JP2007207401A - ディスク基板の貼り合せ方法及び貼り合せ装置 - Google Patents
ディスク基板の貼り合せ方法及び貼り合せ装置 Download PDFInfo
- Publication number
- JP2007207401A JP2007207401A JP2006028805A JP2006028805A JP2007207401A JP 2007207401 A JP2007207401 A JP 2007207401A JP 2006028805 A JP2006028805 A JP 2006028805A JP 2006028805 A JP2006028805 A JP 2006028805A JP 2007207401 A JP2007207401 A JP 2007207401A
- Authority
- JP
- Japan
- Prior art keywords
- disk substrate
- support surface
- bonding
- curable resin
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Manufacturing Optical Record Carriers (AREA)
Abstract
【課題】光ディスク製造をする場合に、ディスク基板を支持する支持部の汚染を防止ことができるディスク基板の貼り合せ方法及び貼り合せ装置を提供する。
【解決手段】本発明に係る貼り合せ装置10は、ディスク基板Dを保持した状態で搬送可能な搬送部材11と、搬送部材11に形成され、エネルギ線硬化樹脂が塗布されたディスク基板Dを載置する位置に配置された支持部12と、ディスク基板Dに他のディスク基板を貼り合せる貼り合せ部16と、貼り合せた後、エネルギ線を照射することでエネルギ線硬化樹脂を硬化させるエネルギ線照射部18と、支持部12にディスク基板Dを支持する支持面12aが形成され、支持面12aが、ディスク基板Dを載置させた状態で、該支持面12aの周端が該ディスク基板Dの周縁端部Deより径方向内側となる寸法で構成されている。
【選択図】図1
【解決手段】本発明に係る貼り合せ装置10は、ディスク基板Dを保持した状態で搬送可能な搬送部材11と、搬送部材11に形成され、エネルギ線硬化樹脂が塗布されたディスク基板Dを載置する位置に配置された支持部12と、ディスク基板Dに他のディスク基板を貼り合せる貼り合せ部16と、貼り合せた後、エネルギ線を照射することでエネルギ線硬化樹脂を硬化させるエネルギ線照射部18と、支持部12にディスク基板Dを支持する支持面12aが形成され、支持面12aが、ディスク基板Dを載置させた状態で、該支持面12aの周端が該ディスク基板Dの周縁端部Deより径方向内側となる寸法で構成されている。
【選択図】図1
Description
本発明は、光情報記録媒体等を構成するディスク基板の貼り合せ方法及び貼り合せ装置に関する。
レーザ光を用いて情報を記録し、又は再生する光ディスクとしては、CD−R(Compact Disc-recordable)、CD(Compact Disc)、DVD(digital versatile disc)、DVD−R(digital versatile disc-recordable)等が既に普及している。
光ディスクの製造工程では、例えば、樹脂製のディスク基板をターンテーブル上に置き、該ディスク基板上に液状の紫外線硬化樹脂を塗布した後、更に別のディスク基板と貼り合わせた状態で、紫外線を照射して紫外線硬化樹脂を硬化させる。ディスクの貼り合わせ装置としては、例えば、下記特許文献1から3に示すものが知られている。
ところで、ディスク基板に紫外線硬化樹脂を塗布する場合、ディスク基板に液状の紫外線硬化樹脂を滴下した後、該ディスク基板を高速回転させることで、滴下された紫外線硬化樹脂を遠心力によって延ばすことで基板表面に薄膜状に塗布するといった、いわゆるスピンコート塗布が施される。
図4は、スピンコート塗布が施されたディスク基板の状態を説明する図である。図4に示すように、スピンコート塗布によって紫外線硬化樹脂103が片面に塗布されたディスク基板102において、延ばされた紫外線硬化樹脂103の一部がディスク基板102の周縁端面に付着することがあった。そして、ディスク基板102をステージ上101に載置した場合に、ディスク基板102の周縁端面に付着した紫外線硬化樹脂102が、ターンテーブル101上の支持面101aに付着し、支持面101が汚染する原因となるおそれがある点で改善の余地があった。
また、支持面102aは、紫外線硬化樹脂102の付着により平面性が不適正になり、載置されるディスク基板102を適正な状態で支持することができなくなり、紫外線硬化樹脂を硬化させてディスク基板同士を貼り合わせる際に、ディスク基板に反り等が生じて機械特性が劣化することが懸念される。
本発明は、このような事情に鑑みてなされたもので、その目的は、光ディスク製造をする場合に、ディスク基板を支持する支持部の汚染を防止ことができるディスク基板の貼り合せ方法及び貼り合せ装置を提供することにある。
本発明の上記目的は、ディスク基板を保持した状態で搬送可能な搬送部材と、前記搬送部材に形成され、エネルギ線硬化樹脂が塗布された前記ディスク基板を載置する位置に配置された支持部と、前記ディスク基板に他のディスク基板を貼り合せる貼り合せ部と、貼り合せた後、エネルギ線を照射することでエネルギ線硬化樹脂を硬化させるエネルギ線照射部と、前記支持部に前記ディスク基板を支持する支持面が形成され、前記支持面が、前記ディスク基板を載置させた状態で、該支持面の周端が該ディスク基板の周縁端部より径方向内側となる寸法で構成されていることを特徴とするディスク基板の貼り合せ装置によって達成される。
また、本発明の上記目的は、ディスク基板を搬送部材で搬送するとともに、エネルギ線硬化樹脂が塗布された前記ディスク基板を前記搬送部材に形成された支持部の支持面に載置する工程と、前記ディスク基板に他のディスク基板を貼り合せる工程と、貼り合せた後、エネルギ線を照射することでエネルギ線硬化樹脂を硬化させる工程とを有し、前記支持部の支持面に前記ディスク基板を支持する際に、前記支持面が、前記ディスク基板を載置させた状態で、該支持面の周端が該ディスク基板の周縁端部より径方向内側となる寸法で構成されていることを特徴とするディスク基板の貼り合せ方法によって達成される。
本発明に係る貼り合せ装置又は貼り合せ方法は、ディスク基板を載置させる搬送部材の支持部における支持面が、ディスク基板を載置させた状態で、該支持面の周端が該ディスク基板の周縁端部より径方向内側となるように構成されている。こうすれば、ディスク基板を搬送部材の支持部に載置させると、該ディスク基板の周縁端面が支持部の支持面の周端より外方に張り出して、搬送部材に対して離間した状態となる。このため、ディスク基板の周縁端面が支持面と接触することを回避することができ、エネルギ線硬化樹脂の塗布時に該エネルギ線硬化樹脂の一部がディスク基板の周縁端面に付着した場合でも、周縁端面のエネルギ線硬化樹脂が支持面に付着し、支持面及びその近傍を汚染してしまうことを防止することができる。
また、支持面に紫外線硬化樹脂が付着することを防止できることから、支持面の平面性が不適正になり、載置されるディスク基板を適正な状態で支持することができなくなることを防止できる。このため、支持面に支持させてディスク基板同士を貼り合わせる際に、ディスク基板に反り等が生じて機械特性が劣化することを防止できる。
上記本発明に係る、ディスク基板の貼り合せ装置及び貼り合せ方法において、支持面が垂直方向視において正円形を有し、その径が前記ディスク基板の径より小さいことが好ましい。
本発明によれば、光ディスク製造をする場合に、ディスク基板を支持する支持部の汚染を防止ことができるディスク基板の貼り合せ方法及び貼り合せ装置を提供できる。
以下、本発明の実施形態を図面に基づいて詳しく説明する。
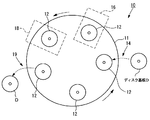
図1は、本発明に係る貼り合せ装置の構成を示す図である。本実施形態の貼り合せ装置10は、DVDやDVD−R等の光記録媒体として使用される光ディスクを製造する過程で使用されるものであり、2つのディスク基板のうち一方のディスク基板に塗布されたエネルギ線硬化樹脂を挟んで、両方のディスク基板同士を貼り合せ、エネルギ線硬化樹脂を硬化させることで光ディスクを製造する。なお、本実施形態では、エネルギ線硬化樹脂として、紫外線を照射することで硬化する紫外線硬化樹脂を使用したが、これに限定されない。
図1は、本発明に係る貼り合せ装置の構成を示す図である。本実施形態の貼り合せ装置10は、DVDやDVD−R等の光記録媒体として使用される光ディスクを製造する過程で使用されるものであり、2つのディスク基板のうち一方のディスク基板に塗布されたエネルギ線硬化樹脂を挟んで、両方のディスク基板同士を貼り合せ、エネルギ線硬化樹脂を硬化させることで光ディスクを製造する。なお、本実施形態では、エネルギ線硬化樹脂として、紫外線を照射することで硬化する紫外線硬化樹脂を使用したが、これに限定されない。
貼り合せ装置10は、上方視(図1の正面視)において正円形形状を有するターンテーブル11を備えている。ターンテーブル11には、その上面の円周方向にそれぞれ等間隔をおいて、光ディスクのディスク基板Dが載置される、複数の支持部12が設けられている。本実施形態において、ターンテーブル11の円周方向等間隔に5つの支持部12を配列した構成としたが、支持部12の数は、特に限定されず、適宜変更することができる。
図2は、ターンテーブルの支持部にディスク基板を載置する状態を説明する斜視図である。図3は、支持部にディスク基板を載置した状態を示す側面図である。支持部12は、ターンテーブル11の上面から上方に突出した略円柱状の形状を有し、該支持部12の上端にディスク基板Dが載置される支持面12aが形成されている。支持面12aの中央部には、載置されたディスク基板Dの中央開口に挿通されるとともに、ディスク基板Dを支持面12a上に位置決めする位置決めピン13が上方に立設されている。
ターンテーブル11は、図1中矢印で示すように、回転させることで、支持部12の周方向位置を変更することができるため、ターンテーブル11の径方向外方に別途設けられた処理装置に対応する位置に支持部12を移動させて支持部12に載置されたディスク基板Dに所定の処理を施すことができる。本実施形態において、ターンテーブル11は、搬送部材として機能する。
ターンテーブル11の径方向外方には、光ディスクの製造を行う各処理装置として、円周方向に対して図1の反時計回りに順番に、搬入部14と、貼り合せ部16と、エネルギ線照射部として機能する紫外線照射部18と、搬出部19とが設けられている。
搬入部14は、予め片面に紫外線硬化樹脂が塗布されたディスク基板Dを図示しないロボットアームによって、ターンテーブル11の支持部12に載置する構成である。ディスク基板Dは、紫外線硬化樹脂が塗布された面を上方(支持部12の支持面12aとは反対側)に向けた状態で置かれる。
貼り合せ部16は、真空状態に維持されたチャンバ内で、支持面12aに載置されたディスク基板Dに、別のディスク基板Dを貼り合せる構成を有している。貼り合せ部16の機構としては、従来の構成のものを使用することができる。
紫外線照射部18は、貼り合せ部16で貼り合わされた一対のディスク基板Dに対してターンテーブル11の下方から紫外線を照射し、紫外線硬化樹脂を硬化させることでディスク基板D同士を接着させて一枚のディスクとする。
搬出部19は、紫外線の照射後、図示しないロボットアームによって、ターンテーブル11の各支持部12から順にディスク基板Dを取り出し、別の搬送機構や、収納部にディスク基板Dを搬送する。
図2及び図3に示すように、本実施形態の貼り合せ装置10は、支持面12aが、ディスク基板Dを載置させた状態で、該支持面12aの周端が該ディスク基板Dの周縁端部Deより径方向内側となる寸法で構成されている。このため、ディスク基板Dの周縁端部Deは、支持部12及び支持面12aに接触することなく、ターンテーブル11の上面(図3においてターンテーブル11の上側の面)11aから完全に離間している。
図2に示すように、本実施形態では、支持部12は、支持面12aの径rがディスク基板Dの径Rより小さくなるように構成されている。本実施形態において、支持面12aの形状は、その垂直方向しにおいて正円形としたが、特に限定されない。支持部12は、支持面12aがディスク基板Dを載置させた状態で該支持面12aの周端が該ディスク基板Dの周縁端部Deより径方向内側となる寸法であれば、その形状を適宜変更できる。
本実施形態において、搬送部材11の上面11aに対する支持面12aの高さHの範囲を適宜に設定し、支持面12aの周端に対してディスク基板Dの周縁端部Deが径方向外方に張り出している寸法(支持面12aの径rとディスク基板Dの径Rとの差)Wの範囲を適宜に設定した。
本実施形態の貼り合せ装置10又は貼り合せ方法は、ディスク基板Dを載置させる搬送部材11の支持部12における支持面12aが、ディスク基板Dを載置させた状態で、該支持面12aの周端が該ディスク基板Dの周縁端部Deより径方向内側となるように構成されている。こうすれば、ディスク基板Dをターンテーブル11の支持部12に載置させると、該ディスク基板Dの周縁端面Deが支持部12の支持面12aの周端より外方に張り出して、ターンテーブル11の上面11aに対して離間した状態となる。このため、ディスク基板Dの周縁端面Deが支持面12aと接触することを回避することができ、紫外線硬化樹脂の塗布時に該紫外線硬化樹脂の一部がディスク基板Dの周縁端面Deに付着した場合でも、周縁端面Deに付着した紫外線硬化樹脂が支持面12aに付着し、支持面12a及びその近傍を汚染してしまうことを防止することができる。
また、支持面12aに紫外線硬化樹脂が付着することを防止できることから、支持面12aの平面性が不適正になり、載置されるディスク基板Dを適正な状態で支持することができなくなることを防止できる。このため、支持面12aに支持させてディスク基板D同士を貼り合わせる際に、ディスク基板Dに反り等が生じて機械特性が劣化することを防止できる。
また、支持面12aに紫外線硬化樹脂が付着することを防止できることから、支持面12aの平面性が不適正になり、載置されるディスク基板Dを適正な状態で支持することができなくなることを防止できる。このため、支持面12aに支持させてディスク基板D同士を貼り合わせる際に、ディスク基板Dに反り等が生じて機械特性が劣化することを防止できる。
10 貼り合せ装置
11 ターンテーブル(搬送部材)
12 支持部
12a 支持面
16 貼り合せ部
18 紫外線照射部(エネルギ線照射部)
D ディスク基板
De (ディスク基板の周縁端部)
11 ターンテーブル(搬送部材)
12 支持部
12a 支持面
16 貼り合せ部
18 紫外線照射部(エネルギ線照射部)
D ディスク基板
De (ディスク基板の周縁端部)
Claims (4)
- ディスク基板を保持した状態で搬送可能な搬送部材と、
前記搬送部材に形成され、エネルギ線硬化樹脂が塗布された前記ディスク基板を載置する位置に配置された支持部と、
前記ディスク基板に他のディスク基板を貼り合せる貼り合せ部と、
貼り合せた後、エネルギ線を照射することでエネルギ線硬化樹脂を硬化させるエネルギ線照射部と、
前記支持部に前記ディスク基板を支持する支持面が形成され、前記支持面が、前記ディスク基板を載置させた状態で、該支持面の周端が該ディスク基板の周縁端部より径方向内側となる寸法で構成されていることを特徴とするディスク基板の貼り合せ装置。 - 前記支持面が垂直方向視において正円形を有し、その径が前記ディスク基板の径より小さいことを特徴とする請求項1に記載のディスク基板の貼り合せ装置。
- ディスク基板を搬送部材で搬送するとともに、エネルギ線硬化樹脂が塗布された前記ディスク基板を前記搬送部材に形成された支持部の支持面に載置する工程と、
前記ディスク基板に他のディスク基板を貼り合せる工程と、
貼り合せた後、エネルギ線を照射することでエネルギ線硬化樹脂を硬化させる工程とを有し、
前記支持部の支持面に前記ディスク基板を支持する際に、前記支持面が、前記ディスク基板を載置させた状態で、該支持面の周端が該ディスク基板の周縁端部より径方向内側となる寸法で構成されていることを特徴とするディスク基板の貼り合せ方法。 - 前記支持面が垂直方向視において正円形を有し、その径が前記ディスク基板の径より小さいことを特徴とする請求項1に記載のディスク基板の貼り合せ方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006028805A JP2007207401A (ja) | 2006-02-06 | 2006-02-06 | ディスク基板の貼り合せ方法及び貼り合せ装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006028805A JP2007207401A (ja) | 2006-02-06 | 2006-02-06 | ディスク基板の貼り合せ方法及び貼り合せ装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007207401A true JP2007207401A (ja) | 2007-08-16 |
Family
ID=38486708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006028805A Pending JP2007207401A (ja) | 2006-02-06 | 2006-02-06 | ディスク基板の貼り合せ方法及び貼り合せ装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007207401A (ja) |
-
2006
- 2006-02-06 JP JP2006028805A patent/JP2007207401A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5888433A (en) | Method of correcting nonalignment of a storage disc | |
| US6404730B2 (en) | Optical disk having a groove and a projection for combining two disk members | |
| JP2002117584A (ja) | 光学記録媒体およびその製造方法 | |
| JP2000268416A (ja) | 光ディスク接着装置 | |
| JP2007207401A (ja) | ディスク基板の貼り合せ方法及び貼り合せ装置 | |
| US7913737B2 (en) | Bonding apparatus and bonding method | |
| TW591656B (en) | Method for manufacturing optical disc and transporting multi-layered optical disc | |
| JP4084551B2 (ja) | 光ディスクの製造方法 | |
| JP2002184037A (ja) | 光ディスクおよびその製造方法ならびに光ディスクの製造装置 | |
| JPH10134427A (ja) | 保持台から記憶ディスクを取り上げる方法、及びそのために使用する保持台 | |
| JP4648081B2 (ja) | 貼合装置及び貼合方法 | |
| JP2002260301A (ja) | 貼り合せ型光ディスクの製造方法及び、これに用いられるディスク支持台 | |
| JPH1125510A (ja) | 光記録媒体 | |
| TWI416519B (zh) | 光學記錄媒體之製造方法 | |
| WO2004036570A1 (ja) | 光情報記録媒体とその製造方法、製造装置 | |
| JP4640255B2 (ja) | 光記録媒体の製造方法及び製造装置 | |
| JP3277989B2 (ja) | 記憶ディスクにおけるズレ修正方法 | |
| TWI270070B (en) | Correcting stage, apparatus and method for laminating, and laminating-type recording medium | |
| JP4632802B2 (ja) | 内外周受け、外周段差変更可能な貼合せ矯正ステージ | |
| JP2004152455A (ja) | 光ディスクとその製造方法及び製造装置 | |
| WO2006095859A1 (ja) | 光ディスクの製造装置 | |
| JP4509014B2 (ja) | 基板貼合装置 | |
| JP2504117B2 (ja) | 光ディスクの貼り合せ方法 | |
| JPH11283285A (ja) | 光ディスクの製造方法およびその製造装置 | |
| JP2002304783A (ja) | 光ディスクの製造装置および光ディスクの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20071109 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20071116 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20071126 |