JP2006524907A - 粉末圧縮成形プレスおよびコンデンサの陽極を製造するための方法 - Google Patents
粉末圧縮成形プレスおよびコンデンサの陽極を製造するための方法 Download PDFInfo
- Publication number
- JP2006524907A JP2006524907A JP2006501326A JP2006501326A JP2006524907A JP 2006524907 A JP2006524907 A JP 2006524907A JP 2006501326 A JP2006501326 A JP 2006501326A JP 2006501326 A JP2006501326 A JP 2006501326A JP 2006524907 A JP2006524907 A JP 2006524907A
- Authority
- JP
- Japan
- Prior art keywords
- punches
- channel
- rib
- punch
- compressed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000003990 capacitor Substances 0.000 title claims abstract description 46
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 12
- 238000009702 powder compression Methods 0.000 title abstract description 7
- 238000000465 moulding Methods 0.000 title abstract description 5
- 230000006835 compression Effects 0.000 claims abstract description 66
- 238000007906 compression Methods 0.000 claims abstract description 66
- 239000000843 powder Substances 0.000 claims description 39
- 238000000034 method Methods 0.000 claims description 9
- 239000002184 metal Substances 0.000 claims 2
- 230000015572 biosynthetic process Effects 0.000 claims 1
- 238000007373 indentation Methods 0.000 claims 1
- 230000007547 defect Effects 0.000 abstract 1
- 238000003825 pressing Methods 0.000 abstract 1
- 230000007246 mechanism Effects 0.000 description 6
- 238000000748 compression moulding Methods 0.000 description 4
- 230000001788 irregular Effects 0.000 description 3
- 241001391944 Commicarpus scandens Species 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
Images


















Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/15—Solid electrolytic capacitors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G13/00—Apparatus specially adapted for manufacturing capacitors; Processes specially adapted for manufacturing capacitors not provided for in groups H01G4/00 - H01G11/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/03—Press-moulding apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/007—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a plurality of pressing members working in different directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
- B30B11/027—Particular press methods or systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/34—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses for coating articles, e.g. tablets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
- H01G9/052—Sintered electrodes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/42—Piezoelectric device making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/43—Electric condenser making
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/43—Electric condenser making
- Y10T29/435—Solid dielectric type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53113—Heat exchanger
- Y10T29/53122—Heat exchanger including deforming means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/5317—Laminated device
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Mechanical Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Fixed Capacitors And Capacitor Manufacturing Machines (AREA)
- Powder Metallurgy (AREA)
- Press Drives And Press Lines (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
Abstract
Description
Claims (19)
- バルブ粉末からコンデンサ素子を形成するためのプレスであって、
その反対側の端部に開口を有する均一な断面の細長い圧縮室を形成する壁と、
前記開口の中に延び、非圧縮位置と圧縮位置の間の第1の距離にわたって前記室の中で直線的に往復運動可能な対向する一組のリブパンチと、
非圧縮位置と圧縮位置の間の第2の距離にわたって前記室の中で直線的に往復運動可能な対向する一組のチャネルパンチと
を備え、
前記対向する一組のリブパンチと前記対向する一組のチャネルパンチは交互に配置されており、
さらに、
前記リブパンチをそれらの非圧縮位置とそれらの圧縮位置の間で所定の第1の速度で移動させるように動作可能な第1の駆動手段と、
前記チャネルパンチをそれらの非圧縮位置とそれらの圧縮位置の間で所定の第2の速度で移動させるように動作可能な第2の駆動手段と
を備え、
前記所定の第1の速度と前記所定の第2の速度の比は前記第1の距離と前記第2の距離の比に等しく、
さらに、
前記第1および第2の駆動手段が、前記リブおよびチャネルパンチをそれらの非圧縮位置からそれらの圧縮位置まで同時に移動させるようにするように動作可能な制御部と
を備えることを特徴とするプレス。 - 前記第1および第2の駆動手段の前記制御部は、前記第2の駆動手段が前記チャネルパンチをそれらの圧縮位置からそれらの非圧縮位置まで移動させ、その後に前記第1の駆動手段が前記リブパンチをそれらの圧縮位置からそれらの非圧縮位置まで移動させるように動作可能であることを特徴とする請求項1に記載のプレス。
- 非圧縮位置にある前記対向するリブパンチ間の直線距離と圧縮位置にある前記対向するリブパンチ間の直線距離との比は、非圧縮位置にある前記対向するチャネルパンチ間の直線距離と圧縮位置にある前記チャネルパンチ間の直線距離の比と同じであることを特徴とする請求項1に記載のプレス。
- 前記第1および第2の駆動手段の前記制御部は、前記第2の駆動手段が前記チャネルパンチをそれらの圧縮位置からそれらの非圧縮位置まで移動させ、その後に前記第1の駆動手段が前記リブパンチをそれらの圧縮位置からそれらの非圧縮位置まで移動させるように動作可能であることを特徴とする請求項3に記載のプレス。
- 前記一組のリブパンチは、別の3つのリブパンチと対向して整列した3つのリブパンチを含み、前記一組のチャネルパンチは、別の2つのチャネルパンチと対向して整列した2つのチャネルパンチを含むことを特徴とする請求項1に記載のプレス。
- 前記パンチは交互に配置されたプレートであることを特徴とする請求項5に記載のプレス。
- 前記壁のうちの隣接した一対の壁は前記壁の残りの壁から取外し可能であり、それによって前記プレスの中に形成されたコンデンサ素子の、前記壁とのバニシング接触を生じない取出しを容易にすることを特徴とする請求項1に記載のプレス。
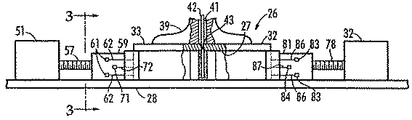
- バルブ粉末からコンデンサ素子を形成するためのプレスであって、
上を向いた水平な平らな表面を有する据え付けの支持体と、
前記支持体の前記上を向いた表面に載り、前記支持体の前記上を向いた表面から上向きに延びる等しい高さの平行な一対の側壁と
を備え、
前記側壁は、所定の距離を隔てて向い合った平行な垂直面と、前記支持体の前記水平な平らな表面に平行な共面の上面とを有し、
さらに、
前記側壁の前記上面と係合した平らな表面を有する取外し可能な頂壁
を備え、
前記支持体の前記上を向いた表面、前記側壁の前記向い合った垂直面および前記頂壁の前記平らな表面は、その対向する両端部に開口を有する四辺形断面の水平に延びる細長い圧縮室を画定し、
さらに、
前記室開口の中に延び、粉末装てん位置と圧縮位置の間で、前記室の前記細長い方向に、互いに向かっておよび互いから離れる方向に水平に移動可能な対向する一組のリブパンチと、
前記室開口の中に延び、粉末装てん位置と圧縮位置の間で、前記室の前記細長い方向に、互いに向かっておよび互いから離れる方向に水平に移動可能な対向する一組のチャネルパンチと
を備え、
前記リブパンチと前記チャネルパンチは交互に配置されており、
装てん位置にある前記対向するリブパンチ間の直線距離と圧縮位置にある前記対向するリブパンチ間の直線距離との比は、装てん位置にある前記対向するチャネルパンチ間の直線距離と圧縮位置にある前記チャネルパンチ間の直線距離の比と同じであり、
さらに、
前記リブおよびチャネルパンチをそれらの装てん位置からそれらの圧縮位置まで同時に移動させるように動作可能なアクチュエータ手段
を備えることを特徴とするプレス。 - 前記アクチュエータ手段は、前記素子全体を通じて前記粉末の均一な圧縮率を生み出す速度で前記リブおよびチャネルパンチを移動させることを特徴とする請求項8に記載のプレス。
- 前記プレスの中に形成された素子の取出しを容易にするために、前記側壁のうちの少なくとも1つの側壁は残りの前記側壁から取外し可能であることを特徴とする請求項8に記載のプレス。
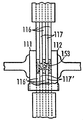
- バルブ粉末からコンデンサ素子を形成するためのプレスであって、
均一な四辺形の断面の垂直に細長い圧縮室を形成し、頂部開口および底部開口を有する垂直壁と、
前記室の中で垂直に往復運動可能な対向する一組の上下のリブパンチと、
前記室の中で垂直に往復運動可能な対向する一組の上下のチャネルパンチと
を備え、
前記上リブパンチは前記上チャネルパンチと交互に配置されており、
前記下リブパンチは前記下チャネルパンチと交互に配置されており、
さらに、
前記パンチに接続され、前記パンチを粉末装てん位置に配置するように動作可能な駆動手段であって、前記粉末装てん位置では、前記上リブおよび上チャネルパンチが前記頂部開口の上方の前記頂部開口から所定の距離のところに配置され、前記下リブおよび下チャネルパンチが前記底部開口の中に延びる駆動手段
を備え、
前記駆動手段は、前記リブおよびチャネルパンチを前記粉末装てん位置から圧縮前位置まで移動させ、前記上下のリブおよびチャネルパンチを前記圧縮前位置から素子形成圧縮位置まで、前記リブおよびチャネルパンチがそれらの圧縮前位置からそれらの圧縮位置まで移動する際の移動距離に比例した速度で同時に移動させるように動作可能であり、それによって前記素子が均一に圧縮される
ことを特徴とするプレス。 - 長方形の断面を有する圧縮室を画定する4つの側壁を有し、前記プレスによって形成されたコンデンサ素子の取出しを容易にするために、前記側壁のうちの隣接する一対の側壁は移動可能であることを特徴とする請求項11に記載のプレス。
- 前記駆動手段は、前記チャネルパンチおよび前記リブパンチをそれらの圧縮位置から順次に後退させるように動作可能であることを特徴とする請求項11に記載のプレス。
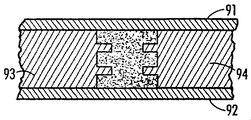
- その反対側の側面にリブおよびチャネルを画定する互いに反対側を向いたくぼみを有するコンデンサ素子を製造する方法であって、
圧縮室と、対向する一組のリブパンチと、前記リブパンチと交互に配置され非圧縮位置と圧縮位置の間で移動可能な対向する一組のチャネルパンチと、前記非圧縮位置と前記圧縮位置の間で前記パンチを移動させるように動作可能な動力手段とを備え、非圧縮位置にある前記対向するリブパンチ間の距離と圧縮位置にある前記対向するリブパンチ間の距離との比が、非圧縮位置にある前記対向するチャネルパンチ間の距離と圧縮位置にある前記チャネルパンチ間の距離の比に等しいプレスを用意するステップと、
前記動力手段を使用して、前記対向するリブパンチおよび前記対向するチャネルパンチをそれらの非圧縮位置に配置するステップと、
前記室にバルブ金属粉末を充てんするステップと、
前記動力手段を使用し、前記チャネルパンチおよび前記リブパンチを、前記素子を形成する際にそれらが移動する前記比距離に比例した速度で、それらの非圧縮位置からそれらの圧縮位置まで同時に移動させることによって、前記バルブ金属粉末を圧縮してコンデンサ素子を形成するステップと、
前記動力手段を使用して、前記パンチをそれらの圧縮位置からそれらの非圧縮位置まで後退させるステップと
を含むことを特徴とする方法。 - 前記パンチを後退させるステップ中に、前記リブパンチの前に前記チャネルパンチを後退させることを特徴とする請求項14に記載の方法。
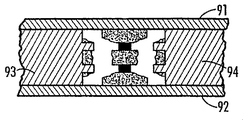
- リブと、互いの反対側に配置されたチャネルと、前記互いの反対側に配置されたチャネル間の少なくとも1つのウェブとを画定する互いの反対側にあるくぼみをその反対側の側面に有するコンデンサ素子を製造する方法であって、
圧縮室を用意するステップと、
前記圧縮室の中に所定の量のバルブ粉末を入れるステップと、
交互に配置された対向するリブパンチおよび対向するチャネルパンチの組を用いて前記粉末を圧縮して、非圧縮位置から、前記チャネル間の前記ウェブと同じ程度の圧縮を前記リブにおいて生み出す圧縮位置まで前記パンチを移動させることによって前記リブおよびチャネルを形成するステップと、
前記パンチを後退させるステップと
を含むことを特徴とする方法。 - 前記リブパンチを後退させる前に前記チャネルパンチを前記コンデンサ素子から後退させることを特徴とする請求項16に記載の方法。
- 非圧縮位置にある前記リブパンチ間の距離と圧縮位置にある前記リブパンチ間の距離の比は、非圧縮位置にある前記チャネルパンチ間の距離と圧縮位置にある前記チャネルパンチ間の距離の比と同じであることを特徴とする請求項17に記載の方法。
- 前記リブおよびチャネルパンチは、圧縮中に前記素子の前記リブおよび前記ウェブの中の前記粉末の均一な圧縮率を生み出す速度で移動することを特徴とする請求項18に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/730,736 US7207103B2 (en) | 2003-12-08 | 2003-12-08 | Powder compaction press for capacitor anodes |
| PCT/US2004/040812 WO2005057598A1 (en) | 2003-12-08 | 2004-12-07 | Powder compaction press and method for manufacturing of capacitor anodes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006524907A true JP2006524907A (ja) | 2006-11-02 |
| JP4426566B2 JP4426566B2 (ja) | 2010-03-03 |
Family
ID=34634236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006501326A Expired - Fee Related JP4426566B2 (ja) | 2003-12-08 | 2004-12-07 | 粉末圧縮成形プレス |
Country Status (13)
| Country | Link |
|---|---|
| US (3) | US7207103B2 (ja) |
| EP (1) | EP1692709B1 (ja) |
| JP (1) | JP4426566B2 (ja) |
| KR (1) | KR20060018843A (ja) |
| CN (1) | CN100578704C (ja) |
| AT (1) | ATE362642T1 (ja) |
| AU (1) | AU2004298010B2 (ja) |
| CA (1) | CA2517901A1 (ja) |
| DE (1) | DE602004006532D1 (ja) |
| IL (1) | IL170821A (ja) |
| MX (1) | MXPA05011685A (ja) |
| TW (1) | TWI246098B (ja) |
| WO (1) | WO2005057598A1 (ja) |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4015603B2 (ja) * | 2003-09-10 | 2007-11-28 | ローム株式会社 | 固体電解コンデンサの製造方法 |
| US7207103B2 (en) * | 2003-12-08 | 2007-04-24 | Kemet Electronics Corporation | Powder compaction press for capacitor anodes |
| US7116548B2 (en) * | 2004-04-23 | 2006-10-03 | Kemet Electronics Corporation | Fluted anode with minimal density gradients and capacitor comprising same |
| US8257463B2 (en) | 2006-01-23 | 2012-09-04 | Avx Corporation | Capacitor anode formed from flake powder |
| US7154742B1 (en) * | 2006-05-10 | 2006-12-26 | Kemet Electronics Corporation | Fluted anode with improved capacitance and capacitor comprising same |
| JP2007311531A (ja) * | 2006-05-18 | 2007-11-29 | Nichicon Corp | 固体電解コンデンサ |
| USD586767S1 (en) * | 2007-02-26 | 2009-02-17 | Kemet Electronics Corporation | Anodes |
| US8033805B2 (en) * | 2007-11-27 | 2011-10-11 | Kennametal Inc. | Method and apparatus for cross-passageway pressing to produce cutting inserts |
| US20100085685A1 (en) * | 2008-10-06 | 2010-04-08 | Avx Corporation | Capacitor Anode Formed From a Powder Containing Coarse Agglomerates and Fine Agglomerates |
| GB2498066B (en) * | 2011-12-20 | 2015-09-23 | Avx Corp | Wet electrolytic capacitor containing an improved anode |
| RU2015130750A (ru) * | 2013-01-30 | 2017-03-06 | Джозеф Компани Интернэшнл, Инк. | Устройство и способ уплотнения для теплообменного устройства |
| US9324503B2 (en) | 2013-03-15 | 2016-04-26 | Avx Corporation | Solid electrolytic capacitor |
| WO2015191641A1 (en) | 2014-06-10 | 2015-12-17 | Smart Hybrid Systems Incorporated | High energy density capacitor with micrometer structures and nanometer components |
| CN104190924A (zh) * | 2014-08-01 | 2014-12-10 | 贵阳立特精密机械有限公司 | 竖向成型机成型模具 |
| CN104259457B (zh) * | 2014-08-01 | 2016-09-14 | 贵阳立特精密机械有限公司 | 自动竖向成型机 |
| US9786440B2 (en) | 2014-12-17 | 2017-10-10 | Avx Corporation | Anode for use in a high voltage electrolytic capacitor |
| US10312026B2 (en) | 2015-06-09 | 2019-06-04 | Smart Hybird Systems Incorporated | High energy density capacitor with high aspect micrometer structures and a giant colossal dielectric material |
| WO2020138018A1 (ja) * | 2018-12-28 | 2020-07-02 | パナソニックIpマネジメント株式会社 | 成型体を製造するための金型、製造装置ならびに製造方法 |
| WO2022009800A1 (ja) * | 2020-07-07 | 2022-01-13 | パナソニックIpマネジメント株式会社 | 固体電解コンデンサ素子、ならびに固体電解コンデンサおよびその製造方法 |
| US11676769B2 (en) * | 2021-09-14 | 2023-06-13 | Kemet Electronics Corporation | Multi-directional and multi-channel anode for enhancement of capacitor performance |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3378369A (en) * | 1964-04-06 | 1968-04-16 | Lockheed Aircraft Corp | Method of molding powdered metal |
| US3345545A (en) * | 1964-11-27 | 1967-10-03 | Johnson Matthey & Mallory Ltd | Solid electrolytic capacitor having minimum anode impedance |
| US3368161A (en) * | 1966-09-20 | 1968-02-06 | Bell Telephone Labor Inc | Cyclotron resonance maser and laser using a multiple-valley semiconductor and the intervalley photon |
| US3642401A (en) * | 1969-07-15 | 1972-02-15 | Gillette Co | Molding machine monitoring system |
| US3752003A (en) * | 1970-12-04 | 1973-08-14 | Federal Mogul Corp | Composite heavy-duty machine element and method of making the same |
| US3688161A (en) * | 1971-04-23 | 1972-08-29 | Mallory & Co Inc P R | Anodes for solid electrolytic capacitors |
| DE2166925C3 (de) * | 1971-09-01 | 1985-01-31 | Siemens AG, 1000 Berlin und 8000 München | Verfahren zum Herstellen von Zweischichten-Kontaktstücken als Formteil |
| US3818581A (en) * | 1972-09-28 | 1974-06-25 | Norton Co | Capacitor electrode |
| US4061453A (en) * | 1975-10-06 | 1977-12-06 | Wolverine Aluminum Corporation | Tooling for a powder compacting press |
| US4199539A (en) * | 1975-12-16 | 1980-04-22 | General Electric Company | Method for monitoring and controlling the operation of a dual platen press |
| US4841364A (en) * | 1988-04-15 | 1989-06-20 | Kawaguchi, Ltd. | System for confirming the release of a molded article in an injection molding apparatus and for determining the quality of the article |
| US4945452A (en) * | 1989-11-30 | 1990-07-31 | Avx Corporation | Tantalum capacitor and method of making same |
| JPH0787171B2 (ja) * | 1990-04-06 | 1995-09-20 | ローム株式会社 | 固体電解コンデンサの製造方法 |
| US5086633A (en) * | 1990-07-05 | 1992-02-11 | Meyerle George M | Opposed motion, momentum balanced-at-impact punch press |
| JPH07115233B2 (ja) * | 1990-08-10 | 1995-12-13 | 株式会社ヨシツカ精機 | 粉末成形プレス |
| DE4209767C1 (ja) * | 1992-03-23 | 1993-05-06 | Mannesmann Ag, 4000 Duesseldorf, De | |
| JP3516167B2 (ja) * | 1992-12-08 | 2004-04-05 | ローム株式会社 | タンタルコンデンサチップの製造方法 |
| CA2154556C (en) * | 1993-11-24 | 2006-02-21 | Gerd Hinzmann | Undercut split die |
| US5862035A (en) * | 1994-10-07 | 1999-01-19 | Maxwell Energy Products, Inc. | Multi-electrode double layer capacitor having single electrolyte seal and aluminum-impregnated carbon cloth electrodes |
| JP3863232B2 (ja) * | 1996-09-27 | 2006-12-27 | ローム株式会社 | 固体電解コンデンサに使用するコンデンサ素子の構造及びコンデンサ素子におけるチップ体の固め成形方法 |
| JP2000243665A (ja) * | 1999-02-17 | 2000-09-08 | Matsushita Electric Ind Co Ltd | 固体電解コンデンサおよびその製造方法 |
| US6191936B1 (en) * | 1999-04-12 | 2001-02-20 | Vishay Sprague, Inc. | Capacitor having textured pellet and method for making same |
| JP3614080B2 (ja) * | 1999-05-31 | 2005-01-26 | 株式会社村田製作所 | チップ型インダクタの製造方法 |
| US6400398B1 (en) * | 1999-12-16 | 2002-06-04 | Shih-Fang Chen | Calibration method for aligning a center of a die entrance bushing with a center of an injection nozzle of an injection molding machine |
| DK1296784T3 (da) * | 2000-04-28 | 2005-10-31 | Morphic Technologies Ab | Fremgangsmåde og slagmaskine til formning af et legeme |
| US6546837B1 (en) * | 2001-11-02 | 2003-04-15 | Perkinelmer, Inc. | Dual load charge manufacturing method and press therefore |
| US7207103B2 (en) * | 2003-12-08 | 2007-04-24 | Kemet Electronics Corporation | Powder compaction press for capacitor anodes |
| JP4275044B2 (ja) * | 2004-02-04 | 2009-06-10 | 三洋電機株式会社 | 固体電解コンデンサおよびその製造方法 |
-
2003
- 2003-12-08 US US10/730,736 patent/US7207103B2/en not_active Expired - Lifetime
-
2004
- 2004-12-03 TW TW093137272A patent/TWI246098B/zh not_active IP Right Cessation
- 2004-12-07 DE DE602004006532T patent/DE602004006532D1/de not_active Expired - Lifetime
- 2004-12-07 CA CA002517901A patent/CA2517901A1/en not_active Abandoned
- 2004-12-07 JP JP2006501326A patent/JP4426566B2/ja not_active Expired - Fee Related
- 2004-12-07 EP EP04813170A patent/EP1692709B1/en not_active Expired - Lifetime
- 2004-12-07 AT AT04813170T patent/ATE362642T1/de not_active IP Right Cessation
- 2004-12-07 KR KR1020057021238A patent/KR20060018843A/ko not_active Abandoned
- 2004-12-07 AU AU2004298010A patent/AU2004298010B2/en not_active Expired - Fee Related
- 2004-12-07 CN CN200480006146A patent/CN100578704C/zh not_active Expired - Fee Related
- 2004-12-07 MX MXPA05011685A patent/MXPA05011685A/es unknown
- 2004-12-07 WO PCT/US2004/040812 patent/WO2005057598A1/en not_active Ceased
-
2005
- 2005-09-12 IL IL170821A patent/IL170821A/en active IP Right Grant
-
2007
- 2007-02-26 US US11/710,726 patent/US7569080B2/en not_active Expired - Fee Related
-
2008
- 2008-06-24 US US12/144,857 patent/US8268019B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN1757084A (zh) | 2006-04-05 |
| US20080260567A1 (en) | 2008-10-23 |
| US7207103B2 (en) | 2007-04-24 |
| US7569080B2 (en) | 2009-08-04 |
| WO2005057598A1 (en) | 2005-06-23 |
| US20070143977A1 (en) | 2007-06-28 |
| TWI246098B (en) | 2005-12-21 |
| IL170821A (en) | 2010-04-15 |
| EP1692709B1 (en) | 2007-05-16 |
| MXPA05011685A (es) | 2006-01-23 |
| JP4426566B2 (ja) | 2010-03-03 |
| KR20060018843A (ko) | 2006-03-02 |
| AU2004298010A1 (en) | 2005-06-23 |
| CA2517901A1 (en) | 2005-06-23 |
| TW200519990A (en) | 2005-06-16 |
| US20050122663A1 (en) | 2005-06-09 |
| ATE362642T1 (de) | 2007-06-15 |
| CN100578704C (zh) | 2010-01-06 |
| US8268019B2 (en) | 2012-09-18 |
| EP1692709A1 (en) | 2006-08-23 |
| DE602004006532D1 (de) | 2007-06-28 |
| AU2004298010B2 (en) | 2006-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4426566B2 (ja) | 粉末圧縮成形プレス | |
| US7116548B2 (en) | Fluted anode with minimal density gradients and capacitor comprising same | |
| US3731899A (en) | Apparatus for producing concrete blocks with undercut portions | |
| US20060127268A1 (en) | Powder compacting method and powder compacting device | |
| CN211074028U (zh) | 一种具有厚度调节机构的冲片成型机 | |
| CN120432302B (zh) | 油浸式电力变压器简易绕线模具 | |
| CN120079864A (zh) | 一种带内沉槽的粉末冶金坯件的高精密连续压制成型装置及方法 | |
| WO2011001868A1 (ja) | 粉体の圧縮成形方法ならびにその装置 | |
| KR20080038508A (ko) | 치형제품을 성형하는 주·단조 공법 및 그 금형장치 | |
| CN117498112A (zh) | 一种端子压接机 | |
| JPS63168296A (ja) | 粉体成型装置 | |
| JP2010184293A (ja) | 粉体の圧縮成形方法ならびにその装置 | |
| JP5590378B2 (ja) | 粉末成形装置およびそれを用いた粉末成形方法 | |
| JPH10233347A (ja) | 固体電解コンデンサ素子の製造方法 | |
| JP2000263526A (ja) | 役物タイルの成形方法及び成形型 | |
| CN120481362B (zh) | 一种人造石英石板材加工用振压装置 | |
| JP7841679B1 (ja) | 粉末成形体の製造装置、および粉末成形体の製造方法 | |
| JP4466624B2 (ja) | 成形装置 | |
| CN213094035U (zh) | 一种定子绕线工装 | |
| CN117900474A (zh) | 一种固体电解电容器钽块成型模具及其成型方法 | |
| CN119974212A (zh) | 一种高压强蛭石板全自动成型设备及生产方法 | |
| CN121199103A (zh) | 一种上一下三机的粉末成型压机 | |
| CN117920948A (zh) | 一种便于脱模的铝锭模具 | |
| JPH0641604A (ja) | 圧粉成形装置における圧粉成形体の製造方法 | |
| JPH01273697A (ja) | 粉末成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081007 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090105 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090113 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091015 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091208 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091210 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4426566 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121218 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121218 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131218 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |