JP2007170672A - フランジ付き軸の製造方法及び軸挿入装置 - Google Patents
フランジ付き軸の製造方法及び軸挿入装置 Download PDFInfo
- Publication number
- JP2007170672A JP2007170672A JP2006351359A JP2006351359A JP2007170672A JP 2007170672 A JP2007170672 A JP 2007170672A JP 2006351359 A JP2006351359 A JP 2006351359A JP 2006351359 A JP2006351359 A JP 2006351359A JP 2007170672 A JP2007170672 A JP 2007170672A
- Authority
- JP
- Japan
- Prior art keywords
- shaft
- flange
- holding means
- hole
- holding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 238000003780 insertion Methods 0.000 claims abstract description 82
- 230000037431 insertion Effects 0.000 claims abstract description 82
- 238000010438 heat treatment Methods 0.000 claims abstract description 50
- 238000013459 approach Methods 0.000 claims description 5
- 238000000034 method Methods 0.000 description 27
- 230000007246 mechanism Effects 0.000 description 16
- 230000002093 peripheral effect Effects 0.000 description 15
- 229910000831 Steel Inorganic materials 0.000 description 14
- 239000010959 steel Substances 0.000 description 14
- 238000003825 pressing Methods 0.000 description 13
- 238000010586 diagram Methods 0.000 description 8
- 239000000314 lubricant Substances 0.000 description 7
- 238000001816 cooling Methods 0.000 description 5
- 238000007667 floating Methods 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 230000003014 reinforcing effect Effects 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 230000008094 contradictory effect Effects 0.000 description 3
- 230000006698 induction Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 229910000906 Bronze Inorganic materials 0.000 description 2
- 239000010974 bronze Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 2
- 238000005086 pumping Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 101000606504 Drosophila melanogaster Tyrosine-protein kinase-like otk Proteins 0.000 description 1
- 206010037660 Pyrexia Diseases 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images













Landscapes
- Automatic Assembly (AREA)
- Sliding-Contact Bearings (AREA)
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
- Mounting Of Bearings Or Others (AREA)
Abstract
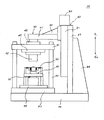
【解決手段】挿入側に面取りが施された対象物51の穴52に軸43を焼きばめで挿入するための軸挿入装置30であって、 前記軸43を保持する軸保持手段40と、前記軸43が挿入される穴52を設けた対象物51を保持すると共にこの穴52を加熱する加熱手段53,57を有する対象物保持手段50と、前記対象物保持手段50が設けられ、水平方向に移動可能な調芯手段60と、前記調芯手段60の一側に設けられた角度調整手段70と、前記軸保持手段40を所定方向に移送する軸挿入手段80とを設けたことを特徴とする。
【選択図】図1
Description
この補強用スリーブ71 は、固定軸1及びスリーブ7の熱膨張率より小な、例えば熱膨脹率が10×10-6/°Cであるステンレス材(SUS430)等が用いられ、ハブ6の切欠凹部6b内に、例えば、圧入等の固定手段にて固定されている。
焼きばめにより穴を有する部材と軸とを安定的に組み立てる方法として、特開平8−197341号公報(特許文献2)記載の技術がある。この方法は、ドラム軸と上ドラムの同軸度を得るための発明であって、軸保持手段と、前記軸が挿入される穴を有すると共にこの穴を加熱する加熱手段を有する上ドラム等の対象物保持手段と、前記軸保持手段と前記対象物保持手段を相対的に移動して、前記軸を前記対象物の穴に挿入するための挿入手段と、前記軸保持手段に保持された前記軸と、前記対象物保持手段に保持された前記対象物の同軸度を調整するための調心手段とを備えた構成である。
軸保持手段により、前記軸を鉛直方向に保持する保持ステップと、
フランジ保持手段により、前記フランジを、該フランジの前記軸保持手段に対向する対向面が水平となるように保持して前記穴を加熱する加熱ステップと、
前記フランジ保持手段を水平方向に移動させる移動ステップと、
前記フランジ保持手段の傾動を禁止すると共に、前記軸保持手段と前記フランジ保持手段とを、少なくとも前記軸が前記面取りの分だけ入り込むまで第1の挿入速度で接近させる第1の軸挿入ステップと、
該第1挿入ステップの後に、前記対向面が前記軸保持手段に当接するまで前記軸を前記第1の挿入速度よりも速い第2の挿入速度で前記穴に挿入する第1の軸挿入ステップと、
前記対向面が前記軸保持手段に当接した後に前記フランジ保持手段の傾動を許容する傾動許容ステップと、を有することを特徴とするフランジ付き軸の製造方法である。
前記軸を鉛直方向に保持する軸保持手段と、
前記フランジを、該フランジの前記軸保持手段と対向する対向面が水平となるように保持する保持部と、前記穴を加熱する加熱部と、を有するフランジ保持手段と、
前記フランジ保持手段を水平方向に移動させて前記軸と前記穴との調芯を可能とする調芯手段と、
前記フランジ保持手段を傾動させて前記軸と前記対向面とがなす角度の調整を可能とする角度調整手段と、
前記軸保持手段と前記フランジ保持手段とを接近させて前記軸を前記穴に挿入する軸挿入手段と、
該軸挿入手段による挿入動作に応じて前記角度調整手段の傾動の禁止と許容とを選択的に制御する傾動制御手段と、
を備え、
前記軸挿入手段は、前記軸保持手段と前記フランジ保持手段とを、少なくとも前記軸が前記穴に前記面取りの分だけ入り込むまで第1の挿入速度で接近させ、その後、前記対向面が前記軸保持手段に当接するまで前記第1の挿入速度より速い第2の挿入速度で前記軸を前記穴に挿入し、
前記傾動制御手段は、前記対向面と前記軸保持手段との当接により前記角度調整手段の傾動を許容するよう構成されて成ることを特徴とする軸挿入装置である。
前記軸を鉛直方向に保持する軸保持手段と、
前記フランジを、該フランジの前記軸保持手段と対向する対向面が水平となるように保持する保持部と、前記穴を加熱する加熱部と、を有するフランジ保持手段と、
前記フランジ保持手段を水平方向に移動させて前記軸と前記穴との調芯を可能とする調芯手段と、
前記フランジ保持手段を傾動させて前記軸と前記対向面とがなす角度の調整を可能とする角度調整手段と、
前記軸保持手段と前記フランジ保持手段とを接近させて前記軸を前記穴に挿入する軸挿入手段と、
該軸挿入手段による挿入動作に応じて前記角度調整手段の傾動の禁止と許容とを選択的に制御する傾動制御手段と、
を備え、
前記傾動制御手段は、
前記軸挿入手段による前記軸の前記穴への挿入の際に、前記傾動を禁止して前記調芯を行い、前記対向面と前記軸保持手段との当接により前記傾動を許容して前記角度の調整を行うよう構成して成ることを特徴とする軸挿入装置である。
また、軸とフランジの振れおよびフランジの平面度を1μm以下にでき、耐引き抜き力(組付け力)も1000N以上を実現することができる。
力の付与はなされていないものであるから、受け台63と取付けベース66とは
当接したままの状態であり、従って、角度調整手段70は、非作動状態におかれ
る。すなわち、これまた角度調整は行なわれないものである。
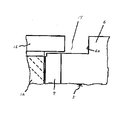
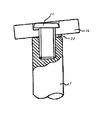
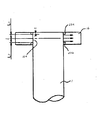
具体的には、締め代を前記した0.03mm、フランジ穴52のエッジ部52bの面取り量を0.12mm、軸43の先端部43d側に形成された面取り部43cの面取り量を0.08mm、フランジ51の上面部51aと軸43の上面部43dとの段差を0.03mmに設定した。
前記した実施例1と同じ条件において、軸43の先端部43d側に形成された面取り部43cの面取り量のみを0.2mmに設定した。その結果、フランジの平面度が1.524μmと悪化してしまった。図10は、この比較例1の結果を図面化したものである。この図10より明らかな如く、軸43の先端部43d側に形成された面取り部43cの面取り量を0.2mmと大きく取ってしまった結果、フランジ51側から見て軸43に当接していない部分(三角地帯Δ)が発生してしまい、その結果、軸43が高速回転した際、フランジ51の上面51aには、上方に反りたがる力が発生し、バランスが崩れてしまったことによる。すなわち、フランジ51が変形してしまった例である。
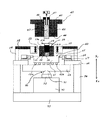
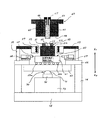
40 軸保持手段
41 スライド部材
42 軸ホルダ
43 軸
44 下面
45 上面
46 中心孔
47 落下防止機構
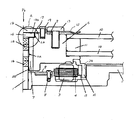
50 対象物保持手段
51 スラストプレート
52 貫通孔
53 支持台(加熱ブロック)
54 中心孔
55 コマ部材
56 バネ部材
57 加熱手段
58 ブラケット
59 支柱
60 調芯手段
61 テーブル
62 鋼球
63 受け台
64 クランプ機構
65 緩衝体
66,67 ブラケット
70 角度調整手段
71 鋼球
72 受け台
73 エアシリンダ
80 挿入手段
81 スライダ
82 モータ
83 ガイド部材
84 ブラケット
85 補強部材
90 ベース部材
91 トッププレート
92 ガイドシャフト
93 ボトムプレート
Claims (3)
- 面取りが施された穴を有するフランジの前記穴に軸が焼きばめで挿入固定され、前記フランジの一面が前記軸と直交して成るフランジ付き軸を製造する、フランジ付き軸の製造方法であって、
軸保持手段により、前記軸を鉛直方向に保持する保持ステップと、
フランジ保持手段により、前記フランジを、該フランジの前記軸保持手段に対向する対向面が水平となるように保持して前記穴を加熱する加熱ステップと、
前記フランジ保持手段を水平方向に移動させる移動ステップと、
前記フランジ保持手段の傾動を禁止すると共に、前記軸保持手段と前記フランジ保持手段とを、少なくとも前記軸が前記面取りの分だけ入り込むまで第1の挿入速度で接近させる第1の軸挿入ステップと、
該第1挿入ステップの後に、前記対向面が前記軸保持手段に当接するまで前記軸を前記第1の挿入速度よりも速い第2の挿入速度で前記穴に挿入する第1の軸挿入ステップと、
前記対向面が前記軸保持手段に当接した後に前記フランジ保持手段の傾動を許容する傾動許容ステップと、を有することを特徴とするフランジ付き軸の製造方法。 - 面取りが施された穴を有するフランジの前記穴に軸を焼きばめで挿入固定し、前記フランジの一面が前記軸と直交するフランジ付き軸を組み立てる軸挿入装置であって、
前記軸を鉛直方向に保持する軸保持手段と、
前記フランジを、該フランジの前記軸保持手段と対向する対向面が水平となるように保持する保持部と、前記穴を加熱する加熱部と、を有するフランジ保持手段と、
前記フランジ保持手段を水平方向に移動させて前記軸と前記穴との調芯を可能とする調芯手段と、
前記フランジ保持手段を傾動させて前記軸と前記対向面とがなす角度の調整を可能とする角度調整手段と、
前記軸保持手段と前記フランジ保持手段とを接近させて前記軸を前記穴に挿入する軸挿入手段と、
該軸挿入手段による挿入動作に応じて前記角度調整手段の傾動の禁止と許容とを選択的に制御する傾動制御手段と、
を備え、
前記軸挿入手段は、前記軸保持手段と前記フランジ保持手段とを、少なくとも前記軸が前記穴に前記面取りの分だけ入り込むまで第1の挿入速度で接近させ、その後、前記対向面が前記軸保持手段に当接するまで前記第1の挿入速度より速い第2の挿入速度で前記軸を前記穴に挿入し、
前記傾動制御手段は、前記対向面と前記軸保持手段との当接により前記角度調整手段の傾動を許容するよう構成されて成ることを特徴とする軸挿入装置。 - 面取りが施された穴を有するフランジの前記穴に軸を焼きばめで挿入固定し、前記フランジの一面が前記軸と直交するフランジ付き軸を組み立てる軸挿入装置であって、
前記軸を鉛直方向に保持する軸保持手段と、
前記フランジを、該フランジの前記軸保持手段と対向する対向面が水平となるように保持する保持部と、前記穴を加熱する加熱部と、を有するフランジ保持手段と、
前記フランジ保持手段を水平方向に移動させて前記軸と前記穴との調芯を可能とする調芯手段と、
前記フランジ保持手段を傾動させて前記軸と前記対向面とがなす角度の調整を可能とする角度調整手段と、
前記軸保持手段と前記フランジ保持手段とを接近させて前記軸を前記穴に挿入する軸挿入手段と、
該軸挿入手段による挿入動作に応じて前記角度調整手段の傾動の禁止と許容とを選択的に制御する傾動制御手段と、
を備え、
前記傾動制御手段は、
前記軸挿入手段による前記軸の前記穴への挿入の際に、前記傾動を禁止して前記調芯を行い、前記対向面と前記軸保持手段との当接により前記傾動を許容して前記角度の調整を行うよう構成して成ることを特徴とする軸挿入装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006351359A JP4692900B2 (ja) | 2006-12-27 | 2006-12-27 | フランジ付き軸の製造方法及び軸挿入装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006351359A JP4692900B2 (ja) | 2006-12-27 | 2006-12-27 | フランジ付き軸の製造方法及び軸挿入装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001039669A Division JP4013485B2 (ja) | 2001-02-16 | 2001-02-16 | 軸挿入装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007170672A true JP2007170672A (ja) | 2007-07-05 |
| JP4692900B2 JP4692900B2 (ja) | 2011-06-01 |
Family
ID=38297463
