JP2007142231A - 電子部品用パッケージおよびその製造方法 - Google Patents
電子部品用パッケージおよびその製造方法 Download PDFInfo
- Publication number
- JP2007142231A JP2007142231A JP2005335197A JP2005335197A JP2007142231A JP 2007142231 A JP2007142231 A JP 2007142231A JP 2005335197 A JP2005335197 A JP 2005335197A JP 2005335197 A JP2005335197 A JP 2005335197A JP 2007142231 A JP2007142231 A JP 2007142231A
- Authority
- JP
- Japan
- Prior art keywords
- plating
- metal lid
- lid member
- welding
- ceramic base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
Landscapes
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
Abstract
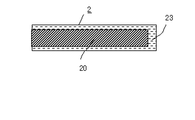
【解決手段】セラミックベース部材11と金属製リッド部材12とが溶接部材であるメタライズ層13と積層めっきのCuめっき層21およびAgめっき層22の介在により一対の溶接ローラ14により連続的にスポット溶接するシーム溶接で気密封着した電子部品用パッケージである。ここで、金属製リッド部材12は、コバール材20に銅Cuめっき層21を下地とし、この下地上に銀Agめっき層22を施して構成する。また、セラミックベース部材11にはメタライズ層13がベース側壁部15の端面に形成され、このメタライズ層13はタングステンW上にニッケルNiめっきして構成している。
【選択図】 図1
Description
12…金属製リッド部材、 13…メタライズ層、 14…一対の溶接ローラ、
15…側壁部、 16…容器部分、 20…コバール材、 21…銅Cuめっき層、
22…銀Agめっき層。
Claims (4)
- 側壁部で囲繞された開口容器を形成するセラミックベース部材と、前記開口容器を閉止する金属製リッド部材と、前記セラミックベース部材および前記金属製リッド部材との間に配置した溶接部材とを具備し、前記セラミックベース部材と前記金属製リッド部材を前記溶接部材の介在によりシーム溶接した電子部品用パッケージであって、前記溶接部材は前記セラミックベース部材の側壁部端面に設けたメタライズ層および前記金属製リッド部材の表面に設けた銅Cuめっき層および銀Agめっき層の積層めっきであることを特徴とする電子部品用パッケージ。
- 前記メタライズ層はタングステンWにニッケルNiめっきして形成し、前記めっき積層は前記金属製リッド部材のコバール金属板に下地のCuめっき層とその上にAgめっき層を形成したことを特徴とする請求項1に記載の電子部品用パッケージ。
- 前記金属製リッド部材の前記積層めっきはCuめっき層が3〜40μm、Agめっき層が0.3〜15.0μmの範囲内で形成したことを特徴とする請求項2に記載の電子部品用パッケージ。
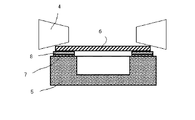
- 側壁部で囲繞された開口容器を形成するセラミックベース部材と、前記開口容器を閉止する金属製リッド部材と、前記セラミックベース部材および前記金属製リッド部材との間に配置した溶接部材とを具備し、前記セラミックベース部材と金属製リッド部材を前記溶接部材の介在によりシーム溶接した電子部品用パッケージの製造方法において、前記溶接部材は前記セラミックベース部材の側壁端面に形成したメタライズ層と、前記金属製リッド部材のコバール表面に形成した下地のCuめっき層およびその上のAgめっき層からなる積層めっきであり、前記セラミックベース部材の開口容器を閉止するよう前記金属製リッド部材を所定位置に配置し、前記金属製リッド部材の対向辺部に一対のローラ電極を当接して加圧しつつ通電して連続的にスポット溶接することを特徴とする電子部品用パッケージの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005335197A JP2007142231A (ja) | 2005-11-21 | 2005-11-21 | 電子部品用パッケージおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005335197A JP2007142231A (ja) | 2005-11-21 | 2005-11-21 | 電子部品用パッケージおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007142231A true JP2007142231A (ja) | 2007-06-07 |
| JP2007142231A5 JP2007142231A5 (ja) | 2008-12-25 |
Family
ID=38204725
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005335197A Pending JP2007142231A (ja) | 2005-11-21 | 2005-11-21 | 電子部品用パッケージおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007142231A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009105747A (ja) * | 2007-10-24 | 2009-05-14 | Nippon Dempa Kogyo Co Ltd | 表面実装用の水晶デバイス |
| JP2016006820A (ja) * | 2014-06-20 | 2016-01-14 | 大和電機工業株式会社 | 封止部材、および電子部品用パッケージの製造方法 |
| US11178786B2 (en) * | 2014-12-26 | 2021-11-16 | Hitachi Metals, Ltd. | Method for manufacturing hermetic sealing lid member |
| CN117820005A (zh) * | 2023-12-28 | 2024-04-05 | 南京三乐集团有限公司 | 平封结构瓷封件的平封结构组件及其高精度封接方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000223606A (ja) * | 1999-01-29 | 2000-08-11 | Kyocera Corp | 電子部品装置 |
| JP2004056193A (ja) * | 2002-07-16 | 2004-02-19 | Seiko Instruments Inc | 圧電振動子及びその製造方法 |
-
2005
- 2005-11-21 JP JP2005335197A patent/JP2007142231A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000223606A (ja) * | 1999-01-29 | 2000-08-11 | Kyocera Corp | 電子部品装置 |
| JP2004056193A (ja) * | 2002-07-16 | 2004-02-19 | Seiko Instruments Inc | 圧電振動子及びその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009105747A (ja) * | 2007-10-24 | 2009-05-14 | Nippon Dempa Kogyo Co Ltd | 表面実装用の水晶デバイス |
| JP2016006820A (ja) * | 2014-06-20 | 2016-01-14 | 大和電機工業株式会社 | 封止部材、および電子部品用パッケージの製造方法 |
| US11178786B2 (en) * | 2014-12-26 | 2021-11-16 | Hitachi Metals, Ltd. | Method for manufacturing hermetic sealing lid member |
| CN117820005A (zh) * | 2023-12-28 | 2024-04-05 | 南京三乐集团有限公司 | 平封结构瓷封件的平封结构组件及其高精度封接方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI604572B (zh) | 陶瓷封裝體、電子零件裝置及其製造方法 | |
| JP3620260B2 (ja) | 電子部品 | |
| JP2000236035A (ja) | 電子部品用パッケージおよび圧電振動デバイス | |
| JP2006086585A (ja) | 表面実装型圧電振動デバイス | |
| JP2007142231A (ja) | 電子部品用パッケージおよびその製造方法 | |
| JP3765729B2 (ja) | 電子部品用パッケージの製造方法 | |
| JP3398295B2 (ja) | 圧電部品及びその製造方法 | |
| JP2007043340A (ja) | 表面実装型圧電デバイス及びその製造方法 | |
| JP2011228352A (ja) | リッドおよびベースおよび電子部品用パッケージ | |
| JP4654104B2 (ja) | セラミックパッケージ | |
| JP2012015779A (ja) | 圧電振動子の製造方法及び圧電振動子 | |
| JP2010135874A (ja) | 表面実装用の水晶発振器 | |
| JP2004288737A (ja) | 電子部品搭載用基板およびそれを用いた電子装置 | |
| JP2008300497A (ja) | パッケージの封止方法 | |
| JP3783605B2 (ja) | 気密封止パッケージおよびこれを用いたデバイス | |
| JP3893617B2 (ja) | 電子部品用パッケージ | |
| JP2001068577A (ja) | 電子部品用パッケージ及びその製造方法 | |
| JP2004281545A (ja) | 圧電デバイス用パッケージの封止方法並びにパッケージの蓋体及び圧電デバイス | |
| JP2005129611A (ja) | 電子部品用パッケージ | |
| JP2007318209A (ja) | 表面実装型圧電振動デバイス、およびその製造方法 | |
| JP2019033196A (ja) | 電子部品用パッケージ及び電子部品装置 | |
| JP2000022013A (ja) | 電子部品の製造方法 | |
| JP2002170895A (ja) | 電子部品収納用パッケージおよびその封止方法 | |
| JP4105968B2 (ja) | 電子部品搭載用基板およびそれを用いた電子装置 | |
| JP2004342812A (ja) | 電子部品用パッケージ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081112 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081112 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090702 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110330 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110523 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110823 |