JP2007168055A - 超仕上げ方法及び超仕上げ装置 - Google Patents
超仕上げ方法及び超仕上げ装置 Download PDFInfo
- Publication number
- JP2007168055A JP2007168055A JP2005372626A JP2005372626A JP2007168055A JP 2007168055 A JP2007168055 A JP 2007168055A JP 2005372626 A JP2005372626 A JP 2005372626A JP 2005372626 A JP2005372626 A JP 2005372626A JP 2007168055 A JP2007168055 A JP 2007168055A
- Authority
- JP
- Japan
- Prior art keywords
- spherical roller
- axis
- grindstone
- outer peripheral
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
【解決手段】砥石12を球面ころ11の外周面に対して球面ころ11の軸方向の両端面間の範囲で揺動させることによって、球面ころ11の外周面を超仕上げする方法において、砥石12を球面ころ11の軸線Owと交差する方向に揺動させる。
【選択図】図1
Description
(1) 砥石を球面ころの外周面に対して球面ころの軸方向の両端面間の範囲で揺動させることによって、球面ころの外周面を超仕上げする方法において、砥石を球面ころの軸線と交差する方向に揺動させることを特徴とする超仕上げ方法。
(2) 球面ころを保持すると共に、球面ころに軸線回りの回転力を付与する回転保持部と、球面ころの外周面を超仕上げする砥石を保持すると共に、揺動軸を中心に揺動可能に配置される砥石ホルダと、を備え、砥石ホルダを揺動させることによって、砥石を球面ころの軸方向の両端面間の範囲で揺動させて、球面ころの外周面を超仕上げする超仕上げ装置において、砥石を球面ころの軸線と交差する方向に揺動させるように、球面ころの軸線を揺動軸の軸線に対して所定の角度傾けて配置することを特徴とする超仕上げ装置。
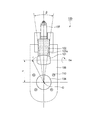
図1は本発明に係る超仕上げ方法の一実施形態を説明するための説明図であり、(a)は正面図、(b)は平面図、図2は本発明に係る超仕上げ装置の一実施形態を説明するための断面図、図3は図2のA−A線矢視断面図、図4は図2のB−B線矢視断面図、図5は球面ころを示す図であり、(a)は球面ころの平面図、(b)は(a)のC−C線矢視断面図、(c)は(a)のD−D線矢視断面図、図6は図5(a)のE−E線矢視断面図、図7は球面ころの寸法例を示す図である。
超仕上げ装置10は、ワークとしての球面ころ11を保持すると共に、この球面ころ11に軸線Ow回りの回転力を付与する回転保持部13と、球面ころ11の外周面を超仕上げする砥石12を保持すると共に、揺動軸14の軸線Oを中心に揺動可能に配置される砥石ホルダ15と、を備えている。
図5(a)において、球面ころ11の軸線Owに対してある角度θ傾けた傾斜断面を考えると、その断面は単一円弧に近似することができ、この一円弧曲率半径Rは軸線断面の曲率半径より小さくなる。
Px=l −(1)
Py=Px・tanθ −(2)
Pz=((D1/2)2−Py)1/2 −(3)
Pxθ=l/cosθ −(4)
Pz=((D1/2)2−Py)1/2 −(5)
ここで、
Py=l・tanθ −(6)
D1=D−2(R−(R2−l2)1/2) −(7)
xθ,z断面上の球面ころ11の断面形状は、上記(4)〜(7)式により計算し、プロットすることで求めることができる。
Ri=(Pxθ2+(Pz+H)2)1/2 −(8)
ここで、Rmax−Rminが最小となるように、θ,Hを求める。
11 球面ころ
12 砥石
13 回転保持部
13a 回転ロール
14 揺動軸
15 砥石ホルダ
15a 角穴
16 加圧シリンダ
16a 加圧ピストン
17 加圧レバー
18 板ばね
19 加圧ホース
20 ボルト
Claims (2)
- 砥石を球面ころの外周面に対して前記球面ころの軸方向の両端面間の範囲で揺動させることによって、前記球面ころの外周面を超仕上げする方法において、
前記砥石を前記球面ころの軸線と交差する方向に揺動させることを特徴とする超仕上げ方法。 - 球面ころを保持すると共に、前記球面ころに軸線回りの回転力を付与する回転保持部と、前記球面ころの外周面を超仕上げする砥石を保持すると共に、揺動軸を中心に揺動可能に配置される砥石ホルダと、を備え、前記砥石ホルダを揺動させることによって、前記砥石を前記球面ころの軸方向の両端面間の範囲で揺動させて、前記球面ころの外周面を超仕上げする超仕上げ装置において、
前記砥石を前記球面ころの軸線と交差する方向に揺動させるように、前記球面ころの軸線を前記揺動軸の軸線に対して所定の角度傾けて配置することを特徴とする超仕上げ装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005372626A JP4811016B2 (ja) | 2005-12-26 | 2005-12-26 | 超仕上げ方法及び超仕上げ装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005372626A JP4811016B2 (ja) | 2005-12-26 | 2005-12-26 | 超仕上げ方法及び超仕上げ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007168055A true JP2007168055A (ja) | 2007-07-05 |
| JP4811016B2 JP4811016B2 (ja) | 2011-11-09 |
Family
ID=38295282
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005372626A Expired - Lifetime JP4811016B2 (ja) | 2005-12-26 | 2005-12-26 | 超仕上げ方法及び超仕上げ装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4811016B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010070841A1 (ja) | 2008-12-15 | 2010-06-24 | Ntn株式会社 | 機械部品およびその超仕上げ加工方法 |
| CN102975109A (zh) * | 2011-09-05 | 2013-03-20 | 新昌县诚本轴承滚子有限公司 | 一种球面滚子超精加工方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103128643A (zh) * | 2011-11-25 | 2013-06-05 | 新昌县诚本轴承滚子有限公司 | 轴承套圈及滚动体球面磨超加工方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002254293A (ja) * | 2001-03-01 | 2002-09-10 | Nsk Ltd | 玉軸受軌道面の超仕上げ方法及び装置 |
| JP2003145409A (ja) * | 2001-11-09 | 2003-05-20 | Nsk Ltd | 超仕上げ方法および装置 |
| JP2003159641A (ja) * | 2001-11-26 | 2003-06-03 | Nsk Ltd | ゴシックアーク溝の超仕上げ方法 |
| JP2003260650A (ja) * | 2002-03-04 | 2003-09-16 | Koyo Seiko Co Ltd | 溝の超仕上げ方法及び超仕上げ用砥石 |
-
2005
- 2005-12-26 JP JP2005372626A patent/JP4811016B2/ja not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002254293A (ja) * | 2001-03-01 | 2002-09-10 | Nsk Ltd | 玉軸受軌道面の超仕上げ方法及び装置 |
| JP2003145409A (ja) * | 2001-11-09 | 2003-05-20 | Nsk Ltd | 超仕上げ方法および装置 |
| JP2003159641A (ja) * | 2001-11-26 | 2003-06-03 | Nsk Ltd | ゴシックアーク溝の超仕上げ方法 |
| JP2003260650A (ja) * | 2002-03-04 | 2003-09-16 | Koyo Seiko Co Ltd | 溝の超仕上げ方法及び超仕上げ用砥石 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010070841A1 (ja) | 2008-12-15 | 2010-06-24 | Ntn株式会社 | 機械部品およびその超仕上げ加工方法 |
| CN102245918A (zh) * | 2008-12-15 | 2011-11-16 | Ntn株式会社 | 机械部件及其超精加工方法 |
| EP2378147A4 (en) * | 2008-12-15 | 2013-05-08 | Ntn Toyo Bearing Co Ltd | MACHINE COMPONENT AND FINE-PROCESSING METHOD THEREFOR |
| US8690450B2 (en) | 2008-12-15 | 2014-04-08 | Ntn Corporation | Machine component and super-finishing method therefor |
| CN102975109A (zh) * | 2011-09-05 | 2013-03-20 | 新昌县诚本轴承滚子有限公司 | 一种球面滚子超精加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4811016B2 (ja) | 2011-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6408526B2 (ja) | ボールねじ研磨方法及びその装置 | |
| US10150210B2 (en) | Power hand tool with improved oscillating eccentric and fork mechanism | |
| JP2018202578A (ja) | 溝の超仕上げ方法及び軸受の製造方法 | |
| JP4811016B2 (ja) | 超仕上げ方法及び超仕上げ装置 | |
| JP2009269111A (ja) | 研削装置 | |
| JP4389554B2 (ja) | 超仕上げ装置 | |
| JP2019171485A (ja) | フィルムラップ加工装置 | |
| JPH11151649A (ja) | レンズ保持装置 | |
| JP5056144B2 (ja) | 超仕上盤用砥石揺動機構 | |
| JP6085661B1 (ja) | 超仕上装置 | |
| JP4812488B2 (ja) | ころ軸受軌道輪の超仕上げ加工方法 | |
| JP2014138962A (ja) | 研削装置及び研削方法 | |
| JP4284792B2 (ja) | 玉軸受軌道面の超仕上加工方法 | |
| KR970025841A (ko) | Crt 유리판넬용 연마장치 및 그 연마방법 | |
| JP7021455B2 (ja) | 加工装置 | |
| JP4812489B2 (ja) | ころ軸受軌道輪の超仕上げ加工装置 | |
| JP4073895B2 (ja) | 軸心から偏心した位置に孔を有する工作物の孔加工装置 | |
| JP5545254B2 (ja) | バニシングツール | |
| JP6574728B2 (ja) | 研磨装置 | |
| KR19980042740A (ko) | 자유곡면 가공공구 | |
| JP5913659B1 (ja) | ワーク保持装置および端面研削装置 | |
| JPS635220B2 (ja) | ||
| JP5085941B2 (ja) | 円筒研削盤および円筒研削盤による外面研削方法 | |
| JP3493334B2 (ja) | 超仕上装置 | |
| JP2002307279A (ja) | 研磨工具、研磨工具保持装置、研磨装置、および前記研磨工具を加工する合わせ研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20071128 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080925 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110726 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110808 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4811016 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140902 Year of fee payment: 3 |
|
| EXPY | Cancellation because of completion of term |