JP2007204162A - 平版刷版の自動供給装置 - Google Patents
平版刷版の自動供給装置 Download PDFInfo
- Publication number
- JP2007204162A JP2007204162A JP2006021406A JP2006021406A JP2007204162A JP 2007204162 A JP2007204162 A JP 2007204162A JP 2006021406 A JP2006021406 A JP 2006021406A JP 2006021406 A JP2006021406 A JP 2006021406A JP 2007204162 A JP2007204162 A JP 2007204162A
- Authority
- JP
- Japan
- Prior art keywords
- lithographic printing
- printing plate
- uppermost
- conveyance resistance
- reducing member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Exposure And Positioning Against Photoresist Photosensitive Materials (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
Abstract
【課題】合紙レス平版刷版の束からローラピック方式で平版刷版を一枚づつ分離して搬出する際の搬送抵抗を低減し、低出力で小型の駆動モータを用いて簡素で廉価に構成できる、平版刷版の自動供給装置を提供する。
【解決手段】合紙レス平版刷版10の束を装填した状態で、束の最上位の平版刷版10を捌き操作手段164で下の平版刷版10から引き上げ、入出操作手段によってこれらの間に搬送抵抗力低減部材166を挿入して使用状態とし、最上位の平版刷版10における搬送抵抗力低減部材166に対応した範囲で搬出用ローラ146を転動させることにより、低い搬送抵抗で最上位の平版刷版10を搬出する。
【選択図】図4
【解決手段】合紙レス平版刷版10の束を装填した状態で、束の最上位の平版刷版10を捌き操作手段164で下の平版刷版10から引き上げ、入出操作手段によってこれらの間に搬送抵抗力低減部材166を挿入して使用状態とし、最上位の平版刷版10における搬送抵抗力低減部材166に対応した範囲で搬出用ローラ146を転動させることにより、低い搬送抵抗で最上位の平版刷版10を搬出する。
【選択図】図4
Description
この発明は、複数の平版刷版だけを束ねたものを装填し、各平版刷版を1枚づつ分離して搬出する枚葉供給装置を供えた平版刷版の自動供給装置に関する。
一般に、オフセット印刷には、平版刷版(いわゆるPS版)が利用されている。また、この平版印刷の分野では、未露光の平版刷版の供給を受けて、この平版刷版に対しコンピュータ等のデジタルデータに基づいてレーザ露光処理をし、自動現像機で平版刷版上に形成された潜像を顕像に変換する現像処理をして直接印刷版を製版するCTP(Computer to Plate)システムが実用化されている。このCTPシステムには、平版刷版の自動供給装置を備えたものがある。
従来の自動製版機の平版刷版の自動供給装置では、複数枚の平版刷版と合紙とが交互に積層されて束にされたものを印刷版包装箱に収納し、開閉蓋を閉じて遮光した状態で、平版刷版の自動供給装置内の印刷版供給カセットへ装填し、平版刷版の自動供給装置の扉を閉じて装置内部を遮光してから、自動装置で印刷版包装箱の開閉蓋を開き、製版作業が開始された際に、印刷版包装箱の内部に収納した平版刷版の束から平版刷版の自動供給装置の枚葉供給装置によって平版刷版の束から合紙を取り除き平版刷版を1枚ずつ分離して露光処理部側へ搬出するものが提案されている(例えば、特許文献1参照。)。
このような自動製版機の平版刷版の自動供給装置では、平版刷版の自動供給装置内で遮光状態を保ったまま包装材が取り去られた平版刷版の感光面から合紙を取り除いて廃棄場所にストックさせるようにするため、構造が複雑で大型の合紙取り除き用の自動装置が別途必要となるので、これを平版刷版の自動供給装置を備えたCTPシステムに利用すると、CTPシステムが大型化し高価になってしまう。
またCTPシステムでは、合紙の保護を必要とせず、じかに重ねて束ねた状態で取り扱っても傷が問題とならない程度に記録層側の表面を強化した、表面強化型のフォトポリマPS版(いわゆる合紙レス平版刷版)を利用するものの開発が進んでいる。
図9に例示するように、この合紙レス平版刷版として構成される平版刷版10には、薄いアルミニュウム基板12の表面上へ感光剤を層状に塗布して感光層14を構成し、さらに平版刷版(PS版)の感光層14の最外表面上に、酸素による感光層14の減感現像防止のためオーバーコート層(いわゆるOC層と呼ばれるPVA:ポリビニールアルコール)16を塗布し、外力に対し強い特性(例えば、通常のPS版の20倍以上の強度特性)としたものがある。
さらに、この平版刷版10には、アルミニュウム基板12の裏面(感光層14を設けていない面)に、平版刷版10を搬送する際に重なっている平版刷版10同士が密着しないようにするため、水ガラス製のバックコート層18を設けたものがある。
このような合紙レス平版刷版(合紙レスPS版)を使用するCTPシステムでは、一方の平版刷版10表面のオーバーコート層16上に他方の平版刷版10のバックコート層18を直接接触させて積層し所定複数枚重ねた束を、図示しない平版刷版の自動供給装置のハウジング内に装填し、製版作業の開始と共に自動供給装置の枚葉供給装置によって平版刷版の束から平版刷版10を1枚ずつ分離して、露光処理部側へ搬出する。
このような平版刷版の自動供給装置では、合紙レス平版刷版だけを一枚づつ分離して搬出すれば良いので、合紙取り出し機構、合紙搬送機構及び合紙集積部が不要となるから、CTPシステムの生産性を向上でき、廉価なCTPシステムを提供でき、CTPシステム内の省スペース化を図って小型化することが可能である。
さらに、この合紙レス平版刷版を使用する平版刷版の自動供給装置では、複数枚重ねられた平版刷版10の束における最も上にある平版刷版10の表面にピックアップローラであるゴム製の搬出用ローラ(ナッジャーローラ)を所要の圧接力(ニップ力)で転接させることによって平版刷版10を一枚づつ分離して搬出する、いわゆるローラピック方式で構成することが考えられる。
このようなローラピック方式に構成した平版刷版の自動供給装置では、搬出用ローラが平版刷版10の束における最も上にある平版刷版10の表面に転接して搬出する動作を行えるようにするために、平版刷版10の束における最も上にある平版刷版10を平版刷版10の束における第2番目にある平版刷版10の上を摺動させながら搬出する搬送抵抗より、搬出用ローラが所要のニップ力で圧接して転動することにより生じる搬送力(ニップ力×搬出用ローラと平版刷版10の表面との間の摩擦係数)の方が勝っている(搬送抵抗<搬送力 の式が成立する)必要がある。
ここで、平版刷版10を合紙無しで複数枚重ねた束からローラピック方式で最も上にある平版刷版10を引き出すための搬送抵抗は、環境条件により変化する場合がある。
例えば、この搬送抵抗は、平版刷版10を合紙無しで複数枚重ねた束を高湿環境下に置くと、平版刷版10のオーバーコート層16が水分を含み、その上にある平版刷版10との間の接着力が増して搬送抵抗が増大する。
さらに、この搬送抵抗は、低湿環境下に置くと、平版刷版10が帯電して静電気の吸着力で搬送抵抗が増大する。
また、この搬送抵抗は、合紙無しで複数枚重ねて束にした平版刷版10の相互間が真空密着して搬送抵抗が増大する。
このため、ローラピック方式に構成した平版刷版の自動供給装置では、搬送抵抗の増加に対応して、それ以上の高い搬送力が要求されるため、搬出用ローラが平版刷版10を押圧するニップ力を増大し、搬出用ローラの駆動力を増大する必要がある。
このようにローラピック方式の平版刷版の自動供給装置でニップ力を増大し、搬出用ローラの駆動力を増大する場合には、搬出用ローラが強力に平版刷版10を押圧できるようにする大型の機構が必要となり、搬出用ローラの駆動モータを大型化する必要があり、装置が高価になるという問題がある。
特開平11−314771号公報
本発明は、上述の問題に鑑み、合紙レス平版刷版の束からローラピック方式で平版刷版を一枚づつ分離して搬出する際の搬送抵抗を低減し、低出力で小型の駆動モータを用いて簡素で廉価に構成できる、平版刷版の自動供給装置を新たに提供することを目的とする。
本発明の請求項1に記載の平版刷版の自動供給装置は、一方の平版刷版表面の感光面上に他方の平版刷版の裏面を直接接触させて積層した状態で運搬や保管が可能な特性を持つ平版刷版が所定複数枚重ねられて束にされたものを装填した状態で、平版刷版の束における最上位の平版刷版を、その下の平版刷版から引き上げる操作を行う捌き操作手段と、最上位の平版刷版とその下の平版刷版との間に挿入された使用状態と、最上位の平版刷版とその下の平版刷版との間から離脱した待機位置との間を移動可能に装着された、低摩擦係数の材料で形成された搬送抵抗力低減部材と、捌き操作手段で最上位の平版刷版を引き上げた状態のときに、搬送抵抗力低減部材を最上位の平版刷版とその下の平版刷版との間に挿入して使用状態とする入出操作手段と、最上位の平版刷版とその下の平版刷版との間に搬送抵抗力低減部材が挿入された使用状態において、最上位の平版刷版における搬送抵抗力低減部材に対応した範囲に転接して、最上位の平版刷版を搬送抵抗力低減部材の上を摺動させながら搬出する搬出用ローラと、を有することを特徴とする。
上述のように構成することにより、自動供給装置内に、合紙の介在無しで所定複数枚の平版刷版を積層し重ねて束にしたものを装填し、この平版刷版の束の最上位の平版刷版とその下の平版刷版との間に搬送抵抗力低減部材を挿入し、最上位の平版刷版上でローラピック方式として構成された搬出用ローラを転動させることによって搬出する際に、最上位の平版刷版の裏面を低摩擦係数材料で形成した搬送抵抗力低減部材上を摺動させることによって搬送抵抗を低減するので、搬出用ローラを平版刷版に圧接する際のニップ力を低く設定し、搬出用ローラを回動する回転駆動力を低減し、搬出用ローラの駆動源を低出力で小型なものにし、搬出用ローラを平版刷版に圧接させるためのニップ力を付与する機構を、低いニップ力に見合った剛性を持つよう簡素化して、廉価に製造可能とする。
請求項2に記載の発明は、請求項1に記載の平版刷版の自動供給装置において、平版刷版の静電気を逃がすため、搬送抵抗力低減部材を、アース線を介して電気的に接地するよう構成したことを特徴とする。
上述のように構成することにより、請求項1に記載の発明の作用、効果に加えて、平版刷版に蓄電された静電気を逃がして、静電気による最上位の平版刷版とその下の平版刷版との吸着を抑制し、静電気に起因する搬送抵抗の増加を防止することができる。
請求項3に記載の発明は、請求項1又は請求項2に記載の平版刷版の自動供給装置において、捌き操作手段が最上位の平版刷版を引き上げることによって、その下の平版刷版との間に所定間隔の空間を作って空気を導入し、これらの間の真空密着状態を解消してから最上位の平版刷版を搬送抵抗力低減部材の上へ置くことにより、最上位の平版刷版とその下の平版刷版との間に挟まった搬送抵抗力低減部材の周囲に空間を作り、静電気の影響を軽減させ、真空密着を防ぎ、搬送抵抗を低減させるように構成したことを特徴とする。
上述のように構成することにより、請求項1又は請求項2に記載の発明の作用、効果に加えて、平版刷版同志が真空密着状態となって摺接することを抑制すると共に、平版刷版同志が静電気で吸着されることを抑制することによって、搬送抵抗の増加をより低減できる。
本発明の平版刷版の自動供給装置によれば、合紙レス平版刷版の束からローラピック方式で平版刷版を一枚づつ分離して搬出する際の搬送抵抗を低減し、低出力で小型の駆動モータを用いることにより装置の構成を簡素化して小型化可能とすると共に廉価に製造可能とするという効果がある。
本発明の平版刷版の自動供給装置に関する実施の形態について図1乃至図9により説明する。本実施の形態に係わる平版刷版の自動供給装置は、現在市販されている一般の平版刷版(PS版)と比較して、平版刷版の表面に感光剤を塗布して形成された感光面が外力に対し強く(20倍以上)、合紙の保護を必要としないフォトポリマPS版である、いわゆる合紙無し平版刷版(合紙無しPS版)を所定複数枚束にしたものを装置内に装填し、枚葉供給装置で各平版刷版を1枚づつ分離して搬出する送給作業を可能に構成する。
すなわち、この平版刷版の自動供給装置に用いる合紙無し平版刷版は、所定サイズの長方形の板状に形成された薄いアルミニウム板である支持体上に、感光材料を含有する感光剤を塗布して形成された記録層(画像記録層である感光面)を設けて構成する。
この平版刷版の自動供給装置に用いる合紙レス平版刷版として構成される平版刷版は、例えば前述した図9に示す平版刷版10を利用できる。この平版刷版10は、前述したように、支持体である薄いアルミニュウム基板12の表面上へ感光剤を層状に塗布して感光層14を構成し、さらに平版刷版10(PS版)の感光層14表面に酸素による感光層14の減感現像防止のためオーバーコート層16を塗布し、外力に対し強い特性(例えば、通常のPS版の20倍以上の強度特性)とし、その裏面(感光層14を設けていない面)に、平版刷版10を搬送する際に重なっている平版刷版10同士が密着しないようにするための水ガラス製のバックコート層18を設けたものである。
この平版刷版の自動供給装置に用いる合紙無しで束ねられる平版刷版10は、これを製造してから所定複数枚の平版刷版を、合紙を廃止して、平版刷版の表面に当たる感光面(感光剤面であるEm面)に平版刷版の裏面に当たる(PS版アルミ面であるBack面)を直接接触させる状態で積層して直方体の束にした状態で、運搬や保管を行い、平版刷版の自動供給装置の内部へ遮光状態で供給し、この平版刷版の自動供給装置の内部機構で平版刷版の母材であるアルミ面で感光面を擦りながら平版刷版を1枚づつ分離して搬出しても、傷や圧力カブリ等を生じないという特性を持つ。
図1及び図2に示すように、この平版刷版の自動供給装置は、コンピュータ等のデジタルデータに基づいてレーザ露光処理をし、自動現像機で平版刷版10上に形成された潜像を顕像に変換する現像処理をして直接印刷版を製版するCTP(Computer to Plate)システムに装着して用いられる。
図1及び図2に示すように、このCTPシステムは、合紙無しで所定複数枚積み重ねられた平版刷版10の束が供給される自動供給装置110と、この自動供給装置110と一体的に構成されて平版刷版10の束から平版刷版10(PS版)を1枚づつ分離して供給する枚葉供給装置112と、インナードラム露光装置(モノゴンスキャナー)114と、バッファ装置116と、現像処理装置118とを備える。
図3に示すように、このCTPシステムにおける自動供給装置110は、その内部に枚葉供給装置112の要部の機構を配置して一体的に構成されている。この枚葉供給装置112を構成するため、自動供給装置110の内部には、保管棚144を設置する。
図2、図3及び図7に示すように、この保管棚144は、自動供給装置110の床面からインナードラム露光装置114側の上部へかけて斜めに配置した支持台160に、高さ位置を調整可能なように棚部材162を装着して構成する。さらに、支持台160には、平版刷版10の束の左右側部をそれぞれガイドするため移動調整可能なガイド部材161を装着する。
このように構成した場合には、保管棚144を水平に配置する場合と比較して自動供給装置110の水平方向の大きさを削減して装置の小型化を図ることができる。
このように構成した保管棚144に、合紙無しで所定複数枚積み重ねられた平版刷版10の束を載置するには、図2及び図3に示すように、この束の搬送方向上流側端部を棚部材162の上に載せ、この束の左右側部にそれぞれガイド部材161を沿わせた状態で支持台160の表面に斜めに持たせ掛けるようにして載置する。
図2乃至図6に示すように、この枚葉供給装置112には、保管棚144の上側の位置に、図示しない操作装置でピックアップ位置と退避位置との間を移動操作される、搬出手段としての搬出用ローラ(ピックアップローラ)146を装着する。
この搬出用ローラ146は、平版刷版10の幅方向中央部の所定長さ範囲に渡って転接するよう、回転軸方向の長さを所定の短い寸法に形成する。なお、この搬出用ローラ146は、平版刷版10の幅方向全幅若しくはそれ以上の長さに構成し、又は複数に分割して構成しても良い。
この搬出用ローラ146は、回転駆動軸147に固着して配置し、図示しない駆動源としての駆動モータ機構で回転駆動軸147を回転駆動することにより回動操作される。
また、この枚葉供給装置112には、保管棚144に載置されている平版刷版10の束における最も表面側に位置する搬出されるべき平版刷版10を捌くための捌き操作手段を装着する。
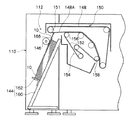
図4又は図5に示すように、この捌き操作手段は、吸盤装置164で保管棚144に載置されている最上部の平版刷版10における上端近くの部分(搬送方向下流側端部近傍)に吸着し、この吸着した平版刷版10を垂直に立てる方向に移動させて平版刷版10の束の第2番目の平版刷版10から引き離し、搬出する第1番目の平版刷版10と第2番目の平版刷版10との間に所定間隔の空間を作ることによって空気を導入してこれらの間の真空密着状態を解消し、さらに搬送抵抗力低減部材166を、搬出する第1番目の平版刷版10と第2番目の平版刷版10との間の空間内に挿入可能な状態とする捌き位置へ移動操作する捌き動作を行うように構成する。
さらに、この捌き操作手段は、第1番目の平版刷版10を引き上げる捌き動作に続けて、捌き位置にある第1番目の平版刷版10に対する吸盤装置164の吸着を解除して第1番目の平版刷版10を自重で第2番目の平版刷版10上へ落下させる捌き解除動作を行うように構成する。
また、この捌き操作手段は、その第1番目の平版刷版10を引き上げる捌き動作に連動して搬出用ローラ146を図5に例示する待避位置へ移動し、第1番目の平版刷版10を落下させる捌き解除動作に連動して搬出用ローラ146を第1番目の平版刷版10の上面に圧接させる搬送操作状態(ピックアップ位置に復帰した状態)に復帰させるように構成する。
この搬送抵抗力低減部材166は、平版刷版10の裏面に対して摺動摩擦抵抗が小さい材料(テフロン(登録商標)、ナイロン、PC、PET等)を、所定厚さのシート状又は薄板状に形成して用いる。
さらに、この搬送抵抗力低減部材166は、搬出用ローラ146が一番表面にある第1番目の平版刷版10上に圧接したときに第2番目の平版刷版10表面に圧接力が働き、摺動摩擦抵抗を問題となるまで増加させる部分を内包する範囲(カバーする範囲)以上の大きさに形成する。
また、この搬送抵抗力低減部材166は、平版刷版10の全幅に渡る大きさに形成し又は複数のピースに分割して所要間隔を開けて平版刷版10の全幅に渡るように配置できるように構成しても良い。
さらに、この搬送抵抗力低減部材166は、搬送抵抗力低減部材166の上に被さった第1番目の平版刷版10と第2番目の平版刷版10との間に、真空密着を防止できる大きさの空間を形成し若しくは第1番目の平版刷版10と第2番目の平版刷版10との間に、静電気による吸着を防止できる大きさの空間を形成できるように、その厚さを設定して構成しても良い。
この搬送抵抗力低減部材166は、図示しない入出操作手段によって、第1番目の平版刷版10と第2番目の平版刷版10との間に使用状態に挿入し又はこれらの間から待機位置へ引き出すよう操作される。
この入出操作手段を、例えば図4に示すように搬送抵抗力低減部材166を直線的に移動操作する場合には、前述した図5に示すように第1番目の平版刷版10を引き上げて捌き位置へ移動操作した状態で、搬送抵抗力低減部材166を直線的に移動して図4に想像線で示す使用状態に挿入する。
さらに、この入出操作手段は、搬出用ローラ146が平版刷版10に転接して、これを搬送ベルト巻き掛け機構へ搬出する動作を終えて搬出されている第1番目の平版刷版10から引き上げられた後に、搬送抵抗力低減部材166を図4に実線で示す、最上位の平版刷版と、その下の平版刷版との間から離脱した待機位置へ移動する。
また、この入出操作手段は、例えば図5及び図6に示すように、搬送抵抗力低減部材166を回転動作によって移動操作するように構成しても良い。この場合には、回転軸部材168の先端に搬送抵抗力低減部材166の端部中央を固着し、回転軸部材168を回動操作することによって、図5に想像線で示す使用状態と、図5に実線で示す待機位置へと移動操作可能に構成する。
このように構成した入出操作手段では、図5に示すように第1番目の平版刷版10を引き上げて捌き位置へ移動操作した状態で、回転軸部材168を所定角度回動することにより搬送抵抗力低減部材166を回動して図5に想像線で示す(図6に実線で示す)使用状態に挿入する。
さらに、この入出操作手段は、搬出用ローラ146が平版刷版10に転接して、これを搬送ベルト巻き掛け機構へ搬出する動作を終えて搬出されている第1番目の平版刷版10から引き上げられた後に、回転軸部材168を所定角度回動することにより搬送抵抗力低減部材166を図5に実線で示す待機位置へ移動する。
図4乃至図6に示すように、この枚葉供給装置112では、搬送抵抗力低減部材166を静電気を通す材料(例えば、いわゆる制電グレードのもの又はカーボンを静電気を導通させ得る量添加したプラスチック若しくは樹脂材料)で形成し、アース線170を介して電気的に接地することにより、保管棚144に載置された平版刷版10の束から静電気を逃がして、第1番目の平版刷版10が静電気で第2番目の平版刷版10に吸着して搬送抵抗が増加することを防止する。
上述のように構成した枚葉供給装置112では、保管棚144に載置された平版刷版10の束の1番上にある第1の平版刷版10を、1枚だけ分離して搬送ベルト巻き掛け機構へ送給する動作を行う際に、まず、捌き操作手段によって、束の1番上にある平版刷版10だけを捌き位置に移動し、入出操作手段によって搬送抵抗力低減部材166を第2番目の平版刷版10上にのる使用状態にセットする。次に、この枚葉供給装置112では、捌き操作手段を捌き解除動作させることによって、第1番目の平版刷版10が搬送抵抗力低減部材166を介して第2番目の平版刷版10上にのる状態とする。
この枚葉供給装置112では上述した一連の動作により、第1番目の平版刷版10と第2番目の平版刷版10との間の空間に空気が入り、その後第1番目の平版刷版10が第2番目の平版刷版10上に降下する動作に伴って空間内の空気が第1番目の平版刷版10の裏面全面に行き渡り第1番目の平版刷版10と第2番目の平版刷版10との間の真空密着状態を解除して、真空密着に起因して発生する搬送抵抗を削減する。
さらに、この枚葉供給装置112では、第1番目の平版刷版10と第2番目の平版刷版10との間に搬送抵抗力低減部材166が挟まって搬送抵抗力低減部材166の周囲の空間に空気が入っている状態を保持できるので、平版刷版10を搬出用ローラ146で搬出する際に、第1番目の平版刷版10と第2番目の平版刷版10との間が密接して真空密着の状態になることを防止できると共に、平版刷版10同志が摺接して生じる搬送抵抗を低減できる。
また、この枚葉供給装置112では、第1番目の平版刷版10と第2番目の平版刷版10との間に挟まった搬送抵抗力低減部材166がアース線170を介して接地されているので、低湿環境に置かれた平版刷版10の束に帯電された静電気を第1番目の平版刷版10と第2番目の平版刷版10との部分にある搬送抵抗力低減部材166を通じて逃がすことで静電気による吸着力の影響を軽減させ、平版刷版10の搬送抵抗を低減させることができる。
さらに、この枚葉供給装置112では、第1番目の平版刷版10と第2番目の平版刷版10との間に搬送抵抗力低減部材166を挟み込ませることで、搬送抵抗力低減部材166の周囲に空間ができるように離間した状態を作り静電気の影響を軽減させ、搬送抵抗を低減させることができる。
次に、この枚葉供給装置112では、第1番目の平版刷版10の捌き解除動作に連動して搬出用ローラ146を第1番目の平版刷版10の上面に圧接させる搬送操作状態(ピックアップ位置に復帰した状態)に復帰させてから、搬出用ローラ146を図示しない駆動モータ機構で回動することにより、搬出用ローラ146を平版刷版10の束の1番上にある平版刷版10上を転動させて、1枚だけを分離し搬送ベルト巻き掛け機構へ送給する。
この枚葉供給装置112では、搬出用ローラ146により平版刷版10を搬出する動作の際に、搬出用ローラ146の押圧力が働く範囲の第1番目の平版刷版10の裏面に、搬送抵抗力低減部材166が摺接することになる。
このため、第1番目の平版刷版10を搬出する動作では、平版刷版10の裏面が摩擦係数の小さな搬送抵抗力低減部材166上を摺動するときの小さな摩擦抵抗が主に搬送抵抗となるので、第1番目の平版刷版10を搬出するためにローラピック方式に構成された搬出用ローラ146に必要とされる所定の搬送力を小さくできる。
特に、枚葉供給装置112では、高湿環境下で使用する場合に、束ねられた平版刷版10におけるオーバーコート層16が水分を含むと、その上に積層された平版刷版10裏面に対する接着力が増加して摩擦係数値が増大するため、平版刷版10の水分を含んで摩擦係数が増大したオーバーコート層16上に直接平版刷版10の裏面を摺接させて搬出しようとすると、搬送抵抗が極めて大きくなる。
例えば、平版刷版10のオーバーコート層16と、平版刷版10の裏面との間の摩擦係数値(μ)は、通常の湿度環境(常湿環境)から高湿環境に変化する場合に、常湿環境の時の摩擦係数(μ)=約0.45であるのに対し、高湿環境での摩擦係数(μ)=約1.45となって上昇し、高湿環境での摩擦抵抗が大幅に増大する。(ただし、摩擦係数(μ)=搬送抵抗/ニップ力で算出した)
そこで、平版刷版10のオーバーコート層16と、その上に配置された平版刷版10との間に、搬送抵抗力低減部材166を介在させることにより、搬出される平版刷版10の裏面を摩擦係数の低い搬送抵抗力低減部材166上を摺動させることにより搬送抵抗を低く抑え、高湿環境での平版刷版10間の摩擦抵抗の増大を防ぎ、常に搬出用ローラ146が所定の低いニップ力と低い駆動力で平版刷版10を搬送可能とできる。
そこで、平版刷版10のオーバーコート層16と、その上に配置された平版刷版10との間に、搬送抵抗力低減部材166を介在させることにより、搬出される平版刷版10の裏面を摩擦係数の低い搬送抵抗力低減部材166上を摺動させることにより搬送抵抗を低く抑え、高湿環境での平版刷版10間の摩擦抵抗の増大を防ぎ、常に搬出用ローラ146が所定の低いニップ力と低い駆動力で平版刷版10を搬送可能とできる。
よって、前述した真空密着を解除して搬送抵抗を低減する効果、静電気で吸着することを抑制して搬送抵抗を低減する効果及び搬送抵抗力低減部材166上を平版刷版10が摺動するようにして低い搬送抵抗で搬出可能とする効果と相俟って、この平版刷版10を搬出するローラピック方式に構成された搬出用ローラ146では、平版刷版10に圧接するためのニップ力を低く設定し、搬出用ローラ146を回動する回転駆動力を低減できるので、搬出用ローラ146の駆動源として小さな駆動モータを使用でき、より少ないスペースに収めて小型化が可能であり、設計レイアウトを容易にでき、さらに小型で低出力の廉価な駆動モータを使用し、搬出用ローラ146を平版刷版10に圧接させるためのニップ力を付与する機構を、低いニップ力に見合った剛性を持つよう簡素化することにより、廉価な製品を提供できる。
上述のように構成された枚葉供給装置112は、搬出用ローラ146により保管棚144に載置された平版刷版10の束の1番上にある平版刷版10だけを分離し搬送ベルト巻き掛け機構へ送給する。
この搬送ベルト巻き掛け機構には、各平版刷版10を保管棚144からインナードラム露光装置114まで搬送するために、主搬送ベルト148を張架した主搬送ベルト巻き掛け機構150と、副搬送ベルト152を張架した副搬送ベルト巻き掛け機構154とを設置する。
この主搬送ベルト巻き掛け機構150は、保管棚144上部に当たる平版刷版10の搬入位置から、インナードラム露光装置114への搬出位置との間に搬送ベルト148を張架して搬送路を構成する。
また、副搬送ベルト巻き掛け機構154は、主搬送ベルト巻き掛け機構150における主搬送ベルト148の下側に設定される搬送路の一部を共用して搬送中の平版刷版10が脱落することを防止するよう構成する。
このため、副搬送ベルト巻き掛け機構154は、主搬送ベルト148における、保管棚144から搬出された各平版刷版10の先端が突き当てられるガイド範囲より搬送方向下流側の中間ローラ156から、主搬送ベルト148の下側に設定される搬送路の出口に近い中間ローラ158の区間で、主搬送ベルト148と副搬送ベルト152とが添うようになって走行するよう巻き掛けて構成する。
上述のように構成された枚葉供給装置112を備えた自動供給装置110に合紙無しで所定複数枚積み重ねられた平版刷版10の束を装填する場合には、図示しないが、作業者が、暗室中で、包装材で包装されている平版刷版10の束を外箱から取り出して用意する。
次に、作業者は、暗室中で自動供給装置110の扉142を開け、その内部に斜めに配置した保管棚144上に平版刷版10の束を置いて、扉142を閉じて遮光し、自動供給装置110内を暗室とする。
次に、合紙無しで所定複数枚積み重ねられた平版刷版10の束が保管棚144に装填された自動供給装置110内の枚葉供給装置112では、図2及び図3に示すように、最上位に位置する平版刷版10に、前述したように搬出用ローラ146を転接させて、各平版刷版10を搬出させる動作を行い各平版刷版10を順次搬出し、主搬送ベルト巻き掛け機構150へ送給する。
この主搬送ベルト巻き掛け機構150では、搬出用ローラ146によって1枚だけ分離されて搬出された平版刷版10の先端が、主搬送ベルト148における先端の第1ローラ151と中間ローラ156との間に張架された部分に相当するガイド範囲148Aに当たり、主搬送ベルト148の走行動作に従って中間ローラ156側へ搬送される。
この枚葉供給装置112では、搬出用ローラ146によって搬出された平版刷版10の先端が、ガイド範囲148Aに張架されている主搬送ベルト148に当たり、主搬送ベルト148が弾力的に容易に変形して平版刷版10に衝撃を与えないように受けると共に、平版刷版10の先端が当たった部分の主搬送ベルト148が略への字状に変形し、平版刷版10が撓んでその先端部が中間ローラ156の位置で主搬送ベルト148と副搬送ベルト152との間にスムーズに挟み込まれるようにできる。このように平版刷版10は、その先端が主搬送ベルト148に当たったときに、弾力的に柔らかく受けられるので、感光層14を形成する感光面に外傷を受けないようにできる。
また、この枚葉供給装置112では、平版刷版10の束から何枚目の平版刷版10を搬出する場合であっても、搬出用ローラ146が転接して引き上げられる平版刷版10の先端が必ずガイド範囲148A内で主搬送ベルト148に当たるようにし適切に搬出できる。
よって、この枚葉供給装置112では、平版刷版10の束から平版刷版10が引き出される毎に、その引き出し位置が変わっても適切に搬出できるから、保管棚144に平版刷版10の引き出し位置を調整するための複雑な装置を設ける必要がないので、構成を簡素化し、装置を小型化することができる。
そして、先端を主搬送ベルト148にガイドされた平版刷版10は、中間ローラ156の位置で、主搬送ベルト148と副搬送ベルト152との間に挟み込まれて挟持された状態で搬送路上を搬送され、出口に近い中間ローラ158の位置で挟持状態を開放され、インナードラム露光装置114へ搬入される。
このCTPシステムにおけるインナードラム露光装置114は、円弧内周面形状(円筒内周面の一部を構成する形状)の支持体134を母体として構成されており、この支持体134の内周面に沿って平版刷版10を支持するようになっている。
このインナードラム露光装置114では、図示しない真空吸着手段によって、未記録の記録媒体である平版刷版10を支持体134の内周面に確実に密着させて沿わせた状態に保持してから露光処理を行う。
このインナードラム露光装置114では、支持体134の円弧中心位置に、光ビーム偏向器としてのスピナーミラー装置136を配設する。このスピナーミラー装置136は、反射鏡部材(スピナーミラー)138を頂面に配置した回転軸140を、図示しない制御装置のスピナードライバによって回転制御がされる駆動源としてのモータによって高速回転可能に構成する。このスピナーミラー装置136では、回転軸140の回転中心軸を支持体134の円弧中心軸と一致するように構成する。
このスピナーミラー装置136では、光源側の光学系から投射された光ビームを、回動する反射鏡部材138の反射鏡面に反射させて平版刷版10の感光面に対して主走査方向への走査露光を行う。
このスピナーミラー装置136は、図示しない副走査移動手段によって、支持体134の円弧中心軸の軸線方向(図2の表面から裏面に貫通する方向)に等速度で移動制御されることにより副走査する。
このためスピナーミラー装置136では、制御装置のスピナードライバによって、そのモータの回転制御がされると共に、図示しない副走査移動手段により副走査方向に移動制御される。
このように構成されたスピナーミラー装置136は、光源側の光学系から投射され画像情報に応じて変調された光ビームを、回動する反射鏡部材138の反射鏡面に反射させて主走査方向への走査露光を行いながら、スピナーミラー装置136を副走査方向へ移動することによって、平版刷版10の記録面全面に対して2次元の画像を記録する処理を行う。
このCTPシステムに設けるバッファ装置116は、インナードラム露光装置114で露光処理された平版刷版10を、搬送速度を調整することによって所要のタイミングで現像処理装置118へ搬入する機能を有する。
現像処理装置118は、搬入されて来た露光済の平版刷版10に対する現像処理を行って潜像を顕像化して印刷版を製版する。
次に、CTPシステムにおける枚葉供給装置112に係わる他の構成例について、図8により説明する。
図8に示すものでは、合紙無しで所定複数枚積み重ねられた平版刷版10の束を遮光カセット200内に収納した状態で自動供給装置110へ供給するよう構成する。この遮光カセット200は、矩形箱状の下ケース204における開放された上部に、これより一回り大きい形状に形成した上ケース202を被せて、遮光状態に密閉可能に構成する。
さらに、上ケース202には、その自動供給装置110への装着側端部にヒンジで開閉可能に装着された開閉蓋部202Aを一体的に構成する。また、遮光カセット200の内部には、盆状に形成された台座部材206を配置し、この台座部材206の上に合紙無しで所定複数枚積み重ねられた平版刷版10の束を載置する。
このように平版刷版10の束を収納した遮光カセット200は、持ち運び用のトロリー208上に載せた状態で、自動供給装置110に接続し、開閉蓋部202Aを開いて内部の平版刷版10を搬出可能にセットされる。
また、このようにセットされた遮光カセット200における自動供給装置110の遮光された空間内部に臨む、下ケース204の所定部分には、台座部材206の操作用開口210を穿設する。
さらに、自動供給装置110の内部には、上下に伸縮操作される棒状の操作部材212を備えた搬送高さ調整機構214を配置する。この搬送高さ調整機構214は、操作部材212を上方向に延出させ操作用開口210を通して台座部材206の裏側を押すことにより、台座部材206の上に載置された平版刷版10の束の最上位にある平版刷版10の表面を搬出用ローラ146に所定圧力で当接させられるように構成する。
なお、この自動供給装置110の内部には、遮光カセット200の端部から主搬送ベルト巻き掛け機構150のガイド範囲148Aに至る平版刷版10の搬送路の下側に、平版刷版10が自動供給装置110の内部に落下することを防止するためのガイド部材216を配置する。
この図8に示す枚葉供給装置112には、前述した捌き操作手段を構成する吸盤装置164と、入出操作手段によって操作される搬送抵抗力低減部材166を装着する。
この図8に示すように構成された枚葉供給装置112では、捌き操作手段により、平版刷版10の束の最上位にある平版刷版10だけを持ち上げてからその下へ搬送抵抗力低減部材166を挿入する。この後、枚葉供給装置112では、搬送高さ調整機構214が操作部材212を延出して台座部材206を持ち上げ、平版刷版10の束の最上位にある平版刷版10の表面を搬出用ローラ146に所定のニップ力で圧接した状態にしてから、搬出用ローラ146を回転駆動して平版刷版10を搬出する。さらに、この枚葉供給装置112では、平版刷版10の先端部からガイド範囲148Aに当てることによりガイドさせて、中間ローラ156の位置で主搬送ベルト巻き掛け機構150と副搬送ベルト152との間にはさみ込まれるように搬出する。
さらに、2枚目以降の平版刷版10を搬出する場合には、上述と同様の動作を繰り返すことにより、搬出する。
また、図8に示す構成の枚葉供給装置112における以上説明した以外の構成、作用、効果は、前述した図2乃至図6に示す枚葉供給装置112と同様であるので、その説明を省略する。
なお、前述した平版刷版の自動供給装置は、前述した合紙の保護を必要としない平版刷版10であるフォトポリマPS版以外に、例えば、いわゆるサーマルPS版で、表面に形成された画像を形成する記録層に傷が付くことを防止するため、記録層の最外表面上にオーバーコート層(現像前の水洗工程で完全に除去できる水溶性材料で構成されたOC層等)が塗布されているものを利用することができる。さらに、平版刷版の自動供給装置は、合紙の保護を必要とせず、じかに重ねて束ねた状態で取り扱っても傷が問題とならない程度に記録層側の表面を強化した表面強化型のサーマルPS版を利用することができる。
また、この平版刷版の自動供給装置の構成は、一般に平版印刷の分野で用いられる製版方式に対応した平版刷版である、光を利用して記録層に画像を記録する(光モード)の平版刷版、熱を利用して記録層に画像を記録する(熱モード)の平版刷版、記録層中で光を熱に変換させて画像を記録する(光、熱モード)の平版刷版、化学反応を利用した平版刷版、物理的な現像を利用した平版刷版等を一枚づつ分離して供給することに利用できることは勿論である。
10 平版刷版
14 感光層
16 オーバーコート層
18 バックコート層
110 自動供給装置
112 枚葉供給装置
144 保管棚
146 搬出用ローラ
147 回転駆動軸
160 支持台
161 ガイド部材
162 棚部材
164 吸盤装置
166 搬送抵抗力低減部材
168 回転軸部材
170 アース線
14 感光層
16 オーバーコート層
18 バックコート層
110 自動供給装置
112 枚葉供給装置
144 保管棚
146 搬出用ローラ
147 回転駆動軸
160 支持台
161 ガイド部材
162 棚部材
164 吸盤装置
166 搬送抵抗力低減部材
168 回転軸部材
170 アース線
Claims (3)
- 一方の平版刷版表面の感光面上に他方の平版刷版の裏面を直接接触させて積層した状態で運搬や保管が可能な特性を持つ前記平版刷版が所定複数枚重ねられて束にされたものを装填した状態で、前記平版刷版の束における最上位の前記平版刷版を、その下の前記平版刷版から引き上げる操作を行う捌き操作手段と、
前記最上位の平版刷版とその下の前記平版刷版との間に挿入された使用状態と、前記最上位の平版刷版とその下の前記平版刷版との間から離脱した待機位置との間を移動可能に装着された、低摩擦係数の材料で形成された搬送抵抗力低減部材と、
前記捌き操作手段で最上位の前記平版刷版を引き上げた状態のときに、前記搬送抵抗力低減部材を前記最上位の平版刷版とその下の前記平版刷版との間に挿入して使用状態とする入出操作手段と、
前記最上位の平版刷版とその下の前記平版刷版との間に前記搬送抵抗力低減部材が挿入された使用状態において、前記最上位の平版刷版における前記搬送抵抗力低減部材に対応した範囲に転接して、前記最上位の平版刷版を前記搬送抵抗力低減部材の上を摺動させながら搬出する搬出用ローラと、
を有することを特徴とする平版刷版の自動供給装置。 - 前記平版刷版の静電気を逃がすため、前記搬送抵抗力低減部材を、アース線を介して電気的に接地するよう構成したことを特徴とする請求項1に記載の平版刷版の自動供給装置。
- 前記捌き操作手段が前記最上位の平版刷版を引き上げることによって、その下の前記平版刷版との間に所定間隔の空間を作って空気を導入し、これらの間の真空密着状態を解消してから前記最上位の平版刷版を前記搬送抵抗力低減部材の上へ置くことにより、前記最上位の平版刷版とその下の前記平版刷版との間に挟まった前記搬送抵抗力低減部材の周囲に空間を作り、静電気の影響を軽減させ、真空密着を防ぎ、搬送抵抗を低減させるように構成したことを特徴とする請求項1又は請求項2に記載の平版刷版の自動供給装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006021406A JP2007204162A (ja) | 2006-01-30 | 2006-01-30 | 平版刷版の自動供給装置 |
| PCT/JP2007/051499 WO2007086580A1 (ja) | 2006-01-30 | 2007-01-30 | 平版刷版の自動供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006021406A JP2007204162A (ja) | 2006-01-30 | 2006-01-30 | 平版刷版の自動供給装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007204162A true JP2007204162A (ja) | 2007-08-16 |
Family
ID=38483964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006021406A Pending JP2007204162A (ja) | 2006-01-30 | 2006-01-30 | 平版刷版の自動供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007204162A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020132380A (ja) * | 2019-02-21 | 2020-08-31 | トッパン・フォームズ株式会社 | 用紙移送装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06100187A (ja) * | 1992-09-24 | 1994-04-12 | Fuji Photo Film Co Ltd | シート体枚葉装置 |
| JPH09169442A (ja) * | 1995-11-21 | 1997-06-30 | Heidelberger Druckmas Ag | 給紙装置およびシートを個別化するための方法 |
| JP2002128294A (ja) * | 2000-10-25 | 2002-05-09 | Fuji Photo Film Co Ltd | 印刷版の吸着搬送装置 |
| JP2003081447A (ja) * | 2001-09-13 | 2003-03-19 | Fuji Photo Film Co Ltd | 平版印刷版積層束及び平版印刷版積載部材 |
| JP2005067898A (ja) * | 2003-08-21 | 2005-03-17 | Helmut Steinhilber | 紙さばきのための方法及び装置 |
-
2006
- 2006-01-30 JP JP2006021406A patent/JP2007204162A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06100187A (ja) * | 1992-09-24 | 1994-04-12 | Fuji Photo Film Co Ltd | シート体枚葉装置 |
| JPH09169442A (ja) * | 1995-11-21 | 1997-06-30 | Heidelberger Druckmas Ag | 給紙装置およびシートを個別化するための方法 |
| JP2002128294A (ja) * | 2000-10-25 | 2002-05-09 | Fuji Photo Film Co Ltd | 印刷版の吸着搬送装置 |
| JP2003081447A (ja) * | 2001-09-13 | 2003-03-19 | Fuji Photo Film Co Ltd | 平版印刷版積層束及び平版印刷版積載部材 |
| JP2005067898A (ja) * | 2003-08-21 | 2005-03-17 | Helmut Steinhilber | 紙さばきのための方法及び装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020132380A (ja) * | 2019-02-21 | 2020-08-31 | トッパン・フォームズ株式会社 | 用紙移送装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5655452A (en) | Method and apparatus for an automated plate handler with slip sheet removal mechanism | |
| JP2007204162A (ja) | 平版刷版の自動供給装置 | |
| JP2006176287A (ja) | 感光性印刷版の自動供給装置 | |
| US6564660B2 (en) | Ball screw feed mechanism | |
| JP3058633B1 (ja) | 合紙取出し装置 | |
| WO2007086580A1 (ja) | 平版刷版の自動供給装置 | |
| JP3105217B1 (ja) | 製版装置 | |
| JP2007204164A (ja) | 平版刷版の自動供給装置 | |
| JP2007238247A (ja) | 平版刷版の自動供給装置 | |
| JP2001228617A (ja) | 印刷版露光装置 | |
| JP2007008715A (ja) | 平版刷版の自動供給装置 | |
| JP2007050997A (ja) | 平版刷版の自動供給装置 | |
| JP2007204163A (ja) | 平版刷版の自動供給装置における装填台用アタッチメント | |
| JP2007031139A (ja) | 平版刷版の自動給排装置 | |
| US6886825B2 (en) | Plate handling system | |
| JP2003076032A (ja) | 印刷版の搬送案内装置 | |
| JP3058621B2 (ja) | 新聞印刷用製版装置の露光装置 | |
| JP2007001681A (ja) | 平版刷版の自動供給装置 | |
| JP2007001755A (ja) | 平版刷版の自動供給装置 | |
| JP2808017B2 (ja) | 用紙記録装置の排紙装置 | |
| JP2007011114A (ja) | 平版刷版の自動供給装置 | |
| JP2007246205A (ja) | 平版刷版の自動供給装置 | |
| JP2007093739A (ja) | 平版刷版の供給兼搬送装置 | |
| JP2001335186A (ja) | シート残量検出装置及びシート給送装置及び画像形成装置 | |
| JP2007022781A (ja) | 平版刷版の自動供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100427 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100907 |