式マシニングセンタにおいて、Y軸とX軸の基準点を自動的に補正することができる。
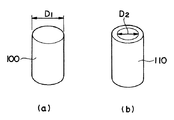
なお、上述した実施例では基準点誤差量測定用ピンの形状を円柱の例で説明したが、図8に示す頂点がテーブル回転中心に一致する台形状のピン130をはじめとして、各種の形状のピンを用いることができる。
10 ベース
20 コラム
30 工具ヘッド
32 工具主軸
40 自動工具交換装置
50 旋回テーブル
100 基準点誤差量測定用ピン
S1 タッチセンサ
T1 工具
Claims (9)
- 加工物を載置するC軸旋回テーブルと、C軸旋回テーブルの旋回中心を通る直線制御軸(Y軸)上に移動制御されるとともに、C軸旋回テーブルの軸心方向(Z軸)に移動制御される工具主軸を備えた極座標制御方式マシニングセンタにおいて、
C軸旋回テーブル上に載置される基準点誤差量測定用ピンと、工具主軸に取り付けられるタッチセンサを用い、
C軸旋回テーブル中心と工具主軸原点のXY平面上の基準点誤差量ΔX及びΔYを、
基準点誤差量測定用ピンのY軸誤差量として基準点誤差量ΔYを計測する工程と、
基準点誤差量測定用ピンのC軸誤差量ΔCを計測する工程と、
基準点誤差量測定用ピンのC軸旋回テーブルの中心からの距離Lのとき、基準点誤差量ΔXを、ΔX=L×SinΔCとして計算する工程と、
から構成される基準点誤差計測方法を有することを特徴とする極座標制御方式マシニングセンタ。 - 請求項1に記載される方法によって得られた基準点誤差量ΔX及びΔYを用いて、極座標制御にて座標(Y1、C1)へ位置決めするときに、ΔY及びΔC=Sin−1(ΔX/Y1)にて補正を行うことを特徴とする極座標制御方式マシニングセンタ。
- 基準点誤差量ΔYを計測する方法は、
Y軸上に測定点を設定した基準点誤差量測定用ピンに対して、Y軸上の正方向または負方向からタッチセンサをタッチさせて検知した座標位置を演算して計測する請求項1または2記載の極座標制御方式マシニングセンタ。 - 基準点誤差量ΔYを計測する方法は、
Y軸上に測定点を設定した基準点誤差量測定用ピンに対して、Y軸上の正方向からタッチセンサをタッチさせて検知した座標位置と負方向からタッチセンサをタッチさせて検知した座標位置を演算して計測する請求項1または2記載の極座標制御方式マシニングセンタ。 - 基準点誤差量測定用ピンのC軸誤差量ΔCを計測する方法は、
基準点誤差量測定用ピンの測定点のY軸位置に設定したタッチセンサに対して、C軸旋回テーブルを正方向または負方向からタッチさせて検知した角度座標を演算して計測する請求項1または2記載の極座標制御方式マシニングセンタ。 - 基準点誤差量測定用ピンのC軸誤差量ΔCを計測する方法は、
基準点誤差量測定用ピンの測定点のY軸位置に設定したタッチセンサに対して、C軸旋回テーブルを正方向からタッチさせて検知した角度座標と、負方向からタッチさせて検知した角度座標を演算して計測する請求項1または2記載の極座標制御方式マシニングセンタ。 - 前記基準点誤差量測定用ピンが円柱形状をなす請求項1乃至請求項6記載の極座標制御方式マシニングセンタ。
- 前記基準点誤差量測定用ピンがC軸旋回テーブルに載置された状態で、鉛直線がC軸旋回中心を通る対向する平面と、延長面がC軸旋回中心を通る対向する側面からなる四角柱をなす請求項1乃至請求項6記載の極座標制御方式マシニングセンタ。
- 前記タッチセンサは、サーボ電流の制御にて同等の働きをする機能を含む請求項1乃至請求項8記載の極座標制御方式マシニングセンタ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005159518A JP4847049B2 (ja) | 2005-05-31 | 2005-05-31 | 極座標制御方式マシニングセンタにおける基準点誤差計測方法及び極座標制御方式マシニングセンタ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005159518A JP4847049B2 (ja) | 2005-05-31 | 2005-05-31 | 極座標制御方式マシニングセンタにおける基準点誤差計測方法及び極座標制御方式マシニングセンタ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006334683A true JP2006334683A (ja) | 2006-12-14 |
| JP4847049B2 JP4847049B2 (ja) | 2011-12-28 |
Family
ID=37555656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005159518A Expired - Lifetime JP4847049B2 (ja) | 2005-05-31 | 2005-05-31 | 極座標制御方式マシニングセンタにおける基準点誤差計測方法及び極座標制御方式マシニングセンタ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4847049B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018514399A (ja) * | 2015-03-23 | 2018-06-07 | クリンゲルンベルク・アクチェンゲゼルシャフトKlingelnberg AG | 歯車加工装置を駆動する方法 |
| CN116465354A (zh) * | 2023-04-25 | 2023-07-21 | 东方电气集团东方电机有限公司 | 转动轴偏移位置检测方法、装置和存储介质 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106181576B (zh) * | 2016-08-08 | 2019-04-19 | 中国空空导弹研究院 | 一种加工中心回转工作台的中心定位方法及装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5548556A (en) * | 1978-10-04 | 1980-04-07 | Toyoda Mach Works Ltd | Numerically controlled machine tool with hole position approval punction |
| JPS6114836A (ja) * | 1984-06-29 | 1986-01-23 | Hitachi Seiki Co Ltd | 加工位置の座標系補正装置 |
| JPH11300580A (ja) * | 1998-04-15 | 1999-11-02 | Okuma Corp | 主軸又はアタッチメント補正値の自動決定方法 |
| JP2005034934A (ja) * | 2003-07-18 | 2005-02-10 | Yamazaki Mazak Corp | 数値制御装置、それを備えた工作機械及びワークの座標算出方法 |
-
2005
- 2005-05-31 JP JP2005159518A patent/JP4847049B2/ja not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5548556A (en) * | 1978-10-04 | 1980-04-07 | Toyoda Mach Works Ltd | Numerically controlled machine tool with hole position approval punction |
| JPS6114836A (ja) * | 1984-06-29 | 1986-01-23 | Hitachi Seiki Co Ltd | 加工位置の座標系補正装置 |
| JPH11300580A (ja) * | 1998-04-15 | 1999-11-02 | Okuma Corp | 主軸又はアタッチメント補正値の自動決定方法 |
| JP2005034934A (ja) * | 2003-07-18 | 2005-02-10 | Yamazaki Mazak Corp | 数値制御装置、それを備えた工作機械及びワークの座標算出方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018514399A (ja) * | 2015-03-23 | 2018-06-07 | クリンゲルンベルク・アクチェンゲゼルシャフトKlingelnberg AG | 歯車加工装置を駆動する方法 |
| CN116465354A (zh) * | 2023-04-25 | 2023-07-21 | 东方电气集团东方电机有限公司 | 转动轴偏移位置检测方法、装置和存储介质 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4847049B2 (ja) | 2011-12-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6126067B2 (ja) | 工作機械及びロボットを備えた協働システム | |
| CN101331436B (zh) | 机床校准方法 | |
| TWI714729B (zh) | 機床的機械精度的測定方法和裝置 | |
| JP6586112B2 (ja) | 工作機械の誤差同定方法及び誤差同定システム | |
| US10118227B2 (en) | Machine tool and workpiece flattening method | |
| JP7337664B2 (ja) | 工作機械における位置計測センサの補正値計測方法及び補正値計測システム | |
| JP2015203567A (ja) | 計測システム | |
| JP2014191607A (ja) | 数値制御工作機械および数値制御工作機械の主軸誤差補正方法 | |
| CN112008496A (zh) | 机床对象物的位置计测方法及位置计测系统 | |
| JP2017217748A (ja) | 部品圧入方法および部品圧入システム | |
| JP7266511B2 (ja) | 工作機械における対象物の位置計測方法及び位置計測システム、位置計測プログラム | |
| JP2014067158A (ja) | 加工装置の制御装置、加工装置、及び加工データの補正方法 | |
| JP5272598B2 (ja) | 加工装置の治具座標特定方法及びその方法を用いた加工装置 | |
| JP2018128328A (ja) | 工作機械の幾何誤差測定方法 | |
| TW201927444A (zh) | 治具校正裝置與方法 | |
| JP4847049B2 (ja) | 極座標制御方式マシニングセンタにおける基準点誤差計測方法及び極座標制御方式マシニングセンタ | |
| WO2017051445A1 (ja) | 多関節ロボットのティーチングシステム | |
| US12466073B2 (en) | Method for calibrating a robot | |
| JP5437693B2 (ja) | 主軸又はアタッチメント主軸の補正値自動計測方法 | |
| TWI638250B (zh) | 用於偏擺頭的旋轉中心校正裝置 | |
| JP7510514B2 (ja) | オフセット値設定方法およびロボット制御装置 | |
| JP2015039732A (ja) | 工作機械及び工作機械を用いたワーク加工部測定方法 | |
| JP5645760B2 (ja) | ロボットのツールパラメータの補正方法 | |
| JP2005103720A (ja) | 測定装置及び測定方法 | |
| JP4048434B2 (ja) | 溝加工方法及び数値制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080228 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110308 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110405 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110502 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20110502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111004 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111013 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141021 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4847049 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |