JP2007210096A - 半導体cmp加工用パッドの細溝加工機械及び半導体cmp加工用パッドの製造方法 - Google Patents
半導体cmp加工用パッドの細溝加工機械及び半導体cmp加工用パッドの製造方法 Download PDFInfo
- Publication number
- JP2007210096A JP2007210096A JP2007093189A JP2007093189A JP2007210096A JP 2007210096 A JP2007210096 A JP 2007210096A JP 2007093189 A JP2007093189 A JP 2007093189A JP 2007093189 A JP2007093189 A JP 2007093189A JP 2007210096 A JP2007210096 A JP 2007210096A
- Authority
- JP
- Japan
- Prior art keywords
- tool
- pad
- axis
- cutting
- processing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



















Landscapes
- Auxiliary Devices For Machine Tools (AREA)
- Turning (AREA)
Abstract
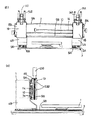
【解決手段】発泡ウレタンパッドを吸着固定する鉛直軸回りでC軸制御される円テーブル1と、円テーブルを跨いでX軸制御するガントリ形コラム11と、ガントリ形コラム上でY軸移動するサドルと、サドル上でZ軸制御される刃物台18,19と、刃物台で工具交換可能な固定工具(旋削,切断)と回転工具ユニット(フライスカッタ,ドリル)とを設け、加工時に工具近傍に設けたイオンブローノズルの噴出流でパッド及び切粉の静電気を中和して切粉の排除を容易にする。
【選択図】図1
Description
しかしながら、発泡ウレタンパッドをCMP加工に使用するに際しては外形寸法の大きいものに細密な溝寸法と多くの溝数を加工したものが必要であり、溝の寸法精度と溝形状の均整度も高いものが求められている。
図21(a)は、パッドの部分であって同心円状に形成した細溝の上面図、(b)は溝の断面図である。円板の直径は250mm乃至1000mmの範囲であり溝のピッチ,溝形状の具体例は(b)に図示する通りである。
図22(a)は、碁盤目状に形成した細溝の上面図、(b)は溝の断面図である。円板の直径は250mm乃至1000mmの範囲であり溝のピッチ,溝形状の具体例は(b)に図示する通りである。
なお、特許文献は、出願当初の明細書(特願2000−191242)に先行技術文献を記載していない。
また、汎用の加工機の殆どは金属を被削材としているので加工機全体が重厚に構成され、テーブルの送り・刃物台の送り・刃物の切り込みを構成する機械要素が発泡ウレタンパッドを加工するには過剰な剛性を有する。そのため直線溝をテーブル移動で加工するとき、その分、加工動作の切り換えに多くの作業時間を必要とし無駄時間が多いという問題を有する。
また、汎用機の直進テーブル・回転テーブルでは位置決めに対する応答速度が悪く、その慣性のために高速化できないので作業能率が悪いという問題を有する。
また、被削材が発泡ウレタンパッドであるため従来の刃先のままの旋削用バイト,溝フライスカッタ,穴あけ用ドリルでは溝の仕上がり形状が良好でないという問題を有する。
溝加工の完了したパッドを、円テーブル上で円テーブルを回転させて切断工具をZ方向に送って所定の円板状に切断できるので工程短縮が可能となった。
回転テーブルを中心にして、加工用刃物をガントリ形コラムに設けて刃物の送りと切り込みを行うので設置面積が小さくても加工領域が広い加工機を構成することが可能となった。
また、静電気を帯電しやすい材質である点を考慮して併設したイオンブロー装置で発生させた極性反対のイオンを、パッドの加工面に吹き当てて中和させて切粉処理を行い、加工精度と加工能率を向上させることができる。
また、旋削用バイト,溝フライスカッタ,穴あけ用ドリルのそれぞれの刃先形状を発泡ウレタンパッドの細溝・細穴加工に適合した形状に形成することにより溝や穴の仕上がり寸法精度を向上させることができる。
また、数値制御装置によりモータの回転制御(位置決め,送り,切込み)と総制制御を行っているのに対し、本発明は制御の動作速度と指令精度が若干抑えられたものとなるが用途によってはシーケンサ装置でモータを制御することも可能であり、コスト的にも有効な場合がある。
また、高分子材料の切削加工時の切粉の排除問題を、イオンブロー装置を用いて工具の近くでパッド及び切粉に帯電した静電気を中和させることにより解決したものである。工具刃先や加工した窪みに切粉が付着しないようにしたので仕上げ形状が良好となる。
また、数値制御装置によりモータの回転制御(位置決め,送り,切込み)と総制制御を行っているのに対し、本発明は制御の動作速度と指令精度が若干抑えられたものとなるが用途によってはシーケンサ装置でモータを制御することも可能であり、コスト的にも有効な場合がある。
また、数値制御装置によりモータの回転制御(位置決め,送り,切込み)と総制制御を行っているのに対し、本発明は制御の動作速度と指令精度が若干抑えられたものとなるが用途によってはシーケンサ装置でモータを制御することも可能であり、コスト的にも有効な場合がある。
また、発泡ウレタンパッドという多孔質でかつ軟質の被削材に細溝を加工するのに適した切刃を有する溝フライスカッタ,バイト,ドリルを使用することにより溝形状の正確な多数の発泡ウレタンパッドの加工が可能となる。
また、要求される加工精度と許容される操作性の限度によっては、駆動されるモータの回転精度や統括制御の程度に応じ数値制御装置に代替えしてプログラム可能なシーケンスを用いることが可能である。コスト面で優位性がある。
また、パッドの加工時にパッド及び切粉が帯びる静電気を有効に中和させて刃先や溝の近傍および被削材の表面に付着しないようにしたものである。イオンブローすることにより切粉の排除が容易となり付着する切粉による溝形状の加工不良がなくなるので均整な溝加工が可能となる。
また、要求される加工精度と許容される操作性の限度によっては、駆動されるモータの回転精度や統括制御の程度に応じ数値制御装置に代替えしてプログラム可能なシーケンスを用いることが可能である。コスト面で優位性がある。
また、要求される加工精度と許容される操作性の限度によっては、駆動されるモータの回転精度や統括制御の程度に応じ数値制御装置に代替えしてプログラム可能なシーケンスを用いることが可能である。コスト面で優位性がある。
(イ)円テーブル(C軸)
(ロ)ガントリ形コラム(X軸)
(ハ)クロスレール上に設けた2系統のサドル(Y1,Y2軸)
(ニ)左右のサドルそれぞれに設けた刃物台(Z1,Z2軸)
(ホ)モータ駆動と制御軸とを統括制御する数値制御装置
該細溝加工機械に、
(ヘ)帯電防止用イオンブロー装置
(ト)固定工具(旋削工具・パッド切断工具)
(チ)回転工具ユニット(溝フライスカッタ,ドリル)
等の装置を付加して使用することにより半導体CMP加工用パッドの加工精度,加工能率が一層向上する。
図1(a),(b),(c)は細溝加工機械の全体構成を示している。図1(a),(b),(c)において、C軸制御される水平な円テーブル1,ベッド3にはクロスレールで連結された左右のコラム4A,4Bが水平な第1ガイド5A,5Bで案内され、同期駆動されるねじ軸6A,6BでX軸制御されるガントリ形コラム11、クロスレール7上に設けられる二つのサドル8A,8Bを共通に移動可能に案内する水平な第2ガイド9A,9BとそれぞれをY軸制御する第2ガイドと平行なねじ軸10,14が示されている。サドル8A,8Bのそれぞれに設けられた刃物台18,19をZ軸方向にねじ軸12A,12Bで駆動するモータ13A,13Bが設けられている。
図2は円テーブル1,ハウジング2の断面、円テーブル1の駆動部及び円テーブル1の上面に半導体CMP加工に使用する発泡ウレタンパッド15を吸引するための負圧発生用のサクションブロワ25の配置図、図3は円テーブル1をC軸制御して位置を角度割出した後、溝加工前に円テーブル1の割出し位置を位置決めする固定部材の断面図、図4はサクション効果を一様にするために円テーブル1に刻設された空気の流路を示す平面図、図5は円テーブル1の吸着面板16で、発泡ウレタンパッド15を裏面からの吸引力を均一にし、かつ上面の溝加工時の応力に対する変形がないように表面の微細溝と貫通穴を設けた吸着面板16の上面図である。
中空中心軸17は、円テーブル1の外径と端面の振れを極めて少なくするために上部の軸受33と下部の軸受34の形式・寸法・精度級が選択されハウジング2に構成されており、該ハウジングはベッド3に固定されている。中空中心軸17は軸下端部に伝導部材が軸着されており、座3aに固定されたC軸制御用のモータ21で駆動される。伝導部材はプーリ22,23およびベルト24が図示されているが歯車伝導によっても良い。中空中心軸17が回転中も吸引力を維持しつづける必要があり、ベッド3に設けたブロワ25と中空中心軸17の下端穴との間は、座3bに取着した支え26で支持されるカップリング27,ホース28等で結合されている。
図4(a)に示す円テーブル1の実施例では、空気の導通溝1dは異なる半径の同心円上に設け、これを放射状の導通溝1b,1cで結んでいる。吸着面板16は壁の上面1eで支えられる。
なお、穴あけ加工ユニット65を取着し穴加工をする場合には、図示していないが吸着面板16の所定位置にドリル径より若干大きい逃がし穴が設けられている。
図6(a)は中央の円テーブル1を挟んでベッド上に設けた一対の第1ガイド5A,5Bに案内され軸制御されるガントリ形コラム11の正面図、(b)はガントリ形コラムの側面図である。図7(a)はガントリ形コラムをX軸方向を案内する一対の第1ガイド5A,5Bと軸制御される一対のねじ軸6A,6Bの配置を示す平面図、(b)は一対のねじ軸6A,6Bを一本のベルト43で回転制御する伝導系の側面図である。
図6(b)の側面図において、ガントリ形コラム11は、一対の第1ガイド5A,5Bに案内され円テーブル1上をX軸方向に移動可能である。なお、ガントリ形コラム11は溶接または鋳物で一体形成することも可能である。
図6(a)に、クロスレール7の正面であってZ軸・X軸に直交するY軸方向に一対の第2ガイドを共用して案内されそれぞれの位置がモータで制御される2系統のサドルの正面図が示されている。
図8(a)は、図6(a)のサドル8A,8Bの裏面に設けられており、サドルを案内する第2ガイド9A,9Bと、サドル8Aを駆動するねじ軸14及びサドル8Bを駆動するねじ軸10の配置をサドル8A,8Bを取り外して示す正面図である。
図8(b)は、ねじ軸10を駆動するY1軸制御用モータ47とねじ軸14を駆動するY2軸制御用のモータ48に係る伝導部材の上面図である。
即ち、サドル上に設けられる刃物台18,19に設置する刃物の種類が異なるときは、サドル8Aとサドル8Bのいずれの一つのサドルが駆動される。
また、2系統のサドルを同一側面でなく一方を前側面に他方を後側面に設けても良い。刃物台に取着する工具ユニットと関連する装置がある場合はこのような構成とすることも可能である。
図6(a)に、クロスレール7の側面7aに右サドル8Aに右刃物台18を、左サドル8Bに左刃物台19が図示されている。
図9(a)は、刃物台を仮想線で表した支持部材の正面図、(b)は側面図である。
図10は、刃物台に溝フライス加工ユニットを、図11は刃物台にドリルユニットを設けた場合、図12は、刃物台に旋削ユニットを設けた場合の側面図である。回転工具ユニット57と固定工具69を左右の刃物台に設ける場合、左右の刃物台に刃先寸法の異なる同種の工具を設けたり、回転工具ユニット57で一方に溝フライスカッタ81を、他方にドリル82を設けることもできる。
図9(a)は、左サドル8Bと仮想線で示す左刃物台19との間に設けられ該刃物台のZ軸方向を案内する一対の第3ガイドを構成する一対のガイド52B、4個のリニア軸受53Bおよび刃物台の送り量すなわち切込量を制御するモータ13Bとねじ軸12Bの配置図である。
図10,図11に示す左刃物台19には、回転工具の回転数が制御可能な回転工具ユニット57および穴あけ加工ユニット65が装備されている。碁盤目状の溝加工の場合、溝フライスカッタ81を取着して、円テーブル1をC軸で角度を割出し、ガントリ形コラム11のX軸移動と左サドル8BのY軸移動と左刃物台のZ軸移動で工具原点に位置決めし、加工プログラムに従い切刃をZ軸移動で切込量を与え左サドル8BのY軸移動で工具に送りを与える。図10は溝フライスカッタ、図11はドリルを装着した穴あけ加工ユニット65を取着した例を示している。
左右の刃物台18,19のいずれか一方に回転工具ユニット57を、他方に旋削用の固定工具69,74を装着することができる。回転工具ユニットとしては溝フライス用カッタ81を、穴加工用にはドリル82をそれぞれ専用工具として選定することができる。ユニットとして着脱可能であり交換が容易な構成が望ましい。被削材の発泡ウレタンパッド15は、発泡材であり材質・硬度・熱的性質・切粉の形状が多様であり切削が一般に金属に比して困難である。切削条件の工具周速,送り速度等を決定するのに多くの労力を要する。これを避けるため、溝の加工をカッタとバイトのいずれも採用できるよう加工機械側が構成されている。
なお、X軸,Y1,Y2の各軸、Z1,Z2の各軸の位置決めにリニアモータを使用することが可能である。リニアモータを採用することにより位置決め精度の向上と応答速度の一層の向上が図れる。
発泡ウレタンパッド15の細溝加工機械に係るC軸・X軸・Y軸・Z軸を位置制御するモータは数値制御装置で制御される。正確かつ滑らかな位置決めと微小単位の切れ込み,送りが指令され、軸相互間の同期化も加工プログラムに従い作業が自動化される。また数値制御装置に、発泡ウレタンパッド15に加工する溝の基本パターンを予め記憶しておき、その中から該当するパターンを指定して制御軸系の作業プログラムを作成し自動加工を行う。
加工する溝の形状即ち同心円状溝または碁盤目状等の種類により加工工具の種類と寸法が定まるのでこれに従い工具指令と加工プログラム入力部101から数値制御装置102に入力される。データは中央演算装置103を経由してデータ記憶部104に蓄えられる。作業指令が入力されるとインタフェース105を介し加工プログラムの工程順に従い記憶されたデータにより円テーブル(C軸)106、ガントリ形コラム(X軸)107、サドル(Y1軸)108・(Y2軸)110、刃物台(Z1軸)109・(Z2軸)111、フライスカッタ(回転)116、ドリル(回転)117の各制御のサーボモータM1乃至M8および切断工具(駆動)118が制御される。そして制御のサーボモータに取り付けたエンコーダより回転量がNC装置に102にフィードバックされる。前記制御のサーボモータの制御運転と同時にサクションブロワ25,円テーブルの位置固定部材38,イオンブロー装置114,切粉回収装置115も動作を開始する。
シーケンサ制御を採用した場合は、位置制御と送りや切り込みについて許容精度のレベルに制限が加わるが、装置構成が簡略化できコスト面でもメリットがあるので被削材の用途により選択することができる。
図14において、シーケンサ制御装置は主としてシーケンサユニットとリレーを組み合わせて回路を構成し制御データを設定するデジタル回路を併せ含んでいる。操作パネル121から位置決めデータ,加工データをシーケンサ回路部122に入力し、予定する加工順序となるシーケンサプログラムも入力する。入力されたデータはシーケンサユニットとリレーとで構成されるシーケンサ動作判定部123の出力で指令された動作の完了ごとに次の動作データをシーケンサデータ出力部124から同心円状溝,碁盤目状溝等の加工指令が出される。制御されるモータはパルスモータであり位置決め,送り・切り込みの駆動用モータ125、回転工具駆動用モータ126、切断工具駆動用ピストンシリンダ部材127等がオープンループで制御される。細溝加工機械の関連機器128は操作パネル121で直接指令される。
発泡ウレタンパッドを切削加工すると摩擦によって帯電し切粉がパッドに付着しエアブローのみでは排除や吸引が難しい。
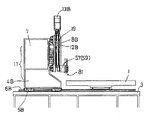
ウレタンの帯電列は負であるので別にコロナ放電で発生させた正イオンを衝突させることにより中和させて切粉排除の容易化を図っている。被削材が帯電する静電気の電圧のレベルは被削材の材質・硬度・加工条件・室内の温湿度等により影響をうけやすく、加工時の条件を一定にして保持することを前提にして中和に必要なイオンを被削材に噴射するようにする。また、多刃工具のように、バイトを並置して同時に多条の溝を加工する場合にも、切粉の発生個所に均等に中和用のイオンをノズル76から噴出させ、強制的に切粉と衝突させるようノズル形状の先端を形成する必要がある。
図15(a)(b)において、右刃物台18に取着される工具ホルダ71にカートリッジ72がテーパブッシュ73で位置決めされる。多刃工具74は壁面71bおよび71cに当接して案内されて後、押さえ金75で固定される。
そしてイオンを噴出させるためにノズル76,穴72aに図示しない圧力空気発生装置または工場に配管された圧力源と接続した空気導管を導入しておくものである。本文で圧力空気発生装置には工場の配管をも含むものである。
(1)旋削工具(単刃工具,多刃工具)
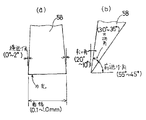
図17(a)(b)は旋削用の単刃工具、図18(a)(b)(c)は多刃工具である。
同心円状の多条溝の加工には、単刃工具(バイト)58または多刃工具74のいずれも用いることができる。
被削材が発泡ウレタンパッドであるためバイトの刃先形状は、刃幅が0.1mm乃至1.0mmの範囲、刃物角が30度乃至35度の範囲、すくい角は20度乃至10度の範囲で選定される。前逃げ角55度乃至45度の範囲で選定される。また、横逃げ角は0度乃至2度の範囲で選定される。また、刃先を単刃工具58と同一に形成し並置して構成した多刃工具74を刃物台に設定して使用すれば加工能率は極めて向上する〔図12〕。これらの角度は溝加工の径が小さいときの刃と溝の干渉及び刃が小さいための強度上の問題により決定される。
図16(a)は、サドル上の刃物台に設けた切断装置の側面図、(b)は切断装置の正面図、(c)は切断工具刃先から見た(a)の左側面図(底面図)である。
図16(a)において、切断装置77はベース78を基板とし、その上にユニットとして構成されている。該ユニットは切断工具ホルダ66と、これをZ軸方向に駆動する駆動源62例えば空圧のピストン・シリンダ部材とからなっている。切り込みは刃物台の送りで行われる。ベース78上にZ軸方向を一対の第4ガイド63A,63Bで案内される切断刃物台64が設けられている。該切断刃物台64の台上の一端にピン80をストッパとする切断工具61が刃物ベース83に嵌装され一対の刃物押さえで固定され、切断工具ホルダ66に取着されている。前記切断刃物台64の他端に設けた支え67とベース78に設けられた駆動源62の出力端とが連結金具68で結合され駆動される。駆動源62は油・空圧のピストンシリンダ部材又は電磁ソレノイドのいずれであっても良い。
(1)溝フライスカッタ
図19(a)は、溝フライス加工ユニットに装着する発泡ウレタンパッドの細溝加工用の溝フライスカッタ81の正面図、(b)は切刃部分の拡大図である。図19(b)において、刃物角は20度乃至40度の範囲で選定する。刃先角が20度より小さくなると工具寿命が短く45度を超えると切れ味が低下する。すくい角は30度乃至40度の範囲で選定される。すくい角は30度に近いのが望ましいが、耐久性の点で制限され40度を超えると切れ味が低下する。刃幅は0.3mm乃至2.0mmの範囲で選定される。側面切刃角は0度乃至2度の範囲である。
フライスカッタを単独に用い1溝ずつ加工することもできるが加工能率を向上させた場合には、複数のフライスカッタを所定ピッチに積層してユニット工具に構成して用いれば良い。
図20は、穴あけ加工ユニットに装着する発泡ウレタンパッドの細穴加工用ドリル図面で、(a)は正面図、(b)は2条からなる切刃の展開図である。図20において、ドリル直径D1が0.5mm乃至1.5mm,ドリル長Lが20mm乃至30mm,切刃数は2条である。そしてドリル82の先端の尖った円錐の円錐角θは55度乃至65度の範囲で形成しほぼ60度が望ましく被削材への刃先の進入を円滑にする。ドリル82の胴体部の直径D1まで進入したとき、ドリル82の外径部が被削材を圧接した状態にある。胴体部の切刃のねじれ角αは1度乃至10度の範囲で形成しほぼ5度に選定することが望ましく、被削材の逃げの分を徐々に削除して所定内径まで穴加工を進行させることができる。
ドリル本体の切刃部分にはバックテーパがなくストレートドリルでありドリル抜去時の不具合がない。本発明のドリルは単独でも多軸ドリルユニットとしても使用できるので後者の場合は能率良く加工ができる。
当該細溝加工機械を使用し発泡ウレタンパッド15に細溝を加工する場合を以下に説明する。
同心円状の細溝は図21に示すように、厚み1.4mmの発泡ウレタンパッドに例えば溝幅0.5mm,溝ピッチ2mmを切削する。右刃物台18に単刃のバイト58または多刃工具74を取着する。被削材の発泡ウレタンパッド15を円テーブル1の吸着面板16に載置する。予め吸着面板と同一円板のサイズに円板状に切断しておくことが望ましい。
切断は右刃物台に設けた切断装置77を用いて行うこともできる。吸着面板より直径が小さい被削材に細溝を加工する場合には吸着面板の穴を塞いでおくドーナッツ状の円板を予めパッド材で作って被覆しておけば良い。また、吸着面板16に吸着に必要な部分にのみ吸引穴16aを加工しておくことも可能であり、円テーブル1の導通溝16bを内部で部分的に遮断して吸引領域を分割することもできる。
ガントリ形コラム11でX軸位置、右サドル8AでY1軸位置、右刃物台18でZ1位置をそれぞれ制御して初期位置に移動させる。同心円の直径位置が同心円の数によりY1軸上で位置決めされるよう入力され、バイトの切込量が刃物台のZ軸上にプログラムされる。これらの入力により準備は完了する。切削開始により円テーブル1は所定回転数で駆動されバイトの切れ込みが開始される。微小量の切り込みを所定回数行って一個の円形細溝の加工が完了する。
中和させるために適量帯電した逆極性のイオンをブローするものである。切削個所からはエアブローノズルと切粉回収装置115の切粉吸い込みノズルを適宜配置して発泡ウレタンパッド上に切粉を散在させておかないようにすれば精度良い溝加工が可能となる。
単刃のバイトを使用しZ軸による工具の切り込み、Y1軸によるサドルの移動およびC軸の円テーブル回転を同期させることによりスパイラル溝の加工も可能である。
円テーブル上で溝の加工を完了した後切断工具61を使用して所定外径寸法の円盤状パッドを裁断することができる。
碁盤目状の細溝は図22に示すように厚み1.4mmの発泡ウレタンパッドに例えば溝幅0.8mm,溝深さ0.5mmで溝ピッチ6.35mmを切削する。円テーブル1上に被削材の発泡ウレタンパッドを載置して準備する。左サドル8B上の左刃物台19には回転工具として溝フライスカッタ81を装備した回転工具ユニット57を取着する。円テーブル1をC軸制御で回転角を割出して初期位置でロックする。碁盤目状の細溝加工の場合は次に90度回転させて円テーブル1の位置をロックする。ガントリ形コラム11でX軸位置、左サドル8BでY2軸位置、左刃物台19でZ2位置をそれぞれ制御して、初期位置に移動させる。予め碁盤目の移動ピッチをX軸に入力する。刃物台を余分にY軸方向に移動させる必要がないからである。
前記(オ)で同心円状の溝を加工した発泡ウレタンパッドに放射状の直線溝を付加する加工が可能である。この場合円テーブル1は放射状の直線溝を付与する位置に角度割出しして位置が固定できるよう望ましくはカービックカップリングを設けるのが良い。なお、この場合もイオンブロー装置を併用するのが良い。
前記(オ)乃至(カ)に記載の加工により同心円状や直線状の細溝を形成した発泡ウレタンシートに所定の位置に多数の細穴を穿孔することができる。穴加工のみを行うことも可能である。専用のドリル82を装着した穴あけ加工ユニット65を左刃物台19に取着する。円テーブル1で旋回位置決めまたはガントリ形コラム11のX軸座標、左サドルのY軸座標で平面上の位置決めし左刃物台19のZ軸でドリルの切り込み送りを行って穴加工を行う。
なお、被削材の発泡ウレタンパッドは薄いのでドリル先端の尖った円錐部分を支障なく案内するため、吸着面板に予めドリル径より若干大きい逃げ穴を設けておくことにより被削材の穴加工が容易である。この場合もイオンブロー装置を用いることにより切粉の処理が容易である。
3 ベッド 4A 右コラム
4B 左コラム 5A,5B 第1ガイド
6A,6B,10,12A,12B,14 ねじ軸
7 クロスレール
8A 右サドル 8B 左サドル
9A,9B 第2ガイド
11 ガントリ形コラム
13A,13B モータ
15 発泡ウレタンパッド
16 吸着面板
17 中空中心軸 18 右刃物台
19 左刃物台 21 モータ(C軸)
25 サクションブロワ
30 円板
32 センサ 36 テーパ軸
37 ピストン部材 38 位置固定部材
39A,39B,55B ボールナット
40 モータ(X軸)
47 モータ(Y1軸)
48 モータ(Y2軸)
50,51 ナット
52A,52B 第3ガイド
53A,53B リニア軸受
56A,56B バランサー
57 回転工具ユニット
58 単刃工具(バイト)
59 溝フライス加工ユニット
61 切断工具
62 駆動系 63 第4ガイド
65 穴あけ加工ユニット
66 切断工具ホルダ
69 固定工具
71 工具ホルダ 72 カートリッジ
74 多刃工具 76 ノズル
77 切断装置 78 ベース
81 溝フライスカッタ 82 ドリル
83 刃物ベース
Claims (7)
- 半導体CMP加工に使用するパッドの細溝加工機械であって、
ベッドと、
該ベッドに鉛直のZ軸回りで回転可能に軸承された円テーブルと、
該円テーブルをZ軸回りで回転させる回転駆動機構と、
前記ベッド上においてZ軸方向に移動可能に支持された固定工具であって、切刃の2個以上が等ピッチで配列されている多刃工具と、
該多刃工具をZ軸方向に移動させる刃物移動モータと、
前記多刃工具による切削箇所から空気を吸引する切粉排出用の吸い込みノズルと
を、含んでなり、前記円テーブルの吸着面板上に載置して吸着した前記パッドを前記回転駆動機構でZ軸回りに回転させつつ、前記多刃工具をZ軸方向で移動させて切り込みして複数条の周溝を該パッドの表面に同時に切削形成するようにしたことを特徴とする半導体CMP加工用パッドの細溝加工機械。 - 前記多刃工具による切削箇所に向けて空気を噴出するエアブローノズルを設けた請求項1に記載の半導体CMP加工用パッドの細溝加工機械。
- 前記エアブローノズルによる空気の噴出が、前記多刃工具の後方から該多刃工具による切削箇所に向けて行われるようになっている請求項2に記載の半導体CMP加工用パッドの細溝加工機械。
- 前記エアブローノズルによる空気の噴出と併せて、前記パッド及び切粉に帯電した静電気を中和させるイオンを切削箇所に向けて吐出させる請求項2又は3に記載の半導体CMP加工用パッドの細溝加工機械。
- 前記多刃工具における前記切刃が、0.1〜1.0mmの刃幅を有している請求項1乃至4の何れか一項に記載の半導体CMPパッドの細溝加工機械。
- 前記多刃工具における前記切刃が、刃物角15度〜35度、前逃げ角65度〜45度である請求項1乃至5の何れか一項に記載の半導体CMPパッドの細溝加工機械。
- 請求項1乃至6の何れか一項に記載の半導体CMPパッドの細溝加工機械を用い、前記円テーブルの吸着面上に載置して吸着した前記パッドを前記回転駆動機構でZ軸回りに回転させつつ、前記多刃工具をZ軸方向で移動させて切り込みして複数条の周溝を該パッドの表面に同時に切削形成すると同時に、該多刃工具の各刃部による切削で発生する切粉を、前記吸い込みノズルを通じて吸引して切削個所から空気と共に排出することを特徴とする半導体CMPパッドの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007093189A JP2007210096A (ja) | 2007-03-30 | 2007-03-30 | 半導体cmp加工用パッドの細溝加工機械及び半導体cmp加工用パッドの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007093189A JP2007210096A (ja) | 2007-03-30 | 2007-03-30 | 半導体cmp加工用パッドの細溝加工機械及び半導体cmp加工用パッドの製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003315637A Division JP4009237B2 (ja) | 2003-09-08 | 2003-09-08 | 半導体cmp加工用パッドの細溝加工機械 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007210096A true JP2007210096A (ja) | 2007-08-23 |
Family
ID=38488946
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007093189A Pending JP2007210096A (ja) | 2007-03-30 | 2007-03-30 | 半導体cmp加工用パッドの細溝加工機械及び半導体cmp加工用パッドの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007210096A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014018950A (ja) * | 2012-07-20 | 2014-02-03 | Hon Hai Precision Industry Co Ltd | 送り装置及びそれを備える旋盤 |
| JP2014018961A (ja) * | 2012-07-20 | 2014-02-03 | Advanced Power Electronics Corp | 曲面の旋削方法 |
| CN106003209A (zh) * | 2016-07-21 | 2016-10-12 | 叶侃 | 一种塑料套自动上料侧壁切槽机构 |
| CN106042034A (zh) * | 2016-07-21 | 2016-10-26 | 叶侃 | 一种移动式塑料套侧壁切槽机构 |
| CN106078874A (zh) * | 2016-07-21 | 2016-11-09 | 叶侃 | 一种位置可调的塑料套侧壁切槽机构 |
| CN106312556A (zh) * | 2016-08-17 | 2017-01-11 | 沈阳机床股份有限公司 | 一种龙门动梁式倒立式车铣复合加工中心 |
| JP2017019047A (ja) * | 2015-07-10 | 2017-01-26 | ファナック株式会社 | 除電装置を備えた加工機 |
| US10220481B2 (en) | 2012-12-19 | 2019-03-05 | Fuxiang Precision Industrial (Kunshan) Co., Ltd. | Machine control system employing lathe tool and milling cutter |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5753802U (ja) * | 1980-09-16 | 1982-03-29 | ||
| JPS6171901A (ja) * | 1984-09-12 | 1986-04-12 | Hitachi Ltd | プラスチツク切削方法 |
| JPS63212401A (ja) * | 1987-02-26 | 1988-09-05 | Mitsubishi Motors Corp | 旋削加工方法 |
| JPH03281138A (ja) * | 1990-03-28 | 1991-12-11 | Hitachi Ltd | 鏡面切削装置およびその加工製品 |
| US5081051A (en) * | 1990-09-12 | 1992-01-14 | Intel Corporation | Method for conditioning the surface of a polishing pad |
-
2007
- 2007-03-30 JP JP2007093189A patent/JP2007210096A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5753802U (ja) * | 1980-09-16 | 1982-03-29 | ||
| JPS6171901A (ja) * | 1984-09-12 | 1986-04-12 | Hitachi Ltd | プラスチツク切削方法 |
| JPS63212401A (ja) * | 1987-02-26 | 1988-09-05 | Mitsubishi Motors Corp | 旋削加工方法 |
| JPH03281138A (ja) * | 1990-03-28 | 1991-12-11 | Hitachi Ltd | 鏡面切削装置およびその加工製品 |
| US5081051A (en) * | 1990-09-12 | 1992-01-14 | Intel Corporation | Method for conditioning the surface of a polishing pad |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014018950A (ja) * | 2012-07-20 | 2014-02-03 | Hon Hai Precision Industry Co Ltd | 送り装置及びそれを備える旋盤 |
| JP2014018961A (ja) * | 2012-07-20 | 2014-02-03 | Advanced Power Electronics Corp | 曲面の旋削方法 |
| US10220481B2 (en) | 2012-12-19 | 2019-03-05 | Fuxiang Precision Industrial (Kunshan) Co., Ltd. | Machine control system employing lathe tool and milling cutter |
| JP2017019047A (ja) * | 2015-07-10 | 2017-01-26 | ファナック株式会社 | 除電装置を備えた加工機 |
| US10231320B2 (en) | 2015-07-10 | 2019-03-12 | Fanuc Corporation | Processing machine including electric discharger |
| CN106003209A (zh) * | 2016-07-21 | 2016-10-12 | 叶侃 | 一种塑料套自动上料侧壁切槽机构 |
| CN106042034A (zh) * | 2016-07-21 | 2016-10-26 | 叶侃 | 一种移动式塑料套侧壁切槽机构 |
| CN106078874A (zh) * | 2016-07-21 | 2016-11-09 | 叶侃 | 一种位置可调的塑料套侧壁切槽机构 |
| CN106312556A (zh) * | 2016-08-17 | 2017-01-11 | 沈阳机床股份有限公司 | 一种龙门动梁式倒立式车铣复合加工中心 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3877128B2 (ja) | 半導体cmp加工用パッドの細溝加工機械 | |
| US6869343B2 (en) | Turning tool for grooving polishing pad, apparatus and method of producing polishing pad using the tool, and polishing pad produced by using the tool | |
| JP2007210096A (ja) | 半導体cmp加工用パッドの細溝加工機械及び半導体cmp加工用パッドの製造方法 | |
| JP6714732B2 (ja) | 機械加工用ロボット及び機械加工方法 | |
| JP5198739B2 (ja) | 光学的なワークピース、特にプラスチックの眼鏡レンズを加工する装置および方法 | |
| EP2745968B1 (en) | Milling method for machining metallic member | |
| JPWO2018235429A1 (ja) | 機械加工装置用のアタッチメント | |
| JP4009237B2 (ja) | 半導体cmp加工用パッドの細溝加工機械 | |
| CN113385900B (zh) | 测量-铣削-去毛刺-磨抛一体化的机匣加工装置及方法 | |
| US7516536B2 (en) | Method of producing polishing pad | |
| JP3716257B2 (ja) | 半導体cmp加工用パッドの溝加工方法及びこれを実施するイオンブロー装置 | |
| JP2010029947A (ja) | 複合エンドミル及び複合エンドミルを用いた加工方法 | |
| JP3497071B2 (ja) | 輪郭加工方法および加工機械 | |
| JP5433344B2 (ja) | 複合工具、工作機械および加工方法 | |
| US10695842B2 (en) | Horizontal lathe machine with a mid-spindle and two tooling turrets | |
| JP4498631B2 (ja) | 主軸移動型自動旋盤 | |
| WO2021149638A1 (ja) | ワーク加工方法 | |
| CN219254743U (zh) | 多功能数控机床 | |
| CN216989873U (zh) | 加工机 | |
| CN116330161B (zh) | 可调多线螺纹加工修整工作台 | |
| JP3753640B2 (ja) | 切削加工装置と加工方法とそのプログラムと記録媒体 | |
| CN121670770A (zh) | 一种柔性材料槽与盲孔的加工方法及加工系统 | |
| CN105081779A (zh) | 用于加工主轴箱的数控镗床及加工方法 | |
| CN120734768A (zh) | 镜框胚加工设备 | |
| JP2019072809A (ja) | ワークの端面切削加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20070529 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A521 | Written amendment |
Effective date: 20070620 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A977 | Report on retrieval |
Effective date: 20100705 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100707 |
|
| A02 | Decision of refusal |
Effective date: 20101108 Free format text: JAPANESE INTERMEDIATE CODE: A02 |