JP2007016221A - 成形用樹脂材料および成形品 - Google Patents
成形用樹脂材料および成形品 Download PDFInfo
- Publication number
- JP2007016221A JP2007016221A JP2006158659A JP2006158659A JP2007016221A JP 2007016221 A JP2007016221 A JP 2007016221A JP 2006158659 A JP2006158659 A JP 2006158659A JP 2006158659 A JP2006158659 A JP 2006158659A JP 2007016221 A JP2007016221 A JP 2007016221A
- Authority
- JP
- Japan
- Prior art keywords
- fly ash
- molding
- resin material
- silica fume
- molded product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 68
- 239000011347 resin Substances 0.000 title claims abstract description 68
- 239000000463 material Substances 0.000 title claims abstract description 59
- 238000000465 moulding Methods 0.000 title claims abstract description 54
- 239000010881 fly ash Substances 0.000 claims abstract description 69
- 229910021487 silica fume Inorganic materials 0.000 claims abstract description 50
- 239000002245 particle Substances 0.000 claims abstract description 48
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 23
- 238000001746 injection moulding Methods 0.000 claims description 14
- 239000012779 reinforcing material Substances 0.000 claims description 11
- 238000002156 mixing Methods 0.000 claims description 8
- 238000013461 design Methods 0.000 abstract description 3
- 238000013329 compounding Methods 0.000 abstract 1
- 239000000945 filler Substances 0.000 description 18
- 230000000694 effects Effects 0.000 description 14
- 239000000835 fiber Substances 0.000 description 14
- 229910003475 inorganic filler Inorganic materials 0.000 description 13
- 239000011256 inorganic filler Substances 0.000 description 13
- -1 polyethylene terephthalate Polymers 0.000 description 10
- 238000012360 testing method Methods 0.000 description 10
- 230000005484 gravity Effects 0.000 description 8
- 229920001577 copolymer Polymers 0.000 description 7
- 239000000203 mixture Substances 0.000 description 6
- 229920000728 polyester Polymers 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000008188 pellet Substances 0.000 description 5
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 239000004760 aramid Substances 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000000806 elastomer Substances 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 3
- FJKROLUGYXJWQN-UHFFFAOYSA-N 4-hydroxybenzoic acid Chemical compound OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 229920013633 Fortron Polymers 0.000 description 2
- 239000004738 Fortron® Substances 0.000 description 2
- 229920000106 Liquid crystal polymer Polymers 0.000 description 2
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 229920006351 engineering plastic Polymers 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000011164 primary particle Substances 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000012783 reinforcing fiber Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- LZFNKJKBRGFWDU-UHFFFAOYSA-N 3,6-dioxabicyclo[6.3.1]dodeca-1(12),8,10-triene-2,7-dione Chemical compound O=C1OCCOC(=O)C2=CC=CC1=C2 LZFNKJKBRGFWDU-UHFFFAOYSA-N 0.000 description 1
- 229940090248 4-hydroxybenzoic acid Drugs 0.000 description 1
- LLLVZDVNHNWSDS-UHFFFAOYSA-N 4-methylidene-3,5-dioxabicyclo[5.2.2]undeca-1(9),7,10-triene-2,6-dione Chemical compound C1(C2=CC=C(C(=O)OC(=C)O1)C=C2)=O LLLVZDVNHNWSDS-UHFFFAOYSA-N 0.000 description 1
- 239000004953 Aliphatic polyamide Substances 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 241000219122 Cucurbita Species 0.000 description 1
- 235000009852 Cucurbita pepo Nutrition 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004693 Polybenzimidazole Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229920003231 aliphatic polyamide Polymers 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- OJMOMXZKOWKUTA-UHFFFAOYSA-N aluminum;borate Chemical compound [Al+3].[O-]B([O-])[O-] OJMOMXZKOWKUTA-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000002956 ash Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- NJLLQSBAHIKGKF-UHFFFAOYSA-N dipotassium dioxido(oxo)titanium Chemical compound [K+].[K+].[O-][Ti]([O-])=O NJLLQSBAHIKGKF-UHFFFAOYSA-N 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- VXNZUUAINFGPBY-UHFFFAOYSA-N ethyl ethylene Natural products CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000012765 fibrous filler Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 125000005641 methacryl group Chemical group 0.000 description 1
- 239000011812 mixed powder Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920002480 polybenzimidazole Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920001123 polycyclohexylenedimethylene terephthalate Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920001470 polyketone Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920006380 polyphenylene oxide Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 239000012798 spherical particle Substances 0.000 description 1
- 229920006230 thermoplastic polyester resin Polymers 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
Images

Landscapes
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【課題】優れた成形収縮率の低減が図れるとともに、薄肉成形性に優れ、設計どおりの高い寸法精度を有し、熱的変形に対する安定性に優れた成形品を得ることができる成形用樹脂材料及び当該材料を用いた成形品を提供する。
【解決手段】 熱可塑性樹脂と、フライアッシュI種及びシリカフュームとを含み、前記シリカフュームの平均粒径がフライアッシュI種の平均粒径の10分の1以下であって、該フライアッシュI種/シリカフュームの配合割合が質量比で20/80〜80/20である成形用樹脂材料である。当該成形用樹脂材料中、熱可塑性樹脂は10〜40容量%含まれる。
【選択図】図1
【解決手段】 熱可塑性樹脂と、フライアッシュI種及びシリカフュームとを含み、前記シリカフュームの平均粒径がフライアッシュI種の平均粒径の10分の1以下であって、該フライアッシュI種/シリカフュームの配合割合が質量比で20/80〜80/20である成形用樹脂材料である。当該成形用樹脂材料中、熱可塑性樹脂は10〜40容量%含まれる。
【選択図】図1
Description
本発明は、成形用樹脂材料及び成形品に関し、特に、射出成形に好適に使用でき、寸法精度に優れた成形品を得ることができる成形用樹脂材料及び成形品に関する。
近年、多様な種類の形状の成形品が要求されるようになってきており、従来使用していた金属は、通常、切削加工等の加工により所望の形状に成形するため、樹脂で製造された成形品と比較して、成形品を得るまでの工数が多く、量産性に乏しいこと等が欠点であり、そのため多くの金属部品が樹脂化されている。
しかし、樹脂を用いた成形品では、量産性に優れるが溶融状態の樹脂が固化する間に発生する収縮に起因する成形品の変形が生じ、設計時とは寸法の異なる成形品が得られることになり、所望する成形品を得るための設計が困難である。
しかし、樹脂を用いた成形品では、量産性に優れるが溶融状態の樹脂が固化する間に発生する収縮に起因する成形品の変形が生じ、設計時とは寸法の異なる成形品が得られることになり、所望する成形品を得るための設計が困難である。
従って、樹脂を用いた成形品では、かかる問題に対応して、無機フィラーや補強繊維の充填を樹脂におこなうフィラー含有樹脂組成物の検討が行われているが、現在の部品は小型化、高密度化の傾向があり、成形用樹脂材料及び成形品として、従来のフィラーや補強繊維を充填した樹脂材料から得られる成形品では実現できない、高い寸法精度が求められている。
このような要求に対し、特開2005−82761号公報(特許文献1)には、高濃度に無機充填剤を含んでも成型時の流動性に優れ、−30℃〜100℃の温度変化に対し優れた寸法精度及び異方性を与える樹脂材料の提供を目的として、ポリフェニレンスルフィド樹脂100重量部に対し、フライアッシュ、繊維状充填剤及び/又は鱗片状無機充填剤からなる充填剤を40〜400重量部含み、かつ全充填剤成分中にフライアッシュを5〜95重量%含むことを特徴とする光学機器機構部品用樹脂材料が提案されている。
しかし、繊維状及び/又は鱗片状無機充填材は球状フィラーと比較し、それを充填した樹脂の流動性の低下が著しく、また繊維状及び/又は鱗片状無機充填材とフライアッシュとの組み合わせでは、フィラー隙間を充填することができる機能が低く、更には実施例においても使用される樹脂量は容積換算では半分を越えており、これでは、高い寸法精度を有する成形品を得ることは期待できない。
しかし、繊維状及び/又は鱗片状無機充填材は球状フィラーと比較し、それを充填した樹脂の流動性の低下が著しく、また繊維状及び/又は鱗片状無機充填材とフライアッシュとの組み合わせでは、フィラー隙間を充填することができる機能が低く、更には実施例においても使用される樹脂量は容積換算では半分を越えており、これでは、高い寸法精度を有する成形品を得ることは期待できない。
特開2003−64266号公報(特許文献2)には、成形品の形状の自由度を高め、溶融加工が可能で、用いるフィラーの特性を効率的に発揮できるフィラー高充填樹脂材料の提供を目的として、熱可塑性樹脂1〜40容量%とフィラー99〜60容量%からなることを特徴とするフィラー高充填樹脂材料が提案されているが、当該発明においてはフィラーを充填しても、充填フィラー粒子の間を他のサブミクロンオーダーの微粒子の充填フィラーでその間隙を埋める技術思想はなく、従って満足できるような密な高フィラー充填が得られない。
また、特開平2000−336254号公報(特許文献3)及び特開2003−82215号公報(特許文献4)には、無機フィラーとしてフライアッシュを用いた成形物が開示されており、具体的には、前者には、熱可塑性ポリエステル樹脂30〜99重量部とフライアッシュ70〜1重量部とからなるポリエステル樹脂材料であって、前記フライアッシュの比表面積が1000〜8000cm2/gであるものが、また後者にはフライアッシュと不飽和ポリエステル樹脂と、少量のシランカップリング剤とよりなる混練成形材料が開示されている。
しかし、フィラーとしてフライアッシュを用いた材料は、それが球形フィラーであるため、フィラーを充填しても流動性の低下が緩やかであり、充填率を高くすることを目的とすることもできるが、フライアッシュ1種類だけをフィラー分として充填しているため、フィラーの粒径の幅がそれほど広くなく、充填量を期待するほど多くすることはできない。
具体的には、前述の実施例では、樹脂量は容積換算では半分を越えており、従って、得られる成形品の成形収縮は特段に小さいものではなく、所望するような、高い寸法精度を持った成形品を得ることは困難である。
具体的には、前述の実施例では、樹脂量は容積換算では半分を越えており、従って、得られる成形品の成形収縮は特段に小さいものではなく、所望するような、高い寸法精度を持った成形品を得ることは困難である。
このように、樹脂材料、特に熱可塑性樹脂化合物を成形して得られた成形品が、設計どおりの寸法を有することは、要求される厳密な精度を満足させるため極めて重要であるが、未だ満足する高い寸法精度が得られる成形用樹脂材料は得られていないのが現状である。
特開2005−82761号公報
特開2003−64266号公報
特開平2000−336254号公報
特開2003−82215号公報
本発明の目的は、上記問題を解決し、優れた成形収縮率の低減が図れるとともに、薄肉成形性に優れ、設計どおりの高い寸法精度を有し、熱的変形に対する安定性に優れた成形品を得ることができる成形用樹脂材料及び当該材料を用いた成形品を提供することである。
また、本発明の他の目的は、流動性の低下が緩やかで、細かい複雑な形状の成形品を寸法安定性よく、すなわち設計どおりの形状で得ることが可能となる、成形用樹脂材料及び当該材料を用いた成形品を提供することである。
更に本発明の他の目的は、上記目的に加えて、射出成形用に好適に用いられる成形用樹脂材料及び成形品を提供することである。
また、本発明の他の目的は、流動性の低下が緩やかで、細かい複雑な形状の成形品を寸法安定性よく、すなわち設計どおりの形状で得ることが可能となる、成形用樹脂材料及び当該材料を用いた成形品を提供することである。
更に本発明の他の目的は、上記目的に加えて、射出成形用に好適に用いられる成形用樹脂材料及び成形品を提供することである。
本発明者らは、樹脂材料を成形、特に熱可塑性樹脂を射出成形するにあたり、大きさの異なる、フライアッシュI種とシリカフュームとを組み合わせて用いることにより、樹脂の内部に存在するこれらの無機フィラーの充填量を高くして、フライアッシュI種粒子の間隙に他方のシリカフューム粒子が蜜に充填され、これらが相互に溶融樹脂中でボールベアリング効果を発揮することを見出し、本発明に到ったものである。
本発明の成形用樹脂材料は、熱可塑性樹脂と、フライアッシュI種及びシリカフュームとを含み、前記シリカフュームの平均粒径がフライアッシュI種の平均粒径の10分の1以下であって、該フライアッシュI種/シリカフュームの配合割合が質量比で20/80〜80/20であることを特徴とするものであり、好適には、フライアッシュI種の粒径が0.5〜80μmで、該シリカフュームの粒径が0.01〜0.5μmであることが望ましい。
更に好適には、繊維状強化材を含むものである。
更に好適には、繊維状強化材を含むものである。
また、本発明の上記成形用樹脂材料においては、更に、熱可塑性樹脂が10〜40容量%含まれることが望ましく、含有される前記2種の無機フィラーであるフライアッシュI種とシリカフュームと、必要に応じて含有される繊維状強化材との合計容量が99〜60容量%であることが特に好ましい。
本発明の成形品は、上記各本発明の成形用樹脂材料を用いてなるものであり、好適には、前記成形用樹脂材料を射出成形することにより得られるものである。
本発明の成形用樹脂材料は、特定の無機フィラーであるフライアッシュI種とシリカフュームとを組み合わせることにより、これらの無機フィラーを大量に充填することができるとともに、本発明の成形用材料を用いた成形品は、成形収縮率が小さく(例えば、流動方向/直交方向=0.2/0.3)、かつその流動方向/直交方向の差が小さいため、高い寸法精度を実現することができ、偏肉でぶ厚い成形品も薄肉の成形品も設計どおりの寸法精度を有するという優れた効果を有する。
更に、本発明の成形用樹脂材料を射出成形に用いた場合には、溶融樹脂中で、フライアッシュI種とシリカフュームとがボールベアリング効果を発揮して、その転がり性が増大し、流動性を向上させ、複雑な形状の成形品を精度よく製造することができる。
更に、本発明の成形用樹脂材料を射出成形に用いた場合には、溶融樹脂中で、フライアッシュI種とシリカフュームとがボールベアリング効果を発揮して、その転がり性が増大し、流動性を向上させ、複雑な形状の成形品を精度よく製造することができる。
更に、本発明の成形用樹脂材料は、上記効果に加えて、フライアッシュI種とシリカフュームとを組み合わせることによりこれらの高充填された無機フィラーの性能が有効に発揮されるため、得られる成形品は、以下の好適な効果も有する。
1)熱伝導率が上がり、放熱性が向上する。
2)耐熱性が向上する。
3)線膨張係数が下がり、ファインセラミクスと同程度の低熱線膨張係数を有するとともに熱による寸法変化が少ない。
4)エンジニアリングプラスチックを上回る高弾性率、振動減衰性が得られる。
1)熱伝導率が上がり、放熱性が向上する。
2)耐熱性が向上する。
3)線膨張係数が下がり、ファインセラミクスと同程度の低熱線膨張係数を有するとともに熱による寸法変化が少ない。
4)エンジニアリングプラスチックを上回る高弾性率、振動減衰性が得られる。
本発明を次の好適例により説明するが、これらに限定されるものではない。
本発明の成形用樹脂材料は、熱可塑性樹脂と、フライアッシュI種及びシリカフュームとを含み、前記シリカフュームの平均粒径がフライアッシュI種の平均粒径の10分の1以下であって、該フライアッシュI種/シリカフュームの配合割合が質量比で20/80〜80/20であるものであり、好適には、該フライアッシュI種の粒径が0.5〜80μm、該シリカフュームの粒径が0.01〜0.5μmを有するものであって、さらに好適にはこれらのフライアッシュI種とシリカフュームとは球状であるものが望ましい。
このように、粒径の異なるフライアッシュI種とシリカフュームとを組み合わせることにより、粒径の小さいシリカフュームが粒径の大きいフライアッシュI種の間隙に入り込み、多重粒度構成となることにより、溶融樹脂中で最大のボールベアリング効果を発揮できるとともに、熱可塑性樹脂等の樹脂に可能な限り添加される無機的性質を付与することが可能となり、優れた寸法安定性が得られることとなる。
本発明の成形用樹脂材料は、熱可塑性樹脂と、フライアッシュI種及びシリカフュームとを含み、前記シリカフュームの平均粒径がフライアッシュI種の平均粒径の10分の1以下であって、該フライアッシュI種/シリカフュームの配合割合が質量比で20/80〜80/20であるものであり、好適には、該フライアッシュI種の粒径が0.5〜80μm、該シリカフュームの粒径が0.01〜0.5μmを有するものであって、さらに好適にはこれらのフライアッシュI種とシリカフュームとは球状であるものが望ましい。
このように、粒径の異なるフライアッシュI種とシリカフュームとを組み合わせることにより、粒径の小さいシリカフュームが粒径の大きいフライアッシュI種の間隙に入り込み、多重粒度構成となることにより、溶融樹脂中で最大のボールベアリング効果を発揮できるとともに、熱可塑性樹脂等の樹脂に可能な限り添加される無機的性質を付与することが可能となり、優れた寸法安定性が得られることとなる。
本発明に用いる熱可塑性樹脂は、例えば、加熱により成形できる程度まで可塑性が得られる樹脂を意味し、その種類は特に限定されず、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキシレンジメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリエチレンイソフタレート/テレフタレート、ポリブチレンイソフタレート/テレフタレート、ポリシクロヘキシレンジメチレンイソフタレート/テレフタレート、ポリ(p−ヒドロキシ安息香酸/エチレンテレフタレート)、非液晶性半芳香族ポリエステル、非液晶性全芳香族ポリエステルなどのポリエステル、ポリカーボネート、脂肪族ポリアミド、脂肪族−芳香族ポリアミド、全芳香族ポリアミドなどのポリアミド、ポリオキシメチレン、ポリイミド、ポリベンズイミダゾール、ポリケトン、ポリエーテルエーテルケトン、ポリエーテルケトン、ポリエーテルスルホン、ポリフェニレンオキシド、フェノキシ樹脂、ポリフェニレンスルフィド、液晶ポリマー、ポリプロピレン、ポリエチレン、ポリスチレンなどのオレフィン系重合体、エチレン/プロピレン共重合体、エチレン/1−ブテン共重合体、エチレン/プロピレン/非共役ジエン共重合体、エチレン/アクリル酸エチル共重合体、エチレン/メタクリル酸グリシジル共重合体、エチレン/酢酸ビニル/メタクリル酸グリシジル共重合体およびエチレン/プロピレン−g−無水マレイン酸共重合体、ABSなどのオレフィン系共重合体、ポリエステルポリエーテルエラストマー、ポリエステルポリエステルエラストマー等のエラストマーから選ばれる、公知の任意の1種または2種以上の熱可塑性樹脂の混合物が挙げられる。
特に、ポリフェニレンスルフィド、ポリアミド,ポリカーボネート、ポリプロピレン、ポリウレタン、液晶ポリマーの1種または2種以上の混合物等が、流動性および充填性の点から好適に使用することができる。
特に、ポリフェニレンスルフィド、ポリアミド,ポリカーボネート、ポリプロピレン、ポリウレタン、液晶ポリマーの1種または2種以上の混合物等が、流動性および充填性の点から好適に使用することができる。
本発明には、フライアッシュI種とシリカフュームとを組み合わせて用いる。
ここで、フライアッアッシュにはJIS A 6201規格によりフライアッシュI〜IV種があり、本発明においては、当該JIS規格のフライアッシュI種を用いるものである。
このように、フライアッシュであってもフライアッシュII種〜IV種等ではなく、フライアッシュI種とシリカフュームとの組み合わせを用いることで、他のフライアッシュII種〜IV種等を用いる場合よりも、得られる材料の流動性が高くなり、成形収縮率が低減されるとともに薄肉の成形が可能となり、本発明の効果をきわめて良好に達成することができる。
また、本発明において、フライアッシュI種は、球形粒子が含まれる割合が高いのでボールベアリング効果が極めて高く、さらに未燃炭素がもっとも少ないため、吸油量がもっとも少なく、高充填でも流動性の低下が小さいという機能を有する。
ここで、フライアッアッシュにはJIS A 6201規格によりフライアッシュI〜IV種があり、本発明においては、当該JIS規格のフライアッシュI種を用いるものである。
このように、フライアッシュであってもフライアッシュII種〜IV種等ではなく、フライアッシュI種とシリカフュームとの組み合わせを用いることで、他のフライアッシュII種〜IV種等を用いる場合よりも、得られる材料の流動性が高くなり、成形収縮率が低減されるとともに薄肉の成形が可能となり、本発明の効果をきわめて良好に達成することができる。
また、本発明において、フライアッシュI種は、球形粒子が含まれる割合が高いのでボールベアリング効果が極めて高く、さらに未燃炭素がもっとも少ないため、吸油量がもっとも少なく、高充填でも流動性の低下が小さいという機能を有する。
特に、前記フライアッシュI種及びシリカフュームの各平均粒径は、シリカフュームの平均粒径が、フライアッシュI種の平均粒径の10分の1以下、好ましくは20分の1以下で、より好ましくは40分の1以上であることが、これらの特定の2種のフライアッシュI種とシリカフュームを密に高充填して、寸法安定性を向上させるために好ましい。
かかる平均粒径は、走査型電子顕微鏡を用いて写真を撮影し、各粒子の長径と短径を測定して、それぞれ平均長径と平均短径を計算し、その平均長径と平均短径との平均により求められるものである。
このように粒径の異なるフライアッシュI種とシリカフュームとを組み合わせて混在させることで多重粒度構成フィラーとし、当該フライアッシュI種の間に当該粒径のシリカフューム粒子が入り込む多重粒度構成とすることで、樹脂材料中に大量の無機フィラーを密に充填することができるとともに、これにより溶融樹脂中で、効果的なボールベアリング効果を発揮することができ、従って成形品の寸法精度を向上させることができるのである。
かかる平均粒径は、走査型電子顕微鏡を用いて写真を撮影し、各粒子の長径と短径を測定して、それぞれ平均長径と平均短径を計算し、その平均長径と平均短径との平均により求められるものである。
このように粒径の異なるフライアッシュI種とシリカフュームとを組み合わせて混在させることで多重粒度構成フィラーとし、当該フライアッシュI種の間に当該粒径のシリカフューム粒子が入り込む多重粒度構成とすることで、樹脂材料中に大量の無機フィラーを密に充填することができるとともに、これにより溶融樹脂中で、効果的なボールベアリング効果を発揮することができ、従って成形品の寸法精度を向上させることができるのである。
また、粒径の小さいシリカフュームは、樹脂材料中に一次粒子が充填されているのみならず、該一次粒子が凝集して、適度な大きさを有する2次〜4次塊合粒子を形成して、比較的大きい粒間の間隙を充填して、ボールベアリング効果を発揮することも可能である。
さらに、当該フライアッシュI種やシリカフュームは、その表面が、若干の凹凸を有する形状であることが、射出成形時に溶融樹脂中での転がり性を増大するためには好ましい。
該フライアッシュI種は粒径が0.5〜80μmのもの、望ましくは0.5〜50μmのものを好適に使用でき、また該シリカフュームは粒径が0.01〜0.5μmのもの、望ましくは0.05〜0.5μmのものを好適に使用でき、特にかかる粒径範囲のフライアッシュI種とシリカフュームとを組み合わせて用いることで、樹脂材料中に密に充填されることができるとともに、より効果的なボールベアリング効果を発揮することができ、寸法精度を向上させることができる。
かかる粒径は、上記したように、走査型電子顕微鏡により測定した値である。
さらに、当該フライアッシュI種やシリカフュームは、その表面が、若干の凹凸を有する形状であることが、射出成形時に溶融樹脂中での転がり性を増大するためには好ましい。
該フライアッシュI種は粒径が0.5〜80μmのもの、望ましくは0.5〜50μmのものを好適に使用でき、また該シリカフュームは粒径が0.01〜0.5μmのもの、望ましくは0.05〜0.5μmのものを好適に使用でき、特にかかる粒径範囲のフライアッシュI種とシリカフュームとを組み合わせて用いることで、樹脂材料中に密に充填されることができるとともに、より効果的なボールベアリング効果を発揮することができ、寸法精度を向上させることができる。
かかる粒径は、上記したように、走査型電子顕微鏡により測定した値である。
また特に、これらのフライアッシュI種とシリカフュームとは球状の形状を有するものが好適であり、前記ボールベアリング効果を最大に発揮することができる。
ここで、「球状」とは、完全な球形である真球を意味するのみならず、多少の楕円形や、ひょうたん形等や、これらの形状の表面がある程度微妙な凹凸を有する粒状等の球形に近似した立体形状のものを含む意であり、繊維状や板状、鱗片状等の2次元的な形状のものを除くものであり、好適には真球が望ましい。
すなわち、粒状は比較的真球に近い形状をなしており、例えば、平均長径/平均短径が1以上3未満のものが好適に挙げられる。
このように、繊維状や板状、鱗片状等の2次元的な形状のフィラーを除くことにより、無機フィラーを樹脂材料中に充填しても流動性の低下がゆるやかであり、良好な流動性を確保することができる。
ここで、「球状」とは、完全な球形である真球を意味するのみならず、多少の楕円形や、ひょうたん形等や、これらの形状の表面がある程度微妙な凹凸を有する粒状等の球形に近似した立体形状のものを含む意であり、繊維状や板状、鱗片状等の2次元的な形状のものを除くものであり、好適には真球が望ましい。
すなわち、粒状は比較的真球に近い形状をなしており、例えば、平均長径/平均短径が1以上3未満のものが好適に挙げられる。
このように、繊維状や板状、鱗片状等の2次元的な形状のフィラーを除くことにより、無機フィラーを樹脂材料中に充填しても流動性の低下がゆるやかであり、良好な流動性を確保することができる。
フライアッシュI種とシリカフュームの配合割合は、質量比にして20/80〜80/20、好ましくは35/65〜65/35であり、かかる範囲外であると流動性が低下して複雑な形状の成形品を得ることが困難になる場合があるからである。
さらに、得られる成形品の強度をより高めるために、必要に応じて、繊維状強化材を含有させることも可能である。
繊維状強化材としては、耐熱性を有し、弾性率、強度、弾性回復率等の力学特性に優れた短繊維、ウィスカ、フィブリッド等の繊維状のものが使用でき、例えばガラス繊維、炭素繊維、アルミナ繊維、炭化ケイ素繊維、チタン酸カリウムやホウ酸アルミニウム等のウイスカ、ボロン繊維やチタン繊維等の金属繊維、アラミド繊維等の有機繊維等を挙げることができるが、ガラス繊維が特に好ましい。
繊維状強化材としては、耐熱性を有し、弾性率、強度、弾性回復率等の力学特性に優れた短繊維、ウィスカ、フィブリッド等の繊維状のものが使用でき、例えばガラス繊維、炭素繊維、アルミナ繊維、炭化ケイ素繊維、チタン酸カリウムやホウ酸アルミニウム等のウイスカ、ボロン繊維やチタン繊維等の金属繊維、アラミド繊維等の有機繊維等を挙げることができるが、ガラス繊維が特に好ましい。
繊維状強化材の直径や長さについては、繊維長が長すぎると熱可塑性樹脂や、フライアッシュI種及びシリカフュームと均一に混合・分散させることが難しく、逆に短すぎると強化材としての効果が不十分となるため、通常は、繊維長が0.1〜10mmで、直径が9〜15μmの範囲にあるものが好ましく使用できる。
この繊維長が0.1mm未満ものでは、曲げ強度等の機械的強度に優れた成形品が得られにくい。
一方、この繊維長が10mmを超えるものでは、成形品にしたとき、繊維状強化材が表面に浮き出し、外観に劣るものとなる。
この繊維長が0.1mm未満ものでは、曲げ強度等の機械的強度に優れた成形品が得られにくい。
一方、この繊維長が10mmを超えるものでは、成形品にしたとき、繊維状強化材が表面に浮き出し、外観に劣るものとなる。
繊維状強化材の配合割合は、特に限定されないが、好ましくは成形用樹脂材料中、5〜40容量%が望ましく、これは5容量%未満では強度の向上の効果があまりなく、40容量%を超えると、流動性が悪化したり、得られる成形品に「巣」のような欠陥が発生する場合があるため好ましくないからである。
上記熱可塑性樹脂と、上記フライアッシュI種、シリカフューム及び必要に応じて配合される繊維状強化材との配合割合は、熱可塑性樹脂が容量換算で10〜40容量%、より好ましくは20〜40容量%、さらに好ましくは30〜40容量%であり、残部が上記フライアッシュI種、シリカフューム及び繊維状強化材や必要に応じて添加される下記添加剤である。
熱可塑性樹脂の含有量が40容量%を越えると、得られる成形品の成形収縮率が大きくなり、寸法精度を確保することが困難になる場合があり、望ましくない。
また、熱可塑性樹脂の含有量が10容量%未満であると、成形に必要な流動性を確保することが困難な場合があり好ましくない。
熱可塑性樹脂の含有量が40容量%を越えると、得られる成形品の成形収縮率が大きくなり、寸法精度を確保することが困難になる場合があり、望ましくない。
また、熱可塑性樹脂の含有量が10容量%未満であると、成形に必要な流動性を確保することが困難な場合があり好ましくない。
本発明の成形用樹脂材料には、上記した強化材の他に、必要に応じて、熱安定剤、光安定剤、酸化防止剤、可塑剤、滑剤、着色剤、発泡剤、離型剤、耐衝撃改良剤等の添加剤が配合されていてもよい。
本発明の成形用樹脂材料を調製するには、上記樹脂と、上記フライアッシュI種及びシリカフュームと、更に必要に応じて添加される強化材等とを、上記した割合で均一に混合する。混合方法については、特に限定はなく、これらの成分を均一に混合できればよく、予めフライアッシュI種とシリカフュームとを混合して混合粉体としておくことも、これらの材料を同時に混合することも可能である。
具体的には、熱可塑性樹脂、フライアッシュI種、シリカフューム等をバンバリーミキサー、ニーダー、ロールを用いて混合し、次いで、単軸あるいは2軸押出機等の加熱溶融混練機を用いることにより製造することができ、特に、得られるフィラー高充填樹脂材料の均一性の点から、2軸押出機を好適に用いることが好ましい。
また、配合する熱可塑性樹脂も、得られた組成物の組成均一性、混練性などから、用いるフライアッシュI種やシリカフュームと同様な小径化あるいは粉末状に加工して用いることが取り扱い上特に好ましく、ペレット状、粉末状いずれの形状のものを用いてもよく、フライアッシュI種やシリカフュームの配合量が大きい場合には、小径化あるいは粉末状のものを用いることが製造効率の点から好ましい。
また、配合する熱可塑性樹脂も、得られた組成物の組成均一性、混練性などから、用いるフライアッシュI種やシリカフュームと同様な小径化あるいは粉末状に加工して用いることが取り扱い上特に好ましく、ペレット状、粉末状いずれの形状のものを用いてもよく、フライアッシュI種やシリカフュームの配合量が大きい場合には、小径化あるいは粉末状のものを用いることが製造効率の点から好ましい。
射出成形を用いる場合には、上記樹脂と、上記フライアッシュI種とシリカフュームとを混合して、例えばペレット状に成形し、これを射出成形用の原料として用いることが好ましく、当該熱可塑性樹脂の軟化点以上の温度で、上記フライアッシュI種とシリカフュームと樹脂等との混合材料を溶融混練して、射出用ペレット状原料にする。
前記ペレット状原料は、射出成形機内部の加熱シリンダ内で再び溶融・混練されて、射出装置によって所望する形状の金型内に充填されて、成形品を得ることができる。
前記ペレット状原料は、射出成形機内部の加熱シリンダ内で再び溶融・混練されて、射出装置によって所望する形状の金型内に充填されて、成形品を得ることができる。
本発明の成形用樹脂材料は、通常の成形加工方法で目的の成形品とすることができる。
例えば射出成形、押出成形、プレス成形、インジェクション成形などの公知の成形法を利用することができる。
特に射出成形では、さらに、三次元の任意の形状に精度よく成形でき、複雑な形状や自由な形状の薄肉の成形品等を再現性よく、かつ寸法精度性よく製造することができる。
例えば射出成形、押出成形、プレス成形、インジェクション成形などの公知の成形法を利用することができる。
特に射出成形では、さらに、三次元の任意の形状に精度よく成形でき、複雑な形状や自由な形状の薄肉の成形品等を再現性よく、かつ寸法精度性よく製造することができる。
このように、本発明の成形用樹脂材料を用いると、流動性に優れ、複雑な形状の偏肉の厚みのある成形品も薄肉の成形品も寸法精度よく製造できる。
本発明を次の実施例、比較例及び試験例により説明する。
材料
・ポニフェニレンスルフィドA;フォートロンA0220 ポリプラスチック株式会社製(熱可塑性樹脂、比重1.3)
・ポニフェニレンスルフィドB;フォートロン6165A4 ポリプラスチック株式会社製(熱可塑性樹脂、比重1.96)
・フライアッシュI種;ファイナッシュ 四電産業株式会社(比重2.3、平均粒径5.5μm、粒径0.5〜30μm)
・フライアッシュII種;中部フライアッシュ 株式会社テクノ中部製(比重2.3、平均粒径10μm、粒径1〜50μm)
・フライアッシュIII種;中部フライアッシュ 株式会社テクノ中部製(比重2.3、平均粒径10μm、粒径1〜50μm)
・フライアッシュIV種;エコアッシュ 四電産業株式会社(比重2.3、平均粒径40μm、粒径5〜100μm)
・シリカフューム;マイクロシリカ エルケム株式会社(比重2.3、平均粒径0.2μm、粒径0.05〜0.5μm)
・ガラス繊維;CS 3J−256 日東紡績株式会社(比重2.9)
材料
・ポニフェニレンスルフィドA;フォートロンA0220 ポリプラスチック株式会社製(熱可塑性樹脂、比重1.3)
・ポニフェニレンスルフィドB;フォートロン6165A4 ポリプラスチック株式会社製(熱可塑性樹脂、比重1.96)
・フライアッシュI種;ファイナッシュ 四電産業株式会社(比重2.3、平均粒径5.5μm、粒径0.5〜30μm)
・フライアッシュII種;中部フライアッシュ 株式会社テクノ中部製(比重2.3、平均粒径10μm、粒径1〜50μm)
・フライアッシュIII種;中部フライアッシュ 株式会社テクノ中部製(比重2.3、平均粒径10μm、粒径1〜50μm)
・フライアッシュIV種;エコアッシュ 四電産業株式会社(比重2.3、平均粒径40μm、粒径5〜100μm)
・シリカフューム;マイクロシリカ エルケム株式会社(比重2.3、平均粒径0.2μm、粒径0.05〜0.5μm)
・ガラス繊維;CS 3J−256 日東紡績株式会社(比重2.9)
実施例1〜3;比較例1〜8
表1に示す配合割合で、各原料をブレンダーで混合し、シリンダー温度を300℃に設定した35mmφの2軸押出成形機(池貝鉄工製,PCM30)を用いて、設定温度300℃、回転数200rpmにて均一溶融混錬し、これをペレットとした。
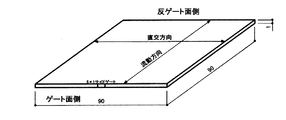
得られた各ペレットを、射出成形機(住友重機械工業製:プロマット100A)にて、縦90mm×横90mm×高さ3mmのテストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)成形品及び、90mm×横90mm×高さ1mmのテストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)成形品を得た。
表1に示す配合割合で、各原料をブレンダーで混合し、シリンダー温度を300℃に設定した35mmφの2軸押出成形機(池貝鉄工製,PCM30)を用いて、設定温度300℃、回転数200rpmにて均一溶融混錬し、これをペレットとした。
得られた各ペレットを、射出成形機(住友重機械工業製:プロマット100A)にて、縦90mm×横90mm×高さ3mmのテストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)成形品及び、90mm×横90mm×高さ1mmのテストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)成形品を得た。
上記実施例1〜3および比較例1〜8で得られた各成形品について、以下の試験を行った。
流動性試験
島津製作所製の「フローテスター、CFT−500D」を用いて、測定条件として温度300℃、加重50kgfで、直径φ1mmで長さ10mmのオリフィスを通過する際の材料粘度を測定した。
成形性
成形性(1) 上記した、縦90mm×横90mm×高さ3mmの各テストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)の成形品を成形する際、十分に金型に充填されるものを成形可とし、十分に充填されないものを成形不可として評価した。
成形性(2) 上記した、縦90mm×横90mm×高さ1mmの各テストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)の成形品を成形する際、十分に金型に充填されるものを成形可とし、十分に充填されないものを成形不可として評価した。
流動性試験
島津製作所製の「フローテスター、CFT−500D」を用いて、測定条件として温度300℃、加重50kgfで、直径φ1mmで長さ10mmのオリフィスを通過する際の材料粘度を測定した。
成形性
成形性(1) 上記した、縦90mm×横90mm×高さ3mmの各テストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)の成形品を成形する際、十分に金型に充填されるものを成形可とし、十分に充填されないものを成形不可として評価した。
成形性(2) 上記した、縦90mm×横90mm×高さ1mmの各テストピース(サイドゲート、ゲートサイズ:幅5mm×高さ1mm)の成形品を成形する際、十分に金型に充填されるものを成形可とし、十分に充填されないものを成形不可として評価した。
寸法精度
得られた各テストピース(縦90mm×横90mm×高さ3mm)の縦/横の各長さをデジタルノギス(ミツトヨ製)にて測定し、同様にして測定した前記金型寸法と比較して、成形収縮率を算出した。
なお、図1に示すように、ゲート面と反ゲート面との距離を流動方向長さ、側面方向間の距離を直角方向長さとした。
また、得られた各テストピース(90mm×横90mm×高さ1mm)についても同様に図2に示すようにして、上記方法と同様に図2に示すようにして成形収縮率を測定したところ、前記各テストピース(縦90mm×横90mm×高さ3mm)の成形収縮率とほぼ同等の結果を得た。
得られた各テストピース(縦90mm×横90mm×高さ3mm)の縦/横の各長さをデジタルノギス(ミツトヨ製)にて測定し、同様にして測定した前記金型寸法と比較して、成形収縮率を算出した。
なお、図1に示すように、ゲート面と反ゲート面との距離を流動方向長さ、側面方向間の距離を直角方向長さとした。
また、得られた各テストピース(90mm×横90mm×高さ1mm)についても同様に図2に示すようにして、上記方法と同様に図2に示すようにして成形収縮率を測定したところ、前記各テストピース(縦90mm×横90mm×高さ3mm)の成形収縮率とほぼ同等の結果を得た。
これらの結果を、以下の表1に示す。

実施例1〜3の成形品は、平均粒径の異なるフライアッシュI種とシリカフュームとを用いているため、流動性に優れるとともに、成形収縮率も小さく、薄肉成形に優れ、寸法精度が極めて良好であることが明らかとなった。
本発明の成形用樹脂材料は、従来の熱可塑性樹脂、セラミクス、エンジニアリングプラスチックや金属を用いていた種々の成形品の代替材料として、建材、電子・電気関連機器、精密機械関連機器、事務用機器、自動車・車両関連部品、通信機器、熱機器部品等、種々の用途に適用することが可能である。
Claims (6)
- 熱可塑性樹脂と、フライアッシュI種及びシリカフュームとを含み、前記シリカフュームの平均粒径がフライアッシュI種の平均粒径の10分の1以下であって、該フライアッシュI種/シリカフュームの配合割合が質量比で20/80〜80/20であることを特徴とする、成形用樹脂材料。
- 請求項1記載の成形用樹脂材料において、該フライアッシュI種の粒径は0.5〜80μmであり、該シリカフュームの粒径は0.01〜0.5μmであることを特徴とする、成形用樹脂材料。
- 請求項1または2記載の成形用樹脂材料において、更に繊維状強化材を含むことを特徴とする、成形用樹脂材料。
- 請求項1〜3いずれかの項記載の成形用樹脂材料において、該熱可塑性樹脂を10〜40容量%含むことを特徴とする、成形用樹脂材料。
- 請求項1〜4いずれかの項記載の成形用樹脂材料を用いてなることを特徴とする、成形品。
- 請求項5記載の成形品において、前記成形用樹脂材料を射出成形することにより得られることを特徴とする、成形品。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006158659A JP2007016221A (ja) | 2005-06-07 | 2006-06-07 | 成形用樹脂材料および成形品 |
| TW095133503A TW200745233A (en) | 2006-06-07 | 2006-09-11 | Resin material for molding and molded product |
| CNA2006101540106A CN101085872A (zh) | 2006-06-07 | 2006-09-19 | 成形用树脂材料及模制品 |
| KR1020060091616A KR20070117427A (ko) | 2006-06-07 | 2006-09-21 | 성형용 수지 재료 및 성형품 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005167054 | 2005-06-07 | ||
| JP2006158659A JP2007016221A (ja) | 2005-06-07 | 2006-06-07 | 成形用樹脂材料および成形品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007016221A true JP2007016221A (ja) | 2007-01-25 |
Family
ID=37753655
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006158659A Pending JP2007016221A (ja) | 2005-06-07 | 2006-06-07 | 成形用樹脂材料および成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007016221A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009290665A (ja) * | 2008-05-30 | 2009-12-10 | Pioneer Electronic Corp | スピーカ用振動板及びスピーカ装置 |
| JP2015224321A (ja) * | 2014-05-29 | 2015-12-14 | 三菱エンジニアリングプラスチックス株式会社 | ポリカーボネート樹脂組成物及びその成形品 |
| JP2015229755A (ja) * | 2014-06-06 | 2015-12-21 | 三菱エンジニアリングプラスチックス株式会社 | ポリカーボネート樹脂組成物ペレット及びその製造方法 |
| RU2653930C1 (ru) * | 2017-08-04 | 2018-05-15 | Олег Савельевич Кочетов | Пространственный рессорный виброизолятор |
| CN110066139A (zh) * | 2019-05-28 | 2019-07-30 | 四川益好优科环保科技有限公司 | 一种高固废填充的辐射缩聚蜜胺树脂材料及制备方法 |
-
2006
- 2006-06-07 JP JP2006158659A patent/JP2007016221A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009290665A (ja) * | 2008-05-30 | 2009-12-10 | Pioneer Electronic Corp | スピーカ用振動板及びスピーカ装置 |
| JP2015224321A (ja) * | 2014-05-29 | 2015-12-14 | 三菱エンジニアリングプラスチックス株式会社 | ポリカーボネート樹脂組成物及びその成形品 |
| JP2015229755A (ja) * | 2014-06-06 | 2015-12-21 | 三菱エンジニアリングプラスチックス株式会社 | ポリカーボネート樹脂組成物ペレット及びその製造方法 |
| RU2653930C1 (ru) * | 2017-08-04 | 2018-05-15 | Олег Савельевич Кочетов | Пространственный рессорный виброизолятор |
| CN110066139A (zh) * | 2019-05-28 | 2019-07-30 | 四川益好优科环保科技有限公司 | 一种高固废填充的辐射缩聚蜜胺树脂材料及制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6675028B1 (ja) | 液晶ポリエステル樹脂組成物のペレット及び液晶ポリエステル樹脂組成物のペレットの製造方法 | |
| CN101432364B (zh) | 聚酰胺树脂组合物和成型品 | |
| US8029876B2 (en) | Heat-conductive resin composition and plastic article including the same | |
| KR102062267B1 (ko) | 카메라 모듈용 액정성 수지 조성물 | |
| US20120175548A1 (en) | Thermally Conductive Resin Composition Including a Milled Pitch Based Carbon Fiber | |
| JP5029344B2 (ja) | 熱可塑性樹脂成形品 | |
| WO2023016498A1 (zh) | 一种半芳香族聚酰胺树脂组合物及其制备方法与应用 | |
| KR101355472B1 (ko) | 고열전도성 수지 조성물 | |
| KR100885653B1 (ko) | 고방열성 하이브리드 충진재 타입 복합수지 조성물 | |
| JP2007016221A (ja) | 成形用樹脂材料および成形品 | |
| JP5246646B2 (ja) | 樹脂組成物及びそれを成形してなる成形品 | |
| CN115433473B (zh) | 一种液晶聚合物组合物及其制备方法和应用 | |
| KR20070117427A (ko) | 성형용 수지 재료 및 성형품 | |
| JP2001192518A5 (ja) | ||
| JP4973114B2 (ja) | 樹脂組成物、それからなる錠剤の製造方法、および成形品 | |
| JP5916532B2 (ja) | ポリフェニレンサルファイド樹脂/ポリアミド46樹脂複合材料 | |
| KR20180073593A (ko) | 필러 조성물 | |
| EP4393996A1 (en) | Liquid crystal polyester pellet composition and injection molded article | |
| JP2004123852A (ja) | 芳香族樹脂組成物並びにフィルム及びシート | |
| HK1111434A (en) | Resin material for moulding and moulded products | |
| WO2025033191A1 (ja) | 樹脂組成物、被覆材料又は絶縁材料、並びに成形体 | |
| KR20260051359A (ko) | 수지 조성물, 피복 재료 또는 절연 재료, 및 성형체 | |
| JP2006057064A (ja) | 熱可塑性樹脂成形体 | |
| KR20090066598A (ko) | 고열전도성 수지 조성물 | |
| KR101405264B1 (ko) | 열전도성 및 휨 특성이 우수한 전기 전도성 열가소성 수지 조성물 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080926 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081028 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090707 |