JP2007146258A - 電解銅箔、プリント配線板および多層プリント配線板 - Google Patents
電解銅箔、プリント配線板および多層プリント配線板 Download PDFInfo
- Publication number
- JP2007146258A JP2007146258A JP2005345116A JP2005345116A JP2007146258A JP 2007146258 A JP2007146258 A JP 2007146258A JP 2005345116 A JP2005345116 A JP 2005345116A JP 2005345116 A JP2005345116 A JP 2005345116A JP 2007146258 A JP2007146258 A JP 2007146258A
- Authority
- JP
- Japan
- Prior art keywords
- copper foil
- printed wiring
- wiring board
- treatment
- electrolytic copper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 title claims abstract description 145
- 239000011889 copper foil Substances 0.000 title claims abstract description 126
- 238000011282 treatment Methods 0.000 claims abstract description 57
- 239000000758 substrate Substances 0.000 claims abstract description 36
- 239000000126 substance Substances 0.000 claims abstract description 7
- 150000002484 inorganic compounds Chemical class 0.000 claims abstract description 5
- 229910010272 inorganic material Inorganic materials 0.000 claims abstract description 5
- 229910052751 metal Inorganic materials 0.000 claims abstract description 5
- 239000002184 metal Substances 0.000 claims abstract description 5
- 150000002894 organic compounds Chemical class 0.000 claims abstract description 5
- 229910044991 metal oxide Inorganic materials 0.000 claims abstract description 4
- 150000004706 metal oxides Chemical class 0.000 claims abstract description 4
- 239000004020 conductor Substances 0.000 claims description 37
- 239000010949 copper Substances 0.000 claims description 25
- 229910052802 copper Inorganic materials 0.000 claims description 17
- 238000010030 laminating Methods 0.000 claims description 4
- 239000011347 resin Substances 0.000 abstract description 26
- 229920005989 resin Polymers 0.000 abstract description 26
- 238000007788 roughening Methods 0.000 abstract description 16
- 238000005530 etching Methods 0.000 description 31
- 238000007747 plating Methods 0.000 description 23
- 239000011248 coating agent Substances 0.000 description 20
- 238000000576 coating method Methods 0.000 description 20
- 239000011888 foil Substances 0.000 description 19
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 17
- 239000008151 electrolyte solution Substances 0.000 description 13
- 229910000077 silane Inorganic materials 0.000 description 13
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 12
- 239000011651 chromium Substances 0.000 description 12
- 230000000694 effects Effects 0.000 description 12
- 239000011701 zinc Substances 0.000 description 12
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 10
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 10
- 239000002245 particle Substances 0.000 description 10
- 239000010936 titanium Substances 0.000 description 9
- 229910052719 titanium Inorganic materials 0.000 description 9
- 239000004593 Epoxy Substances 0.000 description 7
- 239000010941 cobalt Substances 0.000 description 7
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 7
- 229910000531 Co alloy Inorganic materials 0.000 description 6
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 6
- 229910001297 Zn alloy Inorganic materials 0.000 description 6
- 238000010168 coupling process Methods 0.000 description 6
- 230000017525 heat dissipation Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 229910052725 zinc Inorganic materials 0.000 description 6
- 239000006087 Silane Coupling Agent Substances 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 229910017052 cobalt Inorganic materials 0.000 description 5
- 230000008878 coupling Effects 0.000 description 5
- 238000005859 coupling reaction Methods 0.000 description 5
- 239000010419 fine particle Substances 0.000 description 5
- 229910052759 nickel Inorganic materials 0.000 description 5
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 4
- 229910000990 Ni alloy Inorganic materials 0.000 description 4
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 3
- 229910052804 chromium Inorganic materials 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- 239000012528 membrane Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229910001182 Mo alloy Inorganic materials 0.000 description 2
- -1 and further Substances 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 239000007822 coupling agent Substances 0.000 description 2
- 239000003792 electrolyte Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000005246 galvanizing Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- UMGDCJDMYOKAJW-UHFFFAOYSA-N thiourea Chemical compound NC(N)=S UMGDCJDMYOKAJW-UHFFFAOYSA-N 0.000 description 2
- NLSFWPFWEPGCJJ-UHFFFAOYSA-N 2-methylprop-2-enoyloxysilicon Chemical compound CC(=C)C(=O)O[Si] NLSFWPFWEPGCJJ-UHFFFAOYSA-N 0.000 description 1
- DTOOTUYZFDDTBD-UHFFFAOYSA-N 3-chloropropylsilane Chemical compound [SiH3]CCCCl DTOOTUYZFDDTBD-UHFFFAOYSA-N 0.000 description 1
- 244000171897 Acacia nilotica subsp nilotica Species 0.000 description 1
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 1
- 239000005751 Copper oxide Substances 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229920000084 Gum arabic Polymers 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Natural products NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- NOKSMMGULAYSTD-UHFFFAOYSA-N [SiH4].N=C=O Chemical compound [SiH4].N=C=O NOKSMMGULAYSTD-UHFFFAOYSA-N 0.000 description 1
- 235000010489 acacia gum Nutrition 0.000 description 1
- 239000000205 acacia gum Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 229910000431 copper oxide Inorganic materials 0.000 description 1
- 229910000365 copper sulfate Inorganic materials 0.000 description 1
- TVZPLCNGKSPOJA-UHFFFAOYSA-N copper zinc Chemical compound [Cu].[Zn] TVZPLCNGKSPOJA-UHFFFAOYSA-N 0.000 description 1
- ARUVKPQLZAKDPS-UHFFFAOYSA-L copper(II) sulfate Chemical compound [Cu+2].[O-][S+2]([O-])([O-])[O-] ARUVKPQLZAKDPS-UHFFFAOYSA-L 0.000 description 1
- 238000005868 electrolysis reaction Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 229910001924 platinum group oxide Inorganic materials 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- MOVRCMBPGBESLI-UHFFFAOYSA-N prop-2-enoyloxysilicon Chemical compound [Si]OC(=O)C=C MOVRCMBPGBESLI-UHFFFAOYSA-N 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical compound [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 description 1
- IYMSIPPWHNIMGE-UHFFFAOYSA-N silylurea Chemical compound NC(=O)N[SiH3] IYMSIPPWHNIMGE-UHFFFAOYSA-N 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- TXDNPSYEJHXKMK-UHFFFAOYSA-N sulfanylsilane Chemical compound S[SiH3] TXDNPSYEJHXKMK-UHFFFAOYSA-N 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- UKRDPEFKFJNXQM-UHFFFAOYSA-N vinylsilane Chemical compound [SiH3]C=C UKRDPEFKFJNXQM-UHFFFAOYSA-N 0.000 description 1
Images
Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
- Manufacturing Of Printed Wiring (AREA)
- Laminated Bodies (AREA)
- Electroplating Methods And Accessories (AREA)
- Chemical Treatment Of Metals (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
【解決手段】素地山を有する粗面と光沢面をもつ電解銅箔であり、素地山高さがRzで2.5μm以上である電解銅箔の粗面素地山上に粗化処理を施さないことを特徴とする電解銅箔である。
上記電解銅箔の少なくとも粗面素地山面に化学処理又は/及び電気化学処理を施して樹脂基板との密着性を高める。
上記化学処理又は/及び電気化学処理は金属被膜、金属酸化物被膜、有機化合物被膜、無機化合物被膜を施す処理である。
【選択図】 図1
Description
まず、ガラスエポキシ樹脂やポリイミド樹脂などから成る電気絶縁性の基板の表面に、導体回路形成用の銅箔を置いたのち、加熱・加圧して銅張積層板を製造する。
ついで、その銅張積層板に、スルーホールの穿設、スルーホールめっきを順次行ったのち、該銅張り積層板表面の銅箔にエッチング処理を行い、所望する線幅と所望する線間ピッチを備えた導体回路を形成し、最後に、ソルダーレジストの形成やその他の仕上げ処理が行われる。
最近のノートパソコン、携帯電話に代表される小型電子機器には、薄い銅箔が使用されているケースが多い。こうした電子機器は、近年さらなる小型化、薄型化がすすんでおり、そこに使用さている電解銅箔は、厚み9μm、12μm、18μmといった比較的薄い銅箔である。
これは、仮にプリント配線板の導体回路の幅が1mmであるとしたとき、18μ以下の薄い銅箔では大電流が流せず、放熱性も悪いことから、厚銅箔が必要とされるためである。
しかし、電解銅箔と圧延銅箔では、使用される厚さの範囲がやや異なる。電解銅箔の場合は35μm〜210μm位までであり、圧延銅箔の場合は200μmから400μmのものが使用される頻度が多い。
そうすると、回転するチタン製のドラムの表面に銅がめっきされる。このめっきされた銅を連続して引き剥がし、巻き取ると電解銅箔の未処理銅箔4になる。
圧延銅箔は、厚いほど圧延の回数が少なく、製造コストの点で有利になるが、電解法で厚銅箔を製造する場合には、長時間の電解を行うことが必要で製造コストが高くなるからである。
しかし一方では、微細粒子は樹脂基板の樹脂に埋め込まれ、導体回路をエッチングする場合には、特に樹脂に埋め込まれた微細粒子はエッチングされにくい傾向がある。この現象を通常「根残り」と呼んでいる。
EF=2H/(B−T)
H:導体回路の銅箔厚さ
B:導体回路のボトム幅
T:導体回路のトップ幅
この数値が小さいほど、導体回路の側壁の部分がエッチングされて導体回路幅が細ってしまうことを示す。すなわち、エッチングファクターが小さくなることは、導体回路のボトム幅に比較してトップ幅がより細くなることを示す。
同様にボトムのライン/スペースが1mm/1mmになるようにエッチングを行い、導体回路の側壁部分がそれほどエッチングされない場合には、トップのライン幅は1mmに近くなり、エッチングファクターは大きくなる。
これに対してエッチングファクターが大きい場合には、導体回路の断面積が大きくなり、大電流を流しても導体回路の温度上昇が抑制できる。
なお、RzとはJISB0601−1994に示す十点平均粗さである。
従来の銅箔表面に粗化粒子が付着している銅箔をエッチングして導体回路を作成する場合、粗化粒子は「根残り」の原因になる。「根残り」を防ぐため粗化粒子を完全に溶解しようとすると、導体回路の側壁部分が溶解し、導体回路のボトム幅に比べ、トップ幅が大幅に細ってしまう。すなわち、エッチングファクターは小さくなり、この導体回路に電流を流した場合、温度上昇をある温度以下に抑えようとすると低い電流しか流すことができない。
本発明は素地山の高さと樹脂基板に対する引き剥がし強度との関係を追求し、素地山の高さがRzで2.5μm以上になると引き剥がし強さ(ピール)がでるようになること、すなわち、素地山が2.5μm以上になると樹脂基板に対するいわゆる「アンカー効果」が寄与するようになること、さらに、素地山面に化学処理又は/及び電気化学処理を施すことで、樹脂基板との化学結合を高め、さらにピールがでることを突き止め、本発明を完成したのである。
前記金属酸化物皮膜としては、銅酸化物皮膜が効果的である。
前記無機化合物被膜としては、クロメート処理皮膜が効果的である。
有機化合物被膜処理としては、カップリング剤処理による皮膜が効果的である。
これは、0.05mg/dm2 を下回ると銅箔の耐蝕性、樹脂基板との密着性、耐熱性を向上する効果がなくなるからである。また、50mg/dm2 を越えても耐蝕性、樹脂基板との密着性、耐熱性等に対する効果は一定になってしまい、それ以上の効果が期待できないためである。
なお、亜鉛、亜鉛合金めっき、コバルト、コバルト合金めっき、ニッケル、ニッケル合金めっきにクロメート処理を組み合わせることはさらに効果的である。これは、銅箔上に直接クロメート処理する場合に比べ、置換反応が起こるためか、クロメート処理の付着量を多くすることができ、樹脂基板との引き剥がし強さが大きくなるためである。
シランカップリング剤としては、ビニル系シラン、エポキシ系シラン、スチリル系シラン、メタクリロキシ系シラン、アクリロキシ系シラン、アミノ系シラン、ウレイド系シラン、クロロプロピル系シラン、メルカプト系シラン、スルフィド系シラン、イソシアネート系シランなどをあげることができる。これらのシランカップリング剤は通常0.001〜5%の水溶液にし、これを銅箔の表面に塗布したのちそのまま加熱乾燥して皮膜とすることができる。
なお、これらのカップリング処理は前記亜鉛、亜鉛合金めっき、コバルト、コバルト合金めっき、ニッケル、ニッケル合金めっき、クロメート処理等と併用するとさらに効果的である。
<実施例1>
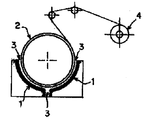
図1に示す回転するドラム状のカソード(チタン製)2と、陰極に対して同心円状のアノード(DSA製)1を配置した装置に下記電解液組成1の電解液3を通し、両極間に電流を流して箔厚35μmの未処理銅箔4を製造した。この未処理銅箔の粗面の素地山高さを測定したところRz=5.5μmであった。
電解浴: Cu 70〜130g/l
H2SO4 80〜140g/l
低分子量膠(分子量=3,000) 0.5〜15ppm
塩化物イオン 5〜50ppm
電流密度: 10〜100A/dm2
浴温: 40〜60℃
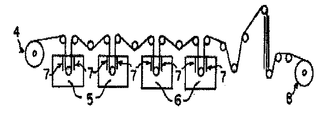
この後、未処理銅箔の粗面素地山上に、通常密着性向上のために行う図2に示す粗化処理は実施せず、亜鉛めっき処理で Zn=0.5mg/dm2の皮膜で被覆し、さらにクロメート処理で Cr=0.06mg/dm2の皮膜で被覆した後、エポキシシランでシランカップリング処理を施し Si=0.002mg/dm2の皮膜で被覆した。
実施例1と同様にして、箔厚35μmの未処理箔を製造した。この後、未処理銅箔上に、亜鉛めっき処理で Zn=0.5mg/dm2の皮膜で被覆し、さらにクロメート処理で Cr=0.9mg/dm2の皮膜で被覆した後、エポキシシランでシランカップリング処理を施し Si=0.05mg/dm2の皮膜で被覆した。
実施例1と同様にして、箔厚35μmの未処理箔を製造した。この後、未処理銅箔上にCu/Zn=7/3の銅−亜鉛合金めっきで3.0mg/dm2の皮膜を施し、クロメート処理で Cr=0.9mg/dm2の皮膜で被覆した後、エポキシシランによるカップリング処理により Si=0.05mg/dm2の皮膜で被覆した。
実施例1と同様にして、箔厚35μmの未処理箔を製造した。この後、未処理銅箔上にCo/Mo=5/3のコバルト−モリブデン合金めっきを施し、クロメート処理で Cr=0.9mg/dm2の皮膜で被覆した後、エポキシシランによるカップリング処理で Si=0.05mg/dm2の皮膜で被覆した。
図1に示す回転するドラム状のカソード(チタン製)2と、陰極に対して同心円状のアノード(DSA製)1を配置した装置に下記電解液組成2の電解液3を通し、両極間に電流を流して箔厚35μmの未処理銅箔4を製造した。この未処理銅箔の粗面の素地山高さを測定したところRz=2.6μmであった。
電解浴: Cu 70〜130g/l
H2SO4 80〜140g/l
チオ尿素 0.05〜2ppm
低分子量膠(分子量=3,000) 0.03〜4ppm
アラビアゴム 0.08〜12ppm
塩化物イオン 5〜50ppm
電流密度: 10〜100A/dm2
浴温: 40〜60℃
この後、未処理銅箔の粗面素地山上に、通常密着性向上のために行う図2に示す粗化処理は実施せず、亜鉛めっきで Zn=0.5mg/dm2の皮膜で被覆し、さらにクロメート処理で Cr=0.6mg/dm2の皮膜で被覆した後、エポキシシランでシランカップリング処理を施し Si=0.03mg/dm2の皮膜で被覆した。
実施例1と同様にして、箔厚35μmの未処理銅箔を製造した。この後、該未処理銅箔の粗面素地山上に、下記の条件により図2に示す粗化処理を施し、微細な突起群からなる銅の焼けめっき層を電析させた。
さらに銅の焼けめっき層上に下記条件により平滑めっきを施し、微細な突起群を銅の薄層で覆った。
これらの処理により、未処理銅箔上に微細な銅の瘤が形成された。得られた銅箔の表面粗さを測定したところRz=8.6μmであった。
こののち、亜鉛めっきで Zn=0.5mg/dm2の皮膜で被覆し、さらにクロメート処理で Cr=0.6mg/dm2の皮膜で被覆した後、エポキシシランでシランカップリング処理を施し Si=0.002mg/dm2の皮膜で被覆した。
電解浴: Cu 20〜35g/l
H2SO4 110〜160g/L
As 100〜400ppm
浴温: 20〜40℃
電流密度: 10〜50A/dm2
処理時間:2〜15秒
電解浴: Cu 50〜80g/l
H2SO4 90〜130g/L
浴温: 40〜60℃
電流密度: 10〜30A/dm2
処理時間:2〜15秒
実施例1と同様にして、箔厚35μmの未処理銅箔を製造した。この後、該未処理銅箔の粗面上に、比較例1と同様にして未処理銅箔上に微細な銅の瘤を形成させた。
こののち、未処理銅箔上にCu/Zn=7/3の銅−亜鉛合金めっきで3.0mg/dm2の皮膜を施し、クロメート処理で Cr=0.06mg/dm2の皮膜で被覆した後、エポキシシランで Si=0.002mg/dm2の皮膜で被覆した。
実施例1と同様にして、箔厚35μmの未処理銅箔を製造した。この後、該未処理銅箔の粗面上に、比較例1と同様にして未処理銅箔上に微細な銅の瘤を形成させた。
この後、未処理銅箔上にCo/Mo=5/3のコバルト−モリブデン合金めっきを施し、クロメート処理で Cr=0.06mg/dm2の皮膜で被覆した後、エポキシシラン Si=0.002mg/dm2の皮膜で被覆した。
図1に示す回転するドラム状のカソード(チタン製)2と、陰極に対して同心円状のアノード(DSA製)1を配置した装置に下記電解液組成2の電解液3を通し、両極間に電流を流して箔厚35μmの未処理銅箔4を製造した。この未処理銅箔の素地山を有する粗面の高さを測定したところRz=2.1μmであった。
電解浴: Cu 70〜130g/l
H2SO4 80〜140g/l
HS(CH2)3SO3Na 0.5〜10ppm
低分子量膠(分子量=3,000) 0.5〜10ppm
塩化物イオン 10〜60ppm
電流密度: 10〜100A/dm2
浴温: 40〜60℃
この後、未処理銅箔の粗面素地山上に、通常密着性向上のために行う図2に示す粗化処理は実施せず、亜鉛めっき皮膜 Zn=0.5mg/dm2、クロメート処理皮膜 Cr=0.3mg/dm2を被覆した後、エポキシシラン皮膜 Si=0.01mg/dm2を被覆した。
この時のボトム幅とトップ幅を測定し、エッチングファクターを算出した結果を表1に示す。

これに反し、比較例1〜3の従来銅箔を使用した場合、銅箔表面に微細な銅粒子が付着しているので、アンカー効果により樹脂基板との密着強度は強いが、一方でエッチングしたとき樹脂に埋め込まれた微細な銅粒子の溶解に時間がかかり、エッチング時間が長くなってしまうため、回路の側壁の部分がエッチングされ、エッチングファクターが小さくなってしまっている。
また、実施例5と比較例4とで比較して示すように、未処理銅箔の粗面の素地山高さがRzで2.5μm以上ないと、樹脂基板との密着強度が低下してしまい、通常、実用的な密着強度は1kN/m以上と言われている実用的な密着強度を得ることができない。
また、本発明は、大きなエッチングファクターと、大きな引き剥がし強さの確保を両立させた本発明電解銅箔を用いることにより、大電流通電が可能で、また放熱性も良好なプリント配線板、及び該プリント配線板を複数枚積層した多層プリント配線板を提供することができる、優れた効果を有するものである。
2 回転ドラム(電解製箔装置のカソード)
3 電解製箔装置の電解液
4 未処理銅箔
5 表面粗化処理装置の電解液
6 表面粗化処理装置の電解液
7 表面粗化処理装置のアノード
Claims (5)
- 高さがRzで2.5μm以上である素地山を有する粗面と光沢面をもつ電解銅箔であり、少なくとも前記素地山を有する粗面に化学処理又は/及び電気化学処理が施されていることを特徴とする電解銅箔。
- 前記化学処理又は/及び電気化学処理で前記素地山を有する粗面に施される処理膜が金属被膜、金属酸化物被膜、有機化合物被膜、無機化合物被膜であることを特徴とする請求項1に記載の電解銅箔。
- 請求項1又は2に記載の電解銅箔の厚さが35μm以上である電解銅箔。
- 請求項1乃至3のいずれかに記載の電解銅箔の前記素地山を有する粗面を絶縁基板に積層して銅張積層板とし、該銅張積層板の前記銅箔に導体回路を形成してなることを特徴とするプリント配線板。
- 請求項1乃至3のいずれかに記載の電解銅箔の粗面を絶縁基板に積層して銅張積層板とし、該銅張積層板の前記銅箔に導体回路を形成してなるプリント配線板を複数枚積層してなることを特徴とする多層プリント配線板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005345116A JP2007146258A (ja) | 2005-11-30 | 2005-11-30 | 電解銅箔、プリント配線板および多層プリント配線板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005345116A JP2007146258A (ja) | 2005-11-30 | 2005-11-30 | 電解銅箔、プリント配線板および多層プリント配線板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007146258A true JP2007146258A (ja) | 2007-06-14 |
Family
ID=38208014
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005345116A Pending JP2007146258A (ja) | 2005-11-30 | 2005-11-30 | 電解銅箔、プリント配線板および多層プリント配線板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007146258A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010080702A (ja) * | 2008-09-26 | 2010-04-08 | Hitachi Chem Co Ltd | 多層プリント配線板 |
| JP2011129685A (ja) * | 2009-12-17 | 2011-06-30 | Jx Nippon Mining & Metals Corp | 環境配慮型プリント配線板用銅箔 |
| WO2011121801A1 (ja) * | 2010-03-30 | 2011-10-06 | Jx日鉱日石金属株式会社 | 電磁波シールド用複合体 |
| US9549471B2 (en) | 2010-07-15 | 2017-01-17 | Jx Nippon Mining & Metals Corporation | Copper foil composite |
| US9955574B2 (en) | 2012-01-13 | 2018-04-24 | Jx Nippon Mining & Metals Corporation | Copper foil composite, formed product and method of producing the same |
| US9981450B2 (en) | 2012-01-13 | 2018-05-29 | Jx Nippon Mining & Metals Corporation | Copper foil composite, formed product and method of producing the same |
| US10178816B2 (en) | 2011-05-13 | 2019-01-08 | Jx Nippon Mining & Metals Corporation | Copper foil composite, copper foil used for the same, formed product and method of producing the same |
-
2005
- 2005-11-30 JP JP2005345116A patent/JP2007146258A/ja active Pending
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010080702A (ja) * | 2008-09-26 | 2010-04-08 | Hitachi Chem Co Ltd | 多層プリント配線板 |
| JP2011129685A (ja) * | 2009-12-17 | 2011-06-30 | Jx Nippon Mining & Metals Corp | 環境配慮型プリント配線板用銅箔 |
| WO2011121801A1 (ja) * | 2010-03-30 | 2011-10-06 | Jx日鉱日石金属株式会社 | 電磁波シールド用複合体 |
| JP5000792B2 (ja) * | 2010-03-30 | 2012-08-15 | Jx日鉱日石金属株式会社 | 電磁波シールド用複合体 |
| KR101363183B1 (ko) | 2010-03-30 | 2014-02-13 | 제이엑스 닛코 닛세키 킨조쿠 가부시키가이샤 | 전자파 실드용 복합체 |
| US9549471B2 (en) | 2010-07-15 | 2017-01-17 | Jx Nippon Mining & Metals Corporation | Copper foil composite |
| US10178816B2 (en) | 2011-05-13 | 2019-01-08 | Jx Nippon Mining & Metals Corporation | Copper foil composite, copper foil used for the same, formed product and method of producing the same |
| US9955574B2 (en) | 2012-01-13 | 2018-04-24 | Jx Nippon Mining & Metals Corporation | Copper foil composite, formed product and method of producing the same |
| US9981450B2 (en) | 2012-01-13 | 2018-05-29 | Jx Nippon Mining & Metals Corporation | Copper foil composite, formed product and method of producing the same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101809206B (zh) | 印刷电路用铜箔及覆铜箔层压板 | |
| CN102224281B (zh) | 印刷电路用铜箔 | |
| JP6945523B2 (ja) | 表面処理銅箔、キャリア付銅箔、並びにそれらを用いた銅張積層板及びプリント配線板の製造方法 | |
| CN102884228B (zh) | 印刷电路用铜箔 | |
| CN101662892B (zh) | 带有载体的极薄铜箔及其制造方法及布线板 | |
| CN107429417B (zh) | 粗糙化处理铜箔、带载体铜箔、覆铜层叠板及印刷电路板 | |
| CN105209252B (zh) | 附载体铜箔、使用其的覆铜积层板、印刷配线板、电子机器及印刷配线板的制造方法 | |
| KR101822251B1 (ko) | 구리박, 캐리어 부착 구리박, 구리 피복 적층체, 프린트 배선판, 반도체 패키지용 회로 형성 기판, 반도체 패키지, 전자 기기, 수지 기재, 회로의 형성 방법, 세미 애디티브 공법, 프린트 배선판의 제조 방법 | |
| WO2014196576A1 (ja) | キャリア付銅箔、銅張積層板、プリント配線板、電子機器、樹脂層、キャリア付銅箔の製造方法、及びプリント配線板の製造方法 | |
| CN104812945A (zh) | 表面处理电解铜箔、积层板、及印刷配线板 | |
| TW201009130A (en) | Copper-foil roughening treatment and copper foil for printed circuit boards obtained using said treatment | |
| JP2000269637A (ja) | 高密度超微細配線板用銅箔 | |
| CN104120471B (zh) | 高频电路用铜箔、覆铜板、印刷配线板、带载体的铜箔、电子设备及印刷配线板的制造方法 | |
| TWI632054B (zh) | 高頻電路用銅箔、高頻電路用覆銅積層板、高頻電路用印刷配線板、高頻電路用附載體銅箔、電子機器、及印刷配線板之製造方法 | |
| KR101208310B1 (ko) | 폴리이미드계 플렉시블 동장 적층판용 동박, 폴리이미드계플렉시블 동장 적층판 및 폴리이미드계 플렉시블 프린트배선판 | |
| JP2010180454A (ja) | 表面処理銅箔およびその製造方法ならびに銅張積層板 | |
| JP4978456B2 (ja) | 印刷回路用銅箔 | |
| JPH11340596A (ja) | 印刷回路基板用の銅箔、および樹脂付き銅箔 | |
| JPH11340595A (ja) | 印刷回路基板用の銅箔、および樹脂付き銅箔 | |
| JP2007146258A (ja) | 電解銅箔、プリント配線板および多層プリント配線板 | |
| JP4941204B2 (ja) | プリント配線板用銅箔及びその表面処理方法 | |
| US20140308538A1 (en) | Surface treated aluminum foil for electronic circuits | |
| TW202042600A (zh) | 表面處理銅箔、覆銅積層板及印刷線路板 | |
| JP2009231309A (ja) | プリント配線板用銅箔 | |
| JP2007035658A (ja) | ポリイミド樹脂基材及びそのポリイミド樹脂基材を用いた配線板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20080624 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080701 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20080703 |
|
| RD04 | Notification of resignation of power of attorney |
Effective date: 20080801 Free format text: JAPANESE INTERMEDIATE CODE: A7424 |
|
| A072 | Dismissal of procedure |
Free format text: JAPANESE INTERMEDIATE CODE: A073 Effective date: 20090106 |
|
| A711 | Notification of change in applicant |
Effective date: 20090413 Free format text: JAPANESE INTERMEDIATE CODE: A712 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090421 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090825 |