JP2007016331A - Method for producing hose - Google Patents
Method for producing hose Download PDFInfo
- Publication number
- JP2007016331A JP2007016331A JP2005196732A JP2005196732A JP2007016331A JP 2007016331 A JP2007016331 A JP 2007016331A JP 2005196732 A JP2005196732 A JP 2005196732A JP 2005196732 A JP2005196732 A JP 2005196732A JP 2007016331 A JP2007016331 A JP 2007016331A
- Authority
- JP
- Japan
- Prior art keywords
- oil
- hose
- metal wire
- fiber yarn
- rust preventive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 23
- 239000000835 fiber Substances 0.000 claims abstract description 41
- 239000003921 oil Substances 0.000 claims abstract description 34
- 239000010687 lubricating oil Substances 0.000 claims abstract description 22
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 20
- 238000000034 method Methods 0.000 claims abstract description 13
- 239000002480 mineral oil Substances 0.000 claims abstract description 3
- 235000010446 mineral oil Nutrition 0.000 claims abstract 2
- 239000002184 metal Substances 0.000 claims description 41
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 claims description 20
- 230000003449 preventive effect Effects 0.000 claims description 19
- 239000000314 lubricant Substances 0.000 claims 3
- 230000001680 brushing effect Effects 0.000 claims 1
- 238000007598 dipping method Methods 0.000 claims 1
- 239000007921 spray Substances 0.000 claims 1
- 238000009940 knitting Methods 0.000 abstract description 11
- 230000007547 defect Effects 0.000 abstract description 7
- 238000007747 plating Methods 0.000 abstract description 6
- 239000011248 coating agent Substances 0.000 abstract description 2
- 238000000576 coating method Methods 0.000 abstract description 2
- 239000012779 reinforcing material Substances 0.000 description 12
- 229920001971 elastomer Polymers 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- 229920000459 Nitrile rubber Polymers 0.000 description 3
- 238000009954 braiding Methods 0.000 description 2
- 229920005557 bromobutyl Polymers 0.000 description 2
- 229920005549 butyl rubber Polymers 0.000 description 2
- 229920005556 chlorobutyl Polymers 0.000 description 2
- 230000001050 lubricating effect Effects 0.000 description 2
- 229920001084 poly(chloroprene) Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920002978 Vinylon Polymers 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920006229 ethylene acrylic elastomer Polymers 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000010913 used oil Substances 0.000 description 1
Images
Landscapes
- Rigid Pipes And Flexible Pipes (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
Abstract
Description
本発明はホースの製造方法(以下、単に「製造方法」とも称する)に関し、詳しくは、金属ワイヤーまたは繊維糸の編組からなる補強層形成工程の改良に係るホースの製造方法およびそれにより得られるホースに関する。 The present invention relates to a method for manufacturing a hose (hereinafter, also simply referred to as “manufacturing method”), and more specifically, a method for manufacturing a hose according to an improvement of a reinforcing layer forming process comprising a braid of metal wire or fiber yarn, and a hose obtained thereby. About.
一般に、ゴム材料を主体とするホースにおいては、金属ワイヤーや繊維糸等を用いた補強層を設けて目的の強度や耐圧性等を確保することが行われている。特に、補強層としてこれら金属ワイヤーや繊維糸の編組からなる層を有するホースを製造する際には、金属ワイヤーや繊維糸を編み上げ機によりブレード構造やスパイラル構造等、所望の形状に編み上げることが必要となる。編組補強層を有するホースの製造方法については、例えば、特許文献1に記載がある。
ところで、ブレード構造の編み上げを行う場合には、必ず金属ワイヤーや繊維糸を交差させることが必要となり、金属ワイヤーや繊維糸と編み上げ機との接触は避けられない。これら交差、接触時には、大きな接触抵抗が生ずることになる。これに対し、編み上げ機の接触部に鏡面加工や鏡面メッキを施すなどの提案がなされているが、十分に接触抵抗を低減できるものではなかった。また、金属ワイヤーや繊維糸の交差でも、大きな接触抵抗が生ずるため、補強層の編組は不揃いになりやすく、いわゆるクロス、ループと呼称される不良箇所が散発するという問題があった。 By the way, when braiding a blade structure, it is necessary to cross metal wires and fiber yarns, and contact between the metal wires and fiber yarns and the knitting machine is inevitable. At the time of crossing or contacting, a large contact resistance is generated. On the other hand, proposals have been made such as mirror finishing or mirror plating on the contact portion of the knitting machine, but the contact resistance cannot be reduced sufficiently. In addition, since a large contact resistance is generated even at the intersection of metal wires and fiber yarns, the braid of the reinforcing layer tends to be uneven, and there is a problem that defective portions called so-called crosses and loops are scattered.
一方、スパイラル構造では交差は生じないが、金属ワイヤーや繊維糸の通過経路が複雑であり、特にワイヤースパイラルでは、金属ワイヤーに一定半径のカールを生じさせてスパイラル状態を維持するために、金属ワイヤーや繊維糸を金属ローラーなどと強力に接触させる必要がある。このときの接触抵抗は著しく大きく、繊維糸のバラケや切れが発生していた。また、金属ワイヤーでも、表面のめっきの剥離や毛羽立ち、切れなどが発生するという問題があった。このために、スパイラル層の乱れなどの不良が多発するとともに、編み上げ機側の接触部の磨耗も激しくなり、頻繁に部品の交換が必要となるという問題もあった。 On the other hand, crossing does not occur in the spiral structure, but the passage route of the metal wire and fiber yarn is complicated. In particular, in the wire spiral, in order to maintain the spiral state by causing the metal wire to curl with a certain radius, And fiber yarn must be in strong contact with a metal roller. The contact resistance at this time was remarkably large, and the fiber yarns were broken or broken. In addition, even with metal wires, there has been a problem that surface plating is peeled off, fuzzed, or cut. For this reason, defects such as disorder of the spiral layer frequently occur, and wear of the contact portion on the knitting machine side becomes severe, and there is a problem that frequent replacement of parts is necessary.
そこで本発明の目的は、編組からなる補強層を有するホースを製造するにあたり、整列性に優れるとともに、乱れや毛羽立ち、めっきの剥離などの不良のない補強層が得られるホースの製造方法およびこれにより得られるホースを提供することにある。 Accordingly, an object of the present invention is to produce a hose having a reinforcing layer composed of a braid, and a method for manufacturing a hose that is excellent in alignment and can obtain a reinforcing layer free from defects such as turbulence, fluffing, and peeling of plating. The object is to provide the resulting hose.
上記課題を解決するために、本発明者らは鋭意検討した結果、下記構成とすることにより、金属ワイヤーや繊維糸からなる補強層の編組の整列性を向上しつつ、不良の発生を防止することが可能となることを見出して、本発明を完成するに至った。 In order to solve the above-mentioned problems, the present inventors have intensively studied and, as a result, the following configuration prevents the occurrence of defects while improving the alignment of the braid of the reinforcing layer made of metal wire or fiber yarn. As a result, the present invention has been completed.
即ち、本発明のホースの製造方法は、金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有するホースの製造方法において、前記金属ワイヤーまたは繊維糸に防錆油および/または潤滑油を付着させた後、前記編組を編み上げることを特徴とするものである。 That is, the hose manufacturing method of the present invention is a method of manufacturing a hose having at least a reinforcing layer made of a braided metal wire or fiber yarn, wherein rust preventive oil and / or lubricating oil is adhered to the metal wire or fiber yarn. Thereafter, the braid is knitted.
また、本発明のホースは、金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有し、上記本発明のホースの製造方法により製造されたことを特徴とするものである。 The hose of the present invention has at least a reinforcing layer made of a braid of metal wire or fiber yarn, and is manufactured by the above-described method for manufacturing a hose of the present invention.
本発明のホースの製造方法によれば、ホースの補強層の整列性を大幅に向上することができるとともに、補強層の乱れや金属ワイヤーまたは繊維糸の毛羽立ち、めっきの剥離などの不良の発生を効果的に防止することができ、また、編み上げ機の磨耗の問題についても大幅に改善することが可能である。従って、本発明によれば、整列性が良好であって不良のない補強層を有するホースを得ることができる。 According to the method of manufacturing a hose of the present invention, the alignment of the reinforcing layer of the hose can be greatly improved, and the occurrence of defects such as disorder of the reinforcing layer, fluffing of metal wires or fiber yarns, and peeling of the plating can be prevented. It can be effectively prevented and the problem of knitting machine wear can be greatly improved. Therefore, according to the present invention, it is possible to obtain a hose having a reinforcing layer with good alignment and no defects.
以下、本発明の好適な実施の形態について詳細に説明する。
本発明は、金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有するホースの製造方法の改良に係るものであり、編み上げ前の金属ワイヤーまたは繊維糸に防錆油および/または潤滑油を付着させる点に特徴を有する。
Hereinafter, preferred embodiments of the present invention will be described in detail.