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006351359A Expired - Fee Related JP4692900B2 (ja) | 2006-12-27 | 2006-12-27 | フランジ付き軸の製造方法及び軸挿入装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4692900B2 (ja) |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20110258846A1 (en) * | 2010-04-21 | 2011-10-27 | Lg Chem, Ltd. | Apparatus for assembly of a press-fit modular work piece |
| WO2012026205A1 (ja) * | 2010-08-24 | 2012-03-01 | 株式会社オーハシテクニカ | 疲労強度の高い接合部品の接合方法 |
| JP2014004637A (ja) * | 2012-06-21 | 2014-01-16 | Jtekt Corp | 圧入方法 |
| US8739400B2 (en) | 2010-10-04 | 2014-06-03 | Lg Chem, Ltd. | Press assembly and method for bending electrical terminals of battery cells |
| KR101440952B1 (ko) | 2013-06-28 | 2014-09-17 | 주식회사 싸이텍 | 자동 조심형 압입 유니트 |
| JP2015199189A (ja) * | 2014-03-31 | 2015-11-12 | 日本碍子株式会社 | 熱交換部材製造装置、および製造方法 |
| JP2016215334A (ja) * | 2015-05-22 | 2016-12-22 | トヨタ自動車株式会社 | 圧入装置 |
| CN108015520A (zh) * | 2016-11-04 | 2018-05-11 | 上海托展机电设备有限公司 | 一种热压蜗杆设备 |
| JP2020059114A (ja) * | 2018-10-05 | 2020-04-16 | 株式会社デンソー | 組立装置 |
| CN113231816A (zh) * | 2021-05-17 | 2021-08-10 | 和氏工业技术股份有限公司 | 压缩机主轴压装设备 |
| CN114749890A (zh) * | 2022-05-16 | 2022-07-15 | 儒拉玛特自动化技术(苏州)有限公司 | 一种助力转向电机的热套装配装置 |
| CN115502685A (zh) * | 2022-09-23 | 2022-12-23 | 广东钮铂尔科技有限公司 | 一种铜管芯棒自动插装设备 |
| KR20230049977A (ko) * | 2021-10-07 | 2023-04-14 | 주식회사 지엘에스 | 수소연료전지 자동차의 공기압축기용 로터축의 인코넬 파이프 압입장치 |
| CN116447239A (zh) * | 2023-04-28 | 2023-07-18 | 苏州轴承厂股份有限公司 | 一种推力轴承自动装配机 |
| CN117226752A (zh) * | 2023-08-28 | 2023-12-15 | 中科航星科技有限公司西安分公司 | 一种储能飞轮大过盈配合快速定心装置及其装配方法 |
| CN117583867A (zh) * | 2023-11-24 | 2024-02-23 | 四川泛华航空仪表电器有限公司 | 一种弹性开口销压合装置及其压合方法 |
| CN117680958A (zh) * | 2024-01-03 | 2024-03-12 | 东莞市起源自动化科技有限公司 | 一种风机轴装配设备 |
| US12005535B2 (en) * | 2022-03-25 | 2024-06-11 | Ngk Insulators, Ltd. | Method for producing shrink-fitted member |
| DE102014210832B4 (de) * | 2014-06-06 | 2026-02-12 | Robert Bosch Gmbh | Verfahren und Vorrichtung zum Widerstandsschweißen eines ersten Bauteils mit einem zweiten Bauteil |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4870968A (ja) * | 1971-12-28 | 1973-09-26 | ||
| JPH04141386A (ja) * | 1990-09-28 | 1992-05-14 | Hitachi Ltd | 凸嵌合部と凹嵌合部の嵌合方法および装置、ボルト,ナットの嵌合,締結方法 |
| JPH08197341A (ja) * | 1995-01-23 | 1996-08-06 | Sony Corp | 軸挿入装置 |
| JP2002239849A (ja) * | 2001-02-16 | 2002-08-28 | Victor Co Of Japan Ltd | 軸挿入装置 |
-
2006
- 2006-12-27 JP JP2006351359A patent/JP4692900B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4870968A (ja) * | 1971-12-28 | 1973-09-26 | ||
| JPH04141386A (ja) * | 1990-09-28 | 1992-05-14 | Hitachi Ltd | 凸嵌合部と凹嵌合部の嵌合方法および装置、ボルト,ナットの嵌合,締結方法 |
| JPH08197341A (ja) * | 1995-01-23 | 1996-08-06 | Sony Corp | 軸挿入装置 |
| JP2002239849A (ja) * | 2001-02-16 | 2002-08-28 | Victor Co Of Japan Ltd | 軸挿入装置 |
Cited By (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011132877A3 (ko) * | 2010-04-21 | 2012-03-01 | 주식회사 엘지화학 | 압입 모듈식 워크피스를 조립하기 위한 장치 |
| CN102666003A (zh) * | 2010-04-21 | 2012-09-12 | 株式会社Lg化学 | 用于组装压配模块化工件的设备 |
| KR101211391B1 (ko) | 2010-04-21 | 2012-12-12 | 주식회사 엘지화학 | 압입 모듈식 워크피스를 조립하기 위한 장치 |
| US8424194B2 (en) * | 2010-04-21 | 2013-04-23 | Lg Chem, Ltd. | Apparatus for assembly of a press-fit modular work piece |
| US20110258846A1 (en) * | 2010-04-21 | 2011-10-27 | Lg Chem, Ltd. | Apparatus for assembly of a press-fit modular work piece |
| CN102666003B (zh) * | 2010-04-21 | 2014-08-27 | 株式会社Lg化学 | 用于组装压配模块化工件的设备 |
| US9044831B2 (en) | 2010-08-24 | 2015-06-02 | Ohashi Technica, Inc. | Method of joining part having high fatigue strength |
| WO2012026205A1 (ja) * | 2010-08-24 | 2012-03-01 | 株式会社オーハシテクニカ | 疲労強度の高い接合部品の接合方法 |
| US8739400B2 (en) | 2010-10-04 | 2014-06-03 | Lg Chem, Ltd. | Press assembly and method for bending electrical terminals of battery cells |
| JP2014004637A (ja) * | 2012-06-21 | 2014-01-16 | Jtekt Corp | 圧入方法 |
| KR101440952B1 (ko) | 2013-06-28 | 2014-09-17 | 주식회사 싸이텍 | 자동 조심형 압입 유니트 |
| JP2015199189A (ja) * | 2014-03-31 | 2015-11-12 | 日本碍子株式会社 | 熱交換部材製造装置、および製造方法 |
| DE102014210832B4 (de) * | 2014-06-06 | 2026-02-12 | Robert Bosch Gmbh | Verfahren und Vorrichtung zum Widerstandsschweißen eines ersten Bauteils mit einem zweiten Bauteil |
| JP2016215334A (ja) * | 2015-05-22 | 2016-12-22 | トヨタ自動車株式会社 | 圧入装置 |
| CN108015520A (zh) * | 2016-11-04 | 2018-05-11 | 上海托展机电设备有限公司 | 一种热压蜗杆设备 |
| JP2020059114A (ja) * | 2018-10-05 | 2020-04-16 | 株式会社デンソー | 組立装置 |
| JP7226122B2 (ja) | 2018-10-05 | 2023-02-21 | 株式会社デンソー | 組立装置 |
| CN113231816A (zh) * | 2021-05-17 | 2021-08-10 | 和氏工业技术股份有限公司 | 压缩机主轴压装设备 |
| KR20230049977A (ko) * | 2021-10-07 | 2023-04-14 | 주식회사 지엘에스 | 수소연료전지 자동차의 공기압축기용 로터축의 인코넬 파이프 압입장치 |
| KR102538511B1 (ko) | 2021-10-07 | 2023-05-31 | 주식회사 지엘에스 | 수소연료전지 자동차의 공기압축기용 로터축의 인코넬 파이프 압입장치 |
| US12005535B2 (en) * | 2022-03-25 | 2024-06-11 | Ngk Insulators, Ltd. | Method for producing shrink-fitted member |
| CN114749890A (zh) * | 2022-05-16 | 2022-07-15 | 儒拉玛特自动化技术(苏州)有限公司 | 一种助力转向电机的热套装配装置 |
| CN114749890B (zh) * | 2022-05-16 | 2024-04-02 | 儒拉玛特自动化技术(苏州)有限公司 | 一种助力转向电机的热套装配装置 |
| CN115502685A (zh) * | 2022-09-23 | 2022-12-23 | 广东钮铂尔科技有限公司 | 一种铜管芯棒自动插装设备 |
| CN116447239A (zh) * | 2023-04-28 | 2023-07-18 | 苏州轴承厂股份有限公司 | 一种推力轴承自动装配机 |
| CN117226752A (zh) * | 2023-08-28 | 2023-12-15 | 中科航星科技有限公司西安分公司 | 一种储能飞轮大过盈配合快速定心装置及其装配方法 |
| CN117583867A (zh) * | 2023-11-24 | 2024-02-23 | 四川泛华航空仪表电器有限公司 | 一种弹性开口销压合装置及其压合方法 |
| CN117680958A (zh) * | 2024-01-03 | 2024-03-12 | 东莞市起源自动化科技有限公司 | 一种风机轴装配设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4692900B2 (ja) | 2011-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4013485B2 (ja) | 軸挿入装置 | |
| JP4692900B2 (ja) | フランジ付き軸の製造方法及び軸挿入装置 | |
| US7667360B2 (en) | Rotor unit, bearing mechanism, motor, and data storage disk drive device | |
| US8564901B2 (en) | Disk drive device and method of press-fitting with reduced hub deformation | |
| US8607442B2 (en) | Rotating apparatus capable of improving the shock resistance | |
| US8556510B2 (en) | Rotating apparatus capable of improving the rotation reliability even after having been downsized, and method for manufacturing the rotating apparatus | |
| WO2006061684A1 (en) | Fluid dynamic pressure bearing device, spindle motor provided with fluid dynamic pressure bearing device, and recording disk drive device | |
| US20070058291A1 (en) | Spindle motor, recording and reproducing apparatus having the same, and method of manufacturing the spindle motor | |
| JP2006017299A (ja) | 流体動圧軸受とこれを備えたスピンドルモータ及び記録ディスク駆動装置 | |
| JP2006038211A (ja) | 流体動圧軸受、この流体動圧軸受を備えたスピンドルモータ及びこのスピンドルモータを備えた記録ディスク駆動装置 | |
| JP2008252968A (ja) | 流体軸受装置およびそれを備えたスピンドルモータ、ディスク駆動装置およびその製造方法 | |
| US20110033144A1 (en) | Disk drive device | |
| US8599516B2 (en) | Disk drive device in which reduction in unbalanced amount can be adjusted | |
| US8837078B2 (en) | Rotating body for fluid dynamic bearing capable of being thinned and being improved in rotational accuracy and method of producing the rotating body for fluid dynamic bearing | |
| JP3818064B2 (ja) | スピンドルモータ | |
| JP4651864B2 (ja) | スピンドルモータの製造方法 | |
| JP2004190786A (ja) | 動圧軸受装置及びその製造方法 | |
| KR100642198B1 (ko) | 스핀들모터의 샤프트와 스러스트플레이트를 코킹결합한코킹 결합체 및 그 제조 방법 | |
| JP4054744B2 (ja) | スピンドルモータ | |
| JP4800047B2 (ja) | 流体軸受装置およびその製造方法、スピンドルモータおよび記録再生装置 | |
| JP2006325329A (ja) | スピンドルモータおよびこのスピンドルモータを用いたディスク駆動装置 | |
| JP5143435B2 (ja) | 流体軸受装置用軸部材の製造方法、およびその方法により製造された軸部材 | |
| JP2003153491A (ja) | モータ及びモータの製造方法、並びに動圧軸受モータの製造方法 | |
| JP4732262B2 (ja) | 動圧軸受装置の製造方法 | |
| JP2003032984A (ja) | 情報記録再生装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091215 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100917 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110128 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110210 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |