JP2007125590A - 熱交換器および熱交換器の製造方法 - Google Patents
熱交換器および熱交換器の製造方法 Download PDFInfo
- Publication number
- JP2007125590A JP2007125590A JP2005321299A JP2005321299A JP2007125590A JP 2007125590 A JP2007125590 A JP 2007125590A JP 2005321299 A JP2005321299 A JP 2005321299A JP 2005321299 A JP2005321299 A JP 2005321299A JP 2007125590 A JP2007125590 A JP 2007125590A
- Authority
- JP
- Japan
- Prior art keywords
- brazing
- brazing material
- tube
- heat exchanger
- header tank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Details Of Heat-Exchange And Heat-Transfer (AREA)
Abstract
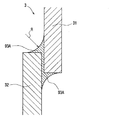
【解決手段】チューブ11内の各流体通路112a〜112c断面を、内接円112iの半径Riが、予めヘッダタンク3に配置されたろう材が一体ろう付後もヘッダタンク3に全て滞留した場合にヘッダタンク3に形成されるろう材フィレットの曲率半径R以上となるようにしている。
したがって、ヘッダタンク3のろう材がチューブ11内に流動しても、ろう材フィレット92が内接円112iに到達する前に、ろう材の流動が停止して、ろう材の移動を抑制することができる。
【選択図】図8
Description
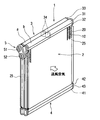
複数のチューブ(11)からなり、内部流体と外部流体との熱交換を行なうためのコア部(2)と、
複数のチューブ(11)の開口端部が挿入接続されて、各チューブ(11)内と連通するヘッダタンク(3、4)とを備え、
コア部(2)およびヘッダタンク(3、4)が一体ろう付されてなる熱交換器であって、
コア部(2)は、
予めヘッダタンク(3)に配置されたろう材(312、322)が、一体ろう付後もヘッダタンク(3)に全て滞留した場合に、ヘッダタンク(3)に形成されるろう材フィレット(93A)の曲率半径をRとしたときに、
流体の通路(112)断面の内接円(112i)の半径(Ri)がR以上となるように形成されていることを特徴としている。
チューブ(11)は、内部にインナーフィン(12)が備えられて内部流体の通路(112)が複数に仕切られており、
コア部(2)は、チューブ(11)の仕切られた複数の内部流体通路(112a〜112e)の全てにおいて、内接円(112i)の半径(Ri)が前記R以上となるように形成されていることを特徴としている。
チューブ(11)は、板状部材を曲折して両縁部を相互に係合した係合部(111)を接合してなるとともに、内部にインナーフィン(12)が備えられて内部流体の通路(112)が複数に仕切られており、
コア部(2)は、チューブ(11)の仕切られた複数の内部流体通路(112a〜112e)のうち、少なくとも係合部(111)に隣接する通路(112a、112b)において、内接円(112i)の半径(Ri)が前記R以上となるように形成されていることを特徴としている。
複数のチューブ(11)からなり、内部流体と外部流体との熱交換を行なうためのコア部(2)と、
複数のチューブ(11)の開口端部が挿入接続されて、各チューブ(11)内と連通するヘッダタンク(3、4)とを備える熱交換器の製造方法であって、
ヘッダタンク(3)にろう付接合のためのろう材(312、322)を配置するタンクろう材配置工程(220)と、
コア部(2)とろう材(312、322)を配置したヘッダタンク(3)との仮固定体を形成する仮固定体形成工程(230A)と、
仮固定体を加熱して一体ろう付するろう付工程(240)とを備え、
タンクろう材配置工程(220)で配置されたろう材(312、322)が、ろう付工程(240)においてヘッダタンク(3)に全て滞留した場合に、ヘッダタンク(3)に形成されるろう材フィレット(93A)の曲率半径をRとしたときに、
仮固定体形成工程(230A)では、流体の通路(112)断面の内接円(112i)の半径(Ri)が前記R以上となるようにコア部(2)を仮固定することを特徴としている。
コア部(2)にろう付接合のためのろう材(122)を配置するコア部ろう材配置工程(210)を備え、
タンクろう材配置工程(220)では、コア部ろう材配置工程(210)で配置するろう材(122)より、ろう付工程(240)の加熱温度において流動性が低いろう材(312、322)を配置することを特徴としている。
上記一実施形態では、チューブ11の内部流体通路112をインナーフィン12により分割して、分割された各通路112a〜112eの全てにおいて、内接円112iの半径Riが非流入時フィレット半径R以上となるように形成していたが、少なくともかしめ部(係合部)111に隣接する通路112a、112bにおいて、内接円112iの半径Riが非流入時フィレット半径R以上となるように形成したものであってもよい。
また、上記一実施形態では、熱交換器は蒸発器1であったが、これに限定されるものではない。例えば、車載用の凝縮器、ヒータコア、ラジエータ等の熱交換器であってもよいし、定置式の熱交換器であっても、本発明は広く適用することが可能である。
2 コア部(熱交換部)
3、4 ヘッダタンク
10 インナーフィンチューブ
11 チューブ
12 インナーフィン
93A 非流入時フィレット
112、112a〜112e 通路(内部流体通路)
112i 内接円
122 ろう材層(ろう材、コア部に配置されたろう材)
210 チューブ体成形工程(コア部ろう材配置工程)
220 タンク構成部材成形工程(タンクろう材配置工程)
230 仮組み工程
230A 仮固定体形成工程
240 ろう付工程(接合工程)
312、322 ろう材層(ろう材、ヘッダタンクに配置されたろう材)
R 非流入時フィレット半径
Ri 内接円半径
Claims (8)
- 複数のチューブ(11)からなり、内部流体と外部流体との熱交換を行なうためのコア部(2)と、
前記複数のチューブ(11)の開口端部が挿入接続されて、各チューブ(11)内と連通するヘッダタンク(3、4)とを備え、
前記コア部(2)および前記ヘッダタンク(3、4)が一体ろう付されてなる熱交換器であって、
前記コア部(2)は、
前記ヘッダタンク(3)に形成されるろう材フィレット(93A)の曲率半径をRとしたときに、
流体の通路(112)断面の内接円(112i)の半径(Ri)が前記R以上となるように形成されていることを特徴とする熱交換器。 - 前記チューブ(11)は、内部にインナーフィン(12)が備えられて内部流体の通路(112)を複数に仕切られており、
前記コア部(2)は、前記チューブ(11)の仕切られた複数の内部流体通路(112a〜112e)の全てにおいて、前記内接円(112i)の半径(Ri)が前記R以上となるように形成されていることを特徴とする請求項1に記載の熱交換器。 - 前記チューブ(11)は、板状部材を曲折して両縁部を相互に係合した係合部(111)を接合してなるとともに、内部にインナーフィン(12)が備えられて内部流体の通路(112)を複数に仕切られており、
前記コア部(2)は、前記チューブ(11)の仕切られた複数の内部流体通路(112a〜112e)のうち、少なくとも前記係合部(111)に隣接する通路(112a、112b)において、前記内接円(112i)の半径(Ri)が前記R以上となるように形成されていることを特徴とする請求項1に記載の熱交換器。 - 前記一体ろう付は、前記コア部(2)および前記ヘッダタンク(3、4)に予め配置されたろう材(122、312、322)によりなされており、
予め前記ヘッダタンク(3)に配置されたろう材(312、322)は、予め前記コア部(2)に配置されたろう材(122)より、前記一体ろう付温度における流動性が低いことを特徴とする請求項1ないし請求項3のいずれか1つに記載の熱交換器。 - 複数のチューブ(11)からなり、内部流体と外部流体との熱交換を行なうためのコア部(2)と、
前記複数のチューブ(11)の開口端部が挿入接続されて、各チューブ(11)内と連通するヘッダタンク(3、4)とを備える熱交換器の製造方法であって、
前記ヘッダタンク(3)にろう付接合のためのろう材(312、322)を配置するタンクろう材配置工程(220)と、
前記コア部(2)とろう材(312、322)を配置した前記ヘッダタンク(3)との仮固定体を形成する仮固定体形成工程(230A)と、
前記仮固定体を加熱して一体ろう付するろう付工程(240)とを備え、
前記タンクろう材配置工程(220)で配置されたろう材(312、322)が、前記ろう付工程(240)において前記ヘッダタンク(3)に全て滞留した場合に、前記ヘッダタンク(3)に形成されるろう材フィレット(93A)の曲率半径をRとしたときに、
前記仮固定体形成工程(230A)では、流体の通路(112)断面の内接円(112i)の半径(Ri)が前記R以上となるように前記コア部(2)を仮固定することを特徴とする熱交換器の製造方法。 - 前記仮固定体形成工程(230A)では、
前記チューブ(11)にインナーフィン(12)を内装して内部流体の通路(112)を複数に仕切り、
仕切った複数の内部流体通路(112a〜112e)の全てにおいて、前記内接円(112i)の半径(Ri)が前記R以上となるように前記コア部(2)を仮固定することを特徴とする請求項5に記載の熱交換器の製造方法。 - 前記仮固定体形成工程(230A)では、
板状部材を曲折して両縁部を相互に係合した係合部(111)を有する前記チューブ(11)を形成するとともに、前記チューブ(11)にインナーフィン(12)を内装して内部流体の通路(112)を複数に仕切り、
仕切った複数の内部流体通路(112a〜112e)のうち、少なくとも前記係合部(111)に隣接する通路(112a、112b)において、前記内接円(112i)の半径(Ri)が前記R以上となるように前記コア部(2)を仮固定することを特徴とする請求項5に記載の熱交換器の製造方法。 - 前記コア部(2)にろう付接合のためのろう材(122)を配置するコア部ろう材配置工程(210)を備え、
前記タンクろう材配置工程(220)では、前記コア部ろう材配置工程(210)で配置するろう材(122)より、前記ろう付工程(240)の加熱温度において流動性が低いろう材(312、322)を配置することを特徴とする請求項5ないし請求項7のいずれか1つに記載の熱交換器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005321299A JP2007125590A (ja) | 2005-11-04 | 2005-11-04 | 熱交換器および熱交換器の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005321299A JP2007125590A (ja) | 2005-11-04 | 2005-11-04 | 熱交換器および熱交換器の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007125590A true JP2007125590A (ja) | 2007-05-24 |
Family
ID=38148688
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005321299A Pending JP2007125590A (ja) | 2005-11-04 | 2005-11-04 | 熱交換器および熱交換器の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007125590A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009236478A (ja) * | 2008-03-25 | 2009-10-15 | Valeo Systemes Thermiques | 高圧冷媒用熱交換器 |
| JP2009264664A (ja) * | 2008-04-25 | 2009-11-12 | Denso Corp | 熱交換器 |
| JP2012052783A (ja) * | 2010-08-03 | 2012-03-15 | Denso Corp | 凝縮器 |
| JP2013231579A (ja) * | 2012-04-04 | 2013-11-14 | Denso Corp | 熱交換器 |
| CN104220202A (zh) * | 2012-04-04 | 2014-12-17 | 株式会社电装 | 管以及具备该管的热交换器 |
| JP2016097434A (ja) * | 2014-11-26 | 2016-05-30 | 株式会社デンソー | 熱交換器用チューブおよびその製造方法 |
| JP2018076984A (ja) * | 2016-11-07 | 2018-05-17 | 株式会社デンソー | 熱交換器 |
| KR20190073574A (ko) * | 2016-11-14 | 2019-06-26 | 만 에너지 솔루션즈 에스이 | 터보기계 로터 및 그 제조 방법 |
| DE112018001493T5 (de) | 2017-03-21 | 2019-12-12 | Denso Corporation | Wärmetauscher |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10246587A (ja) * | 1997-03-07 | 1998-09-14 | Calsonic Corp | アルミニウム合金製熱交換器 |
| JP2004330266A (ja) * | 2003-05-09 | 2004-11-25 | Denso Corp | 積層型熱交換器の製造方法 |
| JP2005106389A (ja) * | 2003-09-30 | 2005-04-21 | Zexel Valeo Climate Control Corp | 熱交換チューブ |
-
2005
- 2005-11-04 JP JP2005321299A patent/JP2007125590A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10246587A (ja) * | 1997-03-07 | 1998-09-14 | Calsonic Corp | アルミニウム合金製熱交換器 |
| JP2004330266A (ja) * | 2003-05-09 | 2004-11-25 | Denso Corp | 積層型熱交換器の製造方法 |
| JP2005106389A (ja) * | 2003-09-30 | 2005-04-21 | Zexel Valeo Climate Control Corp | 熱交換チューブ |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009236478A (ja) * | 2008-03-25 | 2009-10-15 | Valeo Systemes Thermiques | 高圧冷媒用熱交換器 |
| JP2009264664A (ja) * | 2008-04-25 | 2009-11-12 | Denso Corp | 熱交換器 |
| US9121629B2 (en) | 2010-08-03 | 2015-09-01 | Denso Corporation | Condenser |
| JP2012052783A (ja) * | 2010-08-03 | 2012-03-15 | Denso Corp | 凝縮器 |
| US9726439B2 (en) | 2012-04-04 | 2017-08-08 | Denso Corporation | Tube and heat exchanger provided with tube |
| CN104220202A (zh) * | 2012-04-04 | 2014-12-17 | 株式会社电装 | 管以及具备该管的热交换器 |
| CN104220202B (zh) * | 2012-04-04 | 2016-08-24 | 株式会社电装 | 管以及具备该管的热交换器 |
| JP2013231579A (ja) * | 2012-04-04 | 2013-11-14 | Denso Corp | 熱交換器 |
| DE112013001917B4 (de) | 2012-04-04 | 2020-06-10 | Denso Corporation | Rohr und Wärmetauscher, der mit dem Rohr versehen ist |
| JP2016097434A (ja) * | 2014-11-26 | 2016-05-30 | 株式会社デンソー | 熱交換器用チューブおよびその製造方法 |
| JP2018076984A (ja) * | 2016-11-07 | 2018-05-17 | 株式会社デンソー | 熱交換器 |
| KR20190073574A (ko) * | 2016-11-14 | 2019-06-26 | 만 에너지 솔루션즈 에스이 | 터보기계 로터 및 그 제조 방법 |
| JP2019534969A (ja) * | 2016-11-14 | 2019-12-05 | マン・エナジー・ソリューションズ・エスイー | ターボ機械ローターおよびその製造方法 |
| KR102270498B1 (ko) * | 2016-11-14 | 2021-06-30 | 만 에너지 솔루션즈 에스이 | 터보기계 로터 및 그 제조 방법 |
| US11078800B2 (en) | 2016-11-14 | 2021-08-03 | Man Energy Solutions Se | Turbomachine rotor and method for producing same |
| DE112018001493T5 (de) | 2017-03-21 | 2019-12-12 | Denso Corporation | Wärmetauscher |
| US11137211B2 (en) | 2017-03-21 | 2021-10-05 | Denso Corporation | Heat exchanger |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4724594B2 (ja) | 熱交換器 | |
| JP4419140B2 (ja) | 熱交換器用チューブ | |
| JP4724433B2 (ja) | 熱交換器 | |
| JP5861549B2 (ja) | チューブ及び該チューブを備えた熱交換器 | |
| JP2007139416A (ja) | 偏平管製造用金属板、偏平管および偏平管の製造方法 | |
| JP4533726B2 (ja) | エバポレータおよびその製造方法 | |
| JP2007147172A (ja) | 熱交換器 | |
| JP2007125590A (ja) | 熱交換器および熱交換器の製造方法 | |
| WO2012165225A1 (ja) | 熱交換器 | |
| JP4751662B2 (ja) | 偏平管製造用板状体、偏平管の製造方法および熱交換器の製造方法 | |
| JP4626472B2 (ja) | 熱交換器および熱交換器の製造方法 | |
| JP2009216287A (ja) | 熱交換器 | |
| JP4898672B2 (ja) | 熱交換器 | |
| US20080245518A1 (en) | Flat Tube Making Platelike Body, Flat Tube, Heat Exchanger and Process for Fabricating Heat Exchanger | |
| JPH1071463A (ja) | 偏平状熱交換管の製造方法 | |
| JP5250210B2 (ja) | 扁平管および熱交換器 | |
| JP2007113895A (ja) | 熱交換器および熱交換器の製造方法 | |
| JP5067731B2 (ja) | 熱交換器 | |
| JP4764647B2 (ja) | 偏平管製造用板状体、偏平管、熱交換器および熱交換器の製造方法 | |
| JP4852304B2 (ja) | 熱交換器 | |
| JP5066709B2 (ja) | 扁平管の製造方法 | |
| JP4866571B2 (ja) | 熱交換器 | |
| JP4759297B2 (ja) | 熱交換器 | |
| JP2004069258A (ja) | 偏平管および偏平管を用いた熱交換器の製造方法 | |
| JP4613083B2 (ja) | 熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071213 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101005 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101129 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110125 |