JP2007194403A - 電子デバイスの製造装置及び電子デバイスの製造方法、並びに、アンダーフィル材充填状態の検査装置及びアンダーフィル材充填状態の検査方法 - Google Patents
電子デバイスの製造装置及び電子デバイスの製造方法、並びに、アンダーフィル材充填状態の検査装置及びアンダーフィル材充填状態の検査方法 Download PDFInfo
- Publication number
- JP2007194403A JP2007194403A JP2006011211A JP2006011211A JP2007194403A JP 2007194403 A JP2007194403 A JP 2007194403A JP 2006011211 A JP2006011211 A JP 2006011211A JP 2006011211 A JP2006011211 A JP 2006011211A JP 2007194403 A JP2007194403 A JP 2007194403A
- Authority
- JP
- Japan
- Prior art keywords
- underfill material
- fillet
- gap
- width
- electronic device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W74/00—Encapsulations, e.g. protective coatings
- H10W74/10—Encapsulations, e.g. protective coatings characterised by their shape or disposition
- H10W74/15—Encapsulations, e.g. protective coatings characterised by their shape or disposition on active surfaces of flip-chip devices, e.g. underfills
Landscapes
- Wire Bonding (AREA)
Abstract
【課題】信頼性の高い電子デバイスを製造する装置を提供すること。
【解決手段】第1の部品10と第2の部品20とが間隙を置いて互いに接合され、間隙にアンダーフィル材14が充填された電子デバイスを製造する装置であって、間隙にアンダーフィル材を充填するためにアンダーフィル材を吐出する吐出手段22と、第1の部品の側端においてアンダーフィル材によって形成されたフィレット部16、17、18、19を検出する検出手段38と、フィレット部の検出情報と正規のフィレット部の基準情報とを比較し、前者のフィレット幅が後者のフィレット幅よりも小さい場合には、吐出手段によるアンダーフィル材の吐出を追加して行う制御手段44とを有する。
【選択図】図1
【解決手段】第1の部品10と第2の部品20とが間隙を置いて互いに接合され、間隙にアンダーフィル材14が充填された電子デバイスを製造する装置であって、間隙にアンダーフィル材を充填するためにアンダーフィル材を吐出する吐出手段22と、第1の部品の側端においてアンダーフィル材によって形成されたフィレット部16、17、18、19を検出する検出手段38と、フィレット部の検出情報と正規のフィレット部の基準情報とを比較し、前者のフィレット幅が後者のフィレット幅よりも小さい場合には、吐出手段によるアンダーフィル材の吐出を追加して行う制御手段44とを有する。
【選択図】図1
Description
本発明は、第1の部品と第2の部品とが間隙を置いて接合された接合体(例えば、バンプを介した半導体チップ間の接合体又は半導体チップと実装基板との接合体)に対して、前記間隙にアンダーフィル材の充填を行う、電子デバイスの製造装置及び電子デバイスの製造方法、並びに、アンダーフィル材充填状態の検査装置及びアンダーフィル材充填状態の検査方法に関するものである。
従来、携帯電話を代表例とするモバイル機器等の電子機器の小型化、集積化とともに、バンプを介して半導体チップを実装基板に接続するフリップチップ接続が広く採用されている。このフリップチップ接続では、実装基板と半導体チップ間の熱膨張係数に起因する応力が小さなバンプに集中し、クラック等によって電気的な接続不良を招くため、一般に、半導体チップと実装基板との間隙に、封止材(アンダーフィル材)を毛細管現象を利用して浸透させ充填し硬化させることによって、半導体チップと実装基板との間の電気的な接続の信頼性を向上させていた。このアンダーフィル材の充填方法に関しては多数の報告がある。以下、代表的な報告について説明する。
「アンダーフィル充填方法及びプリント配線板構造、に関する後記の特許文献1に、以下の記載がある。
従来技術では、プリント配線基板にフリップチップ接続されたベアチップLSIとプリント配線基板との接合部分に、ディスペンサによって、アンダーフィルをベアチップLSIの外周部から注入する。その後、アンダーフィルはプリント配線基板とベアチップLSIとの間に充填するまで自然放置される。
この従来技術では、自然放置の状態でアンダーフィルを充填させるため、プリント配線基板とベアチップLSIとの間隙部に空気が残留し、十分な熱の緩衝作用や接続強度が得られず、また、充填する際の周囲の温度、気圧等により空気の残留量が変わるため、アンダーフィルの粘度調整が難しい。また、自然放置の状態でプリント配線基板とベアチップLSIとの間にアンダーフィルを浸透させるために、アンダーフィルの粘度が制限される等の問題がある。
また、プリント配線基板にフリップチップ接続されたベアチップLSIとプリント配線基板との間隙部分にアンダーフィルを充填するアンダーフィル充填方法において、プリント配線基板のベアチップLSI実装面の一部に空気抜き孔を設け、アンダーフィルを充填する際に、プリント配線基板とベアチップLSIとの間隙に残留する空気を上記孔より排除する構成として、これによって、ベアチップLSIとプリント配線基板との間隙にアンダーフィルを充填する際に、プリント配線基板とアンダーフィルとの間に残留する空気が排除されることから、接合強度が高く、十分な熱の緩衝作用が得られるとともに、アンダーフィル充填時間の短縮と粘度の制限を緩和できる、熱膨張差を緩衝するアンダーフィル充填方法が提供できる。
「アンダーフィルボンドの塗布方法」に関する後記の特許文献2に、以下の記載がある。
基板に搭載されたチップをカメラで観察してチップの複数の角部の位置を検出し、この検出結果にしたがってアンダーフィルボンドの塗布開始の位置を演算部で算出し、算出された結果にしたがってボンド塗布ヘッドをチップに対して相対的に水平移動させてボンドの塗布を行うアンダーフィルボンドの塗布方法によって、チップサイズのばらつきやチップの位置ずれなどがあっても、アンダーフィルボンドをチップの各辺に沿った位置に正しく塗布してチップと基板の空隙に侵入させることができる。
また、ボンド塗布ヘッドはチューブを介して空気発生器に接続されており、バルブ(バルブ駆動部により制御される)を開閉してボンド塗布ヘッドに空気圧を付与することにより、ノズルからアンダーフィルボンドを吐出する。
「半導体装置の樹脂封止方法」に関する後記の特許文献3に、以下の記載がある。
半導体チップがバンプを介して配線基板に接合され、半導体チップと配線基板との間をアンダーフィルモールドされてなる半導体装置の樹脂封止方法において、配線基板と半導体チップとの隙間を封止するための封止樹脂をポッティングノズルより所定量流下させて供給する樹脂供給工程と、ポッティングノズルより流下した封止樹脂が隙間に到達する前に封止樹脂を所定温度に加熱する第1の加熱工程と、隙間に封止樹脂が充填された半導体装置に、半導体チップの中心部より加熱を行って封止樹脂を周辺部に向かって順次硬化させる第2の加熱工程を有する。
また、配線基板が所定角度に傾いた傾き位置で隙間に半導体チップの上方より封止樹脂を流し込み、半導体チップの下方に達した際に、配線基板の向きを水平位置へ変えるのが好ましく、また封止樹脂が半導体チップの下方に到達したことを監視カメラにより確認すると、配線基板を傾き位置から水平位置へ向きを変えるようにしても良い。また、第1の加熱工程は、ポッティングノズルより流下した封止樹脂を、室温以上で封止樹脂の硬化温度以下の範囲内で加熱するのが好ましい。
図8は、特許文献3に記載の図1であり、ポッティング法によって半導体装置へ封止樹脂を充填する状態を示す説明図である。
図8において、室温程度に加熱された所定量の封止樹脂85を図示しないディスペンサによりポッティングノズル86を介して連続して流下させ、図示しない治具により所定角度θに傾けて保持されている半導体装置81へ供給する。配線基板82が傾き位置に保持しながら、配線基板82と半導体チップ84との間の半田ボール83が配設された隙間を埋めるようにポッティングノズル86より封止樹脂85を流下させて充填する。
次に、ポッティングノズル86より流下させた封止樹脂85が配線基板82と半導体チップ84との隙間に到達する前に封止樹脂85を第1加熱装置87により所定温度に加熱する。第1加熱装置87により所定温度に加熱された封止樹脂85は、室温の他には熱交換を受けないので硬化が進行し難く、流下する途中で温度が若干低下するが、流れ性の良い低粘度を長時間保ったままアンダーフィルされる箇所に充填できる。
第1加熱装置87による加熱温度は、少なくとも室温以上であり封止樹脂85の硬化温度以下に加熱することが好ましく、これによって封止樹脂85を低粘度化して流れ性の改善を図ると共に水分を水蒸気として蒸発させたり、或いは封止樹脂85が流下するに従って細糸状に絞られるので封止樹脂85に含まれる大小様々な大きさの気泡を脱気させることが可能となり、従来得られなかった樹脂密度の高い清浄な封止樹脂85を供給することが可能となる。
次に、配線基板82を所定角度θに傾けた傾き位置で、配線基板82と半導体チップ84の隙間に、半導体チップ84の左斜め上方84aより封止樹脂85を流し込み、半導体チップ84の右斜め下方84bに到達した際に、配線基板82の向きを水平位置へ変更する。このように、封止樹脂85の充填完了間際にθ=0に戻すことによって、半導体チップ84の右斜め下方84bより流れ出し途中にある封止樹脂85を毛細管現象によって戻すことができ、右斜め下方84bの封止樹脂85のはみ出し具合のばらつきを均一化できる。配線基板82の向きの変更は、監視カメラ88を設けて、封止樹脂85が半導体チップ84の右斜め下方84bに到達したことを確認して行っても良い。これによって、半導体チップ84よりはみ出る樹脂量をより精度良く均一化して、成形品質の向上に寄与することができる。
「半導体装置及びその製造方法」に関する後記の特許文献4があり、以下の記載がある。
基板上に、アンダーフィル樹脂を介して半導体チップがフリップチップ実装される半導体装置において、アンダーフィル樹脂の注入により半導体チップの側端面に形成されるフィレットの長さ(L)が、基板の表面から半導体チップの裏面迄の距離(H)よりも長いことを特徴としており、これにより、半導体チップと絶縁性基板の間のアンダーフィル樹脂が硬化する際に絶縁性基板が反るのを防ぎ、アンダーフィル樹脂の剥離を防止することができる。
また、半導体チップと樹脂基板の間の半田バンプ介在させた半田接続部にはアンダーフィル樹脂が適量注入されている。アンダーフィル樹脂の注入により、半導体チップの側端面には、アンダーフィル樹脂のはみ出し部である、略直角三角形状を呈しているフィレットが形成される。アンダーフィル樹脂の注入量は、フィレット長さLが、樹脂基板の表面から半導体チップの裏面迄の距離Hよりも長くなるように、調整される。
「半導体装置をアンダーフィルする方法及び装置」に関する後記の特許文献5があり、以下の記載がある。
フリップチップパッケージ組立体の電気的接続の信頼性を高めるために、ダイ(チップ)とパッケージキャリア(基板)間のギャップを封止材料で充填することが一般的である。封止材料によるアンダーフィルは、熱サイクル中に、またはダイとパッケージキャリアが著しい温度差を有する場合に電気的接続が受ける応力を減らすことによって、パッケージの耐用年数を増やすとともに電気的接続の信頼性を増す。封止材料はまた、ギャップを気密密閉することによって電気的接続を周囲環境への暴露から隔離するとともに、機械的衝撃および曲げに耐える機械的強度をパッケージ組立体に付与する。
ダイと基板の間のギャップに封止材料を導入するために、様々な従来のアンダーフィル方法が用いられる。従来の一方法は、高い濡れ性を有する粘度の低い封止材料の、側縁からギャップ内への移動を誘発するために、表面張力の濡れまたは毛管現象に頼る。この方法によれば、封止材料は、ダイの1つ、2つ、または3つの連続する側縁にそれぞれ隣接した細長い直線、L字型またはU字型のビーズとして吐出(定量供給)され、毛管力が作用して、封止材料をギャップ内に引き込む。通常、封止材料を基板上に吐出する前に、基板をダイの周辺で約40℃〜約90℃の均一な定常温度まで予熱することによって、封止材料の粘度は下がり流量は増加する。その後、電気的接続を完全に封止したらアンダーフィル材料を硬化させる。
図9(A)は、特許文献5に記載の図1であり、従来技術のやり方による、毛管作用を用いて行われ、基板が均一な温度に加熱されるアンダーフィル工程を示す概略図である。
図9(A)は、毛管現象に頼る通常のアンダーフィル工程の時間シーケンスを示しており、等時輪郭線(isochronal contour line)111は、ダイ112を基板114と分離するギャップ内へ移動する封止材料110の前縁又は波面の前進を表す。初めに、封止材料110は、基板114上に、ダイ112の連続した側縁に隣接してL字型のビーズとして吐出され、毛管力によりギャップ内に引き込まれる。時間が進行するに従って、封止材料110の波面は、矢印116によって示されるように、ギャップを実質的に対角線状に前進する。隣接する輪郭線111の対間の分離が小さくなることによって示されるように、時間が増すにつれて抗力により流量は減少し、アンダーフィル工程が終了に近づくと、封止材料の波面の前進速度は劇的に低下する。
ダイのサイズがより大きくギャップの寸法がより小さい場合、より長い液体封止剤の流路及びずり速度(shear rate)のため、従来の毛管アンダーフィル法を用いてアンダーフィルするのに必要な時間は長くなる。結果として、スループットは低下し、アンダーフィル工程の費用効率は下がる。封止材料の速度を上げる一方法は、例えば真空の利用に頼って充填速度及び充填品質を上げる強制アンダーフィルを行うことである。真空を利用したアンダーフィルは、封止材料のビーズ全体に生じた圧力差を利用して、封止材料をギャップ内へ引き込む。アンダーフィルの方法に関係なく、封止材料に空隙が形成されないようにすることが重要である。空隙は腐食及び望ましくない熱応力を結果として生じる可能性があり、それにより、パッケージ組立体の性能が低下するか、または信頼性に悪影響を及ぼす。従って、ダイとパッケージキャリアの間に形成されるギャップをアンダーフィルするための、ダイとパッケージキャリアの間で空隙の発生を防ぐとともに、アンダーフィル工程を行うのに必要な時間を短くする方法を提供することが望ましいだろう。
特許文献5の発明の原理によれば、ダイの少なくとも1つの側縁に隣接して封止材料を吐出(定量供給)するように動作するディスペンサを用いてダイと基板の間のギャップをアンダーフィルする装置が提供される。本装置は、ダイ及び基板のうちの1つの第1及び第2の領域に熱エネルギーを伝達するように動作し、第1及び第2の領域がそれぞれ第1及び第2の温度まで加熱されるようにする熱源を備える。第1の温度は第2の温度と異なり、ダイと基板の間のギャップ内で移動する封止材料に熱を不均一に伝達するようにする。
特許文献5の発明の原理によれば、ダイと基板の間のギャップをアンダーフィルする方法が提供される。本方法は、ダイ及び基板の内の少なくとも1つを伝導、対流、または放射のいずれかにより加熱することであって、それによって、ダイおよび基板のうち加熱された方に温度勾配を生じる、加熱することを含む。封止材料が、ダイの少なくとも1つの側縁に隣接して吐出され、その後ギャップ内へ移動し、複数の電気的な相互接続を封止する。ダイおよび基板のうち加熱された方から移動する封止材料に、温度勾配によって決められるパターンで熱エネルギーが不均一に伝達され、ギャップ内を移動する封止材料の流量を選択的に変化させる。特許文献5の発明の1態様において、温度勾配の個々の温度は、封止材料がギャップ内へ流れるにつれて動的に変化させてもよい。
特許文献5の発明は、ダイと基板の間のギャップが小さい用途、およびアンダーフィルする空間が大きい比較的大きなダイを利用する用途に特に有利である。これらの状況では、特許文献5の発明の原理によるダイおよび/または基板のいずれかの選択的加熱すなわち不均一な加熱により、アンダーフィル材料をギャップ内へ移動させ、空隙の形成の発生を少なくして電気的接続を完全に封止する際に通常頼ることになる毛管作用または強制(例えば真空を利用した)毛管作用を増強する。この増強は、温度の異なる領域において材料の粘度を選択的に下げ、材料がギャップ内で移動するにつれて材料の流量および方向性を変化させることによって、ギャップ内を前進する封止材料により均一な前縁または波面を与える。
特許文献5の発明は、基板上に実装されたダイの間のギャップにアンダーフィル封止材料を必要とする電子コンポーネントの耐久性及び信頼性を高める。特許文献5の発明はまた、ダイと基板の間のギャップ内の封止材料を効果的かつ確実にアンダーフィルするために必要な時間を減らす。特許文献5の発明は、アンダーフィルプロセスの全体的なスループットを高める一方で、同時に必要とされる柔軟性に対応するとともに、業界で用いられる複数の異なるチップサイズ、ギャップ寸法の縮小、および様々なタイプの封止材料に対応する。
図9(B)、図9(C)は、パッケージキャリアまたは基板134上にフリップチップ実装構造で実装されたダイ132からなる半導体装置パッケージ130を示している。
図9(B)は、特許文献5に記載の図2であり、アンダーフィル工程中のダイ(破線で示す)及び基板のパッケージ組立体の概略斜視図である。
図9(C)は、特許文献5に記載の図3であり、アンダーフィル工程後のダイ及び基板のパッケージ組立体の概略側面図である。
図9(B)及び図9(C)に示すように、ダイ132は、基板134上の半田パッド138の対応するエリアアレイと位置合わせまたは整列されたダイ132の下側の半田バンプ136のエリアアレイを介して基板134に電気的及び機械的に接続している。この実装構造では、ダイ132の接触面141と基板134の上面142との間にギャップ140が形成される。
特許文献5の発明に原理によれば、ギャップ140には、液体エポキシ等の封止材料144が充填される。図9(B)に示すように、封止材料144はアンダーフィルディスペンサ135から基板表面に、ギャップ140に隣接して、かつダイ132の2つの連続する側面に吐出されるL字型のビーズ145として供給される。特許文献5の発明の原理は、ダイ132の1つの側縁に沿って配置される1本線の封止材料144、ダイ132の3つの側縁に沿って配置される封止材料144のU字型のビーズ、または他の吐出パターンを含む、いかなるビーズ形状にも適用することができる。ビーズ145中の封止材料144の量は、ダイ132のサイズ、ならびにバンプ136とパッド138の間に生じる半田接合の高さの公差によって決まる所望のフィレット体積およびダイ下の容積(under-die volume)により異なる。
封止材料144は毛管作用下で、あるいは強制的な補助により、概して矢印146で示すようにギャップ140内で流動または移動する。流動が止まると(図9(C))、封止材料144は、半田接合によって設けられる全ての電気的な相互接続を完全に封止し、ダイ132の側縁に沿ってフィレット(隅肉)147が形成される。封止材料144は、アンダーフィル工程の終了後に硬化される。
特許文献5の発明の原理によれば、ダイ132、基板134、またはダイ132と基板134の両方において温度勾配が確立され、ダイ132の下側141と基板134の上面142との間のギャップ140内へ移動する封止材料に熱を伝達する。ダイ132および/または基板134からの熱はその後、ギャップ140を前進するか、あるいはギャップ140内を移動する封止材料に伝達される。伝達された熱は、ギャップ140内の封止材料144の温度を上げて、温度に依存する粘度を下げ、それによって前進する封止材料144の前縁または波面の均一性を高めるようにする。不均一な熱伝達は、ギャップ140内の移動の流量および方向性を変化させることによって、封止材料144の流れを変化させる。
金属バンプを介した半導体チップ間の接合又は半導体チップと実装基板との接合によって構成される半導体装置の信頼性を向上させるためには、2者の間の接合の信頼性を向上させることが、半導体装置の歩留り向上に必須であることは言うまでもない。接合の信頼性を低下させる1つの原因として、接合する2つの部品の間隙を充填するアンダーフィル材の影響がある。
半導体チップがFCBGA(Flip Chip Ball Grid Array)用基板にフリップチップ接続によって搭載されたFCBGA型の半導体装置の製造では、半導体チップに設けられた半田バンプとFCBGA用基板に設けられパッドとを半田接合し、次いで、液状のアンダーフィル材を半導体チップと基板との間隙に注入(充填)してこれを硬化させる。これによって、半導体チップと基板とを機械的に結合して応力を緩和し熱的負荷や機械的負荷を制限すると共に、湿度等の外部ストレスから半導体チップと基板との接合部を保護し、半田バンプを圧縮状態にして半田のクリープを抑制することができる。
半導体チップの高速化、小面積化、薄型化に伴い、接合する外部端子数の増大とその端子間距離の短小化、アンダーフィル充填間隙の短小化が進んでいる。このような半導体チップを用いるFBGA型の半導体装置では、半導体チップの間、又は、半導体チップと実装基板との間でのフリップチップ接続に続くアンダーフィル充填工程では、半導体チップの小面積化、薄型化、外部端子数の増大とその端子間距離の短小化、アンダーフィル充填間隙の短小化に伴って、アンダーフィル材の間隙への充填量が微量となるため、アンダーフィル充填間隙への充填量が不足しやすく気泡(ボイド)が発生するという問題がある。
アンダーフィル材をアンダーフィル充填間隙へ充填するために、予測した一定量のアンダーフィル材を吐出器(ディスペンサ)の吐出先端から吐出したとしても、充填量の不足が生じる。この原因として、以下の代表的なものがある。(1)吐出器による吐出量のばらつき(吐出器による吐出量の制御の精度は約10%である。)によって、吐出量が少なくなる。(2)多数の充填対象(ロット)における充填間隙のギャップばらつきがあり、充填間隙が大の場合に充填不足が発生する。(3)吐出器の吐出先端(ニードル)等のアンダーフィル材の流動経路の詰まりのため、吐出量が少なくなる。(4)吐出器からのアンダーフィル材の吐出の際、半導体チップの薄型化に伴って半導体チップ上面へアンダーフィル材が乗り上げやすくなる。充填間隙への充填量が不足することによる気泡の発生は、FCBGA型の半導体装置の信頼性の保持を阻害するため、大きな問題につながる。
従来のFCBGA型の半導体装置においては、アンダーフィル材を間隙に注入して硬化した後に、アンダーフィル材の充填不良及びボイドの存在を確認、検査することができるが、検査方法としては、例えば、(1)フィレット部の検査によって樹脂の有無を確認する外観検査方法、(2)超音波探傷装置(SAT(Scanning Acoustic Tomography))を使用する検査方法、(3)半導体装置を切断しその断面を研磨して観察する断面検査方法、等がある。
しかし、上記の検査方法では、次のような問題がある。超音波探傷装置による検査では水中に半導体装置を浸漬して検査するため、チップオンチップ接続による半導体装置では、ワイヤーボンドのパッドが汚染してしまい、ワイヤー接続不能が生じたり接続不良を生じるため信頼性に悪影響を与える恐れがあるため、検査方法として使用することができない。断面検査方法は、破壊検査であるため抜き取り検査となる。外観検査方法では、アンダーフィル材を硬化させた後に実行するので、充填量の不足が発見された後に、アンダーフィル材を追加して補充しても、先に硬化している部分と後で追加補充したアンダーフィル材とがなじまず気泡が発生する恐れがある。
上記で説明した検査方法はいずれも、検査結果が判明するまで時間がかかるので、半導体装置の製造工程へのフィードバックがタイムリーにできず、重大な不良が後工程に流出してしまう可能性があるという大きな問題があった。
特許文献1に、プリント配線基板のベアチップLSI実装面の一部に空気抜き孔を設け、アンダーフィルを充填する際に、プリント配線基板とベアチップLSIとの間隙に残留する空気を上記孔から排除する構成が記載されているが、この特許文献1に記載の技術は、非常に多数の電極端子をもつ半導体チップ間をフリップチップ接続し接合した接合部品の間隙にアンダーフィル材の充填を行う場合に、接合部品の間隙に残留する空気を排除するために予め一方の半導体チップに孔を開けることは、半導体チップが多数の電極端子を有するため空間的に困難であり、半導体チップの信頼性の保持、半導体チップの高集積性を保持する点等から好ましくなく、非常に多数の電極端子をもつ半導体チップの接合に適用することはできない。
特許文献2に記載の技術は、カメラによってチップの複数の角部を検出し、アンダーフィル材の塗布開始位置を定めるものであって、カメラをフィレット部の検出に使用するものではない。
特許文献3に記載の半導体装置の樹脂封止方法に関する技術では、配線基板を所定角度θからθ=0に戻すタイミングを、封止樹脂が半導体チップの右斜め下方に到達したことを監視カメラによって確認して行うものであって、封止樹脂を流し込む側で封止樹脂の状態を監視のため、封止樹脂を流し込む側でのフィレット部の監視のため、及び、ポティングノズルを介した封止樹脂の半導体装置への追加供給を制御するために、監視カメラを使用するものではない。
特許文献3に記載の技術では、半導体チップの左斜め上方から封止樹脂を流し込み、半導体チップの右斜め下方を監視カメラで監視し、封止樹脂が半導体チップの右斜め下方に到達したことを確認する構成であるため、流し込む封止樹脂が気泡を含んでいないか否か、流し込み側に正常にフィレット部が形成されたか否かを、カメラによって監視することができない。このため、アンダーフィル部に気泡を取り込む可能性があり、また、流し込み側や流れ出側において、フィレット部が正常に形成されなかった場合に、適正な対応を迅速にとることができず、信頼性のあるアンダーフィル材の充填ができないという問題がある。
特許文献4に記載の技術では、アンダーフィル樹脂の注入量を、フィレット長さLが、樹脂基板の表面から半導体チップの裏面迄の距離Hよりも長くなるように調整されるが、樹脂基板に半導体チップがフェイスダウンによって実装された多数の組立品では、半導体チップと樹脂基板とのギャップは一定ではなくバラツキがあるので、個々の組立品に対して、半導体チップと樹脂基板とのギャップを充填し、かつ、フィレット長さLが距離Hよりも長くなるように、アンダーフィル樹脂の注入量を調整するには、個々の組立品における半導体チップと樹脂基板とのギャップを正確に知る必要があるが、このギャップを計測には時間を要し製造時間を増大させるという問題がある。チップオンチップ接続の場合も同様の問題がある。
特許文献5には、ダイの少なくとも1つの側縁に隣接して封止材料を吐出(定量供給)する記載があるが、フィレット部の検出を行う構成は示されていない。
以上説明した従来技術では、フィレット部が正常に形成されなかった場合についての対応は考慮されておらず、信頼性のあるアンダーフィル充填ができないという問題がある。
本発明は、上述したような課題を解決するためになされたものであって、その目的は、例えば、バンプを介した半導体チップ間の接合又は半導体チップと実装基板との接合による接合体の間隙にアンダーフィル材の充填を行う、信頼性及び生産性を向上させることが可能な、電子デバイスの製造装置及び電子デバイスの製造方法、並びに、アンダーフィル材充填状態の検査装置及びアンダーフィル材充填状態の検査方法を提供することにある。
即ち、本発明は、第1の部品と第2の部品とが間隙を置いて互いに接合され、前記間隙にアンダーフィル材が充填された電子デバイスを製造する装置であって、前記間隙に前記アンダーフィル材を充填するために前記アンダーフィル材を吐出する吐出手段と、前記第1の部品の側端において前記アンダーフィル材によって形成されたフィレット部を検出する検出手段と、前記フィレット部の検出情報と正規のフィレット部の基準情報とを比較し、前者のフィレット幅が後者のフィレット幅よりも小さい場合には、前記吐出手段による前記アンダーフィル材の吐出を追加して行う制御手段とを有する、電子デバイスの製造装置に係るものである。
また、本発明は、第1の部品と第2の部品とが間隙を置いて互いに接合され、前記間隙にアンダーフィル材が充填された電子デバイスの製造方法であって、前記間隙に前記アンダーフィル材を充填するために、吐出手段の先端から前記アンダーフィル材を吐出する吐出工程と、前記第1の部品の側端において前記アンダーフィル材によって形成されたフィレット部を検出する検出工程と、前記フィレット部の検出情報と正規のフィレット部の基準情報とを比較する工程と、前者のフィレット幅が後者のフィレット幅よりも小さい場合には、前記アンダーフィル材の吐出を追加して行う追加吐出工程とを有する、電子デバイスの製造方法に係るものである。
また、本発明は、第1の部品と第2の部品とが間隙を置いて互いに接合され、前記間隙にアンダーフィル材が充填された電子デバイスの製造においてアンダーフィル材の充填状態を検査する装置であって、前記第1の部品の側端において前記アンダーフィル材によって形成されたフィレット部を検出する検出手段と、前記フィレット部の検出情報と正規のフィレット部の基準情報とを比較し、前者のフィレット幅が後者のフィレット幅よりも小さいかどうかを判定する判定手段とを有する、アンダーフィル材充填状態の検査装置に係るものである。
また、本発明は、第1の部品と第2の部品とが間隙を置いて互いに接合され、前記間隙にアンダーフィル材が充填された電子デバイスの製造においてアンダーフィル材の充填状態を検査する方法であって、前記第1の部品の側端において前記アンダーフィル材によって形成されたフィレット部を検出する検出工程と、前記フィレット部の検出情報と正規のフィレット部の基準情報とを比較し、前者のフィレット幅が後者のフィレット幅よりも小さいかどうかを判定する判定工程とを有する、アンダーフィル材充填状態の検査方法に係るものである。
本発明によれば、第1の部品の側端においてアンダーフィル材によって形成されたフィレット部を検出する検出手段によって検出されたフィレット部の検出情報と、正規のフィレット部の基準情報とを比較し、前者のフィレット幅が後者のフィレット幅よりも小さい場合には、吐出手段によるアンダーフィル材の吐出を追加して行うので、略一定幅のフィレット部を形成することができ、かつ、充填間隙における気泡の発生を防止することができ、これによって信頼性及び生産性を向上させることが可能な、電子デバイスの製造装置を提供することができる。
また、第1の部品の側端においてアンダーフィル材によって形成されたフィレット部を検出する検出工程で検出されたフィレット部の検出情報と正規のフィレット部の基準情報とを比較する工程において、前者のフィレット幅が後者のフィレット幅よりも小さい場合には、アンダーフィル材の吐出を追加して行うので、略一定幅のフィレット部を形成することができ、かつ、充填間隙における気泡の発生を防止することができ、これによって信頼性及び生産性を向上させることが可能な、電子デバイスの製造方法を提供することができる。
また、第1の部品の側端においてアンダーフィル材によって形成されたフィレット部を検出する検出手段によって検出されたフィレット部の検出情報と正規のフィレット部の基準情報とを比較し、前者のフィレット幅が後者のフィレット幅よりも小さいかどうかを判定するので、先に供給されたアンダーフィル材によるアンダーフィル充填間隙への充填量が不足しているか否かを判定することができる、アンダーフィル材充填状態の検査装置及び検査方法を提供することができる。
本発明の電子デバイスの製造装置では、前記制御手段は、前記検出手段によって検出された前記フィレット部の幅が所定の幅より小さい場合、前記アンダーフィル材の吐出を追加して行うように前記吐出手段を制御する構成とするのがよい。この構成によって、アンダーフィル材の追加吐出を、検出されるフィレット部の幅が所定の幅以上の略一定幅となるまで行うので、フィレット充填間隙における気泡の発生を防止することができ、信頼性及び生産性を向上させることができる。
また、検出された前記フィレット部の幅に基づいて、前記アンダーフィル材の追加吐出量を算出する算出手段を有する構成とするのがよい。この構成によって、先に行われたアンダーフィル材の吐出による間隙の充填において不足していたアンダーフィル材の量を、検出されたフィレット部の幅に基づいて算出することができるので、最小回数のアンダーフィル材の追加吐出によって、フィレット部の幅を所定の幅以上の略一定幅とすることができる。
また、前記検出手段は、前記吐出手段の先端が配置された前記第1の部品の側端と同一又は異なる側端における前記フィレット部の検出を行う構成とするのがよい。同一の側端でフィレット部の検出を行う構成によって、アンダーフィル材の吐出状態の監視と形成されるフィレット部の検出を単一の検査手段で行うことができ、アンダーフィル材の吐出時に発生する異常な状態、例えば、異常な量のアンダーフィル材の吐出、吐出されたアンダーフィル材に気泡が含まれている等を検出することができ、アンダーフィル充填を中止する等の適切な対応を迅速に行うことができる。
また、異なる側端においてフィレット部の検出を行う構成によって、アンダーフィル材の吐出位置と離れた位置におけるフィレット部の幅が所定の幅より小さい場合には、先に行われたアンダーフィル材の吐出位置又は前記の離れた位置で、アンダーフィル材の追加吐出を行うことによって、第1の部品と第2の部品との接合体の全体にわたって、フィレット部の幅を所定の幅以上の略一定幅とすることができる。
また、前記検出手段が、前記フィレット部の撮像を行う構成とするのがよい。この構成によって、撮像によって得られた画像データに基づいて吐出されたアンダーフィル材の状態を監視することができる。また、撮像によって得られた画像データの演算処理によって正確にフィレット部の幅を検出することができ、アンダーフィル材の追加吐出量をより正確に算出することができる。
また、前記吐出手段の先端のアライメントに使用されるカメラが前記検出手段として使用される構成とするのがよい。この構成によって、アンダーフィル材の吐出先端の位置決め行うためのカメラが、フィレット部の検出を行うので装置構成を複雑にすることがなく、安価に構成することができる。
また、前記第1の部品と前記第2の部品とが金属バンプによって接合された構成とするのがよい。この金属バンプは微細に構成することができるので、第1の部品と第2の部品が微小化した場合の接合部材として好適である。
また、前記第1の部品が第1の半導体チップであり、前記第2の部品が第2の半導体チップ又は実装基板である構成とするのがよい。この構成によって、各種の目的の電子デバイスを提供することができる。
本発明の電子デバイスの製造方法では、前記追加吐出工程は、前記検出工程において検出された前記フィレット部の幅が所定の幅より小さい場合、前記アンダーフィル材の吐出を追加して行う構成とするのがよい。この構成によって、アンダーフィル材の追加吐出を、検出されるフィレット部の幅が所定の幅以上の略一定幅となるまで行うことができる。
また、検出された前記フィレット部の幅に基づいて、前記アンダーフィル材の追加吐出量を算出する算出工程を有する構成とするのがよい。この構成によって、先に行われたアンダーフィル材の吐出による間隙の充填において不足していたアンダーフィル材の量を、検出されたフィレット部の幅に基づいて算出するので、最小回数のアンダーフィル材の追加吐出によって、フィレット部の幅を所定の幅以上の略一定幅とすることができる。
また、前記検出工程において、前記吐出手段の先端が配置された前記第1の部品の側端と同一又は異なる側端における前記フィレット部の検出を行う構成とするのがよい。同一の側端でフィレット部の検出を行う構成によって、アンダーフィル材の吐出状態の監視と形成されるフィレット部の検出を行うことができ、アンダーフィル材の吐出時に発生する異常な状態を検出することができ、アンダーフィル充填を中止する等の適切な対応を迅速に行うことができる。
また、異なる側端においてフィレット部の検出を行う構成によって、アンダーフィル材の吐出位置と離れた位置におけるフィレット部の幅が所定の幅より小さい場合には、先に行われたアンダーフィル材の吐出位置又は前記の離れた位置で、アンダーフィル材の追加吐出を行うことによって、第1の部品と第2の部品との接合体の全体にわたって、フィレット部の幅を所定の幅以上の略一定幅とすることができる。
また、前記検出工程において、前記フィレット部の撮像を行う構成とするのがよい。この構成によって、撮像によって得られた画像データに基づいて吐出されたアンダーフィル材の状態を監視することができる。また、撮像によって得られた画像データの演算処理によって正確にフィレット部の幅を検出することができ、アンダーフィル材の追加吐出量をより正確に算出することができる。
また、カメラを用いて前記吐出手段の先端のアライメントを行う工程を有し、前記検出工程において前記カメラを用いて前記フィレット部を検出する構成とするのがよい。この構成によって、アンダーフィル材の吐出先端の位置決め行うためのカメラが、フィレット部の検出を行うので、安価な製造方法を提供することができる。
なお、本発明では、アンダーフィル材が充填される第1の部品(例えば、上部の半導体チップ)と第2の部品(例えば、下部の半導体チップ又は実装基板)との間隙(又は、ギャップ)であり第1の部品の下部であるアンダーフィル部(又は、充填間隙)からアンダーフィル材が第1の部品の側端の外側にはみ出して延在する隅肉部分を、フィレット部という。フィレット部が第2の部品と空気層と接する位置と第1の部品の側端の位置との間の距離を、フィレット部の幅、又は、フィレット幅という。フィレット部が第1の部品及び空気層と接する位置を結ぶ線をフィレット部の端線という。このフィレット部の端線は、第1の部品の側端に略平行に形成される。
実施の形態
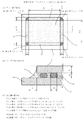
図1は、本発明の実施の形態における、電子デバイスを製造する装置を説明する図であり、図1(A)は装置構成の概略を示す図、図1(B)はチップ部におけるフィレット部を説明する平面図、図1(C)はチップ部のZ−Z部における断面図である。
図1は、本発明の実施の形態における、電子デバイスを製造する装置を説明する図であり、図1(A)は装置構成の概略を示す図、図1(B)はチップ部におけるフィレット部を説明する平面図、図1(C)はチップ部のZ−Z部における断面図である。
図1に示すように、金属バンプ12を介して電気的及び機械的に接合された上部チップ10と下部チップ20は水平台(水平に固定されている)21に保持された後に、上部チップ10と下部チップ20との間隙に、吐出器(ディスペンサ)を用いて、アンダーフィル材が充填される。吐出器から吐出されたアンダーフィル材がアンダーフィル部を充填するに十分であった場合には、アンダーフィル部からアンダーフィル材が延在したフィレット部が形成される。
吐出器は、アンダーフィル材を収納する吐出ヘッド24、アンダーフィル材を吐出する吐出ノズル22、細管30、バルブ32、空気圧発生器34、バルブ32の開閉を制御するバルブ駆動部36を含んでいる。吐出ヘッド24は細管30を介して空気圧発生器34に接続されており、バルブ32を開閉して吐出ヘッド24に空気圧を付与することによって、吐出ノズル22からアンダーフィル材を吐出させる。
吐出ヘッド24は吐出ヘッド保持部26に保持されており、吐出ヘッド保持部26は図示しないXYZの3方向の移動が可能である吐出ヘッド移動台に搭載されている。吐出ノズル22の吐出先端は、吐出ヘッド位置駆動部28による吐出ヘッド移動台の駆動によって、所望の位置に設定することができる。
カメラ38は、(1)吐出ヘッド位置駆動部28による吐出ノズル22の吐出先端の上部チップ10及び下部チップ20に対する位置合わせ、(2)吐出ノズル22の吐出先端からのアンダーフィル材の吐出状態の撮像、(3)フィレット部の撮像、等に使用される。
カメラ38はカメラ保持部40に保持されており、カメラ保持部40は図示しないXYZの3方向の移動が可能であると共に、カメラ38の視野の方向角度を変更することが可能な構成をもつカメラ移動台に搭載されている。カメラ38の位置及び視野の方向角度は、カメラ位置駆動部42によるカメラ移動台の駆動によって、所望の位置及び方向角度に設定することができる。
なお、カメラ保持部40及び吐出ヘッド保持部26とを、XYZの3方向の移動が可能である共通の移動台に搭載して、カメラ位置駆動部42及び吐出ヘッド位置駆動部28を兼ねる位置駆動部によって、カメラ30及び吐出ノズル22の吐出先端の位置の設定、カメラ30の視野の方向角度の設定を行う構成とすることもできる。
図1に示す例では、カメラ38を第1辺側フィレット部16を撮像する位置に配置しているが、カメラ38を第3辺側フィレット部18を撮像する位置に別途配置してもよい。このような構成に、更に、第2辺側フィレット部17及び第4辺側フィレット部19を撮像する位置にそれぞれ別途配置してもよい。また、撮像のための照明装置を使用してもよい。
吐出器のバルブ駆動部36、吐出ヘッド位置駆動部28、カメラ位置駆動部42はそれぞれ、演算制御部44によって制御される。カメラ38によって撮像された画像データは演算制御部44のメモリに記憶されると共に、画像データに対して画像処理演算が実行され、上部チップ10の側端部にはみ出て下部チップ20の上面に存在するアンダーフィル材によって形成されたフィレット部の検出が行われる。
吐出ノズル22の吐出先端が、上部チップ10の側端及び下部チップ20の上面からそれぞれ所定の位置に位置合わせされ、所定の量のアンダーフィル材が吐出先端から吐出され、上部チップ10と下部チップ20との間隙へ毛管現象によって充填された後、上部チップ10の4つの辺の側端に形成された第1〜第4辺側フィレット部16、17、18、19の少なくとも1つ以上のフィレット部を、カメラ38によって撮像して、演算制御部44によって画像処理を行いフィレット部の幅L1、L2、L3、L4の少なくとも1つを検出する。
先に吐出されたアンダーフィル材の上下のチップの間隙への充填によって形成されたフィレット部の検出された幅が所定の基準幅よりも小さい場合には、検出されたフィレット部の幅と所定の基準幅に基づいて、アンダーフィル材の追加吐出によって所定の基準幅以上の幅をもつフィレット部が形成されるように、アンダーフィル材を吐出ノズル22から追加吐出してフィレット部の幅を検出することを、フィレット部の検出された幅が所定の基準幅以上となるまで繰り返す。このような、追加吐出の制御は制御演算部44によって自動的に実行される。
このようにして、図1に示すように、第1〜第4辺側フィレット部16、17、18、19と上部チップ10の下部(アンダーフィル部)のアンダーフィル材14とが連続した状態となり、第1〜第4辺側フィレット部16、17、18、19の幅L1、L2、L3、L4が所定の基準幅以上の略一定幅となる。
なお、フィレット部の検出された幅所定の基準幅以上となった後に、上部チップ10の上方から、第1〜第4辺側フィレット部16、17、18、19における気泡の生成の有無を検出する構成としてもよい。この気泡の検出は、上部チップの上方からカメラでフィレット部を撮像して得られた画像データを用いて行う構成とすることができる。また、この気泡の生成の有無の検出は、アンダーフィル材の上下チップの間隙への充填を行いながら行うこともできる。
図2は、本実施の形態における、アンダーフィル材の充填状態を説明する図であり、図2(A)は充填が途中の状態、図2(B)は充填が不足している状態であり追加の吐出が必要な状態、図2(C)は充填が正常に終了した状態を、それぞれ示すZ−Z部における断面図である。
図2(A)に示すように、所定量のアンダーフィル材は吐出ノズル22を用いて上部チップ10の側端の近傍で下部チップ20の表面に吐出され、吐出されたアンダーフィル材は40は毛管現象によって上部チップ10と下部チップ20との間隙に充填される。
この時、例えば、間隙におけるアンダーフィル材の流動にむらがあると、間隙に存在する空気がアンダーフィル材によって間隙から外部に押し出されないで気泡48として間隙に残ったり、吐出ノズル22からのアンダーフィル材の吐出量が少なかった場合には、未充填部50が残り、フィレット部が形成されない状態となってしまう。このような気泡48、未充填部50が形成された状態は、外部環境の影響を受けやすく、信頼性を低下させる大きな原因となる。
図2(B)に示すように、アンダーフィルの間隙への充填によって一定の幅をもつフィレット部が形成されるように所定量のアンダーフィル材を吐出しても、充填対象とする上部チップ10と下部チップ20との接合体における上記の間隙が、接合体のロット間でばらつきをもつこと、吐出器によるアンダーフィル材の吐出精度によるばらつきがあること等のために、アンダーフィル材の充填不足が生じ、未充填部50が残り、フィレット部が形成されない状態(検出されるフィレット部の幅はゼロ)となることがある。このような場合には、検出されたフィレット部の幅に基づいて、フィレット部の幅が所定の基準幅以上となるようにアンダーフィル材を吐出ノズルから追加吐出することによって、図2(C)に示すように、フィレット部16、17、18、19の幅Lが略一定であり、充填が正常な状態とすることができる。
図3は、本実施の形態における、アンダーフィル材の充填の状態の評価を説明する図である。
所定の量のアンダーフィル材を吐出して接合体の間隙に充填し所定の幅をもつフィレット部を形成しようとしても、図3に示すように、実際には各種の形状をもつフィレット部を伴うアンダーフィル材の充填状態が生じる。間隙に気泡が形成されず、しかも、電子デバイスの実装に影響を与えない、アンダーフィル材の充填状態に関する検討評価結果を以下に説明する。
図3(A)に示す充填状態は、充填間隙の接合体のロット間でのばらつき、吐出器によるアンダーフィル材の吐出精度によるばらつき等のために、アンダーフィル材の充填不足のため未充填部50が残り、充填状態が不良な状態×である。このような状態は、充填間隙が大きく、アンダーフィル材の吐出量が少ない場合に生じる。フィレット部が形成されない状態では、検出されるフィレット部の幅はゼロである。この未充填部50が形成された状態は外部環境の影響を受けやすく信頼性を低下させる大きな原因となり、実装に使用することができない。
図3(B)に示す充填状態は、約100μmの幅をもつフィレット部が形成された状態○であり、充填間隙に気泡は生じていない。
図3(C)に示す充填状態は、約150μmの幅をもつフィレット部が形成された状態◎であり、充填間隙に気泡は生じていない。
図3(D)に示す充填状態は、アンダーフィル材の吐出量が多すぎて、余剰のアンダーフィル材52が下部チップ20の側端を覆う状態△となっている。充填間隙に気泡は生じていないので、余剰のアンダーフィル材52が過大でない限り、実装上の問題は生じない。しかし、余剰のアンダーフィル材52が過大であると、このような電子デバイスを実装基板上に密接させて実装する際に障害となる。図3(D)に示す状態は、下部チップ20が小型化して面積が小さくなるにつれて、生じ易い。
図3(E)に示す充填状態は、アンダーフィル材の吐出量が多すぎて、余剰のアンダーフィル材54が上部チップ10の上面を覆う状態△となっている。充填間隙に気泡は生じていないので、余剰のアンダーフィル材54が微小であれば、この電子デバイスをチップオンチップ接続する際に問題を生じない。しかし、余剰のアンダーフィル材54が過大であると、このような電子デバイスをチップオンチップ接続する際に障害となる。図3(E)に示す状態は、上部チップ10の薄型化、及び、下部チップ20が小型化して面積が小さくなるにつれて、生じ易い。
本発明の発明者は、フィレット部の形成状態とアンダーフィル部での気泡の発生に関して種々の検討を行った結果、フィレット部の形成状態と気泡の発生は強い関連性をもち、充填間隙に気泡を発生させないためには、少なくとも100μm以上、より好ましくは150μm以上の幅をもつフィレット部を形成することが望ましいことを見出した。図3(A)は充填状態が不良な状態、図3(B)は充填状態がほぼ良好な状態、図3(C)は充填状態が良好な状態を、図3(D)及び図3(E)は実装面で不都合を生じる場合を除いて使用可能な充填状態である。
図4は、本実施の形態における、良好な充填状態を実現するためのアンダーフィル材の吐出量の算出を説明する図であり、図4(A)はアンダーフィル材が存在する領域を各部に分けて示すチップ部の平面図、図4(B)はZ−Z部におけるチップ部の部分拡大断面図である。
アンダーフィル材を接合体の間隙に充填し所定の幅Lをもつフィレット部を形成するためには、上部チップ10、下部チップ20、上部チップ10と下部チップ20との間隙、金属バンプ12のサイズに対応して、所定の量のアンダーフィル材を吐出ノズル22から吐出する必要がある。
このアンダーフィル材の所定の量は図4(C)に示すようにして算出される。ここで、上部チップ10と下部チップ20とを接合している金属バンプ12の形状を円柱と仮定し、フィレット部の断面形状の面積を、図3(B)において上部チップ10の側端に点線で示す長方形の面積の1/3と仮定し、充填間隙をg、上部チップの短辺をD2、長辺をD1、厚さをh、金属バンプ12の直径をd、アンダーフィル材の比重をρとする。
上記の所定の量を吐出体積V、吐出重量Wで表すと、上部チップ10の下部に存在するアンダーフィル材の体積V1(=L×g)、第1、第3辺側フィレット部16、18の体積V2(=D2×L×(h+g)×(2/3))、第2、第4辺側フィレット部17、19の体積V3(=D1×L×(h+g)×(2/3))、第1〜第4角フィレット部61、62、63、64の体積V4(=L×L×π×(h+g)×(2/9)、金属バンプ12の体積V5(=d×d×π×g×(金属バンプの数)を用いて、吐出体積V=(V1+V2+V3+V4−V5)、Wi=Vi×ρ(i=1、2、3、4、5)であり、吐出重量W=V×ρとなる。
先述したように、接合体のロット間での充填間隙のばらつき、吐出器の吐出精度によるばらつきのため、上記の吐出量(V、W)によって、所定の幅Lをもつフィレット部が常時形成されることはない。
図5は、本実施の形態における、アンダーフィル材の吐出量とフィレット部の幅との関係の計算値と実測値との比較を示す図である。
図5において、(A)は図4に示す充填間隙g=18.5μmの場合、(B)は図4に示す充填間隙g=23.5μmの場合、(C)は図4に示す充填間隙g=28.5μmの場合の結果を示す。
ここで、フィレット部の幅L=150μm、充填間隙g=23.5±5μm、上部チップの短辺D2=5.2mm、上部チップの長辺D1=6.7mm、上部チップの厚さh=130μm、金属バンプ12の直径=30μm、金属バンプの数=1400個、下部チップの長辺=8.2mm、下部シップの短辺=7.7mm、アンダーフィル材の比重ρ=1.5g/cm3とする。
例えば、充填間隙g=23.5μmの場合、W=1.5mg、充填間隙g=28.5μmの場合、W=1.7mgとなる。
図5に示す実測値は、アンダーフィル材の吐出量を電子天秤で秤量し、フィレット部を図1に示す構成によりカメラによって撮像した画像の2値化処理を含む画像処理によってフィレット部を検出しその上部チップの側端からの距離(幅)を求めた5回の吐出計測の平均値を示している。フィレット部が形成されない場合の幅をゼロとしている。計算値と実測値はよく一致している。第1〜第4辺側フィレット部16、17、18、19において検出されたフィレット部が下部チップ及び空気層と接する位置を結んだフィレット部の端線は直線状であり、略同じフィレット部の幅が検出された。
上部及び下部チップを接合する装置の精度のために充填間隙はばらつき、即ち、接合体のロット間で充填間隙はg=23.5±5μmのようにばらつくので、充填間隙が最大となるg=28.5μmとすると、上記のようにW=1.7mgとなるが、通常、吐出量を多くすると、図3(E)に示すように、余剰のアンダーフィル材が上チップ10の上面に乗り上げるなどの問題が発生することから、充填間隙(平均値)g=23.5μmに対応する平均的吐出量W=1.5mgを目標値として吐出を行う。吐出器の吐出精度が±0.15mgであり実際の吐出量が少ない量(1.5−0.15=1.35mg)である場合、充填間隙g=28.5μmに対して必要な吐出量W=1.7mgに達せず、0.35mgの不足が生じ、フィレット部が全くない充填不良の最悪ケースが発生する。一方、先述のように、充填状態が良好な正常品はフィレット部の幅が100μm以上ある形状をもつ。また、上述の最悪ケースほどはいかなくてもフィレット部の幅が100μm以上ない充填不良が発生する可能性がある。
そこで、アンダーフィル材を吐出した後、先述したように、カメラを上チップ10の側面に移動させて所定の視野を撮像し、得られた画像を処理して、フィレット部を検出しその幅が0〜50μmであれば、演算制御部44からバルブ制御部36に制御信号が送られ、最悪ケースであるアンダーフィル材0.35mgを再度吐出させ、フィレット部の幅が50〜100μmであればアンダーフィル材0.17mg再度吐出させるというような制御を行うことによって、フィレット部の幅を約150μmとすることができ、未充填不良を修復することができる。
図6は、本実施の形態における、電子デバイスの製造方法を説明する図である。
図1に示す演算制御部44のメモリには、上下のチップの各辺の大きさ、厚さ、接合体の充填間隙の平均値とばらつきの大きさ、金属バンプの大きさ、正常な状態におけるフィレット部の基準情報である所定の基準幅、吐出器の吐出精度、図5に示すアンダーフィル材の吐出量とフィレット部の幅との関係を表す計算式に関する情報等が、予め記憶されている。以下、各工程について説明する。
S1:アンダーフィル材の吐出
演算制御部44は、吐出ノズル22及びカメラ38の位置設定を行う制御の後、接合体の充填間隙の平均値に対応するアンダーフィル材の平均的吐出量を吐出する制御を行う。なお、アンダーフィル材の吐出に先立って、その粘度低下、その流速の増加、その濡れの改善をはかるため、アンダーフィル材、上下のチップは、例えば、80℃〜90℃に均一に予熱されている。予熱は、接触過熱、赤外線加熱、対流加熱の何れか又は組み合せによって行う。
演算制御部44は、吐出ノズル22及びカメラ38の位置設定を行う制御の後、接合体の充填間隙の平均値に対応するアンダーフィル材の平均的吐出量を吐出する制御を行う。なお、アンダーフィル材の吐出に先立って、その粘度低下、その流速の増加、その濡れの改善をはかるため、アンダーフィル材、上下のチップは、例えば、80℃〜90℃に均一に予熱されている。予熱は、接触過熱、赤外線加熱、対流加熱の何れか又は組み合せによって行う。
S2:フィレット部の幅の検出
カメラ38は、平均的吐出量のアンダーフィル材による充填間隙の充填によって形成されたフィレット部の撮像を所定の視野で行い、演算制御部44は、撮像された画像データの処理を行いフィレット部の幅Lを検出する。上部チップ10の側端に形成された第1〜第4辺側フィレット部16、17、18、19の少なくとも1つ以上のフィレット部を、カメラ38によって撮像して、演算制御部44によって画像処理を行いフィレット部の幅Lとして、L1、L2、L3、L4の少なくとも1つを検出する。
カメラ38は、平均的吐出量のアンダーフィル材による充填間隙の充填によって形成されたフィレット部の撮像を所定の視野で行い、演算制御部44は、撮像された画像データの処理を行いフィレット部の幅Lを検出する。上部チップ10の側端に形成された第1〜第4辺側フィレット部16、17、18、19の少なくとも1つ以上のフィレット部を、カメラ38によって撮像して、演算制御部44によって画像処理を行いフィレット部の幅Lとして、L1、L2、L3、L4の少なくとも1つを検出する。
例えば、図1に示すように、上部チップの第1辺側の側端の近傍に吐出ノズル22を配置し、上部チップの第1辺側の側端の全体、第1辺側フィレット部16の全体、上部チップの第2及び4辺側の側端の一部、第2辺側フィレット部17の一部、及び、第4辺側フィレット部19の一部を含むように、カメラ38の視野を設定して、第1辺側フィレット部16におけるフィレット部の幅を計測する。この時、第2辺側フィレット部17及び第4辺側フィレット部19におけるフィレット部の一部からそれぞれのフィレット部の幅を計測してもよい。
また、図1と同じように、上部チップの第1辺側の側端の近傍に吐出ノズル22を配置し、上部チップの第3辺側の側端の全体、第3辺側フィレット部18の全体、上部チップの第2及び4辺側の側端の一部、第2辺側フィレット部17の一部、及び、第4辺側フィレット部19の一部を含むように、カメラ38の視野を設定して、第3辺側フィレット部18におけるフィレット部の幅を計測する。この時、上記の例と同様に、第2辺側フィレット部17及び第4辺側フィレット部19におけるフィレット部の一部からそれぞれのフィレット部の幅を計測してもよい。
上部チップ10の側端に形成されたフィレット部の端線が、上部チップ10の側端に平行でない場合には、フィレット部の端線の複数の位置における、フィレット部の幅の平均値を検出された幅Lとする。また、フィレット部の端線の複数の位置における、フィレット部の最小値を検出された幅Lとしてもよい。
S3:検出されたフィレット部の幅Lと所定の幅(基準幅)L0との比較
L0は少なくとも100μm、好ましくは150μmとして、演算制御部44は、検出されたフィレット部の幅Lと所定の幅L0との比較を行う。L1、L2、L3、L4のうちの2以上を検出した場合には、Lとして、検出された幅の平均値又は最小値を用いる。
L0は少なくとも100μm、好ましくは150μmとして、演算制御部44は、検出されたフィレット部の幅Lと所定の幅L0との比較を行う。L1、L2、L3、L4のうちの2以上を検出した場合には、Lとして、検出された幅の平均値又は最小値を用いる。
S4:判定分岐
L<L0が成立する時はS5の処理を、成立しない時はS8を実行する。
L<L0が成立する時はS5の処理を、成立しない時はS8を実行する。
S5:検出されたフィレット部の幅Lに基づいて追加吐出量の算出
演算制御部44は、検出された幅L、所定の幅L0、図5に示すアンダーフィル材の吐出量とフィレット部の幅との関係を表す計算式とから、先の吐出量に追加して吐出する追加吐出量を算出する。
演算制御部44は、検出された幅L、所定の幅L0、図5に示すアンダーフィル材の吐出量とフィレット部の幅との関係を表す計算式とから、先の吐出量に追加して吐出する追加吐出量を算出する。
S6:アンダーフィル材の追加吐出の制御
演算制御部44は、上記の追加吐出量を吐出するようにバルブ駆動部36に制御信号を送る。
演算制御部44は、上記の追加吐出量を吐出するようにバルブ駆動部36に制御信号を送る。
S7:アンダーフィル材の追加吐出の実行
バルブ駆動部36の駆動によって吐出ノズル22からアンダーフィル材の追加吐出量が吐出される。追加吐出は、先に吐出を行った位置、又は、L1、L2、L3、L4のうちの2以上を検出した場合には、検出された幅の最小値を与える辺側の位置から行う。
バルブ駆動部36の駆動によって吐出ノズル22からアンダーフィル材の追加吐出量が吐出される。追加吐出は、先に吐出を行った位置、又は、L1、L2、L3、L4のうちの2以上を検出した場合には、検出された幅の最小値を与える辺側の位置から行う。
S8:アンダーフィル材の追加吐出の終了
所定の幅以上をもつフィレット部が形成され、充填間隙がアンダーフィル材によって正常に充填され、充填工程が終了する。
所定の幅以上をもつフィレット部が形成され、充填間隙がアンダーフィル材によって正常に充填され、充填工程が終了する。
S9:アンダーフィル材の硬化
充填工程の終了に引き続きアンダーフィル材を所定の条件で加熱硬化させる。本実施の形態では、1回の硬化工程でアンダーフィル材を硬化させる。
充填工程の終了に引き続きアンダーフィル材を所定の条件で加熱硬化させる。本実施の形態では、1回の硬化工程でアンダーフィル材を硬化させる。
以上で、1つの接合体に関するアンダーフィル材の充填及び硬化が終了して、電子デバイスの製造が完了する。
なお、接合面における金属バンプの密度(単位面積当たりに配置されている金属バンプの数として定義する。)が均一でなく、接合面の領域(例えば、上部チップの側端の近傍の領域、上部チップの中心部の近傍の領域等)によって、金属バンプの密度の大小がある場合には、上下のチップの均一な予熱では、上下のチップの間隙をアンダーフィル材が流れる速さが、金属バンプの密度の大小によって異なり、間隙に充填したアンダーフィル材に気泡を混入し易くなる。
このような場合には、アンダーフィル材の吐出に先立って、上下のチップを均一に予熱する際に、接合面における金属バンプの密度の大小に応じて温度を変えて上下のチップを予熱しするのがよい。例えば、T1>T2として、金属バンプの密度が大である領域(このような領域では、流動抵抗が大きくアンダーフィル材が流れ難い。)では温度T1で予熱し、金属バンプの密度が小である領域(このような領域では、流動抵抗が小きくアンダーフィル材が流れ易い。)では温度T2で予熱する(例えば、T1=90℃〜、T2=80℃とする)。この結果、アンダーフィル材が流れる部分の金属バンプの密度によらず、上下のチップの間隙全体にわたって、略一様な速さでアンダーフィル材が流れ間隙を充填され、気泡の混入を避けることができ、略同じ幅をもったフィレット部を上部チップの各側端に形成することができる。
更に、アンダーフィル材の流れを大きくするために、アンダーフィル材の平均的吐出量の吐出、及び、追加吐出を実行する際に、アンダーフィル材が吐出される、上部チップの側端側が高くなるように、上限のチップを保持する水平台21を所望の傾斜角度に傾斜させて固定してもよい。
以上説明した製造方法によれば、先に実行されたアンダーフィル材の吐出とアンダーフィル部への充填によって形成されたフィレット部に関して、上部チップの4箇所の側端(辺)の少なくとも1箇所以上でフィレット部の幅を検出することによって、充填間隙の接合体のロット間ばらつき、吐出器の吐出精度等に影響されることなく、先の充填によって形成されたフィレット部の状況に応じてアンダーフィル材を追加吐出する制御を行い、全ての検出されたフィレット部の幅が基準幅以上とすることができる。
また、先に説明したように、アンダーフィル材の吐出に先立つ、アンダーフィル材、上下のチップの予熱によって、追加吐出されるアンダーフィル材は、先に間隙に充填されているアンダーフィル材と同程度の粘性をもつので、先及び後に充填されたアンダーフィル材は相互によく濡れアンダーフィル材の間で界面を生じることがなく、しかも、追加吐出されるアンダーフィル材も上下のチップの接合面とよく濡れるので、アンダーフィル部に気泡を生じないようにすることができる。
図7は、本実施の形態における、フィレット部の幅を計測するための吐出ノズル22及びカメラ38の配置を説明する図であり、図7(A)は吐出ノズル22の配置例を示す平面図、図7(B)はカメラ38の配置を示す図である。
図7(A)において、図1に示す吐出ノズル22として第1ノズル56のみを使用する構成として、図7(B)に示すように、第1辺側フィレット部16を含む領域を第1カメラ視野66とし、第2辺側フィレット部17を含む領域を第2カメラ視野67とし、第3辺側フィレット部18を含む領域を第3カメラ視野68とし、第4辺側フィレット部19を含む領域を第4カメラ視野69として、これらの各カメラ視野をそれぞれ撮像するためのカメラを個別に配置する構成としてもよい。
また、第3カメラ視野68は、第2カメラ視野67及び第4カメラ視野69の一部を含むので、第1ノズル56のみを使用する構成として、図7(B)に示す第3カメラ視野68を撮像するためのカメラのみを使用する構成としてもよい。この時、第1辺側フィレット部16の幅を検出するために第1カメラ視野66を撮像するためのカメラを、更に、使用する構成としてもよい。更に、第1〜第4辺側フィレット部16、17、18、19を、単一のカメラによって撮像する構成としてもよい。カメラでフィレット部を撮像して得られた画像データを用いてフィレット部の検出を行うが、特許文献3に記載の技術のように特定の位置で行うと、この位置において基板又はチップに形成された配線があると、この配線とフィレットとの区別がつきにくいなどの弊害が起こる恐れがあるが、このような場合、本発明では、一番区別をつけやすい場所をフィレット部の検出に使用する構成とすることができ、正確にフィレット部の幅を計測することができる。
また、図1に示す吐出ノズル22は静止させた状態でアンダーフィル材を吐出しているが、図1に示す吐出ノズル22を上部チップ10の側端に沿って直線的に移動させながらアンダーフィル材を吐出させてもよい。また、図1に示す吐出ノズル22に代えて、第1ノズル56及び第2ノズル57、或いは第1ノズル56及び第3ノズル59を使用して、2つのノズルを上部チップ10の側端に反って直線的に移動させながらアンダーフィル材を吐出させてもよい。更に、第1ノズル56、第2ノズル57、第3ノズル59を使用して、3つのノズルを上部チップ10の側端に沿って直線的に移動させながらアンダーフィル材を吐出させてもよい。
以上説明した本実施の形態によれば、吐出(ディスペンサ)装置に外観検査機能を具有させることによって、アンダーフィル材の充填に伴うフィレット部の形成に関する情報を、容易にリアルタイムにアンダーフィル充填工程にフィードバックできるので、吐出ノズル(ニードル)詰まり等の不具合にも迅速に対応でき、大量に不良品を生産するこまた、吐出(ディスペンサ)装置に外観検査機能と外観検査結果を吐出装置にフィードバックさせる機能を持たせることによって、フィレット部の外観検査結果データに基づいて、正常なフィレット部を形成させるために必要なアンダーフィル材の追加吐出量を算出して吐出装置(ディスペンサ)を制御して追加吐出する機能をもたせることによって、充填不良等によって生じる半導体装置をはじめとする電子デバイスの不良品の発生を自動的に防止することができ、生産性、歩留りを向上させることができる。
また、アンダーフィル材を硬化させる前に外観検査を行い、必要であればアンダーフィル材の追加吐出を行い補充充填を行うので、既に充填され硬化されたアンダーフィル材に対してアンダーフィル材を追加充填するという従来の修復作業において懸念される、硬化したアンダーフィル材と未硬化のアンダーフィル材との間での気泡の発生がなく、二度の硬化を行う時間が不要となるため生産効率のアップに貢献する。
本実施の形態では、半導体チップの右斜め下方を監視カメラで監視し、封止樹脂が半導体チップの右斜め下方に到達したことを確認するという特許文献3に記載の構成とは異なり、アンダーフィル材(封止樹脂)を供給する側でのアンダーフィル材の状態を監視のため、アンダーフィル材供給側でのフィレット部の監視のため、吐出器の吐出先端からのアンダーフィル材の充填間隙への追加供給を制御するために、カメラを使用する構成としている。
この構成によって、特許文献3に記載の技術では実現できなかった、吐出器の吐出先端から吐出され充填間隙へ供給されるアンダーフィル材が気泡を含んでいないか否か、アンダーフィル材の供給側に正常にフィレット部が形成されたか否かを、カメラによって監視することができる。この結果、供給されるアンダーフィル材が気泡を含む場合には、アンダーフィル部に気泡を取り込む可能性が大であると判定しアンダーフィル工程を中止し、吐出器におけるアンダーフィル材の状態を見直す。
また、アンダーフィル材の供給側やこれと異なる側(例えば、対向する側)において、フィレット部が正常に形成されなかった場合には、迅速に適正な対応、即ち、アンダーフィル材を間隙に追加充填する操作を行い、正常なフィレット部を形成することができる。
このように本実施の形態では、フィレット部を検出することによって、充填間隙へのアンダーフィル材の充填量が不足した場合にも、一定幅のフィレットを形成するようにアンダーフィル材を充填間隙へ追加充填する構成とするので、充填間隙における気泡の発生を防止することができ、生産性及び信頼性を高めることができる。
例えば、半導体チップと基板との間又は半導体チップ間がバンプを介して接合された多数の組立品において、半導体チップと基板との間又は半導体チップ間のギャップにバラツキが存在しても、このギャップを計測することなく、検出されたフィレット部の幅に基づいて、ギャップのバラツキによらず一定幅のフィレットを形成するように吐出量を制御して、ギャップにアンダーフィル材を追加充填してフィレット部の幅さを略一定とすることができる。また、吐出器の吐出量の精度に影響されることなく、検出されたフィレット部の幅に基づいて、一定幅のフィレットを形成するように吐出量を制御して、ギャップにアンダーフィル材を追加充填してフィレット部の幅を略一定とすることができる。
以上、本発明を実施の形態について説明したが、本発明は、上述の実施の形態に限定されるものではなく、本発明の技術的思想に基づく各種の変形が可能である。
例えば、下部チップの代わりにインターポーザ基板、フレキシブル基板等の実装基板を用いる構成にも本発明は適用可能であることは言うまでもない。更に、上部チップに代わりに半導体パッケージ又はモジュールパッケージを用い、下部チップの代わりに実装基板を用い、パッケージと実装基板をバンプ電極によって接合する構成にも本発明は適用可能であることは言うまでもない。
また、上下の各チップの大きさ、金属バンプの大きさ及び数等は、必要に応じて任意に変更可能である。
また、フィレット部をより正確に検出するために、上部及び下部チップと異なる色にアンダーフィル材を着色させて使用してもよい。また、蛍光体粒子をアンダーフィル材に混合させて使用して、紫外線によって蛍光体を発光させ発光像を撮像してフィレット部を検出する構成としてもよい。
以上説明したように、本発明は、フリップチップ接続による部品間の接合において、アンダーフィル材の充填状態を良好にして、信頼性及び生産性を向上させた接合体を提供することができる。
10…上部チップ、12…金属バンプ、14…上部チップの下部のアンダーフィル材、16…第1辺側フィレット部、17…第2辺側フィレット部、
18…第3辺側フィレット部、19…第4辺側フィレット部、20…下部チップ、
21…水平台、22…吐出ノズル、24…吐出ヘッド、26…吐出ヘッド保持部、
28…吐出ヘッド位置駆動部、30…細管、32…バルブ、34…空気圧発生器、
36…バルブ駆動部、38…カメラ、40…カメラ保持部、42…カメラ位置駆動部、
46…吐出されたアンダーフィル材、48…気泡、50…未充填部、
52、54…余剰のアンダーフィル材、56…第1吐出ノズル、57…第2吐出ノズル、
59…第3吐出ノズル、61…第1角フィレット部、62…第2角フィレット部、
63…第3角フィレット部、64…第4角フィレット部、66…第1カメラ視野、
67…第2カメラ視野、68…第3カメラ視野、69…第4カメラ視野
18…第3辺側フィレット部、19…第4辺側フィレット部、20…下部チップ、
21…水平台、22…吐出ノズル、24…吐出ヘッド、26…吐出ヘッド保持部、
28…吐出ヘッド位置駆動部、30…細管、32…バルブ、34…空気圧発生器、
36…バルブ駆動部、38…カメラ、40…カメラ保持部、42…カメラ位置駆動部、
46…吐出されたアンダーフィル材、48…気泡、50…未充填部、
52、54…余剰のアンダーフィル材、56…第1吐出ノズル、57…第2吐出ノズル、
59…第3吐出ノズル、61…第1角フィレット部、62…第2角フィレット部、
63…第3角フィレット部、64…第4角フィレット部、66…第1カメラ視野、
67…第2カメラ視野、68…第3カメラ視野、69…第4カメラ視野
Claims (16)
- 第1の部品と第2の部品とが間隙を置いて互いに接合され、前記間隙にアンダーフィル材が充填された電子デバイスを製造する装置であって、
前記間隙に前記アンダーフィル材を充填するために前記アンダーフィル材を吐出する
吐出手段と、
前記第1の部品の側端において前記アンダーフィル材によって形成されたフィレット
部を検出する検出手段と、
前記フィレット部の検出情報と正規のフィレット部の基準情報とを比較し、前者のフ
ィレット幅が後者のフィレット幅よりも小さい場合には、前記吐出手段による前記アン
ダーフィル材の吐出を追加して行う制御手段と
を有する、電子デバイスの製造装置。 - 前記制御手段は、前記検出手段によって検出された前記フィレット部の幅が所定の幅より小さい場合、前記アンダーフィル材の吐出を追加して行うように前記吐出手段を制御する、請求項1に記載の電子デバイスの製造装置。
- 検出された前記フィレット部の幅に基づいて、前記アンダーフィル材の追加吐出量を算出する算出手段を有する、請求項2に記載の電子デバイスの製造装置。
- 前記検出手段は、前記吐出手段の先端が配置された前記第1の部品の側端と同一又は異なる側端における前記フィレット部の検出を行う、請求項1に記載の電子デバイスの製造装置。
- 前記検出手段が、前記フィレット部の撮像を行う、請求項1に記載の電子デバイスの製造装置。
- 前記吐出手段の先端のアライメントに使用されるカメラが前記検出手段として使用される、請求項1に記載の電子デバイスの製造装置。
- 前記第1の部品と前記第2の部品とが金属バンプによって接合された、請求項1に記載の電子デバイスの製造装置。
- 前記第1の部品が第1の半導体チップであり、前記第2の部品が第2の半導体チップ又は実装基板である、請求項1に記載の電子デバイスの製造装置。
- 第1の部品と第2の部品とが間隙を置いて互いに接合され、前記間隙にアンダーフィル材が充填された電子デバイスの製造方法であって、
前記間隙に前記アンダーフィル材を充填するために、吐出手段の先端から前記アンダ
ーフィル材を吐出する吐出工程と、
前記第1の部品の側端において前記アンダーフィル材によって形成されたフィレット
部を検出する検出工程と、
前記フィレット部の検出情報と正規のフィレット部の基準情報とを比較する工程と、
前者のフィレット幅が後者のフィレット幅よりも小さい場合には、前記アンダーフィ
ル材の吐出を追加して行う追加吐出工程と
を有する、電子デバイスの製造方法。 - 前記追加吐出工程は、前記検出工程において検出された前記フィレット部の幅が所定の幅より小さい場合、前記アンダーフィル材の吐出を追加して行う、請求項9に記載の電子デバイスの製造方法。
- 検出された前記フィレット部の幅に基づいて、前記アンダーフィル材の追加吐出量を算出する算出工程を有する、請求項10に記載の電子デバイスの製造方法。
- 前記検出工程において、前記吐出手段の先端が配置された前記第1の部品の側端と同一又は異なる側端における前記フィレット部の検出を行う、請求項9に記載の電子デバイスの製造方法。
- 前記検出工程において、前記フィレット部の撮像を行う、請求項9に記載の電子デバイスの製造方法。
- カメラを用いて前記吐出手段の先端のアライメントを行う工程を有し、前記検出工程において前記カメラを用いて前記フィレット部を検出する、請求項9に記載の電子デバイスの製造方法。
- 第1の部品と第2の部品とが間隙を置いて互いに接合され、前記間隙にアンダーフィル材が充填された電子デバイスの製造においてアンダーフィル材の充填状態を検査する装置であって、
前記第1の部品の側端において前記アンダーフィル材によって形成されたフィレット
部を検出する検出手段と、
前記フィレット部の検出情報と正規のフィレット部の基準情報とを比較し、前者のフ
ィレット幅が後者のフィレット幅よりも小さいかどうかを判定する判定手段と
を有する、アンダーフィル材充填状態の検査装置。 - 第1の部品と第2の部品とが間隙を置いて互いに接合され、前記間隙にアンダーフィル材が充填された電子デバイスの製造においてアンダーフィル材の充填状態を検査する方法であって、
前記第1の部品の側端において前記アンダーフィル材によって形成されたフィレット
部を検出する検出工程と、
前記フィレット部の検出情報と正規のフィレット部の基準情報とを比較し、前者のフ
ィレット幅が後者のフィレット幅よりも小さいかどうかを判定する判定工程と
を有する、アンダーフィル材充填状態の検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006011211A JP2007194403A (ja) | 2006-01-19 | 2006-01-19 | 電子デバイスの製造装置及び電子デバイスの製造方法、並びに、アンダーフィル材充填状態の検査装置及びアンダーフィル材充填状態の検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006011211A JP2007194403A (ja) | 2006-01-19 | 2006-01-19 | 電子デバイスの製造装置及び電子デバイスの製造方法、並びに、アンダーフィル材充填状態の検査装置及びアンダーフィル材充填状態の検査方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007194403A true JP2007194403A (ja) | 2007-08-02 |
Family
ID=38449861
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006011211A Pending JP2007194403A (ja) | 2006-01-19 | 2006-01-19 | 電子デバイスの製造装置及び電子デバイスの製造方法、並びに、アンダーフィル材充填状態の検査装置及びアンダーフィル材充填状態の検査方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007194403A (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008065979A1 (en) * | 2006-11-29 | 2008-06-05 | Musashi Engineering, Inc. | Method and device for placing liquid material |
| JP2009058484A (ja) * | 2007-09-03 | 2009-03-19 | Nec Corp | 電子部品のフィレット幅検査装置 |
| JP2009188011A (ja) * | 2008-02-04 | 2009-08-20 | Nec Electronics Corp | フリップチップ半導体装置の製造方法と製造装置 |
| JP2010251625A (ja) * | 2009-04-20 | 2010-11-04 | Renesas Electronics Corp | 半導体装置、及び半導体装置の製造方法 |
| WO2011018988A1 (ja) * | 2009-08-11 | 2011-02-17 | 武蔵エンジニアリング株式会社 | 液体材料の塗布方法、塗布装置およびプログラム |
| KR20110028338A (ko) * | 2008-07-10 | 2011-03-17 | 노드슨 코포레이션 | 폐쇄 루프 피드백을 갖는 자동화된 필렛 검사 시스템 및 그 사용 방법 |
| CN102376593A (zh) * | 2010-08-12 | 2012-03-14 | 环旭电子股份有限公司 | 消除气泡产生于底部填胶的方法及底部填胶机结构 |
| JP2012160707A (ja) * | 2011-01-28 | 2012-08-23 | Samsung Electronics Co Ltd | 積層半導体チップ、半導体装置およびこれらの製造方法 |
| JP2014152302A (ja) * | 2013-02-13 | 2014-08-25 | Sumitomo Bakelite Co Ltd | 半導体封止用エポキシ樹脂組成物、半導体装置の製造方法及び半導体装置 |
| JP2015220342A (ja) * | 2014-05-19 | 2015-12-07 | 住友電気工業株式会社 | 光半導体装置の製造方法及び光半導体装置の製造装置 |
| EP2246125A4 (en) * | 2008-02-18 | 2016-03-02 | Musashi Engineering Inc | PROCESS FOR APPLYING LIQUID MATERIAL, DEVICE THEREFOR AND PROGRAM THEREFOR |
| JP2017183366A (ja) * | 2016-03-29 | 2017-10-05 | 日本電気株式会社 | 充填装置および充填方法 |
| CN108198766A (zh) * | 2017-12-29 | 2018-06-22 | 英特尔产品(成都)有限公司 | 芯片封装缺陷自动识别和处理方法、系统及存储设备 |
| CN112216617A (zh) * | 2020-09-04 | 2021-01-12 | 苏州通富超威半导体有限公司 | 一种底封胶填充控制方法、装置、电子设备及介质 |
| KR20220107667A (ko) * | 2021-01-26 | 2022-08-02 | 재단법인 오송첨단의료산업진흥재단 | 구조물 패키징을 위한 패키징 시스템 및 이를 이용한 구조물 패키징 방법 |
| JP7523840B1 (ja) | 2024-05-22 | 2024-07-29 | 株式会社デンケン | プログラム、コンピュータ、検査システムおよび検査方法 |
-
2006
- 2006-01-19 JP JP2006011211A patent/JP2007194403A/ja active Pending
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008065979A1 (en) * | 2006-11-29 | 2008-06-05 | Musashi Engineering, Inc. | Method and device for placing liquid material |
| JP2008132440A (ja) * | 2006-11-29 | 2008-06-12 | Musashi Eng Co Ltd | 液体材料の充填方法および装置 |
| JP2009058484A (ja) * | 2007-09-03 | 2009-03-19 | Nec Corp | 電子部品のフィレット幅検査装置 |
| JP2009188011A (ja) * | 2008-02-04 | 2009-08-20 | Nec Electronics Corp | フリップチップ半導体装置の製造方法と製造装置 |
| EP2246125A4 (en) * | 2008-02-18 | 2016-03-02 | Musashi Engineering Inc | PROCESS FOR APPLYING LIQUID MATERIAL, DEVICE THEREFOR AND PROGRAM THEREFOR |
| USRE47118E1 (en) | 2008-07-10 | 2018-11-06 | Nordson Corporation | Automated fillet inspection system with closed loop feedback and methods of use |
| KR20110028338A (ko) * | 2008-07-10 | 2011-03-17 | 노드슨 코포레이션 | 폐쇄 루프 피드백을 갖는 자동화된 필렛 검사 시스템 및 그 사용 방법 |
| JP2011527758A (ja) * | 2008-07-10 | 2011-11-04 | ノードソン コーポレーション | 閉ループフィードバックを備えた自動化フィレット検査システム及び使用方法 |
| US9466539B2 (en) | 2008-07-10 | 2016-10-11 | Nordson Corporation | Automated fillet inspection system with closed loop feedback and methods of use |
| KR101600283B1 (ko) * | 2008-07-10 | 2016-03-07 | 노드슨 코포레이션 | 폐쇄 루프 피드백을 갖는 자동화된 필렛 검사 시스템 및 그 사용 방법 |
| US9146196B2 (en) | 2008-07-10 | 2015-09-29 | Nordson Corporation | Automated fillet inspection system with closed loop feedback and methods of use |
| JP2010251625A (ja) * | 2009-04-20 | 2010-11-04 | Renesas Electronics Corp | 半導体装置、及び半導体装置の製造方法 |
| CN102714165B (zh) * | 2009-08-11 | 2015-04-15 | 武藏工业株式会社 | 液体材料的涂布方法以及涂布装置 |
| WO2011018988A1 (ja) * | 2009-08-11 | 2011-02-17 | 武蔵エンジニアリング株式会社 | 液体材料の塗布方法、塗布装置およびプログラム |
| US8703601B2 (en) | 2009-08-11 | 2014-04-22 | Musashi Engineering, Inc. | Method for applying liquid material, application device and program |
| TWI497613B (zh) * | 2009-08-11 | 2015-08-21 | 武藏工業股份有限公司 | A coating method for a liquid material, a coating apparatus, and a memory medium having a memory program |
| EP2466630A4 (en) * | 2009-08-11 | 2014-02-26 | Musashi Engineering Inc | PROCESS FOR APPLYING LIQUID MATERIAL, APPLYING DEVICE AND PROGRAM THEREFOR |
| CN102714165A (zh) * | 2009-08-11 | 2012-10-03 | 武藏工业株式会社 | 液体材料的涂布方法、涂布装置以及程序 |
| CN102376593A (zh) * | 2010-08-12 | 2012-03-14 | 环旭电子股份有限公司 | 消除气泡产生于底部填胶的方法及底部填胶机结构 |
| JP2012160707A (ja) * | 2011-01-28 | 2012-08-23 | Samsung Electronics Co Ltd | 積層半導体チップ、半導体装置およびこれらの製造方法 |
| JP2014152302A (ja) * | 2013-02-13 | 2014-08-25 | Sumitomo Bakelite Co Ltd | 半導体封止用エポキシ樹脂組成物、半導体装置の製造方法及び半導体装置 |
| JP2015220342A (ja) * | 2014-05-19 | 2015-12-07 | 住友電気工業株式会社 | 光半導体装置の製造方法及び光半導体装置の製造装置 |
| JP2017183366A (ja) * | 2016-03-29 | 2017-10-05 | 日本電気株式会社 | 充填装置および充填方法 |
| CN108198766A (zh) * | 2017-12-29 | 2018-06-22 | 英特尔产品(成都)有限公司 | 芯片封装缺陷自动识别和处理方法、系统及存储设备 |
| CN112216617A (zh) * | 2020-09-04 | 2021-01-12 | 苏州通富超威半导体有限公司 | 一种底封胶填充控制方法、装置、电子设备及介质 |
| CN112216617B (zh) * | 2020-09-04 | 2023-09-15 | 苏州通富超威半导体有限公司 | 一种底封胶填充控制方法、装置、电子设备及介质 |
| KR20220107667A (ko) * | 2021-01-26 | 2022-08-02 | 재단법인 오송첨단의료산업진흥재단 | 구조물 패키징을 위한 패키징 시스템 및 이를 이용한 구조물 패키징 방법 |
| KR102457107B1 (ko) | 2021-01-26 | 2022-10-20 | 재단법인 오송첨단의료산업진흥재단 | 구조물 패키징을 위한 패키징 시스템 및 이를 이용한 구조물 패키징 방법 |
| JP7523840B1 (ja) | 2024-05-22 | 2024-07-29 | 株式会社デンケン | プログラム、コンピュータ、検査システムおよび検査方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007194403A (ja) | 電子デバイスの製造装置及び電子デバイスの製造方法、並びに、アンダーフィル材充填状態の検査装置及びアンダーフィル材充填状態の検査方法 | |
| JP5792063B2 (ja) | アンダーフィル材料のフィレットの寸法を制御する方法 | |
| US5926694A (en) | Semiconductor device and a manufacturing method thereof | |
| TWI546911B (zh) | 封裝結構及封裝方法 | |
| JP4752586B2 (ja) | 半導体装置の製造方法 | |
| JP2010177604A (ja) | 半導体製造方法及び製造装置 | |
| US20090197370A1 (en) | Method and apparatus for manufacturing semiconductor device | |
| US20230090693A1 (en) | Dipping apparatus, die bonding apparatus, and manufacturing method for semiconductor device | |
| TWI427712B (zh) | 半導體裝置中控制未填滿流的熱分析法 | |
| US6677179B2 (en) | Method of applying no-flow underfill | |
| CN101211802B (zh) | 非流动、下装填方式的倒装片安装方法 | |
| EP1443547A2 (en) | Method for efficient capillary underfill | |
| US7687314B2 (en) | Electronic apparatus manufacturing method | |
| KR20180101254A (ko) | 반도체 칩의 제조 방법 | |
| EP1950801B1 (en) | Electronic component mounting method | |
| CN1499589A (zh) | 覆晶封装制程及其装置 | |
| CN101207051A (zh) | 非流动、下装填方式的倒装片安装方法 | |
| US6399902B1 (en) | Inline flux measurement system | |
| JPH1098075A (ja) | 半導体実装方法、半導体実装装置および半導体実装構造 | |
| CN101740414B (zh) | 半导体晶粒的接合方法 | |
| Lim et al. | Development of fluxless flip chip reflow process for high density flip chip interconnect | |
| JP6182873B2 (ja) | アンダーフィル樹脂の接触角の測定方法 | |
| JP4537974B2 (ja) | 部品実装機 | |
| TWI429041B (zh) | 非陣列凸塊之覆晶接合方法與構造 | |
| CN215896372U (zh) | 一种设置有基板绿油的封装结构 |