JP2007204775A - 平版印刷版用アルミニウム合金板およびその製造方法 - Google Patents
平版印刷版用アルミニウム合金板およびその製造方法 Download PDFInfo
- Publication number
- JP2007204775A JP2007204775A JP2006022077A JP2006022077A JP2007204775A JP 2007204775 A JP2007204775 A JP 2007204775A JP 2006022077 A JP2006022077 A JP 2006022077A JP 2006022077 A JP2006022077 A JP 2006022077A JP 2007204775 A JP2007204775 A JP 2007204775A
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- plate
- hot
- coil
- crystal grains
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Printing Plates And Materials Therefor (AREA)
Abstract
【解決手段】 Fe0.1〜0.5%、Si0.05〜0.20%、Cu0.005〜0.07%、Ti0.005〜0.08%を含有するAl合金よりなり、結晶粒平均面積0.1mm2以下、結晶粒の圧延方向平均長さ1300μm以下、圧延直角方向平均長さ100μm以下、製品板コイルでの内巻部の圧延直角方向平均長さAと外巻部の圧延直角方向平均長さBとの比A/Bが0.8≦A/B≦1.2、内巻部の結晶粒平均面積Cと外巻部の結晶粒平均面積Dとの比C/Dが0.8≦C/D≦1.2を満たすAl合金板。製法として、熱間圧延を施すに当り、仕上げ圧延圧下量を、粗圧延上り板厚と仕上げ圧延上り板厚との比9以上、圧延上り板厚1.2〜4.0mm、圧延上り温度280〜360℃で行い、仕上げ圧延のクーラント噴射量調整により上がり板の最高温度部と最低温度部との差を30℃以内に制御し、その後中間焼鈍なしで冷間圧延する。
【選択図】 図1
Description
0.8≦A/B≦1.2
を満たし、かつ前記内巻部での結晶粒の平均面積Cと前記外巻部での結晶粒の平均面積Dとの比C/Dが
0.8≦C/D≦1.2
を満たすことを特徴とするものである。
ta/tb>9
を満たすように規制し、かつ熱間仕上げ圧延上がり板厚tbを1.2〜4.0mmの範囲内、熱間仕上げ圧延上がり温度が280〜360℃の範囲内となるように熱間圧延するとともに、熱間仕上げ圧延におけるクーラント噴射量を調整することによって、熱間仕上げ圧延上がり直後の熱間圧延板の最高温度部と最低温度部との温度差が30℃以内となるように制御し、得られた熱間圧延板に対して、中間焼鈍を施すことなく冷間圧延により製品板厚とすることを特徴とするものである。
Fe量が0.1%未満では、再結晶時の結晶粒径が粗大となって粗面化処理により生成されるピットが不均一となって、粗面化処理後の外観に面質ムラが発生し、外観が不均一となる。一方Fe量が0.5%を越えれば、Al−Fe系、Al−Fe−Si系の粗大化合物が多量に生成されて、粗面化処理後のピットが不均一となり、前記同様に粗面化処理後の外観不均一が生じる。そのためFe量は0.1〜0.5%の範囲とした。
Si量が0.05%未満では、粗面化処理後のピットが不均一となることから、粗面化処理後に面質ムラが発生し、外観が不均一となる。またSi量が0.20%を越えれば、Al−Fe−Si系の粗大化合物が多量に生成されて、粗面化処理後のピットが不均一となって、粗面化処理後に面質ムラが生じ、外観が不均一となり、また耐熱軟化性も低下し、さらには過酷インキ汚れ性も低下する。そのためSi量は0.05〜0.20%の範囲内とした。
Cuは電解グレーニング性に大きな影響を及ぼす元素である。Cu量が0.005%未満では、粗面化処理後のピットが不均一になり、前記同様に外観不均一となる。一方Cu量が0.07%を越えても粗面化処理後のピットが不均一となり、また粗面化処理後の色調が黒味を帯びすぎて商品価値を損なう。そのためCu量は0.005〜0.07%の範囲内とした。
Tiも電解グレーニング性に大きな影響を及ぼし、またアルミニウム合金鋳塊の組織状態にも大きな影響を及ぼす元素である。Ti量が0.005%未満では、粗面化処理後のピットが不均一になり、また鋳塊の結晶粒が微細化されずに粗大な結晶粒組織になるため、マクロ組織に圧延方向に沿う帯状の筋が発生して、粗面化処理後にも帯状の筋が残存し、平版印刷版用支持体として好ましくなくなる。一方Ti量が0.08%を越えれば、上記効果が飽和するばかりでなく、粗大なAl−Ti系化合物が形成されてその化合物が圧延板に筋状に分布し、その結果陽極酸化皮膜に欠陥が生じ、感光層の欠陥となって、きれいな印刷が困難となる。そのためTi量は0.005〜0.08%の範囲内とした。
0.8≦A/B≦1.2
の条件を満たし、同時に内巻部2における結晶粒の平均面積率Cと外巻部3における結晶粒の平均面積Dとの比C/Dが、
0.8≦C/D≦1.2
の条件を満たしていれば、製品板コイルの内周端から外周端までにわたり(すなわちコイル長尺板の全長にわたって)、粗面化処理により均一な粗面が得られ、粗面化処理後の外観も均一に良好となることが判明し、上記の2条件を規定した。
ta/tb>9
が満たされるように定めるとともに、熱間仕上げ圧延上がり板厚tbを1.2〜4.0mmの範囲内、熱間仕上げ圧延上がり温度を280〜360℃の範囲内に規制して、熱間圧延からその直後の巻取および冷却過程の間で再結晶を生起させ、さらに熱間仕上げ圧延におけるクーラント噴射量を調整することにより、熱間仕上げ圧延直後の熱間圧延板の最高温度部と最低温度部との温度差が30℃以内となるように制御する。
粗面化処理後の外観について目視で観察し、ストリークスの発生が認められないものを○、発生が確認されるものを×とした。
粗面化処理後の外観について、製品板コイルの全長にわたって目視により観察し、製品板コイルの全長にわたって粗面が均一なものを○、製品板コイルの全長の一部の粗面状況が他の部分と異なっていて、全長にわたっての粗面均一性が劣るものを×とした。
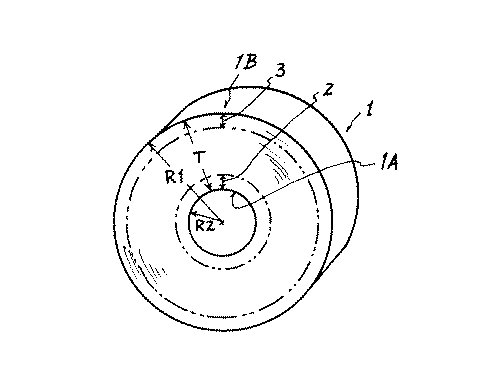
2 内巻部
3 外巻部
T 巻厚
Claims (2)
- Fe0.1〜0.5%(mass%、以下同じ)、Si0.05〜0.20%、Cu0.005〜0.07%、Ti0.005〜0.08%を含有し、残部がAlおよび不可避的不純物よりなるアルミニウム合金からなり、かつ結晶粒の平均面積が0.1mm2以下であり、しかも結晶粒の圧延方向と平行な方向の平均長さが1300μm以下、結晶粒の圧延方向に対し直角な方向の平均長さが100μm以下であり、さらに製品板コイルにおける内周面の位置から外側へ巻厚の10%に相当する位置までの内巻部での結晶粒の圧延方向に対し直角な方向の平均長さAと、製品板コイルにおける外周面の位置から内側へ巻厚の10%に相当する位置までの外巻部での結晶粒の圧延方向に対し直角な方向の平均長さBとの比A/Bが、
0.8≦A/B≦1.2
を満たし、かつ前記内巻部での結晶粒の平均面積Cと前記外巻部での結晶粒の平均面積Dとの比C/Dが
0.8≦C/D≦1.2
を満たすことを特徴とする、平版印刷版用アルミニウム合金板。 - Fe0.1〜0.5%、Si0.05〜0.20%、Cu0.005〜0.07%、Ti0.005〜0.08%を含有し、残部がAlおよび不可避的不純物よりなるアルミニウム合金鋳塊を、粗圧延および仕上げ圧延からなる熱間圧延によって所定の板厚まで圧延するにあたり、熱間仕上げ圧延の圧下量を、熱間粗圧延上がり板厚ta(mm)と熱間仕上げ圧延上がり板厚tb(mm)との比ta/tbが、
ta/tb>9
を満たすように規制し、かつ熱間仕上げ圧延上がり板厚tbを1.2〜4.0mmの範囲内、熱間仕上げ圧延上がり温度が280〜360℃の範囲内となるように熱間圧延するとともに、熱間仕上げ圧延におけるクーラント噴射量を調整することによって、熱間仕上げ圧延上がり直後の熱間圧延板の最高温度部と最低温度部との温度差が30℃以内となるように制御し、得られた熱間圧延板に対して、中間焼鈍を施すことなく冷間圧延により製品板厚とすることを特徴とする、平版印刷版用アルミニウム合金板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006022077A JP2007204775A (ja) | 2006-01-31 | 2006-01-31 | 平版印刷版用アルミニウム合金板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006022077A JP2007204775A (ja) | 2006-01-31 | 2006-01-31 | 平版印刷版用アルミニウム合金板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007204775A true JP2007204775A (ja) | 2007-08-16 |
Family
ID=38484494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006022077A Pending JP2007204775A (ja) | 2006-01-31 | 2006-01-31 | 平版印刷版用アルミニウム合金板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007204775A (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10297129A (ja) * | 1997-04-22 | 1998-11-10 | Fuji Photo Film Co Ltd | 平版印刷版用支持体 |
| JP2000037964A (ja) * | 1998-07-24 | 2000-02-08 | Fuji Photo Film Co Ltd | 平版印刷版用支持体 |
| JP2002307849A (ja) * | 2001-02-09 | 2002-10-23 | Fuji Photo Film Co Ltd | 平版印刷版原版 |
| JP2003328094A (ja) * | 2002-05-17 | 2003-11-19 | Sky Alum Co Ltd | 平版印刷版支持体用アルミニウム合金圧延板の製造方法 |
| JP2005319495A (ja) * | 2004-05-11 | 2005-11-17 | Kobe Steel Ltd | 熱間仕上圧延方法および熱間仕上圧延材 |
-
2006
- 2006-01-31 JP JP2006022077A patent/JP2007204775A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10297129A (ja) * | 1997-04-22 | 1998-11-10 | Fuji Photo Film Co Ltd | 平版印刷版用支持体 |
| JP2000037964A (ja) * | 1998-07-24 | 2000-02-08 | Fuji Photo Film Co Ltd | 平版印刷版用支持体 |
| JP2002307849A (ja) * | 2001-02-09 | 2002-10-23 | Fuji Photo Film Co Ltd | 平版印刷版原版 |
| JP2003328094A (ja) * | 2002-05-17 | 2003-11-19 | Sky Alum Co Ltd | 平版印刷版支持体用アルミニウム合金圧延板の製造方法 |
| JP2005319495A (ja) * | 2004-05-11 | 2005-11-17 | Kobe Steel Ltd | 熱間仕上圧延方法および熱間仕上圧延材 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5350010A (en) | Method of producing planographic printing plate support | |
| JPH07305133A (ja) | 平版印刷版用支持体、及びその製造方法 | |
| US5507887A (en) | Support for planographic printing plate | |
| JP2791729B2 (ja) | 平版印刷版用支持体の製造方法 | |
| JP3250687B2 (ja) | 平版印刷版用支持体の製造方法 | |
| JP3414521B2 (ja) | 平版印刷版用支持体の製造方法 | |
| JP3148057B2 (ja) | 平版印刷版用支持体の製造方法 | |
| JP3177079B2 (ja) | 平版印刷版用支持体の製造方法 | |
| JPH06218495A (ja) | 平版印刷版用支持体の製造方法 | |
| JPH0754111A (ja) | 平版印刷版用支持体の製造方法 | |
| JP4714576B2 (ja) | 平版印刷版用アルミニウム合金板およびその製造方法 | |
| JP5209918B2 (ja) | 平版印刷版用アルミニウム合金板およびその製造方法 | |
| JP5080160B2 (ja) | 平版印刷版用アルミニウム合金板およびその製造方法 | |
| JP2000108534A (ja) | 平版印刷版用支持体 | |
| JPH05301478A (ja) | 平版印刷版支持体及びその製造方法 | |
| JP2007204775A (ja) | 平版印刷版用アルミニウム合金板およびその製造方法 | |
| JPH08108659A (ja) | 平版印刷版用支持体の製造方法 | |
| JPH0648058A (ja) | 平版印刷版用支持体の製造方法 | |
| JP2014025119A (ja) | 平版印刷版用アルミニウム合金板及びその製造方法 | |
| JP3700907B2 (ja) | 平版印刷版用支持体 | |
| JP3506265B2 (ja) | 平版印刷版用アルミニウム合金支持体の製造方法 | |
| JP4593332B2 (ja) | 平版印刷版用アルミニウム合金板の製造方法 | |
| JPH0873974A (ja) | 平版印刷版用アルミニウム合金支持体 | |
| JP4832779B2 (ja) | 平版印刷版用アルミニウム合金板及びその製造方法 | |
| JPH10297129A (ja) | 平版印刷版用支持体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080930 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081126 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20100604 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20100604 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20100916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110523 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110614 |