The present invention relates to an improvement in a method for manufacturing a hose having at least a reinforcing layer made of braided metal wire or fiber yarn, and attaches rust preventive oil and / or lubricating oil to the metal wire or fiber yarn before knitting. Characterized by points.
補強層を構成する金属ワイヤーや繊維糸(以下、これらを総称して「補強材」ともいう)は、通常、所定の本数に合糸されて(以下、「リーリング」と称する)、編み上げ機にセットされる。リーリングされた補強材は、編み上げ機内の通過経路に通して編み上げられるが、この際の通過時における接触抵抗や補強材の交差による抵抗が著しく大きいために、補強材そのものの性能低下を招くおそれがあり、また、編組が著しく乱れる場合もある。 Metal wires and fiber yarns constituting the reinforcing layer (hereinafter collectively referred to as “reinforcing material”) are usually combined into a predetermined number (hereinafter referred to as “reeling”), and a knitting machine Set to The reeled reinforcing material is knitted through the passage in the knitting machine. However, the contact resistance at the time of passing and the resistance due to the intersection of the reinforcing material are remarkably large, which may cause the performance of the reinforcing material itself to deteriorate. There are also cases where the braiding is significantly disturbed.
そこで、本発明においては、これら補強材に対し、あらかじめ防錆油および/または潤滑油を付着させて防錆および/または潤滑処理を施しておくことで、その後の編組の編み上げ時における接触抵抗や、補強材同士の交差時における抵抗を著しく低減させることを可能としたものである。防錆油や潤滑油を塗布した補強材を用いることで、編み上げた編組を極めて良好に整列させることができ、かつ、補強層の乱れや毛羽立ちについては確実に解消することができる。また、編み上げ機における通過経路部品の磨耗も大幅に改善することができる。オイルの付着により潤滑性は劇的に向上するため接触抵抗も激減する。また、ワイヤーにおいては防錆効果も発揮される。 Therefore, in the present invention, the rust preventive oil and / or lubricating oil is attached to these reinforcing materials in advance to give a rust preventive and / or lubricating treatment, so that the contact resistance at the time of knitting of the subsequent braid can be reduced. This makes it possible to remarkably reduce the resistance at the time of crossing the reinforcing materials. By using a reinforcing material coated with rust-preventing oil or lubricating oil, the braided braid can be aligned very well, and disturbances and fluffing of the reinforcing layer can be reliably eliminated. In addition, wear of passage path components in the knitting machine can be greatly improved. Oil adhesion dramatically improves lubricity, so contact resistance is drastically reduced. Moreover, the rust prevention effect is also exhibited in the wire.
本発明において用いることのできる防錆油および潤滑油としては、鉱物油、剛性油その他、従来慣用されているオイルから適宜選択して用いることができ、常温で充分な流動性を有するものであれば特に制限されるものではないが、吸湿性のある合成油は避けた方が望ましく、ホースに使用するゴム材料と補強材との接着に影響がなく、かつ、使用するゴムの物性に悪影響を及ぼさないオイルを用いることが望ましい。具体的には例えば、八弘網油(株)製 ワイコートX2100(外観:流動状オイル、揮発性:なし、密度:0.92、引火点:150℃)などを用いることができる。 The rust preventive oil and lubricating oil that can be used in the present invention can be appropriately selected from mineral oils, rigid oils, and other conventionally used oils, and have sufficient fluidity at room temperature. Although there is no particular limitation, it is desirable to avoid hygroscopic synthetic oil, it does not affect the adhesion between the rubber material used for the hose and the reinforcing material, and adversely affects the physical properties of the rubber used. It is desirable to use less oil. Specifically, for example, WICOAT X2100 (appearance: fluid oil, volatility: none, density: 0.92, flash point: 150 ° C.) manufactured by Yahongo Oil Co., Ltd. can be used.
また、補強材に対し防錆油および/または潤滑油を付着させる量や方法についても特に制限はないが、付着量については、防錆および/または潤滑効果が得られる程度の適量とすることが好ましく、また、付着方法としては、具体的には例えば、補強材の防錆油および/または潤滑油へのディップ、補強材への防錆油および/または潤滑油の滴下やスプレー塗布、刷毛塗り等の手法を挙げることができる。 Further, there is no particular limitation on the amount and method of attaching the rust preventive oil and / or lubricating oil to the reinforcing material, but the adhering amount should be an appropriate amount that can provide the rust preventive and / or lubricating effect. Preferably, the adhesion method includes, for example, dip of the reinforcing material to rust preventive oil and / or lubricating oil, dripping of rust preventive oil and / or lubricating oil to the reinforcing material, spray coating, brush coating And the like.
本発明のホースは、金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有し、上記本発明の製造方法により製造されたものであればよく、それ以外のホース全体の層構造や材料等については、ホースの用途や目的とするホース性能に応じ、従来公知の材料等から適宜選択して用いることができ、特に制限されるものではない。例えば、補強材として用いる金属ワイヤーとしては、ステンレススチールを好適に用いることができ、繊維糸としては、ビニロン、ポリエステル(ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)等)、ポリアミド(ナイロン)、アラミド等の有機繊維糸などを挙げることができる。編組の構造としては、ブレード構造、スパイラル構造または網目状のニット構造などが挙げられる。また、ホースのゴム材料としては、例えば、ブチルゴム(IIR)、塩素化ブチルゴム(CIIR)、臭素化ブチルゴム(BIIR)、エチレンプロピレンゴム(EPDM)、アクリルゴム(ACM)、クロロプレンゴム(CR)、エチレンアクリルゴム(AEM)、ニトリルゴム(NBR)、水素化ニトリルゴム(HNBR)、スチレンブタジエンゴム(SBR)等が挙げられ、これらのうちのいずれか1種を単独で、または2種以上を混合して用いることができる。 The hose of the present invention has at least a reinforcing layer made of a braid of metal wire or fiber yarn, and may be manufactured by the above-described manufacturing method of the present invention. Can be appropriately selected from conventionally known materials according to the use of the hose and the desired hose performance, and is not particularly limited. For example, as the metal wire used as the reinforcing material, stainless steel can be suitably used, and as the fiber yarn, vinylon, polyester (polyethylene terephthalate (PET), polyethylene naphthalate (PEN), etc.), polyamide (nylon), Examples thereof include organic fiber yarns such as aramid. Examples of the braided structure include a blade structure, a spiral structure, and a mesh-like knit structure. Examples of rubber materials for hoses include butyl rubber (IIR), chlorinated butyl rubber (CIIR), brominated butyl rubber (BIIR), ethylene propylene rubber (EPDM), acrylic rubber (ACM), chloroprene rubber (CR), ethylene Acrylic rubber (AEM), nitrile rubber (NBR), hydrogenated nitrile rubber (HNBR), styrene butadiene rubber (SBR), etc. are mentioned. Any one of these may be used alone, or two or more may be mixed. Can be used.
以下、実施例により本発明を具体的に説明する。
(実施例)
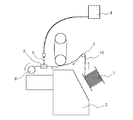
図1に示す、金属ワイヤー(または繊維糸)をリーリングするためのリーリングマシンにおいて、金属ワイヤー(または繊維糸)に防錆油および/または潤滑油(八弘網油(株)製、ワイコートX2100)を一定量にて滴下、付着させた。具体的には、大巻き(スプール)1から金属ワイヤー(または繊維糸)10を繰り出して、金属ローラ2等を介して通過経路を通過させながら、フェルト3上においてオイルタンク4から防錆油および/または潤滑油5を滴下させ、金属ワイヤー(または繊維糸)10に防錆油および/または潤滑油5を付着させた。なお、図中の符号6は金属ワイヤー(または繊維糸)10の巻き取り用のボビンを示し、符号7はボビン回転用のモーターを内蔵する装置本体を示す。
Hereinafter, the present invention will be described specifically by way of examples.
(Example)
In the reeling machine for reeling a metal wire (or fiber yarn) shown in FIG. 1, the metal wire (or fiber yarn) is rust-preventing oil and / or lubricating oil (manufactured by Yahongo Oil Co., Ltd., Wicoat) X2100) was dropped and adhered in a constant amount. Specifically, the metal wire (or fiber yarn) 10 is fed out from the large winding (spool) 1 and passed through the passage through the
その後、リーリングされた金属ワイヤー(または繊維糸)を用いてホース補強層の編組の編み上げを行ったところ、得られた編組は、防錆油および/または潤滑油を付着させなかった場合に比較して整列性に優れ、乱れや毛羽立ち、めっき剥離などの不良も見られなかった。 The braided hose reinforcement layer was then knitted using a reeled metal wire (or fiber yarn). The resulting braid was compared with the case where rust preventive oil and / or lubricating oil was not adhered. As a result, the alignment was excellent, and no defects such as turbulence, fluffing, and plating peeling were observed.
1 大巻き(スプール)
2 金属ローラ
3 フェルト
4 オイルタンク
5 防錆油および/または潤滑油
6 ボビン
7 装置本体
10 金属ワイヤー(または繊維糸)
1 Large roll (spool)
2
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005196732A JP4703293B2 (en) | 2005-07-05 | 2005-07-05 | Hose manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005196732A JP4703293B2 (en) | 2005-07-05 | 2005-07-05 | Hose manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007016331A true JP2007016331A (en) | 2007-01-25 |
| JP4703293B2 JP4703293B2 (en) | 2011-06-15 |
Family
ID=37753736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005196732A Expired - Fee Related JP4703293B2 (en) | 2005-07-05 | 2005-07-05 | Hose manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4703293B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111455552A (en) * | 2020-04-23 | 2020-07-28 | 浙江博菲电气股份有限公司 | Method and equipment for manufacturing bulked glass fiber rope |
| WO2025187180A1 (en) * | 2024-03-08 | 2025-09-12 | 株式会社ブリヂストン | Hose |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60227003A (en) * | 1984-04-25 | 1985-11-12 | Bridgestone Corp | High fidelity elastic shrinkable cylinder responsive to internal pressure |
| JP2005076761A (en) * | 2003-09-01 | 2005-03-24 | Bridgestone Corp | Hose with non-woven fabric layer |
-
2005
- 2005-07-05 JP JP2005196732A patent/JP4703293B2/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60227003A (en) * | 1984-04-25 | 1985-11-12 | Bridgestone Corp | High fidelity elastic shrinkable cylinder responsive to internal pressure |
| JP2005076761A (en) * | 2003-09-01 | 2005-03-24 | Bridgestone Corp | Hose with non-woven fabric layer |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111455552A (en) * | 2020-04-23 | 2020-07-28 | 浙江博菲电气股份有限公司 | Method and equipment for manufacturing bulked glass fiber rope |
| WO2025187180A1 (en) * | 2024-03-08 | 2025-09-12 | 株式会社ブリヂストン | Hose |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4703293B2 (en) | 2011-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4703293B2 (en) | Hose manufacturing method | |
| JP2008308808A (en) | Cord, production method thereof, and cord production apparatus | |
| JP2015512001A (en) | Multilayer wire strand | |
| JP3813360B2 (en) | Welding wire and manufacturing method thereof | |
| WO2012147851A1 (en) | Circular string knitting machine comprising latch flip prevention unit | |
| KR101226795B1 (en) | System and method for manufacturing and classifying wire | |
| EP3426830A2 (en) | Metallic sulfide coated travelers or spinning ring, methods of coating travelers or spinning ring and systems for use of metallic sulfide coated travelers or spinning ring | |
| EP1297902A2 (en) | Spray coating onto wires | |
| JPWO2020054673A1 (en) | Steel cord for reinforcing rubber articles | |
| JP2005076761A (en) | Hose with non-woven fabric layer | |
| JP2018119193A (en) | Steel wire for reinforcing rubber products, steel cord for reinforcing rubber products, and manufacturing method of steel wires for reinforcing rubber products | |
| JP7162459B2 (en) | Ring/traveler type of ring spinning machine | |
| JP2015203157A (en) | Metal filament for rubber commodity reinforcing cord and rubber commodity reinforcing cord | |
| KR200273853Y1 (en) | Welding filler metal wire feeding flexible dual inner cable for MIG welding machine | |
| JP2003320475A (en) | Wire for gas shielded arc welding | |
| JP6258758B2 (en) | Rubber article reinforcement cord | |
| JP2008279657A (en) | Pressure-resistant hose and method and device of manufacturing the same | |
| KR20210040580A (en) | Twisted prevention hose having a reinforced internal pressure | |
| JP2010076154A (en) | Method for producing reinforced rubber hose | |
| JP2006062641A (en) | Annular concentrically twisted bead cord | |
| JP6851014B2 (en) | Wire rope | |
| CN1092547C (en) | Steel wire manufacturing method with lubricating thin layer film and drawing die thereof | |
| JP2015196936A (en) | Steel cord for rubber commodity reinforcement | |
| JP2003183988A (en) | Method for oiling onto wire | |
| JP7090595B2 (en) | Hose strips and hoses |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080609 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101224 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110308 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4703293 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |