JP2007016331A - ホースの製造方法 - Google Patents
ホースの製造方法 Download PDFInfo
- Publication number
- JP2007016331A JP2007016331A JP2005196732A JP2005196732A JP2007016331A JP 2007016331 A JP2007016331 A JP 2007016331A JP 2005196732 A JP2005196732 A JP 2005196732A JP 2005196732 A JP2005196732 A JP 2005196732A JP 2007016331 A JP2007016331 A JP 2007016331A
- Authority
- JP
- Japan
- Prior art keywords
- oil
- hose
- metal wire
- fiber yarn
- rust preventive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 23
- 239000000835 fiber Substances 0.000 claims abstract description 41
- 239000003921 oil Substances 0.000 claims abstract description 34
- 239000010687 lubricating oil Substances 0.000 claims abstract description 22
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 20
- 238000000034 method Methods 0.000 claims abstract description 13
- 239000002480 mineral oil Substances 0.000 claims abstract description 3
- 235000010446 mineral oil Nutrition 0.000 claims abstract 2
- 239000002184 metal Substances 0.000 claims description 41
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 claims description 20
- 230000003449 preventive effect Effects 0.000 claims description 19
- 239000000314 lubricant Substances 0.000 claims 3
- 230000001680 brushing effect Effects 0.000 claims 1
- 238000007598 dipping method Methods 0.000 claims 1
- 239000007921 spray Substances 0.000 claims 1
- 238000009940 knitting Methods 0.000 abstract description 11
- 230000007547 defect Effects 0.000 abstract description 7
- 238000007747 plating Methods 0.000 abstract description 6
- 239000011248 coating agent Substances 0.000 abstract description 2
- 238000000576 coating method Methods 0.000 abstract description 2
- 239000012779 reinforcing material Substances 0.000 description 12
- 229920001971 elastomer Polymers 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- 229920000459 Nitrile rubber Polymers 0.000 description 3
- 238000009954 braiding Methods 0.000 description 2
- 229920005557 bromobutyl Polymers 0.000 description 2
- 229920005549 butyl rubber Polymers 0.000 description 2
- 229920005556 chlorobutyl Polymers 0.000 description 2
- 230000001050 lubricating effect Effects 0.000 description 2
- 229920001084 poly(chloroprene) Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 229920002978 Vinylon Polymers 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920006229 ethylene acrylic elastomer Polymers 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000010913 used oil Substances 0.000 description 1
Images
Landscapes
- Rigid Pipes And Flexible Pipes (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
Abstract
【解決手段】 金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有するホースの製造方法である。金属ワイヤーまたは繊維糸10に防錆油および/または潤滑油5を付着させた後、編組を編み上げる。防錆油および/または潤滑油としては、例えば、鉱物油を用いることができる。金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有し、上記ホースの製造方法により製造されたホースである。
【選択図】 図1
Description
本発明は、金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有するホースの製造方法の改良に係るものであり、編み上げ前の金属ワイヤーまたは繊維糸に防錆油および/または潤滑油を付着させる点に特徴を有する。
(実施例)
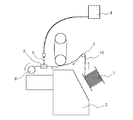
図1に示す、金属ワイヤー(または繊維糸)をリーリングするためのリーリングマシンにおいて、金属ワイヤー(または繊維糸)に防錆油および/または潤滑油(八弘網油(株)製、ワイコートX2100)を一定量にて滴下、付着させた。具体的には、大巻き(スプール)1から金属ワイヤー(または繊維糸)10を繰り出して、金属ローラ2等を介して通過経路を通過させながら、フェルト3上においてオイルタンク4から防錆油および/または潤滑油5を滴下させ、金属ワイヤー(または繊維糸)10に防錆油および/または潤滑油5を付着させた。なお、図中の符号6は金属ワイヤー(または繊維糸)10の巻き取り用のボビンを示し、符号7はボビン回転用のモーターを内蔵する装置本体を示す。
2 金属ローラ
3 フェルト
4 オイルタンク
5 防錆油および/または潤滑油
6 ボビン
7 装置本体
10 金属ワイヤー(または繊維糸)
Claims (8)
- 金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有するホースの製造方法において、前記金属ワイヤーまたは繊維糸に防錆油および/または潤滑油を付着させた後、前記編組を編み上げることを特徴とするホースの製造方法。
- 前記防錆油および/または潤滑油として、鉱物油を用いる請求項1記載のホースの製造方法。
- 前記金属ワイヤーまたは繊維糸への防錆油および/または潤滑油の付着を、該金属ワイヤーまたは繊維糸への防錆油および/または潤滑油の滴下により行う請求項1または2記載のホースの製造方法。
- 前記金属ワイヤーまたは繊維糸への防錆油および/または潤滑油の付着を、該金属ワイヤーまたは繊維糸の防錆油および/または潤滑油へのディップにより行う請求項1または2記載のホースの製造方法。
- 前記金属ワイヤーまたは繊維糸への防錆油および/または潤滑油の付着を、該金属ワイヤーまたは繊維糸への防錆油および/または潤滑油のスプレー塗布により行う請求項1または2記載のホースの製造方法。
- 前記金属ワイヤーまたは繊維糸への防錆油および/または潤滑油の付着を、該金属ワイヤーまたは繊維糸への防錆油および/または潤滑油の刷毛塗りにより行う請求項1または2記載のホースの製造方法。
- 金属ワイヤーまたは繊維糸の編組からなる補強層を少なくとも有し、請求項1〜6のうちいずれか一項記載のホースの製造方法により製造されたことを特徴とするホース。
- 前記編組がブレード構造、スパイラル構造または網目状のニット構造からなる請求項7記載のホース。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005196732A JP4703293B2 (ja) | 2005-07-05 | 2005-07-05 | ホースの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005196732A JP4703293B2 (ja) | 2005-07-05 | 2005-07-05 | ホースの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007016331A true JP2007016331A (ja) | 2007-01-25 |
| JP4703293B2 JP4703293B2 (ja) | 2011-06-15 |
Family
ID=37753736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005196732A Expired - Fee Related JP4703293B2 (ja) | 2005-07-05 | 2005-07-05 | ホースの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4703293B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111455552A (zh) * | 2020-04-23 | 2020-07-28 | 浙江博菲电气股份有限公司 | 膨体玻纤绳的制作方法以及生产设备 |
| WO2025187180A1 (ja) * | 2024-03-08 | 2025-09-12 | 株式会社ブリヂストン | ホース |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60227003A (ja) * | 1984-04-25 | 1985-11-12 | Bridgestone Corp | 高忠実性の内圧応動弾性収縮筒 |
| JP2005076761A (ja) * | 2003-09-01 | 2005-03-24 | Bridgestone Corp | 不織布層入りホース |
-
2005
- 2005-07-05 JP JP2005196732A patent/JP4703293B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60227003A (ja) * | 1984-04-25 | 1985-11-12 | Bridgestone Corp | 高忠実性の内圧応動弾性収縮筒 |
| JP2005076761A (ja) * | 2003-09-01 | 2005-03-24 | Bridgestone Corp | 不織布層入りホース |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111455552A (zh) * | 2020-04-23 | 2020-07-28 | 浙江博菲电气股份有限公司 | 膨体玻纤绳的制作方法以及生产设备 |
| WO2025187180A1 (ja) * | 2024-03-08 | 2025-09-12 | 株式会社ブリヂストン | ホース |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4703293B2 (ja) | 2011-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4703293B2 (ja) | ホースの製造方法 | |
| JP2015512001A (ja) | 多層ワイヤストランド | |
| JP3813360B2 (ja) | 溶接用ワイヤおよびその製造方法 | |
| US20170260656A1 (en) | Metallic sulfide coated travelers, methods of coating travelers, and systems for use of metallic sulfide coated travelers | |
| WO2012147851A1 (ja) | ラッチ跳ね上げ防止機構を備えた紐状物の丸編機 | |
| KR101226795B1 (ko) | 와이어를 제조하고 분류하기 위한 시스템 및 방법 | |
| EP1297902A2 (en) | Spray coating onto wires | |
| JPWO2020054673A1 (ja) | ゴム物品補強用スチールコード | |
| JP2005076761A (ja) | 不織布層入りホース | |
| JP2018119193A (ja) | ゴム製品補強用鋼線、ゴム製品補強用スチールコード及びゴム製品補強用鋼線の製造方法 | |
| JP7162459B2 (ja) | リング式紡機のリング/トラベラ系 | |
| JP2015203157A (ja) | ゴム物品補強コード用金属フィラメントおよびゴム物品補強コード | |
| KR200273853Y1 (ko) | Mig 용접기의 용접선 공급용 이중 내부 유도관 | |
| JP2003320475A (ja) | ガスシールドアーク溶接用ワイヤ | |
| JP6258758B2 (ja) | ゴム物品補強コード | |
| JP2008279657A (ja) | 耐圧ホースおよびその製造方法、製造装置 | |
| KR20210040580A (ko) | 내압력이 보강된 꼬임방지 호스 | |
| JP2010076154A (ja) | 補強ゴムホースの製造方法 | |
| JP2006062641A (ja) | 環状同芯撚りビードコード | |
| JP6851014B2 (ja) | ワイヤロープ | |
| JP2009243592A (ja) | マーキング付きホース | |
| JP2015196936A (ja) | ゴム物品補強用スチールコード | |
| JP7090595B2 (ja) | ホース用帯状布帛及びホース | |
| JPH08246364A (ja) | マークロープ | |
| JP2011001647A (ja) | スチールコードの製造方法およびそれに用いる撚線機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080609 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101224 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110308 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4703293 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |