JP2007100222A - 加工用原紙 - Google Patents
加工用原紙 Download PDFInfo
- Publication number
- JP2007100222A JP2007100222A JP2005287425A JP2005287425A JP2007100222A JP 2007100222 A JP2007100222 A JP 2007100222A JP 2005287425 A JP2005287425 A JP 2005287425A JP 2005287425 A JP2005287425 A JP 2005287425A JP 2007100222 A JP2007100222 A JP 2007100222A
- Authority
- JP
- Japan
- Prior art keywords
- base paper
- paper
- coating layer
- pigment
- pigment coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000012545 processing Methods 0.000 title claims abstract description 74
- 239000000049 pigment Substances 0.000 claims abstract description 177
- -1 alkyl ketene dimer Chemical compound 0.000 claims abstract description 32
- 239000011230 binding agent Substances 0.000 claims abstract description 32
- 229920003002 synthetic resin Polymers 0.000 claims abstract description 27
- 239000000057 synthetic resin Substances 0.000 claims abstract description 27
- 239000007787 solid Substances 0.000 claims abstract description 23
- 229920001131 Pulp (paper) Polymers 0.000 claims abstract description 10
- 239000011247 coating layer Substances 0.000 claims description 132
- 239000011248 coating agent Substances 0.000 claims description 29
- 238000000576 coating method Methods 0.000 claims description 29
- 238000002156 mixing Methods 0.000 claims description 13
- 239000000463 material Substances 0.000 claims description 2
- 229920005989 resin Polymers 0.000 abstract description 60
- 239000011347 resin Substances 0.000 abstract description 60
- 239000002994 raw material Substances 0.000 abstract description 8
- 239000000123 paper Substances 0.000 description 282
- 239000010410 layer Substances 0.000 description 52
- 238000011156 evaluation Methods 0.000 description 22
- 239000002655 kraft paper Substances 0.000 description 18
- 238000007646 gravure printing Methods 0.000 description 16
- 238000003475 lamination Methods 0.000 description 15
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 12
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 12
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 12
- 239000005995 Aluminium silicate Substances 0.000 description 11
- 235000012211 aluminium silicate Nutrition 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 11
- 238000005336 cracking Methods 0.000 description 9
- 239000011121 hardwood Substances 0.000 description 9
- 239000000654 additive Substances 0.000 description 7
- 230000000996 additive effect Effects 0.000 description 7
- 239000000203 mixture Substances 0.000 description 7
- 238000004513 sizing Methods 0.000 description 7
- 239000011122 softwood Substances 0.000 description 7
- 229910000019 calcium carbonate Inorganic materials 0.000 description 6
- 238000000034 method Methods 0.000 description 5
- 229920002401 polyacrylamide Polymers 0.000 description 5
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 239000000835 fiber Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229920002472 Starch Polymers 0.000 description 2
- 229920006243 acrylic copolymer Polymers 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 238000010009 beating Methods 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 238000003490 calendering Methods 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000008107 starch Substances 0.000 description 2
- 235000019698 starch Nutrition 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 239000000454 talc Substances 0.000 description 2
- 229910052623 talc Inorganic materials 0.000 description 2
- 239000004408 titanium dioxide Substances 0.000 description 2
- RSWGJHLUYNHPMX-UHFFFAOYSA-N 1,4a-dimethyl-7-propan-2-yl-2,3,4,4b,5,6,10,10a-octahydrophenanthrene-1-carboxylic acid Chemical compound C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 240000000797 Hibiscus cannabinus Species 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 244000082204 Phyllostachys viridis Species 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-N Sulfurous acid Chemical compound OS(O)=O LSNNMFCWUKXFEE-UHFFFAOYSA-N 0.000 description 1
- 230000002421 anti-septic effect Effects 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 230000003796 beauty Effects 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 239000005018 casein Substances 0.000 description 1
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 description 1
- 235000021240 caseins Nutrition 0.000 description 1
- 229920006319 cationized starch Polymers 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 235000020965 cold beverage Nutrition 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 230000003811 curling process Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- KPUWHANPEXNPJT-UHFFFAOYSA-N disiloxane Chemical class [SiH3]O[SiH3] KPUWHANPEXNPJT-UHFFFAOYSA-N 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000003623 enhancer Substances 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000012860 organic pigment Substances 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 239000013054 paper strength agent Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000000045 pyrolysis gas chromatography Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 239000013053 water resistant agent Substances 0.000 description 1
- 239000003232 water-soluble binding agent Substances 0.000 description 1
Landscapes
- Paper (AREA)
Abstract
【課題】トップカール加工時に顔料塗工層の座屈による樹脂ラミネート層の剥離の発生が少なく、かつグラビア印刷適性に優れた加工用原紙を提供する。
【解決手段】木材パルプを主体とする基紙の少なくとも片面に、顔料と合成樹脂バインダーを含有する顔料塗工層を設けた加工用原紙であって、前記基紙のパルプ原料のカナダ標準濾水度を300ml以上500ml以下とし、前記基紙に含まれるアルキルケテンダイマーの固形分率を0.2重量%以上0.8重量%以下とし、前記基紙のインターナルボンドを70N/m以上120N/m以下とし、顔料塗工層の顔料/合成樹脂バインダーの固形分重量比を100/15以上100/30以下とし、顔料塗工層の合成樹脂バインダーのゲル分率を80%以上とした。
【解決手段】木材パルプを主体とする基紙の少なくとも片面に、顔料と合成樹脂バインダーを含有する顔料塗工層を設けた加工用原紙であって、前記基紙のパルプ原料のカナダ標準濾水度を300ml以上500ml以下とし、前記基紙に含まれるアルキルケテンダイマーの固形分率を0.2重量%以上0.8重量%以下とし、前記基紙のインターナルボンドを70N/m以上120N/m以下とし、顔料塗工層の顔料/合成樹脂バインダーの固形分重量比を100/15以上100/30以下とし、顔料塗工層の合成樹脂バインダーのゲル分率を80%以上とした。
Description
本発明は、グラビア印刷適性に優れた加工用原紙に関し、特に紙カップにおけるトップカール加工時に割れが発生せず、顔料塗工層及び樹脂ラミネート層の剥離が発生しないトップカール適性に優れた加工用原紙に関する。
基紙の少なくとも片面に顔料塗工層を設けた加工用原紙として、たとえば紙カップ用原紙があるが、この紙カップ用原紙は、紙カップの上端の円周部を顔料塗工層を内側にしてカップ外側に巻き込むトップカール加工をする際に、大きな引張応力が加えられて引き伸ばされるので、このような引張応力が加えられても割れが生じない程度の強度(紙力という)が要求される。大きな引張応力が加えられても割れが生じない程度の強度を有しトップカール適性に優れる紙カップ用原紙を得る方法としては、横方向の破断に至るまでの伸びを大きくするために、針葉樹材の晒クラフトパルプの高配合、高濃度叩解を行った広葉樹の晒クラフトパルプの配合、低濾水度での原紙の抄造を行うことが知られている(例えば、特許文献1参照)。
第2626949号公報
しかしながら、原紙の伸びを大きくするために、針葉樹材の晒クラフトパルプの高配合、高濃度叩解を行った広葉樹の晒クラフトパルプの配合、低濾水度での原紙の抄造を行うと、層間強度が高くなり過ぎるために、トップカール加工時に紙カップ用原紙の層間にズレが発生しにくくなる。このように紙カップ用原紙の層間にズレが発生しないと、トップカール加工時に紙カップ用原紙の顔料塗工層にかかる圧縮応力が、層間のズレによって緩和されず、過度の圧縮応力が顔料塗工層に加わってこの顔料塗工層に座屈が発生することにより、顔料塗工層の上の樹脂ラミネート層の剥離が発生しやすくなる。樹脂ラミネート層の剥離が発生すると、製造した紙カップに冷たい飲料を入れ結露が発生した場合に、トップカール加工が施された紙カップ用原紙の端面の樹脂ラミネート層と基紙との剥離した隙間から結露による水滴が浸入して基紙に吸収されるため、基紙が水分を吸収して膨らんで外観を損ない、好ましくない。
樹脂ラミネート層の剥離を抑えるために顔料塗工層のバインダーを増やすことも考えられるが、顔料塗工層の柔軟性(クッション性)、及び平滑性が失われるためにグラビア印刷適性が劣ることとなる。
本発明の目的とするところは、トップカール加工時に顔料塗工層の座屈による樹脂ラミネート層の剥離の発生が少なく、かつグラビア印刷適性に優れた加工用原紙を提供することにある。
上記の目的を達成するために請求項1に記載の発明は、木材パルプを主体とする基紙の少なくとも片面に、顔料と合成樹脂バインダーを含有する顔料塗工層を設けた加工用原紙であって、下記の下記のA)〜E)の要件を満たすことを特徴とする。
A)基紙のパルプ原料のカナダ標準濾水度が300ml以上500ml以下である。
B)基紙に含まれるアルキルケテンダイマーの固形分率が0.2重量%以上0.8重量%以下である。
C)基紙のインターナルボンドが70N/m以上120N/m以下である。
D)顔料塗工層の顔料/合成樹脂バインダーの固形分重量比が100/15以上100/30以下である。
E)顔料塗工層の合成樹脂バインダーのゲル分率が80%以上である。
A)基紙のパルプ原料のカナダ標準濾水度が300ml以上500ml以下である。
B)基紙に含まれるアルキルケテンダイマーの固形分率が0.2重量%以上0.8重量%以下である。
C)基紙のインターナルボンドが70N/m以上120N/m以下である。
D)顔料塗工層の顔料/合成樹脂バインダーの固形分重量比が100/15以上100/30以下である。
E)顔料塗工層の合成樹脂バインダーのゲル分率が80%以上である。
このような請求項1に記載の発明では、基紙のパルプ原料のカナダ標準濾水度を300ml以上500ml以下とすることにより、インターナルボンドの値が70N/m以上120N/m以下になり、かつ加工用原紙として必要な厚さ及び剛度が得られる。
また、基紙に含まれるアルキルケテンダイマーの固形分率を0.2重量%以上とすることにより、サイズプレス、ゲートロールコーター、プレメタリングサイズプレス等により紙力向上剤、表面サイズ剤等を塗工した場合でも、それらの薬品が前記基紙の内部まで染み込まないため、インターナルボンドの値が適切な範囲になる。また、基紙に含まれるアルキルケテンダイマーの固形分率を0.8重量%以下とすることにより、基紙に水分が浸み込み難くなることはないので、サイズプレス、ゲートロールコーター、プレメタリングサイズプレスの際に紙力向上剤が原紙に付着し易く、加工用原紙として必要な紙力が得られ、これによってトップカール加工時に加わる横方向の引張応力によって割れが発生し難い上に、必要以上にサイズ度が高くなることもなく、経済的である。
また、前記顔料塗工層を設けた前記基紙の繊維間結合強度の指標であるインターナルボンドの値を70N/m以上とすることにより、繊維間結合強度を十分なものとすることができ、紙カップ用原紙としての加工用原紙に必要な紙力が得られ、トップシール加工時に加わる引張応力によって割れが発生し難い。また、インターナルボンドの値を120N/m以下とすることにより、紙カップ用原紙としての加工用原紙のトップカール加工を行う時に、加工用原紙の層間に縦方向の僅かなズレが発生して、前記顔料塗工層に加わる縦方向の圧縮応力が緩和されるので、前記顔料塗工層の座屈が起きにくく、この顔料塗工層が脱落することによる顔料塗工層とその上の樹脂ラミネート層の剥離の発生が抑えられる。
また、前記顔料塗工層の顔料/合成樹脂バインダーの固形分重量比を100/15以上とすることにより、前記顔料塗工層の強度が十分なものになり、トップカール加工時に前記顔料塗工層に加わる圧縮応力に耐えることができ、前記顔料塗工層の座屈が発生しにくくなるとともに、前記顔料塗工層と前記基紙との十分な接着力が得られるので、前記基紙と前記顔料塗工層の界面に剥離が発生しにくく、前記顔料塗工層の脱落による前記顔料塗工層と樹脂ラミネート層の剥離の発生が抑えられる。また、前記顔料塗工層の顔料/合成バインダーの固形分重量比を100/30以下とすることにより、前記顔料塗工層の柔軟性(クッション性)、及び平滑性が良好で、優れたグラビア印刷適性が得られる。
さらに、顔料塗工層の合成樹脂バインダーのゲル分率を80%以上とすることにより、同一バインダー量であっても接着強度が高くなり、トップカール加工時に前記顔料塗工層の座屈が発生しにくい。
請求項2に記載の発明は、請求項1に記載の前記顔料塗工層の塗工量が10g/m2以上20g/m2以下であることを特徴とする。
このような請求項2に記載の発明では、前記顔料塗工層の塗工量を10g/m2以上とすることにより、前記基紙の被覆性が十分なものになり、要求されるグラビア印刷適性が確実に得られる。また、前記顔料塗工層の塗工量を20g/m2以下とすることにより、前記顔料塗工層が厚すぎることはなく、トップカール加工時に前記顔料塗工層が内側になるようにカール処理を施したときに、内側のカールの半径が前記顔料塗工層の厚みによって小さくなってしまうことはないので、前記顔料塗工層に加わる圧縮応力が大きくなることはない。したがって、前記顔料塗工層の座屈は起きにくく、樹脂ラミネート層の剥離の発生を確実に抑えることができる。
請求項3に記載の発明は、請求項1又は2に記載の前記顔料塗工層は、顔料成分において平滑性顔料の配合割合が70重量%以上であることを特徴とする。
このような請求項3に記載の発明では、前記顔料塗工層に使用する顔料として、顔料成分において平滑性顔料の配合割合を70重量%以上とすることにより、前記基紙と前記顔料塗工層の接着性および顔料塗工層内部の強度が十分なものになり、トップカール加工時に前記顔料塗工層の座屈による樹脂ラミネート層の剥離が発生しにくくなる上に、良好なグラビア印刷適性が得られる。
本発明によれば、トップカール加工時に塗工層の座屈による樹脂ラミネート層の剥離の発生が少なく、かつグラビア印刷適性に優れた加工用原紙を得ることができる。
以下、本発明に係る加工用原紙を実施するための最良の形態について詳細に説明する。 本発明に係る加工用原紙は、たとえば紙カップ用原紙として用いられるものであり、木材パルプを主体とする基紙の少なくとも片面に、顔料と合成樹脂バインダーを含有する顔料塗工層が設けられている。
前記基紙に使用される木材パルプとしては、針葉樹クラフトパルプ、広葉樹クラフトパルプ、サルファイトパルプ等の化学パルプ、サーモメカニカルパルプ、グラウンドパルプ等の機械パルプを適宜混合し、使用することができる。また、必要に応じて、ケナフ、麻、竹等の非木材パルプ、あるいはポリエチレン繊維等のセルロース繊維以外の繊維材料を上記木材パルプに加えて配合することも可能である。なお、本発明の加工用原紙を紙カップ用原紙として使用する場合、必要な強度を得るためには、針葉樹クラフトパルプを5重量%以上配合することが好ましい。
前記基紙に使用されるパルプ原料のカナダ標準濾水度は、300ml以上500ml以下であることが必要である。このようにパルプ原料のカナダ標準濾水度を、300ml以上500ml以下とすることにより、インターナルボンドの値が70N/m以上120N/m以下となり、かつ紙カップ用原紙としての加工用原紙に必要な厚さ、及び剛度を得ることができる。この場合のカナダ標準濾水度とは、叩解後の針葉樹クラフトパルプ、広葉樹クラフトパルプ等を抄紙で使用する際の割合に混合したもののカナダ標準濾水度のことである。
本発明において、前記基紙に含まれるアルキルケテンダイマーの固形分率は、0.2重量%以上0.8重量%以下であることが必要である。前記基紙に含まれるアルキルケテンダイマーの固形分率を0.2重量%以上とすることにより、サイズプレス、ゲートロールコーター、プレメタリングサイズプレス等により紙力向上剤、表面サイズ剤等を塗工した場合でも、それらの薬品が前記基紙の内部まで染み込まないため、インターナルボンドの値を適切な範囲にすることができる。一方、前記基紙に含まれるアルキルケテンダイマーの固形分率が0.8重量%を超えた場合、原紙に水分が浸み込み難くなるので、サイズプレス、ゲートロールコーター、プレメタリングサイズプレスの際に紙力向上剤が原紙に付着し難くなり、紙カップ用原紙としての加工用原紙に必要な紙力が得られず、トップカール加工時に加わる横方向の引張応力のため、割れが発生し易くなるため好ましくない上に、必要以上にサイズ度が高くなり、不経済である。
また、前記基紙中に填料としてタルク、カオリン、クレー、重質炭酸カルシウム、軽質炭酸カルシウム、二酸化チタンを含有させてもよい。ただし、填料の含有量が多くなると、紙力が低下するので好ましくない。前記基紙中に含まれる填料の含有量は5重量%以下が好ましい。さらに、紙力増強剤、消泡剤、着色剤などの一般的な薬品類を適宜含有させることができる。
また、前記基紙は、サイズプレス、ゲートロールコーター、プレメタリングサイズプレス、カレンダーを用い、澱粉、ポリビニルアルコール、ポリアクリルアミド、所謂表面サイズ剤(スチレン・アクリル系樹脂、スチレン・マレイン酸系樹脂、スチレン・メタクリル酸系樹脂、オレフィン系樹脂、エステル系樹脂等)等により、表面サイズを行ったものであってもよい。
前記顔料塗工層が設けられた前記基紙の繊維間結合強度の指標であるインターナルボンドの値は、70N/m以上120N/m以下であることが必要である。このように前記基紙のインターナルボンドの値を70N/m以上120N/m以下とすることにより、トップカール加工時に加工用原紙の層間に縦方向の僅かなズレが発生し、これによって前記顔料塗工層に加わる縦方向の圧縮応力が緩和されて前記顔料塗工層の座屈が防止され、顔料塗工層の脱落によって顔料塗工層とその上に設けられた樹脂ラミネート層の剥離が生じることを抑えることができる。ここでいう、インターナルボンドとは、繊維同士の結合強度であり、紙層厚さ方向の剥離強度に関係すると考えられる。インターナルボンドの値が70N/m未満の場合、トップカール加工時に加工用原紙の層間にズレが発生しやすく、顔料塗工層の座屈は起こり難いが、繊維間結合強度が十分でなく、紙カップ用原紙としての加工用原紙に必要な紙力が得られず、トップカール加工時に加わる横方向の引張応力のため、割れが発生し易くなる。インターナルボンドの値が120N/mを超えた場合、トップカール加工時に加工用原紙の層間の縦方向のズレが殆ど発生しないため、前記顔料塗工層に縦方向の圧縮応力が集中しやすく、前記顔料塗工層の座屈が起こり易くなり、顔料塗工層の脱落による顔料塗工層と樹脂ラミネート層の剥離が発生し易くなる。
前記基紙の少なくとも片面に、少なくとも顔料と合成樹脂バインダーから成る前記顔料塗工層を設けることにより、グラビア印刷において美麗性、鮮明性を付与し、商品価値を高めることができる。
本発明において、前記顔料塗工層は、顔料/合成樹脂バインダーの固形分重量比が100/15以上100/30以下であることが必須である。顔料/合成樹脂バインダーの固形分重量比が100/15未満であると、前記顔料塗工層の強度が低いために、トップカール加工時に前記顔料塗工層に加わる圧縮応力に耐えられず、前記顔料塗工層の座屈が発生しやすくなる。また、前記顔料塗工層と前記基紙の接着力も低いために、前記顔料塗工層が座屈する際に前記基紙と前記顔料塗工層の界面に剥離が発生し、前記顔料塗工層の脱落による樹脂ラミネート層の剥離が発生し易くなる。一方、顔料/合成樹脂バインダーの固形分重量比が100/30より高いと、前記顔料塗工層の強度は十分であるが、前記顔料塗工層の柔軟性(クッション性)、及び平滑性が失われるためにグラビア印刷適性が劣ることとなる。
前記顔料塗工層に使用する合成樹脂バインダーのゲル分率は80%以上であることが必要である。ゲル分率は樹脂の架橋密度の尺度と考えられるが、80%以上であると同一バインダー量であっても接着強度が高くなり、トップカール加工時に顔料塗工層の座屈が発生しにくい。合成樹脂としては、ゲル分率80%以上であれば特に限定しないが、スチレン・ブタジエン系共重合体が好ましい。それ以外に、スチレン・アクリロニトリル系共重合体、スチレン・アクリル系共重合体、アクリル酸エステル共重合体、アクリル系共重合体、エチレン・酢酸ビニル共重合体、酢酸ビニル系共重合体等の水系エマルジョンを単独またはそれらの中から2種類以上混合しての使用が可能である。
また、合成樹脂以外のバインダーとして、澱粉、ポリビニルアルコール、カゼインといった水溶性バインダーを少量使用しても良いが、前記顔料塗工層の柔軟性(クッション性)および平滑性が低下してグラビア印刷適性の低下につながるので、多量に使用するのは好ましくない。
前記顔料塗工層の塗工量は10g/m2以上20g/m2以下であることが好ましい。前記顔料塗工層の塗工量が10g/m2未満であると、前記顔料塗工層が薄く、前記基紙の被覆性が十分でないので、要求されるグラビア印刷適性が得られなくなるおそれがある。前記顔料塗工層の塗工量が20g/m2を超えると、前記顔料塗工層が厚くなるため、トップカール加工時に前記顔料塗工層が内側になるようにカール処理を施すと、前記顔料塗工層の厚さの分だけ内側のカールの半径が小さくなり、これによって前記顔料塗工層に加わる圧縮応力が大きくなるので、前記顔料塗工層の座屈が起こりやすく、樹脂ラミネート層の剥離が発生し易くなる。
前記顔料塗工層に使用する顔料としては、顔料成分において平滑性顔料の配合割合が70重量%以上であることが好ましい。平滑性顔料の配合割合が70重量%未満である場合には、前記基紙と前記顔料塗工層の接着性および前記顔料塗工層内部の強度が低く、トップカール加工時に前記顔料塗工層の座屈による樹脂ラミネート層の剥離が発生しやすい上に、良好なグラビア印刷適性を得ることができない。
ここで平滑性顔料とは、顔料の形状が扁平で、アスペクト比が4以上である顔料を指す。代表的なものとしてはカオリンや雲母を例示することができる。さらにカオリンとしては、通常のカオリンの他に、微粒カオリン、デラミネーティッドカオリン、エンジニアードカオリン等を用いることができる。なお、本発明においては、平滑性顔料の粒径について特に制限はなく、必要に応じて、種々の粒径の顔料を使用することができる。
平滑性顔料以外の顔料についても、特に制限なく使用することができる。すなわち、塗工紙の塗工層に含有される顔料として従来から用いられている各種顔料、例えば重質炭酸カルシウム、軽質炭酸カルシウム、タルク、二酸化チタン、硫酸バリウム、硫酸カルシウム、珪酸、珪酸塩、コロイダルシリカ、サチンホワイト等の無機顔料、プラスチックピグメント、バインダーピグメント等の有機顔料を、単独または2種以上混合して使用することができる。
なお、前記顔料塗工層を設けるための塗工液中には必要に応じて分散剤、耐水化剤、潤滑剤、消泡剤、防腐剤、染料等を適宜添加しても良い。
上記のように構成される加工用原紙を紙カップ用原紙として用いる場合、その坪量は、その用途上紙力と剛度が必要であるので、150g/m2以上であることが好ましい。一方、坪量が大きすぎると、トップカール加工時に前記顔料塗工層が内側になるようにカール処理を施すと、前記基紙の厚さの分だけ内側のカールの半径が小さくなるため、前記顔料塗工層に加わる圧縮応力が大きくなり、前記顔料塗工層の座屈が起こりやすく、前記顔料塗工層の脱落による紙粉が発生し易くなるため、400g/m2以下の坪量であることが好ましい。
本発明においては、前記基紙に顔料塗工層を設けた後、顔料塗工層の表面を平滑化するため、カレンダー処理を行ってもよい。ただし、前記顔料塗工層がカレンダー処理を行わなくても十分な平滑性を有し、良好なグラビア印刷適性が得られる場合には、カレンダー処理を行う必要はない。
なお、本発明の加工用原紙の基紙の製造方法は特に限定されるものではないが、一般に抄紙するときに使用する長網抄紙機、ツインワイヤー抄紙機、多層抄紙機等の抄紙機が適宜使用可能である。また、前記顔料塗工層の塗工については抄紙機の中間工程に塗工機で塗工するか、あるいは抄紙機で抄造した基紙を後加工の塗工機で塗工してもよい。塗工機としてはツーロール、フイルムトランスファー式のサイズプレス、キャレンダーサイズプレス、ゲートロールコーター、エアナイフコーター、ダイコーター、ブレードコーター、バーコーター、ビルブレードコーター、ショートドエルブレードコーター等公知の塗工機が適宜用いられる。
本発明に係る加工用原紙は、紙カップ用原紙、紙皿用原紙に好適に使用される他、他の食品用、産業用の包材、紙器への応用展開も可能である。
以下、実施例により本発明を具体的に説明するが、本発明はこれらによって限定されるものではない。なお、実施例および比較例の加工用原紙は、紙カップ用原紙である。実施例および比較例で用いたインターナルボンド、紙中アルキルケテンダイマー含有量、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離、トップカール加工時の横方向の割れ、グラビア印刷適性については以下の方法で評価した。
<インターナルボンド>
紙試料(基紙)をMD方向に250mm、CD方向に15mmとなるようにカットし、MD方向の端部を厚さ方向に2層に剥離し、剥離した2層の先端部を引張強度試験機(テンシロンメーター)の上下のチャックに固定し、上方向に100mm/分の速度で引っ張ったときの重さを測定値とした(kgf/15mm)。測定値をN/mに換算した値をインターナルボンドとした。
紙試料(基紙)をMD方向に250mm、CD方向に15mmとなるようにカットし、MD方向の端部を厚さ方向に2層に剥離し、剥離した2層の先端部を引張強度試験機(テンシロンメーター)の上下のチャックに固定し、上方向に100mm/分の速度で引っ張ったときの重さを測定値とした(kgf/15mm)。測定値をN/mに換算した値をインターナルボンドとした。
<紙中アルキルケテンダイマー含有量>
顔料塗工層を剥離して除いた絶乾した紙サンプルを0.5mg程度切り取り、熱分解ガスクロマトグラフィー(ヒューレットパッカードHP6890)にて450℃で熱分解し、測定した。カラムはHP−5(closslinked 5%、PH ME siloxane、長さ30cm)を使用した。
顔料塗工層を剥離して除いた絶乾した紙サンプルを0.5mg程度切り取り、熱分解ガスクロマトグラフィー(ヒューレットパッカードHP6890)にて450℃で熱分解し、測定した。カラムはHP−5(closslinked 5%、PH ME siloxane、長さ30cm)を使用した。
<トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離>
実施例および比較例で得られた紙カップ用原紙(基紙の片面に顔料とバインダーからなる顔料塗工層を設けてある)に、顔料塗工層が内巻となるようにトップカール加工を紙カップ成型機により行い、紙カップを成型した後にトップカール部を延ばし、顔料塗工層と樹脂ラミネート層の剥離の程度を目視評価した。
顔料塗工層と樹脂ラミネート層の剥離 なし:○、発生:×
<トップカール加工時の横方向の割れ>
紙カップ成型機により紙カップを成型し、トップカール部の割れの状態を観察した。以下の基準に従って評価した。
評価基準 ○:割れが発生していない
△:僅かに割れが発生している
×:全体に割れが発生している
<グラビア印刷適性>
実施例および比較例で得られた紙カップ用原紙の塗工面に、大蔵省式グラビア印刷機を用いて印刷速度20m/分、印圧30kgf/cmで印刷を行った後、面積率40%網点部印刷面について、欠落した網点の数を数え、その欠落率を算出し、以下の基準でグラビア印圧適性を評価した。
評価基準 ○:網点欠落率が1.0%以下
△:網点欠落率が1.0%超1.5%以下
×:網点欠落率が1.5%超
[実施例1]
針葉樹晒クラフトパルプ(NBKP)30重量部(カナダ標準濾水度(CSF)450ml)と広葉樹晒クラフトパルプ(LBKP)70重量部(CSF400ml)を混合し、混合後の濾水度がCSF415mlのパルプ原料に、内添薬品として固形分で対パルプ絶乾重量当たり、アルキルケテンダイマー(AKD)を0.4重量%、ポリアクリルアミド(PAM)を0.2重量%、湿潤紙力剤(ポリアミド−エピクロロヒドリン)を0.3重量%、カチオン化澱粉を0.4重量%となるように添加し、長網抄紙機にて、抄速200m/分で坪量250g/m2の紙匹を作製した。
実施例および比較例で得られた紙カップ用原紙(基紙の片面に顔料とバインダーからなる顔料塗工層を設けてある)に、顔料塗工層が内巻となるようにトップカール加工を紙カップ成型機により行い、紙カップを成型した後にトップカール部を延ばし、顔料塗工層と樹脂ラミネート層の剥離の程度を目視評価した。
顔料塗工層と樹脂ラミネート層の剥離 なし:○、発生:×
<トップカール加工時の横方向の割れ>
紙カップ成型機により紙カップを成型し、トップカール部の割れの状態を観察した。以下の基準に従って評価した。
評価基準 ○:割れが発生していない
△:僅かに割れが発生している
×:全体に割れが発生している
<グラビア印刷適性>
実施例および比較例で得られた紙カップ用原紙の塗工面に、大蔵省式グラビア印刷機を用いて印刷速度20m/分、印圧30kgf/cmで印刷を行った後、面積率40%網点部印刷面について、欠落した網点の数を数え、その欠落率を算出し、以下の基準でグラビア印圧適性を評価した。
評価基準 ○:網点欠落率が1.0%以下
△:網点欠落率が1.0%超1.5%以下
×:網点欠落率が1.5%超
[実施例1]
針葉樹晒クラフトパルプ(NBKP)30重量部(カナダ標準濾水度(CSF)450ml)と広葉樹晒クラフトパルプ(LBKP)70重量部(CSF400ml)を混合し、混合後の濾水度がCSF415mlのパルプ原料に、内添薬品として固形分で対パルプ絶乾重量当たり、アルキルケテンダイマー(AKD)を0.4重量%、ポリアクリルアミド(PAM)を0.2重量%、湿潤紙力剤(ポリアミド−エピクロロヒドリン)を0.3重量%、カチオン化澱粉を0.4重量%となるように添加し、長網抄紙機にて、抄速200m/分で坪量250g/m2の紙匹を作製した。
次いで得られた紙匹をサイズプレスにて、ポリビニルアルコール(固形分濃度2.5%)と表面サイズ剤(スチレン・アクリル系重合体エマルジョン、固形分濃度0.4%)を含むサイズプレス液(固形分濃度2.9%)を塗工し、塗工量4.0g/m2の基紙を得た。
顔料として2級カオリン(商品名:カオブライト、シール社製)55重量部、1級カオリン30重量部(商品名:UW90、エンゲルハード社製)、軽質炭酸カルシウム(商品名:タマパール121、奥多摩工業製)15重量部、合成樹脂バインダーとしてスチレン・ブタジエン共重合体ラテックス(ゲル分率85%)20重量部(固形分重量)を、水系溶媒に分散させた濃度60重量%の塗工液を、上記基紙にブレードコーターにて塗工速度300m/分で、塗工量14g/m2となるように片面に1回(シングル)塗工することにより顔料塗工層を設け、紙カップ用原紙(塗工紙)を得た。
得られた紙カップ用原紙(塗工紙)について、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量、グラビア印刷適性を評価した結果を表1に示す。表1によれば、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量は請求項1に係る発明の範囲内であり、グラビア印刷適性も良好であった。
また、得られた紙カップ用原紙(塗工紙)の両面に、Tダイ押し出し機を用い、低密度ポリエチレン(商品名:M206P、三井化学株式会社製)20μmを押し出しラミネートして、樹脂ラミネート層を設けた。得られたラミネート加工品のトップカール加工時の顔料塗工層と樹脂ラミネート層の剥離の程度、トップカール部の横方向の割れ、樹脂ラミネート層の接着性を評価した結果を表1に示す。
表1から明らかなように、得られた紙カップ用原紙は、グラビア印刷適性が良好で、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例2]
針葉樹晒クラフトパルプ10重量部(CSF500ml)と広葉樹晒クラフトパルプ90重量部(CSF480ml)を混合し、混合後の濾水度がCSF482mlのパルプ原料を使用し、内添薬品であるポリアクリルアミドを無配合とし、サイズプレス液の塗工量を4.4g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
針葉樹晒クラフトパルプ10重量部(CSF500ml)と広葉樹晒クラフトパルプ90重量部(CSF480ml)を混合し、混合後の濾水度がCSF482mlのパルプ原料を使用し、内添薬品であるポリアクリルアミドを無配合とし、サイズプレス液の塗工量を4.4g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
表1から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例3]
針葉樹晒クラフトパルプ50重量部(CSF350ml)と広葉樹晒クラフトパルプ50重量部(CSF350ml)を混合し、混合後の濾水度がCSF350mlのパルプ原料を使用し、サイズプレス液の塗工量を3.5g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
針葉樹晒クラフトパルプ50重量部(CSF350ml)と広葉樹晒クラフトパルプ50重量部(CSF350ml)を混合し、混合後の濾水度がCSF350mlのパルプ原料を使用し、サイズプレス液の塗工量を3.5g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
表1から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例4]
内添薬品であるアルキルケテンダイマーの添加量を対パルプ0.25重量%とし、サイズプレス液の塗工量を5.0g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
内添薬品であるアルキルケテンダイマーの添加量を対パルプ0.25重量%とし、サイズプレス液の塗工量を5.0g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
表1から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例5]
内添薬品であるアルキルケテンダイマーの添加量を対パルプ0.75重量%とし、サイズプレス液の塗工量を3.1g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
内添薬品であるアルキルケテンダイマーの添加量を対パルプ0.75重量%とし、サイズプレス液の塗工量を3.1g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
表1から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例6]
実施例1と同様にして基紙を製造し、顔料塗工層の顔料/合成樹脂バインダーの固形分重量比を100/16とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
実施例1と同様にして基紙を製造し、顔料塗工層の顔料/合成樹脂バインダーの固形分重量比を100/16とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
表1から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例7]
実施例1と同様にして基紙を製造し、顔料塗工層の顔料/合成樹脂バインダーの固形分重量比を100/27とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
実施例1と同様にして基紙を製造し、顔料塗工層の顔料/合成樹脂バインダーの固形分重量比を100/27とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表1に示す。
表1から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例8]
実施例1と同様にして基紙を製造し、顔料塗工層の合成樹脂バインダーのゲル分率を82%とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
実施例1と同様にして基紙を製造し、顔料塗工層の合成樹脂バインダーのゲル分率を82%とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
表2から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例9]
実施例1と同様にして基紙を製造し、顔料塗工層の合成樹脂バインダーのゲル分率を94%とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
実施例1と同様にして基紙を製造し、顔料塗工層の合成樹脂バインダーのゲル分率を94%とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
表2から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例10]
実施例1と同様にして基紙を製造し、顔料塗工層の塗工量を9g/m2とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
実施例1と同様にして基紙を製造し、顔料塗工層の塗工量を9g/m2とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
表2から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例11]
実施例1と同様にして基紙を製造し、顔料塗工層の塗工量を22g/m2とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
実施例1と同様にして基紙を製造し、顔料塗工層の塗工量を22g/m2とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
表2から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例12]
実施例1と同様にして基紙を製造し、顔料塗工層の顔料配合を1級カオリン20重量部、2級カオリン55重量部、軽質炭酸カルシウム25重量部とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
実施例1と同様にして基紙を製造し、顔料塗工層の顔料配合を1級カオリン20重量部、2級カオリン55重量部、軽質炭酸カルシウム25重量部とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
表2から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
[実施例13]
実施例1と同様にして基紙を製造し、塗工層の顔料配合をエンジニアードカオリン(商品名:カピムDG、イメリス社製)100重量部とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
実施例1と同様にして基紙を製造し、塗工層の顔料配合をエンジニアードカオリン(商品名:カピムDG、イメリス社製)100重量部とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表2に示す。
表2から明らかなように、得られた紙カップ用原紙は、インターナルボンド、紙中に含まれるアルキルケテンダイマーの含有量が請求項1に係る発明の範囲内で、グラビア印刷適性が良好であり、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離およびトップカール部の横方向の割れの発生が見られず良好であった。
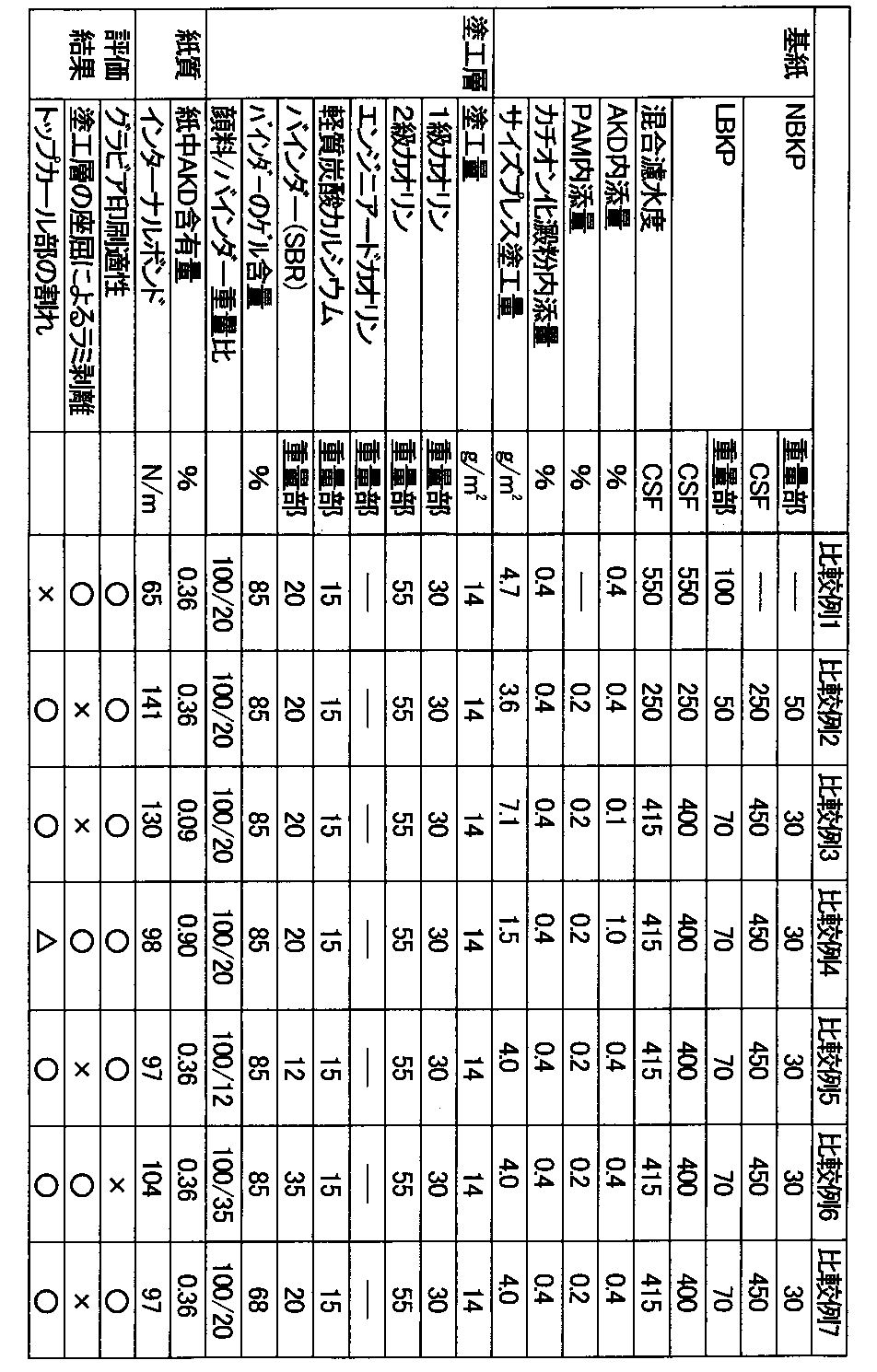
[比較例1]
パルプ原料として広葉樹晒クラフトパルプ100重量部(CSF550ml)を使用し、内添薬品であるポリアクリルアミドを無配合とし、サイズプレス液塗工量を4.7g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
パルプ原料として広葉樹晒クラフトパルプ100重量部(CSF550ml)を使用し、内添薬品であるポリアクリルアミドを無配合とし、サイズプレス液塗工量を4.7g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
表3から明らかなように、得られた紙カップ用原紙は、インターナルボンドが65N/mと請求項1に係る発明の範囲よりも低く、トップカール部の横方向の割れが発生した。
[比較例2]
針葉樹晒クラフトパルプ50重量部(CSF250ml)と広葉樹晒クラフトパルプ50重量部(CSF250ml)を混合し、混合後の濾水度がCSF250mlのパルプ原料を使用し、サイズプレス液塗工量を3.6g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
針葉樹晒クラフトパルプ50重量部(CSF250ml)と広葉樹晒クラフトパルプ50重量部(CSF250ml)を混合し、混合後の濾水度がCSF250mlのパルプ原料を使用し、サイズプレス液塗工量を3.6g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
表3から明らかなように、得られた紙カップ用原紙は、インターナルボンドが141N/mと請求項1に係る発明の範囲よりも高く、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離が発生した。
[比較例3]
内添薬品であるアルキルケテンダイマーの添加量を対パルプ0.1重量%とし、サイズプレス液塗工量を7.1g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
内添薬品であるアルキルケテンダイマーの添加量を対パルプ0.1重量%とし、サイズプレス液塗工量を7.1g/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
表3から明らかなように、得られた紙カップ用原紙は、基紙中に含まれるアルキルケテンダイマーの含有量が0.09重量%と請求項1に係る発明の範囲よりも低く、またインターナルボンドが130N/mと請求項1に係る発明の範囲よりも高く、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離が発生した。
[比較例4]
内添薬品であるアルキルケテンダイマーの添加量を対パルプ1.0重量%とし、サイズプレス液塗工量を1.5/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
内添薬品であるアルキルケテンダイマーの添加量を対パルプ1.0重量%とし、サイズプレス液塗工量を1.5/m2とした以外は、実施例1と同様にして基紙および塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
表3から明らかなように、得られた紙カップ用原紙は、基紙中に含まれるアルキルケテンダイマーの含有量が0.9重量%と請求項1に係る発明の範囲よりも高く、トップカール部の横方向の割れが発生した。
[比較例5]
実施例1と同様にして基紙を製造し、顔料塗工層の顔料/合成樹脂バインダーの重量混合比を100/12とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
実施例1と同様にして基紙を製造し、顔料塗工層の顔料/合成樹脂バインダーの重量混合比を100/12とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
表3から明らかなように、得られた紙カップ用原紙は、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離が発生した。
[比較例6]
実施例1と同様にして基紙を製造し、顔料塗工層の顔料/合成樹脂バインダーの重量混合比を100/35とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
実施例1と同様にして基紙を製造し、顔料塗工層の顔料/合成樹脂バインダーの重量混合比を100/35とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
表3から明らかなように、得られた紙カップ用原紙は、グラビア印刷適性が劣った。
[比較例7]
実施例1と同様にして基紙を製造し、顔料塗工層の合成樹脂バインダーのゲル分率を68%とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
実施例1と同様にして基紙を製造し、顔料塗工層の合成樹脂バインダーのゲル分率を68%とした以外は、実施例1と同様にして塗工紙を製造し、樹脂ラミネート加工を行った。得られた紙カップ用原紙についての評価結果を表3に示す。
表3から明らかなように、得られた紙カップ用原紙は、トップカール加工時の顔料塗工層と樹脂ラミネート層の剥離が発生した。
Claims (3)
- 木材パルプを主体とする基紙の少なくとも片面に、顔料と合成樹脂バインダーを含有する顔料塗工層を設けた加工用原紙であって、下記のA)〜E)の要件を満たす加工用原紙。
A)基紙のパルプ原料のカナダ標準濾水度が300ml以上500ml以下である。
B)基紙中に含まれるアルキルケテンダイマーの固形分率が0.2重量%以上0.8重量%以下である。
C)基紙のインターナルボンドが70N/m以上120N/m以下である。
D)顔料塗工層の顔料/合成樹脂バインダーの固形分重量比が100/15以上100/30以下である。
E)顔料塗工層に使用する合成樹脂バインダーのゲル分率が80%以上である。 - 前記顔料塗工層の塗工量が10g/m2以上20g/m2以下であることを特徴とする請求項1に記載の加工用原紙。
- 前記顔料塗工層は、顔料成分において平滑性顔料の配合割合が70重量%以上であることを特徴とする請求項1又は2に記載の加工用原紙。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005287425A JP2007100222A (ja) | 2005-09-30 | 2005-09-30 | 加工用原紙 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005287425A JP2007100222A (ja) | 2005-09-30 | 2005-09-30 | 加工用原紙 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007100222A true JP2007100222A (ja) | 2007-04-19 |
Family
ID=38027438
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005287425A Withdrawn JP2007100222A (ja) | 2005-09-30 | 2005-09-30 | 加工用原紙 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007100222A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009243009A (ja) * | 2008-03-31 | 2009-10-22 | Nippon Paper Industries Co Ltd | 紙容器用原紙 |
| JP2010149881A (ja) * | 2008-12-24 | 2010-07-08 | Daio Paper Corp | 蓋材用基材 |
| JP2019052381A (ja) * | 2017-09-13 | 2019-04-04 | 王子ホールディングス株式会社 | 紙コップ用原紙および紙コップ |
-
2005
- 2005-09-30 JP JP2005287425A patent/JP2007100222A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009243009A (ja) * | 2008-03-31 | 2009-10-22 | Nippon Paper Industries Co Ltd | 紙容器用原紙 |
| JP2010149881A (ja) * | 2008-12-24 | 2010-07-08 | Daio Paper Corp | 蓋材用基材 |
| JP2019052381A (ja) * | 2017-09-13 | 2019-04-04 | 王子ホールディングス株式会社 | 紙コップ用原紙および紙コップ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5563557B2 (ja) | 紙容器用原紙及びこれを用いた紙容器用積層シート | |
| JP7659034B2 (ja) | 耐油紙及び包装袋 | |
| JP7215613B2 (ja) | 耐水性紙、食品容器 | |
| JP6117133B2 (ja) | 白板紙及びその製造方法 | |
| JP6846136B2 (ja) | 耐水耐油紙、耐水耐油紙の製造方法及び紙製容器 | |
| JP2014009413A (ja) | 紙製バリア包装材料 | |
| JP2023096150A (ja) | 包装用紙 | |
| JP7619376B2 (ja) | 耐水性紙、食品容器、紙コップ、及び紙蓋、並びに耐水性紙の製造方法 | |
| JP2013176950A (ja) | 紙製バリア包装材料 | |
| JP6149589B2 (ja) | 容器用原紙及びその容器用原紙の製造方法 | |
| JP2008087765A (ja) | 断熱性紙製容器および断熱性紙製容器に用いる原材料シート | |
| JP2007100222A (ja) | 加工用原紙 | |
| JP2025083378A (ja) | ラミネート紙およびこれを用いた液体用紙容器 | |
| JP2013147001A (ja) | 紙製バリア包装材料 | |
| AU2013236640A1 (en) | White paper board, and printed matter, printed box or packaging container each produced using same | |
| JP2016108026A (ja) | 紙製バリア包材材料 | |
| JP5297792B2 (ja) | 蓋材用基材 | |
| JP2021038488A (ja) | 疑似接着紙用原紙、疑似接着紙および配送伝票用紙 | |
| JP7623251B2 (ja) | 紙カップ用原紙 | |
| JP6006665B2 (ja) | 遮光紙 | |
| JP2005306029A (ja) | 積層シート | |
| JP2021080625A (ja) | 耐水耐油紙 | |
| JPH0135959B2 (ja) | ||
| JP2005105467A (ja) | 加工用紙 | |
| JP7298648B2 (ja) | 耐水性紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20081202 |