JP4898672B2 - 熱交換器 - Google Patents
熱交換器 Download PDFInfo
- Publication number
- JP4898672B2 JP4898672B2 JP2007518964A JP2007518964A JP4898672B2 JP 4898672 B2 JP4898672 B2 JP 4898672B2 JP 2007518964 A JP2007518964 A JP 2007518964A JP 2007518964 A JP2007518964 A JP 2007518964A JP 4898672 B2 JP4898672 B2 JP 4898672B2
- Authority
- JP
- Japan
- Prior art keywords
- plate
- header
- hole
- intermediate plate
- heat exchanger
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0012—Brazing of heat exchangers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/03—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits
- F28D1/0391—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with plate-like or laminated conduits a single plate being bent to form one or more conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0219—Arrangements for sealing end plates into casing or header box; Header box sub-elements
- F28F9/0221—Header boxes or end plates formed by stacked elements
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0219—Arrangements for sealing end plates into casing or header box; Header box sub-elements
- F28F9/0224—Header boxes formed by sealing end plates into covers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/026—Header boxes; End plates with static flow control means, e.g. with means for uniformly distributing heat exchange media into conduits
- F28F9/0278—Header boxes; End plates with static flow control means, e.g. with means for uniformly distributing heat exchange media into conduits in the form of stacked distribution plates or perforated plates arranged over end plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/14—Heat exchangers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Details Of Heat-Exchange And Heat-Transfer (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Description
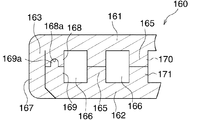
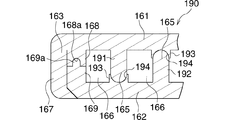
各ヘッダタンクが、ヘッダ部形成用プレートと、管接続用プレートと、これら両プレート間に介在させられた中間プレートとが積層されて互いにろう付されることにより構成され、ヘッダ部形成用プレートに、その長さ方向にのびかつ中間プレートにより開口が閉鎖された少なくとも1つの外方膨出部が形成されており、ヘッダ部形成用プレート、中間プレートおよび管接続用プレートにおける互いに合致した位置にそれぞれ貫通穴が形成され、ヘッダ部形成用プレートおよび中間プレートのうちのいずれか一方のプレートにおける貫通穴の周縁部に、同他方のプレート側に突出したフランジ部が一体に形成され、上記一方のプレートのフランジ部が上記他方のプレートの貫通穴内に挿入されるとともに拡管され、これにより3つのプレートがカシメ止められ、この状態でヘッダ部形成用プレート、中間プレートおよび管接続用プレートが相互にろう付されている熱交換器。
各ヘッダタンクの管接続用プレートにおける幅方向の両側部分にそれぞれ複数の管挿入穴が形成されるとともに、中間プレートにおける幅方向の両側部分にそれぞれ複数の連通穴が形成され、
第1ヘッダタンクにおいて、幅方向に並んだ2組の外方膨出部のうちいずれか1組の2つの外方膨出部のうち一方の外方膨出部に通じる中間プレートの連通穴と、他方の外方膨出部に通じる中間プレートの連通穴とが、中間プレートに形成された冷媒ターン用連通部により連通させられることにより、当該2つの外方膨出部が相互に通じ合わせられている上記5)記載の熱交換器。
外方膨出部および貫通穴を有するヘッダ部形成用プレートと、ヘッダ部形成用プレートの貫通穴と合致する位置にこれよりも小さな貫通穴を有する管接続用プレートと、管接続用プレートの貫通穴と合致する位置にこれと同じ大きさの貫通穴を有するとともに、貫通穴の周縁部にヘッダ部形成用プレートの貫通穴内に挿入しうるフランジ部を有する中間プレートとを用意すること、
3つのプレートを、貫通穴が合致するとともに中間プレートのフランジ部がヘッダ部形成用プレートの貫通穴内に挿入され、かつ中間プレートが中間部に来るように積層すること、
ヘッダ部形成用プレート、中間プレートおよび管接続用プレートを、貫通穴の縁部で仮止めすること、
ならびに3つのプレートをろう付することを含む熱交換器の製造方法。
Claims (10)
- 互いに間隔をおいて配置された1対のヘッダタンクと、両ヘッダタンク間にヘッダタンクの長さ方向に間隔をおいて配置されかつ両端部がそれぞれ両ヘッダタンクに接続された複数の熱交換管とを備えた熱交換器であって、
各ヘッダタンクが、ヘッダ部形成用プレートと、管接続用プレートと、これら両プレート間に介在させられた中間プレートとが積層されて互いにろう付されることにより構成され、ヘッダ部形成用プレートに、その長さ方向にのびかつ中間プレートにより開口が閉鎖された少なくとも1つの外方膨出部が形成されており、ヘッダ部形成用プレート、中間プレートおよび管接続用プレートにおける互いに合致した位置にそれぞれ貫通穴が形成され、ヘッダ部形成用プレートおよび中間プレートのうちのいずれか一方のプレートにおける貫通穴の周縁部に、同他方のプレート側に突出したフランジ部が一体に形成され、上記一方のプレートのフランジ部が上記他方のプレートの貫通穴内に挿入されるとともに拡管され、これにより3つのプレートがカシメ止められ、この状態でヘッダ部形成用プレート、中間プレートおよび管接続用プレートが相互にろう付されている熱交換器。 - 中間プレートにおける貫通穴の周縁部に、ヘッダ部形成用プレート側に突出したフランジ部が一体に形成され、このフランジ部がヘッダ部形成用プレートの貫通穴内に挿入されるとともに拡管され、管接続用プレートにおける貫通穴の周縁部が中間プレート側に突出させられるとともに中間プレートの貫通穴内に圧入されている請求項1記載の熱交換器。
- 両ヘッダタンクのうちの一方が上、他方が下となるように配置される請求項2記載の熱交換器。
- 管接続用プレートにおける外方膨出部と対応する部分に、複数の管挿入穴が管接続用プレートの長さ方向に間隔をおいて貫通状に形成され、中間プレートに、管接続用プレートの各管挿入穴をヘッダ部形成用プレートの外方膨出部内に通じさせる連通穴が貫通状に形成され、熱交換管の両端部が両ヘッダタンクの管接続用プレートの管挿入穴内に挿入されて管接続用プレートにろう付されている請求項1記載の熱交換器。
- ヘッダ部形成用プレートに、その長さ方向に伸びる複数の外方突出部が幅方向に間隔をおいて形成され、ヘッダ部形成用プレート、中間プレートおよび管接続用プレートにおける幅方向に隣り合う外方突出部間の部分に、これらのプレートの長さ方向に間隔をおいて複数の貫通穴が形成されている請求項1記載の熱交換器。
- 1対のヘッダタンクのうち第1のヘッダタンクにおけるヘッダ部形成用プレートに、その幅方向および長さ方向に並んで4つの外方膨出部が相互に間隔をおいて形成され、同じく第2のヘッダタンクにおけるヘッダ部形成用プレートに、その幅方向に間隔をおいて並んだ2つの外方膨出部が、それぞれ第1ヘッダタンクの長さ方向に隣り合う2つの外方膨出部にまたがるように形成され、
各ヘッダタンクの管接続用プレートにおける幅方向の両側部分にそれぞれ複数の管挿入穴が形成されるとともに、中間プレートにおける幅方向の両側部分にそれぞれ複数の連通穴が形成され、
第1ヘッダタンクにおいて、幅方向に並んだ2組の外方膨出部のうちいずれか1組の2つの外方膨出部のうち一方の外方膨出部に通じる中間プレートの連通穴と、他方の外方膨出部に通じる中間プレートの連通穴とが、中間プレートに形成された冷媒ターン用連通部により連通させられることにより、当該2つの外方膨出部が相互に通じ合わせられている請求項5記載の熱交換器。 - 請求項1記載の熱交換器を製造する方法であって、
外方膨出部および貫通穴を有するヘッダ部形成用プレートと、ヘッダ部形成用プレートの貫通穴と合致する位置にこれよりも小さな貫通穴を有する管接続用プレートと、管接続用プレートの貫通穴と合致する位置にこれと同じ大きさの貫通穴を有するとともに、貫通穴の周縁部にヘッダ部形成用プレートの貫通穴内に挿入しうるフランジ部を有する中間プレートとを用意すること、
3つのプレートを、貫通穴が合致するとともに中間プレートのフランジ部がヘッダ部形成用プレートの貫通穴内に挿入され、かつ中間プレートが中間部に来るように積層すること、
ヘッダ部形成用プレート、中間プレートおよび管接続用プレートを、貫通穴の縁部で仮止めすること、
ならびに3つのプレートをろう付することを含む熱交換器の製造方法。 - 3つのプレートの貫通穴の縁部での仮止めを、管接続用プレートおよび中間プレートの貫通穴よりも大きくかつヘッダ部形成用プレートの貫通穴よりも小さな外形を有する拡管用金型を、管接続用プレート側からすべてのプレートの貫通穴内に圧入することにより、管接続用プレートにおける貫通穴の周縁部を中間プレート側に突出させて中間プレートの貫通穴内に圧入するとともに、中間プレートのフランジ部を拡管することにより行う請求項7記載の熱交換器の製造方法。
- コンプレッサ、ガスクーラ、エバポレータ、減圧器およびガスクーラから出てきた冷媒とエバポレータから出てきた冷媒とを熱交換させる中間熱交換器を備えており、かつ超臨界冷媒を用いる冷凍サイクルであって、エバポレータが請求項1〜6のうちのいずれかに記載の熱交換器からなる超臨界冷凍サイクル。
- 請求項9記載の超臨界冷凍サイクルがカーエアコンとして搭載されている車両。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007518964A JP4898672B2 (ja) | 2005-06-01 | 2006-05-29 | 熱交換器 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005160919 | 2005-06-01 | ||
| JP2005160919 | 2005-06-01 | ||
| PCT/JP2006/310654 WO2006129598A1 (ja) | 2005-06-01 | 2006-05-29 | 熱交換器 |
| JP2007518964A JP4898672B2 (ja) | 2005-06-01 | 2006-05-29 | 熱交換器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2006129598A1 JPWO2006129598A1 (ja) | 2009-01-08 |
| JP4898672B2 true JP4898672B2 (ja) | 2012-03-21 |
Family
ID=37481527
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007518964A Expired - Fee Related JP4898672B2 (ja) | 2005-06-01 | 2006-05-29 | 熱交換器 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4898672B2 (ja) |
| WO (1) | WO2006129598A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020108513A1 (zh) * | 2018-11-30 | 2020-06-04 | 浙江三花汽车零部件有限公司 | 一种换热装置 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008029420A1 (de) * | 2008-06-23 | 2009-12-24 | Behr Gmbh & Co. Kg | Sammelkasten, insbesondere eines Wärmeübertragers eines Kraftfahrzeuges, und Wärmeübertrager, insbsondere Kondensator, eines Kraftfahrzeuges |
| FR3025304B1 (fr) | 2014-08-26 | 2016-12-23 | Valeo Systemes Thermiques | Boite collectrice compacte pour un echangeur de chaleur |
| JP7055779B2 (ja) * | 2019-08-06 | 2022-04-18 | ダイキン工業株式会社 | ヘッダを有する熱交換器 |
| DE102021208717A1 (de) | 2021-08-10 | 2023-02-16 | Mahle International Gmbh | Wärmeübertrager |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0482576A (ja) * | 1990-07-24 | 1992-03-16 | Hamada Enterp:Kk | ゴルフのアイアンヘッド及びその製造方法 |
| JP2002213840A (ja) * | 2001-01-19 | 2002-07-31 | Denso Corp | 蒸発器 |
| JP2003314987A (ja) * | 2002-02-19 | 2003-11-06 | Denso Corp | 熱交換器 |
| JP2004162993A (ja) * | 2002-11-13 | 2004-06-10 | Denso Corp | 熱交換器 |
| JP2004301419A (ja) * | 2003-03-31 | 2004-10-28 | Denso Corp | 熱交換器 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54180353U (ja) * | 1978-06-10 | 1979-12-20 | ||
| JPH0482576U (ja) * | 1990-11-28 | 1992-07-17 |
-
2006
- 2006-05-29 JP JP2007518964A patent/JP4898672B2/ja not_active Expired - Fee Related
- 2006-05-29 WO PCT/JP2006/310654 patent/WO2006129598A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0482576A (ja) * | 1990-07-24 | 1992-03-16 | Hamada Enterp:Kk | ゴルフのアイアンヘッド及びその製造方法 |
| JP2002213840A (ja) * | 2001-01-19 | 2002-07-31 | Denso Corp | 蒸発器 |
| JP2003314987A (ja) * | 2002-02-19 | 2003-11-06 | Denso Corp | 熱交換器 |
| JP2004162993A (ja) * | 2002-11-13 | 2004-06-10 | Denso Corp | 熱交換器 |
| JP2004301419A (ja) * | 2003-03-31 | 2004-10-28 | Denso Corp | 熱交換器 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020108513A1 (zh) * | 2018-11-30 | 2020-06-04 | 浙江三花汽车零部件有限公司 | 一种换热装置 |
| US11713930B2 (en) | 2018-11-30 | 2023-08-01 | Zhejiang Sanhua Automotive Components Co., Ltd. | Flat tube heat exchanger with a separator |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2006129598A1 (ja) | 2009-01-08 |
| WO2006129598A1 (ja) | 2006-12-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4724594B2 (ja) | 熱交換器 | |
| JP4724433B2 (ja) | 熱交換器 | |
| JP2005326135A (ja) | 熱交換器 | |
| JP4856942B2 (ja) | 熱交換器用ヘッダタンクおよびこれに用いる外側プレートの製造方法 | |
| JP2007147172A (ja) | 熱交換器 | |
| JP2007093025A (ja) | 熱交換器およびその製造方法 | |
| JP2013213636A (ja) | 熱交換器およびその製造方法 | |
| JP4898672B2 (ja) | 熱交換器 | |
| US20080264620A1 (en) | Flat Tube, Platelike Body for Making the Flat Tube and Heat Exchanger | |
| JP5007267B2 (ja) | 熱交換器 | |
| JP2006078163A (ja) | 偏平管、偏平管製造用板状体および熱交換器 | |
| JP2007032952A (ja) | 熱交換器用ヘッダタンクおよびこれを用いた熱交換器 | |
| JP4533040B2 (ja) | 熱交換器のヘッダタンクと冷媒流通配管との接続構造 | |
| JP2009216287A (ja) | 熱交換器 | |
| JP4852304B2 (ja) | 熱交換器 | |
| JP5250210B2 (ja) | 扁平管および熱交換器 | |
| JP2007147173A (ja) | 熱交換器およびその製造方法 | |
| JP2009113625A (ja) | エバポレータ | |
| JP4663272B2 (ja) | 熱交換器およびエバポレータ | |
| JP4764647B2 (ja) | 偏平管製造用板状体、偏平管、熱交換器および熱交換器の製造方法 | |
| JP2006029765A (ja) | 熱交換器 | |
| JP4759297B2 (ja) | 熱交換器 | |
| JP2008008603A (ja) | 熱交換器 | |
| JP5322631B2 (ja) | 扁平管製造用板状体、扁平管および熱交換器 | |
| JP4613083B2 (ja) | 熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090202 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110406 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111206 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111226 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4898672 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150106 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |