JP2007209924A - 粉砕装置および粉体の球形化処理方法 - Google Patents
粉砕装置および粉体の球形化処理方法 Download PDFInfo
- Publication number
- JP2007209924A JP2007209924A JP2006033931A JP2006033931A JP2007209924A JP 2007209924 A JP2007209924 A JP 2007209924A JP 2006033931 A JP2006033931 A JP 2006033931A JP 2006033931 A JP2006033931 A JP 2006033931A JP 2007209924 A JP2007209924 A JP 2007209924A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- pulverizer
- pressure air
- supplied
- compressor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000843 powder Substances 0.000 title claims abstract description 91
- 238000000034 method Methods 0.000 title claims description 16
- 238000010298 pulverizing process Methods 0.000 claims description 38
- 238000005563 spheronization Methods 0.000 claims description 9
- 229920001169 thermoplastic Polymers 0.000 claims description 5
- 239000004416 thermosoftening plastic Substances 0.000 claims description 5
- 239000012530 fluid Substances 0.000 claims description 4
- 239000010419 fine particle Substances 0.000 abstract description 2
- 230000015572 biosynthetic process Effects 0.000 abstract 1
- 239000000155 melt Substances 0.000 abstract 1
- 238000000227 grinding Methods 0.000 description 9
- 238000002156 mixing Methods 0.000 description 6
- 229920005992 thermoplastic resin Polymers 0.000 description 6
- 238000000576 coating method Methods 0.000 description 5
- 238000001816 cooling Methods 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000003507 refrigerant Substances 0.000 description 2
- 239000012798 spherical particle Substances 0.000 description 2
- 238000000635 electron micrograph Methods 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 238000005469 granulation Methods 0.000 description 1
- 230000003179 granulation Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- -1 or the like Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images



Landscapes
- Developing Agents For Electrophotography (AREA)
- Disintegrating Or Milling (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
【課題】所定大きさの丸みのある微粉を効率よく形成することができるようにした粉砕装置を提供することである。
【解決手段】コンプレッサ1と粉砕機3を接続する供給路2にヒータ4を組込み、そのヒータ4によりコンプレッサ1から送られる高圧エアを加熱して、粉砕処理しようとする粉体の軟化点に近い温度に昇温し、この高温、高圧エアを粉砕機3の粉砕室6に供給して旋回させる。その旋回気流中に粉体を供給し、旋回気流との衝突および粉体同士の衝突により粉体を粉砕すると共に、高温の旋回気流との接触により、粉体表面を溶融させて球形化する。
【選択図】図1
【解決手段】コンプレッサ1と粉砕機3を接続する供給路2にヒータ4を組込み、そのヒータ4によりコンプレッサ1から送られる高圧エアを加熱して、粉砕処理しようとする粉体の軟化点に近い温度に昇温し、この高温、高圧エアを粉砕機3の粉砕室6に供給して旋回させる。その旋回気流中に粉体を供給し、旋回気流との衝突および粉体同士の衝突により粉体を粉砕すると共に、高温の旋回気流との接触により、粉体表面を溶融させて球形化する。
【選択図】図1
Description
この発明は、熱可塑性樹脂や無機物質等の粉体を微粉砕する粉砕装置およびその粉砕装置を用いて粉体を球形化処理する粉体の球形化処理方法に関するものである。
一般に、現像用のトナーや粉体塗料に用いられる熱可塑性樹脂においては、鮮明な画像や均一で滑らかな塗装面を得るために、粒径が均一で細かく、かつ流動性の良いことが求められる。
そこで、現状で用いられている熱可塑性樹脂粉体は、粉砕機によって粉砕処理され、その粒径が、トナーでは10μm前後、粉体塗料では30μm前後のものが多い。
このようなトナー等の熱可塑性樹脂の粉砕に使用される粉砕機として、特許文献1に記載されたものが従来から知られている。
上記粉砕機においては、粉砕室内に高圧エアを供給して高速旋回させ、その高速の旋回気流中に粉体を供給し、上記旋回気流との衝突および粉体同士の衝突によって粉体を微粉砕するようにしている。
ところで、粉砕機によって粉砕処理された微粉は多くの角を持つため、粉砕処理後の粉体をそのままの状態で使用すると、粉体の流動性が悪くなり、鮮明な画像を得ることができなかったり、塗装面の仕上がりに斑ができたり、性能や作業性に問題がある。
そのため、粉砕機で粉砕処理した粉体を、別途球形化処理装置を使って粉体表面の角をなくす球形化処理が行われている。
粉体を球形化処理する球形化処理装置として、特許文献2に記載されたものが知られている。この特許文献2に記載された球形化処理装置は、造粒搭の天板に形成された流入口上に環状の原料供給ヘッドを設け、その原料供給ヘッド内に供給された熱可塑性の粉体と圧縮エアの固気混合流体を原料供給ヘッドの内周に形成された原料噴射ノズルから噴射して、熱風噴射ノズルから噴射する熱風と接触させ、その熱風との接触により粉体の表面を溶融させて球形化するようにしている。
特開平11−179228号公報
特公平4−40169号公報
ところで、従来は、上記のように、熱可塑性の粉体の粉砕と球形化処理とを別々に行うようにしているので、処理に非常に手間がかかっていた。また、粉砕処理装置と球形化処理装置の2つの装置を必要とするため、設備コストがかかるという不都合がある。
また、従来の球形化処理装置においては、加熱により溶融して球形化した粉体がその直後に接触すると、互いに結合し、一旦結合すると分離することがなく、粒径が大きく変化するばかりでなく、形状も変化して、目的とする大きさの丸みのある粉体を得ることができない。
この発明の課題は、所定大きさの丸みのある微粉を効率よく形成することができるようにした粉砕装置および粉体の球形化処理方法を提供することである。
上記の課題を解決するため、この発明に係る粉砕装置においては、コンプレッサと、そのコンプレッサから供給される高圧エアを粉砕室内において高速旋回させ、その高速旋回気流中に粉体を供給して、気流との衝突および粉体同士の衝突によって粉体を粉砕処理する粉砕機と、その粉砕機から排出される粉砕処理後の微粉と高圧エアの固気混合流体を微粉とエアとに分離する固気分離機と、その固気分離機から排出されるエア中の微粉を捕集して清澄なエアを排気する捕集機とからなる粉砕装置において、前記コンプレッサから粉砕機に供給される高圧エアの供給路に、温度調節可能なヒータを組込んだ構成を採用したのである。
また、この発明に係る粉体の球形化処理方法においては、上記粉砕装置における粉砕機の粉砕室内に熱可塑性の粉体を供給すると共に、コンプレッサから供給される高圧エアをヒータにより粉体の軟化点に近い温度まで加熱して前記粉砕室に供給し、その加熱された高圧エアの旋回気流との衝突および接触により、粉体の粉砕処理と球形化処理とを行うようにした構成を採用したのである。
ここで、粉体の軟化点とは、加熱により軟化して粉体が変形し始める温度を
いい、粉体の種類によって呼称される融点やガラス転移温度を含むものとする。
いい、粉体の種類によって呼称される融点やガラス転移温度を含むものとする。
上記のように、粉体の軟化点に近い温度まで加熱された高圧エアを粉砕室に供給して旋回させ、その旋回気流中に粉体を供給することによって、粉体は旋回気流との衝突、および粉体同士の衝突によって粉砕されると共に、高温の旋回気流との接触により、表面の角が溶融して球形化されることになり、しかも、溶融直後に接触して結合しても、旋回気流との衝突によって分散されることになる。
このため、所定大きさの丸みのある微粉を効率よく形成することができると共に、粉砕機によって粉砕と球形化処理とを行うので、設備コストもかからず、極めて経済的である。
また、ヒータを切ることによって、粉砕だけの処理を行うことができる。
以下、この発明の実施形態を図面に基づいて説明する。図1に示すように、コンプレッサ1によって形成される高圧エアは、供給路2から粉砕機3に供給される。
供給路2には、温度調節可能なヒータ4が接続され、そのヒータ4の駆動によって、コンプレッサ1から供給される高圧エアは所定の温度に加熱される。
図2に示すように、粉砕機3は、ケーシング5の内部に形成された粉砕室6の周壁に複数のノズル7を取付け、そのノズル7とケーシング5の下方に設けられたエアヘッダ8とを通路9で接続し、前記供給路2からエアヘッダ8に供給される高圧エアをノズル7から粉砕室6内に噴射して高速旋回させると共に、粉体供給装置10から粉砕室6内に粉体を供給し、この粉体を高圧エアとの衝突および粉体同士の衝突によって粉砕するようにしている。
ここで、粉体供給装置10は、ケーシング5の周壁に混合筒11を接続し、その混合筒11内にディフューザ12を組込み、そのディフューザ12と間隔をおいて設けられたノズル13とエアヘッダ8とを通路14で接続し、上記ディフューザ12とノズル13間に形成された混合空間15にホッパ16の下端開口を連通し、ノズル13からディフューザ12内に噴射される高圧エアのエジェクタ作用によって、ホッパ16内の粉体を混合空間15内に流入させ、その粉体と高圧エアとをノズル13から粉砕室6内に噴射させるようにしている。
粉砕室6内において粉砕され、粉砕室6の中央部に移動する微粉は、粉砕室6の下部中央に接続された排出筒17から高圧エアと共に排出されるようになっている。
粉砕機3の排出筒17とサイクロンからなる固気分離機18は通路19を介して接続されている。通路19の外側には冷却ジャケット20が設けられ、その冷却ジャケット20内に供給される冷媒によって、通路19内が冷却されるようになっている。この冷却ジャケット20は、できるだけ排出筒17に近い位置に設けるのが望ましい。
固気分離機18は、粉砕機3から送り込まれてくる固気混合流体を微粉とエアとに分離する。微粉は下部に接続された回収容器21によって回収され、エアは通路22からバッグフィルタ等の捕集機22に吸引されてエアに混入する粉体が除去されるようになっている。
実施の形態で示す粉砕装置は上記の構造からなり、トナーや粉体塗料の主要成分である熱可塑性樹脂等の熱可塑性の粉体の粉砕および球形化処理に際しては、コンプレッサ1から粉砕機3に供給される高圧エアをヒータ4により加熱して、球形化処理しようとする粉体の軟化点に近い温度まで昇温し、その加熱、高圧エアをエアヘッダ8に供給する。
エアヘッダ8に加熱、高圧エア(以下、単に高圧エアと言う)を供給すると、その高圧エアは、ノズル7から粉砕室6に噴射されて高速で旋回する。また高圧エアは粉体供給装置10のノズル13からデュフィーザ12内に噴射され、エジェクタ作用によりホッパ16内の粉体が混合空間15内に流入し、その混合空間15から粉砕室6内に噴射されて旋回する。
このように、高圧エアが高速度で旋回する粉砕室6内に粉体を供給することにより、粉体は旋回気流との衝突および粉体同士の衝突により粉砕される。粉砕直後の粉体は角を有するが、これらの粉体は、高温の旋回気流との接触により表面の角が溶融して丸みを帯び、球形化される。
溶融による球形化直後の粉体は、粉砕室6内での旋回中に粉体同士の接触によって一時的に結合する場合があるが、結合したとしても旋回気流との衝突によって分散され、結合状態を維持することはない。
粉砕室6内において粉砕された粉体のうち、微粉は粉砕室6の中央部に移動して排出筒17から高圧エアと共に通路19内に流入する。このとき、通路19は冷却ジャケット20内に供給された冷媒によって冷却されているため、通路19内に流入した微粉は流動中において冷却される。
このため、微粉は、通路19の内面に付着することなくスムーズに流れて固気分離機18内に流入し、その固気分離機18によって微粉とエアとに分離され、微粉は固気分離機18内を下降して、回収容器21に回収される。
一方、エアは捕集機22内に流れ、その捕集機22によってエア中に含まれる粉体が除去され、清澄なエアが大気に排出される。
このように、ヒータ4によって加熱された高圧エアを粉砕機3の粉砕室6に供給する状態において、その粉砕室6に粉体を供給することにより、粉体の粉砕処理と球形化処理とを同時に行うことができるので、能率よく処理することができる。
なお、軟化点温度の高い粉体の場合などには、連続運転時の粉砕機部の雰囲気温度を一定に保つため、粉砕室周囲を冷却ジャケットで覆うことなどで、高圧エアの温度制御がし易くなり、より効率をよくすることができる。
また、単一の粉砕機3によって粉砕と球形化処理とを行うことができるので、設備コストがかからず、極めて経済的である。
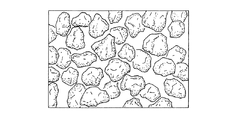
因みに、図3に示す平均粒子径が8μmのトナーを当社製ジェット粉砕機 PJM−80(粉砕機3)を用いて粉砕と球形化処理とを行ったところ、図4に示す製品を得た。その処理に際して、高圧エアの圧力P,温度T,エア流量Q,処理速度Vを、
P=0.4MPa、 T=110℃、 Q=0.4Nm3/min, V=2kg/h
とした。
P=0.4MPa、 T=110℃、 Q=0.4Nm3/min, V=2kg/h
とした。
なお、図3および図4は、電子顕微鏡写真によって撮影されたトナーの粒子を図面化したものである。
上記のように、高温の高圧エアを粉砕機3の粉砕室6に供給してトナーを処理することによって、表面に丸みのある球形化粒子を得ることができ、その粒子の平均粒径は、7.5μmであった。
また、上記粉砕機3(ジェット粉砕機 PJM−80)を用い、上記と同じ条件で粉体塗料に使用される熱可塑性樹脂の粉砕と球形化処理とを行ったところ、上記と同様に、表面に丸みのある球形化粒子を得ることができた。
なお、球形化処理を必要としない粉体の粉砕処理に際しては、ヒータ4を切り、常温の高圧エアを粉砕室6に供給して、粉体の粉砕処理を行うようにする。
1 コンプレッサ
2 供給路
3 粉砕機
4 ヒータ
6 粉砕室
18 固気分離機
22 捕集機
2 供給路
3 粉砕機
4 ヒータ
6 粉砕室
18 固気分離機
22 捕集機
Claims (2)
- コンプレッサと、そのコンプレッサから供給される高圧エアを粉砕室内において高速旋回させ、その高速旋回気流中に粉体を供給して、気流との衝突および粉体同士の衝突によって粉体を粉砕処理する粉砕機と、その粉砕機から排出される粉砕処理後の微粉と高圧エアの固気混合流体を微粉とエアとに分離する固気分離機と、その固気分離機から排出されるエア中の微粉を捕集して清澄なエアを排気する捕集機とからなる粉砕装置において、
前記コンプレッサから粉砕機に供給される高圧エアの供給路に、温度調節可能なヒータを組込んだことを特徴とする粉砕装置。 - 請求項1に記載の粉砕装置における粉砕機の粉砕室内に熱可塑性の粉体を供給すると共に、コンプレッサから供給される高圧エアをヒータにより粉体の軟化点に近い温度まで加熱して前記粉砕室に供給し、その加熱された高圧エアの旋回気流との衝突および接触により、粉体の粉砕処理と球形化処理とを行うようにした粉体の球形化処理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006033931A JP2007209924A (ja) | 2006-02-10 | 2006-02-10 | 粉砕装置および粉体の球形化処理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006033931A JP2007209924A (ja) | 2006-02-10 | 2006-02-10 | 粉砕装置および粉体の球形化処理方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007209924A true JP2007209924A (ja) | 2007-08-23 |
Family
ID=38488792
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006033931A Pending JP2007209924A (ja) | 2006-02-10 | 2006-02-10 | 粉砕装置および粉体の球形化処理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007209924A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105536960A (zh) * | 2015-11-27 | 2016-05-04 | 金堆城钼业股份有限公司 | 一种低氧超细二硫化钼的制备系统及其制备方法 |
| CN114618665A (zh) * | 2022-02-21 | 2022-06-14 | 湖北鑫京北数码科技有限公司 | 一种打印碳粉用打印碳粉球化设备及制备方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59166255A (ja) * | 1983-03-09 | 1984-09-19 | 株式会社クボタ | 流体エネルギ−ミルを利用しての粉砕方法 |
| JPS6161627A (ja) * | 1984-08-31 | 1986-03-29 | Mita Ind Co Ltd | トナ−の球形化法 |
| JPH0954459A (ja) * | 1995-08-16 | 1997-02-25 | Nisshin Flour Milling Co Ltd | 静電荷像現像用トナーの製造方法 |
| JP2003012377A (ja) * | 2001-06-28 | 2003-01-15 | Matsushita Electric Ind Co Ltd | 粉体製造方法および粉体製造装置 |
| JP2003117426A (ja) * | 2001-10-09 | 2003-04-22 | Nippon Pneumatic Mfg Co Ltd | 粉砕装置および粉砕方法 |
| JP2005118725A (ja) * | 2003-10-17 | 2005-05-12 | Ace Giken:Kk | 粉砕ノズル、供給ノズル及びそれを備えたジェットミル、並びにそれを用いた砕料の粉砕方法 |
| JP2005177579A (ja) * | 2003-12-17 | 2005-07-07 | Ricoh Co Ltd | 流動層式粉砕装置および粉砕方法 |
-
2006
- 2006-02-10 JP JP2006033931A patent/JP2007209924A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59166255A (ja) * | 1983-03-09 | 1984-09-19 | 株式会社クボタ | 流体エネルギ−ミルを利用しての粉砕方法 |
| JPS6161627A (ja) * | 1984-08-31 | 1986-03-29 | Mita Ind Co Ltd | トナ−の球形化法 |
| JPH0954459A (ja) * | 1995-08-16 | 1997-02-25 | Nisshin Flour Milling Co Ltd | 静電荷像現像用トナーの製造方法 |
| JP2003012377A (ja) * | 2001-06-28 | 2003-01-15 | Matsushita Electric Ind Co Ltd | 粉体製造方法および粉体製造装置 |
| JP2003117426A (ja) * | 2001-10-09 | 2003-04-22 | Nippon Pneumatic Mfg Co Ltd | 粉砕装置および粉砕方法 |
| JP2005118725A (ja) * | 2003-10-17 | 2005-05-12 | Ace Giken:Kk | 粉砕ノズル、供給ノズル及びそれを備えたジェットミル、並びにそれを用いた砕料の粉砕方法 |
| JP2005177579A (ja) * | 2003-12-17 | 2005-07-07 | Ricoh Co Ltd | 流動層式粉砕装置および粉砕方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105536960A (zh) * | 2015-11-27 | 2016-05-04 | 金堆城钼业股份有限公司 | 一种低氧超细二硫化钼的制备系统及其制备方法 |
| CN114618665A (zh) * | 2022-02-21 | 2022-06-14 | 湖北鑫京北数码科技有限公司 | 一种打印碳粉用打印碳粉球化设备及制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5850544B2 (ja) | スプレー乾燥装置 | |
| US5716751A (en) | Toner particle comminution and surface treatment processes | |
| JP7200352B2 (ja) | プラスチックを粉砕し、このプラスチックから粉末材料を製造するための方法および装置 | |
| JP4488651B2 (ja) | 熱プラズマによるセラミック又は金属の球状粉末の製造方法および装置 | |
| JP5893858B2 (ja) | 気流式粉体処理装置及び方法 | |
| CN103429350B (zh) | 粉体的制造方法 | |
| JP3133100B2 (ja) | 衝突式超音速ジェット粉砕機 | |
| CN103237604B (zh) | 粉体的粉碎方法 | |
| CN205536898U (zh) | 气旋喷嘴、振动流化床和振动流化床干燥系统 | |
| JP2007209924A (ja) | 粉砕装置および粉体の球形化処理方法 | |
| US6631861B1 (en) | Grinding device for resin composition | |
| JP2003275685A (ja) | 気流式粉砕・分級機 | |
| JP2000052341A (ja) | 球形化処理装置における原料供給装置 | |
| CN117924988A (zh) | 一种粉末涂料均质扩散工艺及均质扩散设备 | |
| JP3182039B2 (ja) | 粉砕装置 | |
| JP2010284634A (ja) | 粉砕装置 | |
| JPH0667492B2 (ja) | ジエツト気流式粉砕機 | |
| JPS59125742A (ja) | トナー粒子球形化用の熱処理装置 | |
| JPH07313896A (ja) | 樹脂微粉砕方法及びその装置 | |
| JP2008000657A (ja) | 超微小粒粉砕装置 | |
| JP3337861B2 (ja) | 微粒子状熱硬化性樹脂の製造方法 | |
| JP2009090255A (ja) | 粉体処理設備 | |
| JP2000317338A (ja) | ジェット粉砕装置及びジェット粉砕方法 | |
| JP2008070583A (ja) | 噴霧造粒装置 | |
| JPH1029830A (ja) | 細片状鉱物質原料の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081211 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110705 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111213 |