JP2007223203A - インサート成形体の製造方法 - Google Patents
インサート成形体の製造方法 Download PDFInfo
- Publication number
- JP2007223203A JP2007223203A JP2006048384A JP2006048384A JP2007223203A JP 2007223203 A JP2007223203 A JP 2007223203A JP 2006048384 A JP2006048384 A JP 2006048384A JP 2006048384 A JP2006048384 A JP 2006048384A JP 2007223203 A JP2007223203 A JP 2007223203A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- sheet
- layer
- film
- pigments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】所望の位置に所望の部分加飾を有する、インサート成形体の製造方法を提供する。
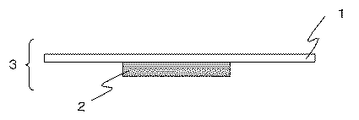
【解決手段】熱成形可能な剥離性フィルム1と、部分加飾シート2とを積層させた積層シート3とを熱成形する工程と、インサート成形用金型内に熱成形させた積層シート3を装着し、インサート成形する工程と、インサート成形後、熱成形可能な剥離性フィルム1を剥離する工程とを有する部分加飾を有するインサート成形体の製造方法。
【選択図】 図1
【解決手段】熱成形可能な剥離性フィルム1と、部分加飾シート2とを積層させた積層シート3とを熱成形する工程と、インサート成形用金型内に熱成形させた積層シート3を装着し、インサート成形する工程と、インサート成形後、熱成形可能な剥離性フィルム1を剥離する工程とを有する部分加飾を有するインサート成形体の製造方法。
【選択図】 図1
Description
本発明は、表面の部分加飾が可能なインサート成形体の製造方法に関する。
射出成形体等の樹脂成形体の装飾方法としては、樹脂中に顔料を練り込み、樹脂自体を着色して射出成形する方法、あるいは、射出成形後の成形体の表面層にスプレー塗装を施す方法等がある。特に、金属調の意匠の装飾が要求される場合は、金属顔料を樹脂中に均一分散させるのが困難である等の理由から、成形後に塗装あるいはメッキ法により金属調意匠を付与することが多い。
しかし近年、化学物質の排出に対する作業環境保護並びに外部環境保護の観点より、塗装またはメッキ法に代わる手法が求められている。そこで、金属調意匠の装飾付与方法として、水系塗料や粉体塗料等の使用が試みられているが、現状では困難である。
しかし近年、化学物質の排出に対する作業環境保護並びに外部環境保護の観点より、塗装またはメッキ法に代わる手法が求められている。そこで、金属調意匠の装飾付与方法として、水系塗料や粉体塗料等の使用が試みられているが、現状では困難である。
一方、加飾を付与する目的で、熱により所望の形状に成形可能な加飾シートを、予め射出成形の凹型と同じ形状に熱成形しておき、該熱成形後の加飾シートを射出成形金型の凹型に接するように配置し、該熱成形後の加飾シート裏面側に射出樹脂を充填させる、インサート成形法が知られている。この方法において、加飾シートとして、金属調意匠を付与する加飾シートを使用すれば、無溶剤で、射出成形体等の樹脂成形体に金属調意匠の装飾を行うことが可能である。
これらのインサート成形法では、加飾シートを予め射出成形の凹型と同じ形状に熱成形することが必要である。そのため、射出成形体表面全面に加飾を施す場合は位置合わせ等の問題は生じないが、射出成形体の表面の所望の位置に部分加飾を施す場合は、金型の形状によっては、部分加飾シートを金型内の所望の位置に正確に合わせることが難しく、射出成形時にずれが生じることがあった。また、射出成形時に射出樹脂が部分加飾シートと金型との間に回り込んでしまい、得られた射出成形体の、加飾と基材樹脂との境目が明確にならず、所望の部分加飾が得られないこともあった。
一方、加飾シートを予め仮接着保護シートで覆った状態で熱成形後、仮接着保護シートをはがし、射出成形時は仮接着保護シートがない状態の熱成形後の加飾シートを使用してインサート成形を行う方法が知られている(例えば、特許文献1参照)。該方法は、加飾シートの表面保護目的で仮接着保護シートを使用するものであり、インサート成形時には、仮接着保護シートをはがして行う。
特開2004−17508号公報
本発明の課題は、所望の位置に所望の部分加飾を有する、インサート成形体の製造方法を提供するものである。
本発明者らは、予め、部分加飾シートの加飾側となる面に、熱成形可能な剥離性フィルムを貼り付けた、剥離性フィルムと部分加飾シートとの積層シートを熱成形し、該熱成形後の積層シートを使用してインサート成形を行い、得られた射出成形体から剥離性フィルムを剥離する方法によって、本発明の課題を解決した。
剥離性フィルムは、射出成形時に部分加飾シートの支持体の役目をする。従って、部分加飾シートは金型内で固定化され、位置ずれが解消される。また、射出成形後は剥離性フィルムを剥離させて除去でき、除去する際に、金型と剥離性フィルムとの間に回り込む射出樹脂を同時に除去できるので、所望の部分加飾を得ることができる。
剥離性フィルムは、射出成形時に部分加飾シートの支持体の役目をする。従って、部分加飾シートは金型内で固定化され、位置ずれが解消される。また、射出成形後は剥離性フィルムを剥離させて除去でき、除去する際に、金型と剥離性フィルムとの間に回り込む射出樹脂を同時に除去できるので、所望の部分加飾を得ることができる。
即ち、本発明は、熱成形可能な剥離性フィルムと、部分加飾シートとを積層させた積層シートと熱成形する工程1と、インサート成形用金型内に熱成形させた積層シートを装着し、インサート成形する工程2と、インサート成形後、熱成形可能な剥離性フィルムを剥離する工程3とを有する、部分加飾を有するインサート成形体の製造方法を提供する。
本発明により、所望の位置に所望の部分加飾を有する、射出成形体が得られる。
例えば、部分加飾シートの位置ずれがおきやすい金型を使用するときは、剥離性フィルムの大きさを、少なくとも、インサート成形用金型の凹型の内側全面を覆うことのできる大きさとし、該成形可能な剥離性フィルムの一部に部分加飾シートが貼り付けることで、射出成形時の位置ずれをふせぐことができる。さらに射出樹脂が部分加飾シートの端面まで覆うために、インサート成形後剥離性フィルムを除去した後に、射出樹脂と部分加飾シートに段差が生じることも無い。
また、例えば、部分加飾シートと剥離性フィルムを全寸同一寸法とした場合は、該部分加飾シートと該剥離性フィルムとを隙間無く積層させることで、射出成形時に、金型側に回り込む射出樹脂を剥離性フィルムと一緒に除去することが可能となり、所望の部分加飾を得ることができる。
また、例えば、得られる射出成形体に後塗装する場合は、マスキング目的として剥離性フィルムを利用することもできる。この場合は、装飾シートの一部または全部が剥離性フィルムで覆われていればよく、剥離性フィルムの形状を所望の部分加飾形状としておくことで、射出成形後、後塗装を行い、剥離性フィルムを剥離することで、剥離性フィルムの形状に装飾シートの一部を表面に有する射出成形体を得ることができる。
いずれの場合も、部分加飾シート表面に傷や塵が付くこともなく、外観品質に優れるインサート成形体を得ることができる。
例えば、部分加飾シートの位置ずれがおきやすい金型を使用するときは、剥離性フィルムの大きさを、少なくとも、インサート成形用金型の凹型の内側全面を覆うことのできる大きさとし、該成形可能な剥離性フィルムの一部に部分加飾シートが貼り付けることで、射出成形時の位置ずれをふせぐことができる。さらに射出樹脂が部分加飾シートの端面まで覆うために、インサート成形後剥離性フィルムを除去した後に、射出樹脂と部分加飾シートに段差が生じることも無い。
また、例えば、部分加飾シートと剥離性フィルムを全寸同一寸法とした場合は、該部分加飾シートと該剥離性フィルムとを隙間無く積層させることで、射出成形時に、金型側に回り込む射出樹脂を剥離性フィルムと一緒に除去することが可能となり、所望の部分加飾を得ることができる。
また、例えば、得られる射出成形体に後塗装する場合は、マスキング目的として剥離性フィルムを利用することもできる。この場合は、装飾シートの一部または全部が剥離性フィルムで覆われていればよく、剥離性フィルムの形状を所望の部分加飾形状としておくことで、射出成形後、後塗装を行い、剥離性フィルムを剥離することで、剥離性フィルムの形状に装飾シートの一部を表面に有する射出成形体を得ることができる。
いずれの場合も、部分加飾シート表面に傷や塵が付くこともなく、外観品質に優れるインサート成形体を得ることができる。
なお、以下、インサート成形時に加飾を目的として使用する加飾シートにおいて、剥離性フィルムと加飾シートを積層させた熱成形前の積層シートを「シートA」、剥離性フィルムと加飾シートを積層させた熱成形後の積層シートを「シートB」と称する。
(熱成形可能な剥離性フィルム)
本発明で使用する熱成形可能な剥離性フィルムは、公知のフィルムを使用することができる。通常は、粘着層を片面に有する熱可塑性のフィルムが使用される。
具体的には、延伸あるいは未延伸のポリプロピレン樹脂フィルムや、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン等のポリエチレン樹脂フィルムやポリエステル(PET、PBT)樹脂フィルム、ポリビニルアルコール(PVA)樹脂フィルムやナイロン6、ナイロン66等のポリアミド樹脂フィルム、ABS(アクリロニトリル・ブタジエン・スチレン)樹脂フィルム、PC(ポリカーボネート)樹脂フィルム、PMMA(ポリメチルメタクリレート)樹脂フィルム、アイオノマー樹脂フィルム、ポリ塩化ビニルやポリ塩化ビニリデン等の塩素樹脂フィルム、ポリフッ化ビニルやポリフッ化ビニリデン等のフッ素樹脂フィルム等を用いることが出来る。また、ポリプロピレン樹脂フィルムに柔軟性を付与する目的で、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレンやスチレンーエチレンーブタジエンースチレン共重合体、及びスチレンーエチレンープロピレンースチレン共重合体等のスチレン系エラストマーやエチレンープロピレン共重合体、及びエチレンープロピレンージエン共重合体等のオレフィン系エラストマー等を配合したものも使用できる。また、マスキングフィルムの粘着層に使用される樹脂としては、エチレンー酢酸ビニル共重合樹脂(EVA)、低密度ポリエチレン、直鎖状低密度ポリエチレンやスチレンーエチレンーブタジエンースチレン共重合体、及びスチレンーエチレンープロピレンースチレン共重合体等のスチレン系エラストマーやエチレンープロピレン共重合体、及びエチレンープロピレンージエン共重合体等のオレフィン系エラストマー、軟質塩化ビニル樹脂、アクリロニトリルーブタジエン共重合体、アクリルゴム、天然ゴム等が挙げられる。
これらの樹脂層が、単層あるいは積層体となった剥離性フィルムを使用することも可能である。
本発明で使用する熱成形可能な剥離性フィルムは、公知のフィルムを使用することができる。通常は、粘着層を片面に有する熱可塑性のフィルムが使用される。
具体的には、延伸あるいは未延伸のポリプロピレン樹脂フィルムや、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン等のポリエチレン樹脂フィルムやポリエステル(PET、PBT)樹脂フィルム、ポリビニルアルコール(PVA)樹脂フィルムやナイロン6、ナイロン66等のポリアミド樹脂フィルム、ABS(アクリロニトリル・ブタジエン・スチレン)樹脂フィルム、PC(ポリカーボネート)樹脂フィルム、PMMA(ポリメチルメタクリレート)樹脂フィルム、アイオノマー樹脂フィルム、ポリ塩化ビニルやポリ塩化ビニリデン等の塩素樹脂フィルム、ポリフッ化ビニルやポリフッ化ビニリデン等のフッ素樹脂フィルム等を用いることが出来る。また、ポリプロピレン樹脂フィルムに柔軟性を付与する目的で、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレンやスチレンーエチレンーブタジエンースチレン共重合体、及びスチレンーエチレンープロピレンースチレン共重合体等のスチレン系エラストマーやエチレンープロピレン共重合体、及びエチレンープロピレンージエン共重合体等のオレフィン系エラストマー等を配合したものも使用できる。また、マスキングフィルムの粘着層に使用される樹脂としては、エチレンー酢酸ビニル共重合樹脂(EVA)、低密度ポリエチレン、直鎖状低密度ポリエチレンやスチレンーエチレンーブタジエンースチレン共重合体、及びスチレンーエチレンープロピレンースチレン共重合体等のスチレン系エラストマーやエチレンープロピレン共重合体、及びエチレンープロピレンージエン共重合体等のオレフィン系エラストマー、軟質塩化ビニル樹脂、アクリロニトリルーブタジエン共重合体、アクリルゴム、天然ゴム等が挙げられる。
これらの樹脂層が、単層あるいは積層体となった剥離性フィルムを使用することも可能である。
(部分加飾シート)
本発明で使用する部分加飾シートは、インサート成形用の加飾シートとして使用されているものであれば特に限定はされず、公知の加飾シートを使用することができる。中でも、熱可塑性樹脂フィルム層と、装飾層と、支持基材樹脂層とがこの順に積層された積層シートが、熱成形時の延展率や強度のバランスに優れ好ましい。また、
以下、本発明の好ましい態様として、熱可塑性樹脂フィルム層と、装飾層と、支持基材樹脂層とがこの順に積層された積層シートについて詳細に述べる。
本発明で使用する部分加飾シートは、インサート成形用の加飾シートとして使用されているものであれば特に限定はされず、公知の加飾シートを使用することができる。中でも、熱可塑性樹脂フィルム層と、装飾層と、支持基材樹脂層とがこの順に積層された積層シートが、熱成形時の延展率や強度のバランスに優れ好ましい。また、
以下、本発明の好ましい態様として、熱可塑性樹脂フィルム層と、装飾層と、支持基材樹脂層とがこの順に積層された積層シートについて詳細に述べる。
(部分加飾シート 熱可塑性樹脂フィルム層)
本発明で使用する熱可塑性フィルム層は透明または半透明の単層または多層フィルムであって顔料もしくは染料等の着色剤を含有しても良く、加熱により展延性を示すフィルムが用いられる。熱可塑性フィルムの製造方法は特に限定されず、定法によりフィルムかすれば良く、更に熱成形時の展延性を阻害しない範囲で一軸もしくは二軸方向に延伸処理を施しても良い。
熱可塑性フィルムの厚みは特に制限は無いが、金属光沢インキ層の塗工性や熱成形性から30〜2000μmの範囲が好ましく、更に好ましくは50から500μmである。
本発明で使用する熱可塑性フィルム層は透明または半透明の単層または多層フィルムであって顔料もしくは染料等の着色剤を含有しても良く、加熱により展延性を示すフィルムが用いられる。熱可塑性フィルムの製造方法は特に限定されず、定法によりフィルムかすれば良く、更に熱成形時の展延性を阻害しない範囲で一軸もしくは二軸方向に延伸処理を施しても良い。
熱可塑性フィルムの厚みは特に制限は無いが、金属光沢インキ層の塗工性や熱成形性から30〜2000μmの範囲が好ましく、更に好ましくは50から500μmである。
真空成形等の熱による成形工程を行なうため、軟化点が30〜300℃の範囲にある熱可塑性樹脂を主体とするフィルムが好ましく、更に好ましい軟化点は50〜250℃の範囲である。前記熱可塑性樹脂の例を挙げれば、ポリエチレンやポリプロピレン等のポリオレフィン樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレート等のポリエステル樹脂、ポリメチルメタクリレートやポリエチルメタクリレート等のアクリル樹脂、アイオノマー樹脂、ポリスチレン、ポリアクリロニトリル、アクリロニトリル−スチレン樹脂、メチルメタクリレート−スチレン樹脂、ポリアクリロニトリル、ナイロン6やナイロン66等のポリアミド樹脂、エチレン−酢酸ビニル、エチレン−アクリル酸樹脂、エチレン−エチルアクリレート樹脂、エチレン−ビニルアルコール樹脂、ポリ塩化ビニルやポリ塩化ビニリデン等の塩素樹脂、ポリフッ化ビニルやポリフッ化ビニリデン等のフッ素樹脂、ポリカーボネート樹脂、環状ポリオレフィン、変性ポリフェニレンエーテル樹脂、メチルペンテン樹脂、セルロース系樹脂等が好ましく用いられる。これらの熱可塑性樹脂の中でも熱成形性及び金属調意匠の発現性に優れることからアクリル樹脂、ポリエステル樹脂、ポリカーボネート樹脂、および環状ポリオレフィン樹脂の群から選択される少なくとも1種を主成分とするフィルムが好ましい。
またフィルムの透明性を損なわない範囲でこれらのブレンド物やポリマーアロイを使用することができる。またこれらは単層、多層で使用しても良い。
また、これらの熱可塑性樹脂フィルムには透明性を阻害しない範囲でゴム変性体としても良い。ゴム変性体とする方法については特に限定はないが、各樹脂の重合時にブタジエン等のゴム成分モノマーを添加して共重合する方法、及び、各樹脂と合成ゴム、もしくは熱可塑性エラストマーとを熱溶融ブレンドする方法が挙げられる。
また、これらの熱可塑性樹脂フィルムには透明性と成形性が阻害されない範囲で慣用の添加剤を添加してもよく、例えば、可塑剤、耐光性添加剤(紫外線吸収剤、安定剤等)、酸化防止剤、オゾン化防止剤、活性剤、耐電防止剤、滑剤、耐摩擦剤、表面調節剤(レベリング剤、消泡剤、ブロッキング防止剤等)、防カビ剤、抗菌剤、分散剤、難燃剤及び加流促進剤や加流促進助剤等の添加剤を配合してもよい。これら添加剤は単独で使用しても2種類以上を併用してもよい。
またフィルムの透明性を損なわない範囲でこれらのブレンド物やポリマーアロイを使用することができる。またこれらは単層、多層で使用しても良い。
また、これらの熱可塑性樹脂フィルムには透明性を阻害しない範囲でゴム変性体としても良い。ゴム変性体とする方法については特に限定はないが、各樹脂の重合時にブタジエン等のゴム成分モノマーを添加して共重合する方法、及び、各樹脂と合成ゴム、もしくは熱可塑性エラストマーとを熱溶融ブレンドする方法が挙げられる。
また、これらの熱可塑性樹脂フィルムには透明性と成形性が阻害されない範囲で慣用の添加剤を添加してもよく、例えば、可塑剤、耐光性添加剤(紫外線吸収剤、安定剤等)、酸化防止剤、オゾン化防止剤、活性剤、耐電防止剤、滑剤、耐摩擦剤、表面調節剤(レベリング剤、消泡剤、ブロッキング防止剤等)、防カビ剤、抗菌剤、分散剤、難燃剤及び加流促進剤や加流促進助剤等の添加剤を配合してもよい。これら添加剤は単独で使用しても2種類以上を併用してもよい。
(部分加飾シート 装飾層)
本発明で使用する装飾層は特に限定はなく、例えば、インキ又は塗料を常法により熱可塑性樹脂フィルム層に展着させたり、真空蒸着法、スパッタリング法及びメッキ法等により金属薄膜を形成させた装飾層を使用できる。
本発明で使用する装飾層は特に限定はなく、例えば、インキ又は塗料を常法により熱可塑性樹脂フィルム層に展着させたり、真空蒸着法、スパッタリング法及びメッキ法等により金属薄膜を形成させた装飾層を使用できる。
インキ又は塗料に含有される着色剤は、耐候性の観点から顔料が好ましい。用いる顔料は特に限定されず、着色顔料、メタリック顔料、干渉色顔料、蛍光顔料、体質顔料および防錆顔料などの公知慣用の顔料を使用することができる。
着色顔料としては、例えば、キナクリドンレッド等のキナクリドン系、ピグメントレッド等のアゾ系、フタロシアニンブルー、フタロシアニングリーンおよびペリレンレッド等のフタロシアニン系等の有機顔料;及び酸化チタンやカーボンブラック等の無機顔料が挙げられ、メタリック顔料としては、例えば、アルミニウム粉、ニッケル粉、銅粉、真鍮粉およびクロム粉等が挙げられる。
干渉色顔料としては、真珠光沢状のパールマイカ粉や真珠光沢状の着色パールマイカ粉等が挙げられ、蛍光顔料としては、キナクリドン系、アンスラキノン系、ペリレン系、ペリノン系、ジケトピロロピロール系、イソインドリノン系、縮合アゾ系、ベンズイミダゾロン系、モノアゾ系、不溶性アゾ系、ナフトール系、フラバンスロン系、アンスラピリミジン系、キノフタロン系、ピランスロン系、ピラゾロン系、チオインジゴ系、アンスアンスロン系、ジオキサジン系、フタロシアニン系およびインダンスロン系等の有機顔料;ニッケルジオキシンイエローや銅アゾメチンイエロー等の金属錯体;酸化チタン、酸化鉄および酸化亜鉛等の金属酸化物;硫酸バリウムや炭酸カルシウム等の金属塩;及びカーボンブラック、アルミニウムおよび雲母等の無機顔料が挙げられる。
着色顔料としては、例えば、キナクリドンレッド等のキナクリドン系、ピグメントレッド等のアゾ系、フタロシアニンブルー、フタロシアニングリーンおよびペリレンレッド等のフタロシアニン系等の有機顔料;及び酸化チタンやカーボンブラック等の無機顔料が挙げられ、メタリック顔料としては、例えば、アルミニウム粉、ニッケル粉、銅粉、真鍮粉およびクロム粉等が挙げられる。
干渉色顔料としては、真珠光沢状のパールマイカ粉や真珠光沢状の着色パールマイカ粉等が挙げられ、蛍光顔料としては、キナクリドン系、アンスラキノン系、ペリレン系、ペリノン系、ジケトピロロピロール系、イソインドリノン系、縮合アゾ系、ベンズイミダゾロン系、モノアゾ系、不溶性アゾ系、ナフトール系、フラバンスロン系、アンスラピリミジン系、キノフタロン系、ピランスロン系、ピラゾロン系、チオインジゴ系、アンスアンスロン系、ジオキサジン系、フタロシアニン系およびインダンスロン系等の有機顔料;ニッケルジオキシンイエローや銅アゾメチンイエロー等の金属錯体;酸化チタン、酸化鉄および酸化亜鉛等の金属酸化物;硫酸バリウムや炭酸カルシウム等の金属塩;及びカーボンブラック、アルミニウムおよび雲母等の無機顔料が挙げられる。
また、金属調意匠を付与する場合は、金属粉末を含む金属光沢インキを使用する。金属粉末としては、通常メタリックインキに使用される金属粉や、金属薄膜細片等が使用される。中でも金属薄膜細片を使用した金属光沢インキは、該インキを印刷または塗工した際に金属薄膜細片が被塗物表面に対して平行方向に配向する結果、従来の金属粉では得られない高輝度の鏡面状で金属調の高い光沢が得られ、特に好ましい。
金属としては、アルミニウム、クロム、ニッケル、金、白金、銀、銅、ゲルマニウム、真鍮、チタン、インジウム、モリブデン、タングステン、パラジウム、イリジウム、シリコン、タンタル、ニッケルクロム、ステンレス鋼、クロム銅、アルミニウムシルコン、酸化亜鉛、酸化錫等の金属または合金または化合物を用いる。金属薄膜細片は、これらの蒸着金属薄膜から得た金属薄膜細片が好ましく用いられる。金属薄膜の厚さは、0.01〜0.1μmの範囲であり、好ましくは0.015〜0.08μmであり、さらに好ましくは0.018〜0.045μmである。インキ中に分散させる金属薄膜細片の平均粒子径は、5〜25μmの範囲であり、好ましくは10〜15μmである。また、インキ中の不揮発分に対する金属薄膜細片の含有量は3〜60質量%の範囲が好ましく、10〜60質量%の範囲であることがなお好ましく、20〜45質量%であることがさらに好ましい。
より高輝度の鏡面状金属光沢を得るためには、該インキ層の膜厚は0.05〜3.0μmが好ましく、より好ましくは0.2〜2.5μm、さらに好ましくは0.5〜2.0μmである。該膜厚を1μm未満に設定する場合は、皮膜中の金属薄膜細片の含有量を20〜60質量%にすることが好ましい。
金属としては、アルミニウム、クロム、ニッケル、金、白金、銀、銅、ゲルマニウム、真鍮、チタン、インジウム、モリブデン、タングステン、パラジウム、イリジウム、シリコン、タンタル、ニッケルクロム、ステンレス鋼、クロム銅、アルミニウムシルコン、酸化亜鉛、酸化錫等の金属または合金または化合物を用いる。金属薄膜細片は、これらの蒸着金属薄膜から得た金属薄膜細片が好ましく用いられる。金属薄膜の厚さは、0.01〜0.1μmの範囲であり、好ましくは0.015〜0.08μmであり、さらに好ましくは0.018〜0.045μmである。インキ中に分散させる金属薄膜細片の平均粒子径は、5〜25μmの範囲であり、好ましくは10〜15μmである。また、インキ中の不揮発分に対する金属薄膜細片の含有量は3〜60質量%の範囲が好ましく、10〜60質量%の範囲であることがなお好ましく、20〜45質量%であることがさらに好ましい。
より高輝度の鏡面状金属光沢を得るためには、該インキ層の膜厚は0.05〜3.0μmが好ましく、より好ましくは0.2〜2.5μm、さらに好ましくは0.5〜2.0μmである。該膜厚を1μm未満に設定する場合は、皮膜中の金属薄膜細片の含有量を20〜60質量%にすることが好ましい。
インキ又は塗料に含有される結着樹脂としては、従来のグラビアインキ、フレキソインキ、スクリーンインキ、あるいは塗料等に通常用いられている樹脂を使用できる。具体例として例えば、アクリル樹脂、ポリウレタン樹脂、ポリアミド樹脂、ウレア樹脂、ポリエステル樹脂、塩化ビニル樹脂、塩化ビニリデン樹脂、塩化ビニル−酢酸ビニル共重合樹脂、エチレン−酢酸ビニル共重合樹脂、オレフィン樹脂、塩素化オレフィン樹脂、エポキシ樹脂、石油系樹脂、セルロース誘導体樹脂などが用いられる。またこれらの樹脂にカルボン酸基、リン酸基、スルホン酸基、アミノ基、四級アンモニウム塩基などの極性基を化学的に結合させたものを使用または併用させても良い。
前記装飾層を構成するインキには意匠性、成形性を阻害しない限り、必要に応じて、従来のグラビアインキ、フレキソインキ、スクリーンインキ、あるいは塗料等に通常用いられている各種添加剤を使用することもできる。また、粘度等を調整する目的で、各種有機溶剤を使用することもできる。
装飾層を金属蒸着層で得る場合に、使用する金属としては、アルミニウム、クロム、ニッケル、金、銀、銅、ゲルマニウム、酸化亜鉛、酸化錫等の金属または合金または化合物を用いる。金属蒸着層の形成は前記熱可塑性樹脂フィルム層上に真空蒸着法、スパッタリング法、イオンプレーティング法、メッキ法等で行う。
金属蒸着層は全面に実施しても良いし、マスキングによって部分的に実施して色インキとの組合せで柄にしてもよい。
金属蒸着層は全面に実施しても良いし、マスキングによって部分的に実施して色インキとの組合せで柄にしてもよい。
前記装飾層に使用するインキ又は塗料を熱可塑性樹脂フィルム層に展着させる方法としては、例えば、グラビア印刷、フレキソ印刷、スクリーン印刷等の印刷方式;及びグラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、エアナイフコーター、キスタッチコーター、キスタッチリバースコーター、コンマコーター、コンマリバースコーター、マイクログラビアコーター等の塗工方式を用いることが出来る。
装飾層の厚みは特に限定されないが、隠蔽性及び意匠性に優れ、かつ熱成形時に色むらが発生しにくいことから、インキ又は塗料を用いる場合は0.1〜5μmが好ましく、特に好ましくは0.5〜3μmである。又、金属薄膜層を形成させる場合は0.01〜0.50μmが好ましく、特に好ましくは0.02〜0.10μmである。また、熱可塑性樹脂フィルム層と装飾層の密着性を制御する目的で、該熱可塑性樹脂フィルム層の表面にはコロナ処理やプライマー塗工等の表面処理を施しても良い。
(インキ保護層)
前記装飾層を構成するインキが金属薄膜細片を使用した金属光沢インキである場合には、装飾層と熱可塑性樹脂フィルム層との間に、耐熱性、耐溶剤性、意匠性、耐候性等を向上させる目的でインキ保護層を一層以上設けても良い。中でも、耐インキ溶剤性、成形時の耐熱性が良好であることから、熱硬化性組成物からなるインキ保護層が好ましい。
インキ保護層に使用できる樹脂の種類については、成形性を阻害しない限り、特に制限は無いが、架橋密度の調整の容易さ、耐候性、熱可塑性樹脂フィルム層との接着性などの点からアクリル系樹脂が好ましい。架橋機構についても特に制限は無く、アクリル系樹脂の場合、UV硬化、EB硬化、水酸基含有ビニル共重合体/イソシアネート硬化、シラノール/水硬化、エポキシ/アミン硬化などが使用できるが、架橋密度の調整の容易さ、耐候性、反応速度、反応副生物の有無、製造コストなどの点から、水酸基含有ビニル共重合体/イソシアネート硬化が好ましい。
またインキ保護層は意匠性を付与するために、着色層とすることも出来る。その場合に着色剤の添加量は、着色剤の種類及び目的とする色調や保護層の全光線透過率は20%以上である事が好ましく、特に全光線透過率が40%以上である事がより好ましい。
該着色剤としては顔料が好ましい。使用する顔料は特に限定されず、着色顔料、メタリック顔料、干渉色顔料、蛍光顔料、体質顔料及び防錆顔料などの公知の顔料を使用できる。
着色顔料としては例えば、キナクリドンレッド等のキナクリドン系、ピグメントレッド等のアゾ系、フタロシアニンブルー、フタロシアニングリーン、及びペリレンレッド等のフタロシアニン系等の有機顔料;酸化チタンやカーボンブラック等の無機顔料が挙げられ、メタリック顔料としては例えば、アルミニウム粉、ニッケル粉、銅粉、真鍮粉及びクロム粉等が挙げられる。
干渉色顔料としては、真珠光沢状のパールマイカ粉や真珠光沢状の着色パールマイカ粉等が挙げられ、蛍光顔料としては、キナクリドン系、アンスラキノン系、ペリレン系、ペリノン系、ジケトピロロピロール系、イソインドリノン系、縮合アゾ系、ベンズイミダゾロン系、モノアゾ系、不溶性アゾ系、ナフトール系、フラバンスロン系、アンスラピリミジン系、キノフタロン系、ピランスロン系、ピラゾロン系、チオインジゴ系、アンスアンスロン系、ジオキサジン系、フタロシアニン系、及びインダンスロン系等の有機顔料や、ニッケルジオキシンイエローや銅アゾメチンイエロー等の金属錯体や酸化チタン、酸化鉄、及び酸化亜鉛等の金属酸化物や、硫酸バリウムや炭酸カルシウム等の金属塩や、カーボンブラック、アルミニウムおよび雲母等の無機顔料が挙げられる。
前記装飾層を構成するインキが金属薄膜細片を使用した金属光沢インキである場合には、装飾層と熱可塑性樹脂フィルム層との間に、耐熱性、耐溶剤性、意匠性、耐候性等を向上させる目的でインキ保護層を一層以上設けても良い。中でも、耐インキ溶剤性、成形時の耐熱性が良好であることから、熱硬化性組成物からなるインキ保護層が好ましい。
インキ保護層に使用できる樹脂の種類については、成形性を阻害しない限り、特に制限は無いが、架橋密度の調整の容易さ、耐候性、熱可塑性樹脂フィルム層との接着性などの点からアクリル系樹脂が好ましい。架橋機構についても特に制限は無く、アクリル系樹脂の場合、UV硬化、EB硬化、水酸基含有ビニル共重合体/イソシアネート硬化、シラノール/水硬化、エポキシ/アミン硬化などが使用できるが、架橋密度の調整の容易さ、耐候性、反応速度、反応副生物の有無、製造コストなどの点から、水酸基含有ビニル共重合体/イソシアネート硬化が好ましい。
またインキ保護層は意匠性を付与するために、着色層とすることも出来る。その場合に着色剤の添加量は、着色剤の種類及び目的とする色調や保護層の全光線透過率は20%以上である事が好ましく、特に全光線透過率が40%以上である事がより好ましい。
該着色剤としては顔料が好ましい。使用する顔料は特に限定されず、着色顔料、メタリック顔料、干渉色顔料、蛍光顔料、体質顔料及び防錆顔料などの公知の顔料を使用できる。
着色顔料としては例えば、キナクリドンレッド等のキナクリドン系、ピグメントレッド等のアゾ系、フタロシアニンブルー、フタロシアニングリーン、及びペリレンレッド等のフタロシアニン系等の有機顔料;酸化チタンやカーボンブラック等の無機顔料が挙げられ、メタリック顔料としては例えば、アルミニウム粉、ニッケル粉、銅粉、真鍮粉及びクロム粉等が挙げられる。
干渉色顔料としては、真珠光沢状のパールマイカ粉や真珠光沢状の着色パールマイカ粉等が挙げられ、蛍光顔料としては、キナクリドン系、アンスラキノン系、ペリレン系、ペリノン系、ジケトピロロピロール系、イソインドリノン系、縮合アゾ系、ベンズイミダゾロン系、モノアゾ系、不溶性アゾ系、ナフトール系、フラバンスロン系、アンスラピリミジン系、キノフタロン系、ピランスロン系、ピラゾロン系、チオインジゴ系、アンスアンスロン系、ジオキサジン系、フタロシアニン系、及びインダンスロン系等の有機顔料や、ニッケルジオキシンイエローや銅アゾメチンイエロー等の金属錯体や酸化チタン、酸化鉄、及び酸化亜鉛等の金属酸化物や、硫酸バリウムや炭酸カルシウム等の金属塩や、カーボンブラック、アルミニウムおよび雲母等の無機顔料が挙げられる。
(部分加飾シート 支持基材樹脂層)
熱可塑性フィルム層に装飾層を形成した後に、更に支持基材樹脂層を積層することもできる。この層には熱可塑性フィルムが使用され、軟化点が30〜300℃の範囲にある熱可塑性樹脂が好まく、さらに好ましい軟化点は50〜250℃の範囲である。具体的な例としては、ABS(アクリロニトリル・ブタジエン・スチレン)樹脂、ABS系のポリマーアロイである、PVC(ポリ塩化ビニル)/ABS樹脂、PA(ポリアミド)/ABS樹脂、PC(ポリカーボネート)/ABS樹脂、PBT(ポリブチレンテレフタレート)/ABS等の樹脂やAAS(アクリロニトリル・アクリルゴム・スチレン)樹脂、AS(アクリロニトリル・スチレン)樹脂、AES(アクリロニトリル・エチレンゴム・スチレン)樹脂、MS((メタ)アクリル酸エステル・スチレン樹脂、PC(ポリカーボネート)樹脂、PMMA(ポリメチルメタクリレート)樹脂、PMMA/ABS/AS樹脂、ポリエチレンやポリプロピレン等のポリオレフィン樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレート等のポリエステル樹脂、ポリメチルメタクリレートやポリエチルメタクリレート等のアクリル樹脂、アイオノマー樹脂、ナイロン6やナイロン66等のポリアミド樹脂、エチレン−酢酸ビニル、エチレン−アクリル酸樹脂、エチレン−エチルアクリレート樹脂、エチレン−ビニルアルコール樹脂、ポリ塩化ビニルやポリ塩化ビニリデン等の塩素樹脂、ポリフッ化ビニルやポリフッ化ビニリデン等のフッ素樹脂等が好ましく用いられる。また前記例示の樹脂を2種類以上を混合若しくは多層化して用いても良い。なかでも、これらの熱可塑性樹脂の中でも熱成形性に優れることからポリプロピレン樹脂やポリエチレン樹脂、及びそれらのブレンド品や、ABS樹脂、AAS樹脂を主成分とするフィルムが好ましい。
またこれらの樹脂には衝撃強度などの改良を目的として、エチレンプロピレンゴム(EPR)、スチレン・ブタジエン・スチレン(SBS)樹脂、スチレン・イソプレン・ブタジエン・スチレン(SIBS)樹脂、スチレン・エチレン・ブタジエン・スチレン(SIBS)樹脂などのゴム系の改質剤を添加しても構わない。フィルムの透明性を損なわない範囲でこれらのブレンド物やポリマーアロイを使用することができる。またこれらは単層、多層で使用しても良い。支持基材樹脂層の厚みは特に制限しないが、例えば10〜3000μmが好ましい。
また、これらの支持基材樹脂層には成形性が阻害されない範囲で慣用の添加剤を添加してもよく、例えば、可塑剤、耐光性添加剤(紫外線吸収剤、安定剤等)、酸化防止剤、オゾン化防止剤、活性剤、耐電防止剤、滑剤、耐摩擦剤、表面調節剤(レベリング剤、消泡剤、ブロッキング防止剤等)、防カビ剤、抗菌剤、分散剤、難燃剤及び加流促進剤や加流促進助剤等の添加剤を配合してもよい。これら添加剤は単独で使用しても2種類以上を併用してもよい。
支持基材樹脂層の積層方法としては、製膜コストが低く、効率的で厚みムラの少ないシートが得られることから、熱溶融による共押出成形法が好ましい。
熱可塑性フィルム層に装飾層を形成した後に、更に支持基材樹脂層を積層することもできる。この層には熱可塑性フィルムが使用され、軟化点が30〜300℃の範囲にある熱可塑性樹脂が好まく、さらに好ましい軟化点は50〜250℃の範囲である。具体的な例としては、ABS(アクリロニトリル・ブタジエン・スチレン)樹脂、ABS系のポリマーアロイである、PVC(ポリ塩化ビニル)/ABS樹脂、PA(ポリアミド)/ABS樹脂、PC(ポリカーボネート)/ABS樹脂、PBT(ポリブチレンテレフタレート)/ABS等の樹脂やAAS(アクリロニトリル・アクリルゴム・スチレン)樹脂、AS(アクリロニトリル・スチレン)樹脂、AES(アクリロニトリル・エチレンゴム・スチレン)樹脂、MS((メタ)アクリル酸エステル・スチレン樹脂、PC(ポリカーボネート)樹脂、PMMA(ポリメチルメタクリレート)樹脂、PMMA/ABS/AS樹脂、ポリエチレンやポリプロピレン等のポリオレフィン樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレート等のポリエステル樹脂、ポリメチルメタクリレートやポリエチルメタクリレート等のアクリル樹脂、アイオノマー樹脂、ナイロン6やナイロン66等のポリアミド樹脂、エチレン−酢酸ビニル、エチレン−アクリル酸樹脂、エチレン−エチルアクリレート樹脂、エチレン−ビニルアルコール樹脂、ポリ塩化ビニルやポリ塩化ビニリデン等の塩素樹脂、ポリフッ化ビニルやポリフッ化ビニリデン等のフッ素樹脂等が好ましく用いられる。また前記例示の樹脂を2種類以上を混合若しくは多層化して用いても良い。なかでも、これらの熱可塑性樹脂の中でも熱成形性に優れることからポリプロピレン樹脂やポリエチレン樹脂、及びそれらのブレンド品や、ABS樹脂、AAS樹脂を主成分とするフィルムが好ましい。
またこれらの樹脂には衝撃強度などの改良を目的として、エチレンプロピレンゴム(EPR)、スチレン・ブタジエン・スチレン(SBS)樹脂、スチレン・イソプレン・ブタジエン・スチレン(SIBS)樹脂、スチレン・エチレン・ブタジエン・スチレン(SIBS)樹脂などのゴム系の改質剤を添加しても構わない。フィルムの透明性を損なわない範囲でこれらのブレンド物やポリマーアロイを使用することができる。またこれらは単層、多層で使用しても良い。支持基材樹脂層の厚みは特に制限しないが、例えば10〜3000μmが好ましい。
また、これらの支持基材樹脂層には成形性が阻害されない範囲で慣用の添加剤を添加してもよく、例えば、可塑剤、耐光性添加剤(紫外線吸収剤、安定剤等)、酸化防止剤、オゾン化防止剤、活性剤、耐電防止剤、滑剤、耐摩擦剤、表面調節剤(レベリング剤、消泡剤、ブロッキング防止剤等)、防カビ剤、抗菌剤、分散剤、難燃剤及び加流促進剤や加流促進助剤等の添加剤を配合してもよい。これら添加剤は単独で使用しても2種類以上を併用してもよい。
支持基材樹脂層の積層方法としては、製膜コストが低く、効率的で厚みムラの少ないシートが得られることから、熱溶融による共押出成形法が好ましい。
積層シートは熱成形によって三次元形状の装飾シートとするが、このとき支持基材樹脂層と熱可塑性樹脂フィルム層に使用される熱可塑性樹脂の成形収縮率が異なると、成形体に変形が生じて良好な形状の維持が困難になる。これを改良する目的で支持基材樹脂層中に無機フィラーを配合することができる。無機フィラーの種類は特に限定されないが、タルク、炭酸カルシウム、クレー、珪藻土、マイカ、珪酸マグネシウム、シリカなどが挙げられる。無機フィラーの添加量は5〜60質量%が好ましい。粒径は特に限定しないが、大きすぎると、支持基材樹脂層の表面に凹凸が生じて、積層シートの外観や光沢に悪影響を及ぼすことがある。そのため、支持基材樹脂層中の無機フィラーの平均粒径は8μm以下が好ましく、4μm以下がより好ましい。
支持基材樹脂層中に着色剤を含有させると、装飾シート下地の隠蔽性が良好になり、被転写体の意匠に統一感を出せるのでより好ましい。着色剤は特に限定されず、基体素材の熱可塑性樹脂に使用される着色剤と同様に、目的とする意匠に合わせて、一般の熱可塑性樹脂の着色に使用される慣用の無機顔料、有機顔料および染料などが使用できる。例えば、酸化チタン、チタンイエロー、酸化鉄、複合酸化物系顔料、群青、コバルトブルー、酸化クロム、バナジウム酸ビスマス、カーボンブラック、酸化亜鉛、炭酸カルシウム、硫酸バリウム、シリカ、タルク等の無機顔料;アゾ系顔料、フタロシアニン系顔料、キナクリドン系顔料、ジオキサジン系顔料、アンスラキノン系顔料、イソインドリノン系顔料、イソインドリン系顔料、ペリレン系顔料、ペリノン系顔料、キノフタロン系顔料、チオインジゴ系顔料及びジケトピロロピロール系顔料等の有機顔料;金属錯体顔料などが挙げられる。また染料としては主として油溶性染料のグループから選ばれる1種または2種を使用することが好ましい。
着色剤の配合量は、その種類や支持基材樹脂シートの厚みや色調によって異なるが、色相や隠蔽性を確保し、且つ衝撃強度を維持するために、支持基材樹脂層を構成する樹脂に対する質量百分率にして0.1〜20質量%の範囲が好ましく、より好ましくは0.5〜15質量%の範囲にある。
着色剤の配合量は、その種類や支持基材樹脂シートの厚みや色調によって異なるが、色相や隠蔽性を確保し、且つ衝撃強度を維持するために、支持基材樹脂層を構成する樹脂に対する質量百分率にして0.1〜20質量%の範囲が好ましく、より好ましくは0.5〜15質量%の範囲にある。
(部分加飾シート 接着剤層)
熱可塑性フィルム層に装飾層を形成した後に、更に支持基材樹脂層を積層する場合には接着剤層を介して積層することができる。接着方法としては慣用の溶剤型接着剤を用いたドライラミネーション法、ウェットラミネーション法、ホットメルトラミネーション法等で積層することができる。
熱可塑性フィルム層に装飾層を形成した後に、更に支持基材樹脂層を積層する場合には接着剤層を介して積層することができる。接着方法としては慣用の溶剤型接着剤を用いたドライラミネーション法、ウェットラミネーション法、ホットメルトラミネーション法等で積層することができる。
接着剤を構成する成分は、慣用のフェノール樹脂系接着剤、レゾルシノール樹脂系接着剤、フェノール−レゾルシノール樹脂系接着剤、エポキシ樹脂系接着剤、ユリア樹脂系接着剤、ポリウレタン系接着剤、およびポリアロマチック系接着剤等の熱硬化性樹脂接着剤やエチレン不飽和カルボン酸等を用いた反応型接着剤、酢酸ビニル樹脂、アクリル樹脂、エチレン酢酸ビニル樹脂、ポリビニルアルコール、ポリビニルアセタール、塩化ビニル、ナイロン、及びシアノアクリレート樹脂等の熱可塑性樹脂系接着剤やクロロプレン系接着剤、ニトリルゴム系接着剤、SBR系接着剤および天然ゴム系接着剤等のゴム系接着剤等が挙げられる。
これら接着剤の塗工方式は、グラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、キスタッチコーター、コンマコーター等を用いることが出来る。
接着剤の塗布量は接着力が十分で乾燥性も良好なためには、0.1〜30g/m2の範囲が好ましく、特に好ましくは2〜10g/m2である。2g/m2より少なすぎると接着力が弱くなり、10g/m2より多くすると乾燥性が低下する。
接着剤層の厚さとしては、0.1〜30μmの範囲が好ましく、より好ましくは、1〜20μm、特に好ましくは、2〜10μmである。
また、支持基材樹脂層の接着面は、接着剤との親和性を向上させる目的で、プラズマ処理、コロナ処理、フレーム処理、電子線照射処理、サンディング処理、オゾン処理等の表面処理、または真空蒸着、スパッタリング、イオンプレーティング等のドライプレーティング処理が施されてもよい。
また、接着剤層に代えて、粘着剤層を設けることも出来る。粘着剤としては、アクリル系、ゴム系、ポリアルキルシリコン系、ウレタン系、ポリエステル系等が好ましく用いられる。
これら接着剤の塗工方式は、グラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、キスタッチコーター、コンマコーター等を用いることが出来る。
接着剤の塗布量は接着力が十分で乾燥性も良好なためには、0.1〜30g/m2の範囲が好ましく、特に好ましくは2〜10g/m2である。2g/m2より少なすぎると接着力が弱くなり、10g/m2より多くすると乾燥性が低下する。
接着剤層の厚さとしては、0.1〜30μmの範囲が好ましく、より好ましくは、1〜20μm、特に好ましくは、2〜10μmである。
また、支持基材樹脂層の接着面は、接着剤との親和性を向上させる目的で、プラズマ処理、コロナ処理、フレーム処理、電子線照射処理、サンディング処理、オゾン処理等の表面処理、または真空蒸着、スパッタリング、イオンプレーティング等のドライプレーティング処理が施されてもよい。
また、接着剤層に代えて、粘着剤層を設けることも出来る。粘着剤としては、アクリル系、ゴム系、ポリアルキルシリコン系、ウレタン系、ポリエステル系等が好ましく用いられる。
(部分加飾シート 表面保護層)
本発明で用いられる部分加飾シートでは、熱成形の際の表面側に意匠性、耐摩擦性、耐擦傷性、耐候性、耐汚染性、耐水性、耐薬品性、耐熱性等の性能を付与するために、表面保護層を熱可塑性樹脂フィルムの表層に有しても良い。表面保護層としては、熱成形性を阻害しない限り、ラッカータイプ、イソシアネート、もしくはエポキシ等による熱架橋タイプ、UV架橋タイプ、またはEB架橋タイプが好ましく用いられる。
本発明で用いられる部分加飾シートでは、熱成形の際の表面側に意匠性、耐摩擦性、耐擦傷性、耐候性、耐汚染性、耐水性、耐薬品性、耐熱性等の性能を付与するために、表面保護層を熱可塑性樹脂フィルムの表層に有しても良い。表面保護層としては、熱成形性を阻害しない限り、ラッカータイプ、イソシアネート、もしくはエポキシ等による熱架橋タイプ、UV架橋タイプ、またはEB架橋タイプが好ましく用いられる。
(熱成形可能な剥離性フィルムと、部分加飾用シートとの積層方法)
熱成形可能な剥離性フィルムと、前記部分加飾用シートとを積層させてシートAを得るには、既に作成済みの部分加飾シートと剥離性フィルムとを貼り合わせてもよいし、剥離性フィルムと、部分加飾シートを製造する工程と剥離性フィルムを積層させる工程を1つのラインで製造してもよい。
前者の、既に作成済みの部分加飾シートと剥離性フィルムとを貼り合わせる方法としては、剥離性フィルムがラミロールに接着しない様にフッ素コーティング等で表面処理を施したラミネーターを使用して貼り合わせるか、あるいは、同じく表面処理を施したグラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、キスタッチコーター、コンマコーター等のラミロールを用いて圧着すれば良い。
また、剥離性フィルムと、部分加飾シートを製造する工程と剥離性フィルムを積層させる工程を1つのラインで製造するには、公知の印刷、塗工、あるいはラミネート法を組み合わせることができる。例えば、剥離性フィルム/熱可塑性樹脂フィルム層/インキ保護層/装飾インキ層/接着層/支持基材樹脂層の層構造を有するシートAの場合は、剥離性フィルムと熱可塑性樹脂フィルム層をラミネートした後、該熱可塑性樹脂フィルム層上にインキ保護層、装飾インキ層の順に印刷または塗工し、最後に接着剤層を塗工によって設けた支持基材樹脂層を、接着剤層と装飾インキ層とが重なるようにラミネートして得ることができる。
また、剥離性フィルム/装飾インキ層/接着層/支持基材樹脂層の層構造を有するシートAの場合は、剥離性フィルム上にインキ保護層、装飾インキ層の順に印刷または塗工し、最後に接着剤層を塗工によって設けた支持基材樹脂層を、接着剤層と装飾インキ層とが重なるようにラミネートして得ることができる。
熱成形可能な剥離性フィルムと、前記部分加飾用シートとを積層させてシートAを得るには、既に作成済みの部分加飾シートと剥離性フィルムとを貼り合わせてもよいし、剥離性フィルムと、部分加飾シートを製造する工程と剥離性フィルムを積層させる工程を1つのラインで製造してもよい。
前者の、既に作成済みの部分加飾シートと剥離性フィルムとを貼り合わせる方法としては、剥離性フィルムがラミロールに接着しない様にフッ素コーティング等で表面処理を施したラミネーターを使用して貼り合わせるか、あるいは、同じく表面処理を施したグラビアコーター、グラビアリバースコーター、フレキソコーター、ブランケットコーター、ロールコーター、ナイフコーター、キスタッチコーター、コンマコーター等のラミロールを用いて圧着すれば良い。
また、剥離性フィルムと、部分加飾シートを製造する工程と剥離性フィルムを積層させる工程を1つのラインで製造するには、公知の印刷、塗工、あるいはラミネート法を組み合わせることができる。例えば、剥離性フィルム/熱可塑性樹脂フィルム層/インキ保護層/装飾インキ層/接着層/支持基材樹脂層の層構造を有するシートAの場合は、剥離性フィルムと熱可塑性樹脂フィルム層をラミネートした後、該熱可塑性樹脂フィルム層上にインキ保護層、装飾インキ層の順に印刷または塗工し、最後に接着剤層を塗工によって設けた支持基材樹脂層を、接着剤層と装飾インキ層とが重なるようにラミネートして得ることができる。
また、剥離性フィルム/装飾インキ層/接着層/支持基材樹脂層の層構造を有するシートAの場合は、剥離性フィルム上にインキ保護層、装飾インキ層の順に印刷または塗工し、最後に接着剤層を塗工によって設けた支持基材樹脂層を、接着剤層と装飾インキ層とが重なるようにラミネートして得ることができる。
(シートA)
前記シートAの形状に特に限定はなく、目的に応じて任意の形状とすることができる。例えば、部分加飾シートの位置ずれがおきやすい金型を使用するときは、図1に示すように、剥離性フィルムの大きさを、少なくとも、インサート成形用金型の凹型の内側全面を覆うことのできる大きさとし、該剥離性フィルムの一部に、部分加飾に使用する加飾シートを所望の形状寸法にトリミングして積層させたシートAとすることで、射出成形時の位置ずれをふせぐことができる。
また、例えば、図2に示すように、剥離性フィルムと加飾シートを全寸同一寸法で積層して使用してもよい。また必要に応じて、得られたシートAを所望の形状にトリミングして使用することも可能である。シートAは剥離性フィルムと加飾シートとが隙間無く積層しているので、射出成形時に、金型側に回り込む射出樹脂を剥離性フィルムと一緒に除去することが可能となり、所望の部分加飾を得ることができる。
また、後塗装をする場合は、図3に示すように、所望の形状寸法にトリミングした剥離性フィルムを全寸の加飾シートと積層して使用すればよい。
いずれも場合も、部分加飾シート表面に傷や塵が付くこともなく、外観品質に優れるインサート成形体を得ることができる。
前記シートAの形状に特に限定はなく、目的に応じて任意の形状とすることができる。例えば、部分加飾シートの位置ずれがおきやすい金型を使用するときは、図1に示すように、剥離性フィルムの大きさを、少なくとも、インサート成形用金型の凹型の内側全面を覆うことのできる大きさとし、該剥離性フィルムの一部に、部分加飾に使用する加飾シートを所望の形状寸法にトリミングして積層させたシートAとすることで、射出成形時の位置ずれをふせぐことができる。
また、例えば、図2に示すように、剥離性フィルムと加飾シートを全寸同一寸法で積層して使用してもよい。また必要に応じて、得られたシートAを所望の形状にトリミングして使用することも可能である。シートAは剥離性フィルムと加飾シートとが隙間無く積層しているので、射出成形時に、金型側に回り込む射出樹脂を剥離性フィルムと一緒に除去することが可能となり、所望の部分加飾を得ることができる。
また、後塗装をする場合は、図3に示すように、所望の形状寸法にトリミングした剥離性フィルムを全寸の加飾シートと積層して使用すればよい。
いずれも場合も、部分加飾シート表面に傷や塵が付くこともなく、外観品質に優れるインサート成形体を得ることができる。
(工程1 シートAの熱成形方法)
シートAを熱成形する工程1は、具体的には、熱板成形法、真空成形法、超高圧成形法、圧空成形法、圧空真空成形法、マッチモールド成形法、プレス成形法、真空積層プレス成形法、等の既存の熱成形方法で成形可能である。また必要に応じてプラグを使用するするストレート法、ドレープ法、プラグアシスト法、エアスリップ法、法、スナップバック法等の方法を併用しても良い。また加熱方法は、輻射熱や誘電加熱等の間接加熱法、熱板等に接触させて加熱を行なう直接加熱法のどちらを用いても良い。
熱成形の方法としては、量産性が高く、低温成形でも良好な型再現性の得やすい、マッチモールド成形法、圧空真空成形法を用いることが好ましい。
シートAを熱成形する工程1は、具体的には、熱板成形法、真空成形法、超高圧成形法、圧空成形法、圧空真空成形法、マッチモールド成形法、プレス成形法、真空積層プレス成形法、等の既存の熱成形方法で成形可能である。また必要に応じてプラグを使用するするストレート法、ドレープ法、プラグアシスト法、エアスリップ法、法、スナップバック法等の方法を併用しても良い。また加熱方法は、輻射熱や誘電加熱等の間接加熱法、熱板等に接触させて加熱を行なう直接加熱法のどちらを用いても良い。
熱成形の方法としては、量産性が高く、低温成形でも良好な型再現性の得やすい、マッチモールド成形法、圧空真空成形法を用いることが好ましい。
(圧空真空成形法)
圧空真空成形法は、加熱ゾーンで加熱されたシートに雄金型または雌金型を押し当てて、圧空及び真空圧を利用してシートを賦形する成形方法である。成形条件については、特に限定されるものではないが、遠赤外線ヒーターを用いた場合、ヒーター温度で200〜500℃、間接加熱時間を2〜30秒とし、該シートが所望の温度になるまで加熱する。また金型温度は得られる装飾シートの外観や収縮度合いを確認しながら決める必要があるが、20〜80℃とし、金型による冷却時間を1〜60秒とすることが望ましい。成形圧力は0.1〜1MPaが好ましいが、型再現性や設備投資の面から0.3〜0.7MPaがより好ましく使われる。尚、超高圧成形法の場合には30MPa程度の成形圧力を掛けて賦形するため、低温でも良好な型再現性が得られる。
圧空真空成形法は、加熱ゾーンで加熱されたシートに雄金型または雌金型を押し当てて、圧空及び真空圧を利用してシートを賦形する成形方法である。成形条件については、特に限定されるものではないが、遠赤外線ヒーターを用いた場合、ヒーター温度で200〜500℃、間接加熱時間を2〜30秒とし、該シートが所望の温度になるまで加熱する。また金型温度は得られる装飾シートの外観や収縮度合いを確認しながら決める必要があるが、20〜80℃とし、金型による冷却時間を1〜60秒とすることが望ましい。成形圧力は0.1〜1MPaが好ましいが、型再現性や設備投資の面から0.3〜0.7MPaがより好ましく使われる。尚、超高圧成形法の場合には30MPa程度の成形圧力を掛けて賦形するため、低温でも良好な型再現性が得られる。
(マッチモールド成形法)
マッチモールド成形法は、加熱ゾーンで加熱されたシートを挟むようにして雄金型と雌金型をマッチングさせて成形することを特徴とする。ここで用いられる金型には通常、金型内の空気の逃げ道としての真空孔が設けられているが、この孔を用いて補助的に真空吸引を行なっても構わない。成形圧力はサーボモーター、油圧等の力を利用できるので、通常の圧空成形に比べて10〜1000倍程度の力が掛けられることから、シートが破れない限り、充分な型再現性を得ることが出来る。また、より低温での成形が可能であり、マッチモールド成形では、シートAが金属光沢インキを使用する場合、その表面光沢を維持したまま装飾シートかすることが可能である。成形条件については特に限定されるものではないが、遠赤外線ヒーターを用いた場合、ヒーター温度で200〜500℃、間接加熱時間を2〜30秒とし、該シートが所望の温度になるまで加熱する。また金型温度は得られる装飾シートの外観や収縮度合いを確認しながら決める必要があるが、20〜100℃とし、金型による冷却時間を10〜5分とすることが望ましい。また成形終了後に得られた装飾シートをエアー等で冷却すると離型時に発生しやすい変形が防止できるのでより好ましい。
マッチモールド成形法は、加熱ゾーンで加熱されたシートを挟むようにして雄金型と雌金型をマッチングさせて成形することを特徴とする。ここで用いられる金型には通常、金型内の空気の逃げ道としての真空孔が設けられているが、この孔を用いて補助的に真空吸引を行なっても構わない。成形圧力はサーボモーター、油圧等の力を利用できるので、通常の圧空成形に比べて10〜1000倍程度の力が掛けられることから、シートが破れない限り、充分な型再現性を得ることが出来る。また、より低温での成形が可能であり、マッチモールド成形では、シートAが金属光沢インキを使用する場合、その表面光沢を維持したまま装飾シートかすることが可能である。成形条件については特に限定されるものではないが、遠赤外線ヒーターを用いた場合、ヒーター温度で200〜500℃、間接加熱時間を2〜30秒とし、該シートが所望の温度になるまで加熱する。また金型温度は得られる装飾シートの外観や収縮度合いを確認しながら決める必要があるが、20〜100℃とし、金型による冷却時間を10〜5分とすることが望ましい。また成形終了後に得られた装飾シートをエアー等で冷却すると離型時に発生しやすい変形が防止できるのでより好ましい。
(工程2 インサート成形)
前記方法で得たシートBを、射出成形用金型内に装着してインサート成形法で成形し、被転写体を得ることができる。
前記方法で得たシートBを、射出成形用金型内に装着してインサート成形法で成形し、被転写体を得ることができる。
(インサート成形)
インサート成形に使用する樹脂は、前記剥離性フィルム、あるいは加飾シートとの相性により選択するのが好ましい。具体的には、前記剥離性フィルムに使用する樹脂、あるいは前記熱成形用積層シートの支持基材樹脂層と同系統の樹脂が好ましい。例えば前記剥離性フィルムに使用する樹脂、あるいは前記熱成形用積層シートの支持基材樹脂層がABS(アクリロニトリル・ブタジエン・スチレン)樹脂の場合には射出用の基体素材樹脂もABS樹脂が好ましいが、支持基材樹脂層との密着性が充分であればABS系のポリマーアロイである、PVC(ポリ塩化ビニル)/ABS樹脂、PA(ポリアミド)/ABS樹脂、PC(ポリカーボネート)/ABS樹脂、PBT(ポリブチレンテレフタレート)/ABS等の樹脂を使用しても構わない。また同様に密着性が良好であればAAS(アクリロニトリル・アクリルゴム・スチレン)樹脂、AS(アクリロニトリル・スチレン)樹脂、AES(アクリロニトリル・エチレンゴム・スチレン)樹脂、MS((メタ)アクリル酸エステル・スチレン樹脂、PC樹脂、PMMA(ポリメチルメタクリレート)樹脂、PMMA/ABS/AS樹脂等の異種の樹脂であっても良い。
インサート成形に使用する樹脂は、前記剥離性フィルム、あるいは加飾シートとの相性により選択するのが好ましい。具体的には、前記剥離性フィルムに使用する樹脂、あるいは前記熱成形用積層シートの支持基材樹脂層と同系統の樹脂が好ましい。例えば前記剥離性フィルムに使用する樹脂、あるいは前記熱成形用積層シートの支持基材樹脂層がABS(アクリロニトリル・ブタジエン・スチレン)樹脂の場合には射出用の基体素材樹脂もABS樹脂が好ましいが、支持基材樹脂層との密着性が充分であればABS系のポリマーアロイである、PVC(ポリ塩化ビニル)/ABS樹脂、PA(ポリアミド)/ABS樹脂、PC(ポリカーボネート)/ABS樹脂、PBT(ポリブチレンテレフタレート)/ABS等の樹脂を使用しても構わない。また同様に密着性が良好であればAAS(アクリロニトリル・アクリルゴム・スチレン)樹脂、AS(アクリロニトリル・スチレン)樹脂、AES(アクリロニトリル・エチレンゴム・スチレン)樹脂、MS((メタ)アクリル酸エステル・スチレン樹脂、PC樹脂、PMMA(ポリメチルメタクリレート)樹脂、PMMA/ABS/AS樹脂等の異種の樹脂であっても良い。
また、前記剥離性フィルムに使用する樹脂、あるいは前記熱成形用積層シートの支持基材樹脂層がポリプロピレン系樹脂の場合には、射出用の基体素材樹脂もポリプロピレン系樹脂が好ましく、積層シートの支持基材樹脂層との密着性の観点から、射出樹脂中に40質量%以上のポリプロピレンを含んでいることが好ましい。他の成分としてはポリプロピレンと溶融混合可能な樹脂成分を含んでいても良い。ポリプロピレン樹脂と溶融可能な樹脂としては高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレン、スチレンーエチレンーブタジエンースチレン共重合体、及びスチレンーエチレンープロピレンースチレン共重合体等のスチレン系エラストマーやエチレンープロピレン共重合体、及びエチレンープロピレンージエン共重合体等のオレフィン系エラストマー等が挙げられる。
また、前記射出樹脂中には成形中または成形後の変形を防止する為に、無機フィラーを添加することが出来る。無機フィラーは特に限定されないが、タルク、炭酸カルシウム、クレー、珪藻土、マイカ、珪酸マグネシウム、シリカ等が挙げられる。
更に、成形性が阻害されない範囲で慣用の添加剤を添加してもよく、例えば、可塑剤、耐光性添加剤(紫外線吸収剤、安定剤等)、酸化防止剤、オゾン化防止剤、活性剤、耐電防止剤、滑剤、耐摩擦剤、表面調節剤(レベリング剤、消泡剤、ブロッキング防止剤等)、防カビ剤、抗菌剤、分散剤、難燃剤及び加流促進剤や加流促進助剤等の添加剤を配合してもよい。これら添加剤は単独で使用しても2種類以上を併用してもよい。
更に、成形性が阻害されない範囲で慣用の添加剤を添加してもよく、例えば、可塑剤、耐光性添加剤(紫外線吸収剤、安定剤等)、酸化防止剤、オゾン化防止剤、活性剤、耐電防止剤、滑剤、耐摩擦剤、表面調節剤(レベリング剤、消泡剤、ブロッキング防止剤等)、防カビ剤、抗菌剤、分散剤、難燃剤及び加流促進剤や加流促進助剤等の添加剤を配合してもよい。これら添加剤は単独で使用しても2種類以上を併用してもよい。
また、使用する水圧転写フィルムの色や柄に合わせて射出樹脂に着色剤を添加しても良い。着色剤の添加量は、着色剤の種類及び目的とする色調により異なるが、射出樹脂100質量部に対して30質量部以下であることが好ましく、より好ましくは20質量部以下である。
用いる着色剤は、特に限定されず、目的とする意匠に合わせて、一般の熱可塑性樹脂の着色に使用される慣用の無機顔料、有機顔料および染料などが使用できる。例えば、酸化チタン、チタンイエロー、酸化鉄、複合酸化物系顔料、群青、コバルトブルー、酸化クロム、バナジウム酸ビスマス、カーボンブラック、酸化亜鉛、炭酸カルシウム、硫酸バリウム、シリカ、タルク等の無機顔料;アゾ系顔料、フタロシアニン系顔料、キナクリドン系顔料、ジオキサジン系顔料、アンスラキノン系顔料、イソインドリノン系顔料、イソインドリン系顔料、ペリレン系顔料、ペリノン系顔料、キノフタロン系顔料、チオインジゴ系顔料及びジケトピロロピロール系顔料等の有機顔料;金属錯体顔料などが挙げられる。また染料としては主として油溶性染料のグループから選ばれる1種または2種を使用することが好ましい。
用いる着色剤は、特に限定されず、目的とする意匠に合わせて、一般の熱可塑性樹脂の着色に使用される慣用の無機顔料、有機顔料および染料などが使用できる。例えば、酸化チタン、チタンイエロー、酸化鉄、複合酸化物系顔料、群青、コバルトブルー、酸化クロム、バナジウム酸ビスマス、カーボンブラック、酸化亜鉛、炭酸カルシウム、硫酸バリウム、シリカ、タルク等の無機顔料;アゾ系顔料、フタロシアニン系顔料、キナクリドン系顔料、ジオキサジン系顔料、アンスラキノン系顔料、イソインドリノン系顔料、イソインドリン系顔料、ペリレン系顔料、ペリノン系顔料、キノフタロン系顔料、チオインジゴ系顔料及びジケトピロロピロール系顔料等の有機顔料;金属錯体顔料などが挙げられる。また染料としては主として油溶性染料のグループから選ばれる1種または2種を使用することが好ましい。
インサート成形の条件については特に限定されるものではなく、射出樹脂に応じた射出条件設定、金型温度設定で良いが、射出樹脂温度や金型温度が低すぎると支持基材樹脂層と射出樹脂が剥がれ易くなり、逆に射出樹脂温度や金型温度が高すぎると、ゲート近傍の支持基材樹脂層を射出樹脂が洗い流してしまう現象が発生する。このため、例えばポリプロピレン樹脂の場合には、充填温度は180〜270℃が好ましく、190〜260℃がより好ましい。ABS樹脂の場合は190〜290℃が好ましく、200〜270℃がより好ましい。
金型温度はポリプロピレン樹脂やABS樹脂のインサート成形ではキャビティー側金型、コア側金型ともに水冷〜100℃程度の温調で良いが、インサート成形後の被転写体の形状によっては反りを生じる場合があり、こうした場合にはキャビティー側金型とコア側金型に温度差を設けた金型温調を行なっても良い。また金型内に挿入した装飾シートを射出樹脂の充填前に金型温度まで加温するために、型締めした金型内で1〜100秒の範囲で保持させる射出遅延時間を設定しても良い。
金型温度はポリプロピレン樹脂やABS樹脂のインサート成形ではキャビティー側金型、コア側金型ともに水冷〜100℃程度の温調で良いが、インサート成形後の被転写体の形状によっては反りを生じる場合があり、こうした場合にはキャビティー側金型とコア側金型に温度差を設けた金型温調を行なっても良い。また金型内に挿入した装飾シートを射出樹脂の充填前に金型温度まで加温するために、型締めした金型内で1〜100秒の範囲で保持させる射出遅延時間を設定しても良い。
(工程3 剥離性フィルムを剥離)
得られた射出成形体から、剥離性フィルムを剥離する。剥離方法は特に限定はなく、例えば、境界端面を浮き上がらせ、引き剥がせばよい。境界端面を浮き上げ難い場合は、粘着テープ等を貼り付けて、剥離端を作ってから引き剥がしてもよい。
得られた射出成形体から、剥離性フィルムを剥離する。剥離方法は特に限定はなく、例えば、境界端面を浮き上がらせ、引き剥がせばよい。境界端面を浮き上げ難い場合は、粘着テープ等を貼り付けて、剥離端を作ってから引き剥がしてもよい。
以下、本発明を実施例により説明する。特に断わりのない限り「部」、「%」は質量基準である。用いた測定方法と判定方法を下に記載する。
(部分加飾シートの製造)
(装飾層用のインキ調整 アルミニウム薄膜細片の製造方法)
ニトロセルロース(HIG7)を、酢酸エチル:イソプロピルアルコール=6:4の混合溶剤に溶解して6%溶液とした。該溶液を、スクリーン線数175線/インチ、セル深度25μmのグラビア版でポリエステルフィルム上に塗布して剥離層を形成した。十分乾燥した後、剥離層上に厚さが0.04μmとなるようにアルミニウムを蒸着し、蒸着膜面に、剥離層に使用したものと同じニトロセルロース溶液を、剥離層の場合と同じ条件で塗布し、トップコート層を形成した。
上記蒸着フィルムを、酢酸エチル:イソプロピルアルコール=6:4の混合溶剤中に浸漬したポリエステルフィルムからアルミニウム蒸着膜を剥離したのち、大きさが約150μmとなるように攪拌機でアルミニウム蒸着膜を粉砕し、アルミニウム薄膜細片を調整した。
(装飾層用のインキ調整 アルミニウム薄膜細片の製造方法)
ニトロセルロース(HIG7)を、酢酸エチル:イソプロピルアルコール=6:4の混合溶剤に溶解して6%溶液とした。該溶液を、スクリーン線数175線/インチ、セル深度25μmのグラビア版でポリエステルフィルム上に塗布して剥離層を形成した。十分乾燥した後、剥離層上に厚さが0.04μmとなるようにアルミニウムを蒸着し、蒸着膜面に、剥離層に使用したものと同じニトロセルロース溶液を、剥離層の場合と同じ条件で塗布し、トップコート層を形成した。
上記蒸着フィルムを、酢酸エチル:イソプロピルアルコール=6:4の混合溶剤中に浸漬したポリエステルフィルムからアルミニウム蒸着膜を剥離したのち、大きさが約150μmとなるように攪拌機でアルミニウム蒸着膜を粉砕し、アルミニウム薄膜細片を調整した。
(アルミニウム薄膜細片スラリーの調整)
アルミニウム薄膜細片 10部
酢酸エチル 35部
メチルエチルケトン 30部
イソプロピルアルコール 30部
上記を混合し、攪拌しながら、下記組成のニトロセルロース溶液5部を加えた。
ニトロセルロース(HIG1/4) 25%
酢酸エチル:イソプロピルアルコール=6:4混合溶剤 75%
上記混合物を、温度を35℃以下に保ちながら、ターボミキサーを使用して、アルミニウム薄膜細片の大きさが5〜25μmになるまで攪拌し、アルミニウム薄膜細片スラリー(不揮発分10%)を調整した。
アルミニウム薄膜細片 10部
酢酸エチル 35部
メチルエチルケトン 30部
イソプロピルアルコール 30部
上記を混合し、攪拌しながら、下記組成のニトロセルロース溶液5部を加えた。
ニトロセルロース(HIG1/4) 25%
酢酸エチル:イソプロピルアルコール=6:4混合溶剤 75%
上記混合物を、温度を35℃以下に保ちながら、ターボミキサーを使用して、アルミニウム薄膜細片の大きさが5〜25μmになるまで攪拌し、アルミニウム薄膜細片スラリー(不揮発分10%)を調整した。
(装飾層用インキの調整)
アルミニウム薄膜細片スラリー(不揮発分10%) 30部
結着樹脂 カルボン酸含有塩酢ビ樹脂 3部
(UCC社製「ビニライト VMCH」)
カルボン酸含有ウレタン樹脂 7部
(大日本インキ化学製「タイフォースNT810−45」不揮発分45%)
酢酸エチル 23部
メチルエチルケトン 26部
イソプロパノール 10部
上記を混合し、不揮発分中のアルミニウム薄膜細片濃度35質量%であるインキを調整した。
アルミニウム薄膜細片スラリー(不揮発分10%) 30部
結着樹脂 カルボン酸含有塩酢ビ樹脂 3部
(UCC社製「ビニライト VMCH」)
カルボン酸含有ウレタン樹脂 7部
(大日本インキ化学製「タイフォースNT810−45」不揮発分45%)
酢酸エチル 23部
メチルエチルケトン 26部
イソプロパノール 10部
上記を混合し、不揮発分中のアルミニウム薄膜細片濃度35質量%であるインキを調整した。
(熱可塑性樹脂フィルム調整)
透明または半透明の熱可塑性樹脂フィルム層として、ヘイズ:0.1%、厚さ125μmのゴム変性PMMAフィルム(商品名「テクノロイS−001」、住友化学工業社製)を使用した。
透明または半透明の熱可塑性樹脂フィルム層として、ヘイズ:0.1%、厚さ125μmのゴム変性PMMAフィルム(商品名「テクノロイS−001」、住友化学工業社製)を使用した。
(表面保護層及びインキ保護層)
温度調節機、窒素導入管、滴下装置(2基)、攪拌装置を備え付けた反応容器に酢酸ブチル850部、パーブチルZ(商品名、日本油脂株式会社製、t−ブチルパーオキシベンゾエート)1部を仕込み、窒素置換後、110℃まで1.5時間かけて昇温した。
別途、メチルメタクリレート660部、t−ブチルメタクリレート150部、2−ヒドロキシエチルメタクリレート190部を良く攪拌した溶液(以下モノマー溶液と表記)と酢酸イソブチル200部、パーブチルO(商品名、日本油脂株式会社製、t−ブチルパーオキシ−2−エチルヘキサノエート)9部、パーブチルZ(商品名、日本油脂株式会社製、t−ブチルパーオキシベンゾエート)2部をよく攪拌した溶液(以下、触媒溶液と表記する。)、それぞれを滴下装置に仕込み、直ちに窒素置換した。
窒素雰囲気下で反応容器内に前述のモノマー溶液と触媒溶液を反応温度の急激な上昇がないように監視しつつ、5時間かけて滴下した。滴下終了後、約15時間攪拌を続けた結果、固形分含有率60%の水酸基含有共重合体を得た。得られた樹脂の重量平均分子量は100,000、固形分の水酸基価は79KOHmg/g、Tgは95℃であった。
前記水酸基含有共重合体と、ポリイソシアネート化合物「BURNOCK DN−981」(商品名、大日本インキ化学工業株式会社製、イソシアヌレート環含有ポリイソシアネート、数平均分子量約1000、不揮発分75%(溶剤:酢酸エチル)、官能基数3、NCO濃度13〜14%)を、固形分比1:1の割合で配合、混合し、インキ保護層用溶液を調整した。
温度調節機、窒素導入管、滴下装置(2基)、攪拌装置を備え付けた反応容器に酢酸ブチル850部、パーブチルZ(商品名、日本油脂株式会社製、t−ブチルパーオキシベンゾエート)1部を仕込み、窒素置換後、110℃まで1.5時間かけて昇温した。
別途、メチルメタクリレート660部、t−ブチルメタクリレート150部、2−ヒドロキシエチルメタクリレート190部を良く攪拌した溶液(以下モノマー溶液と表記)と酢酸イソブチル200部、パーブチルO(商品名、日本油脂株式会社製、t−ブチルパーオキシ−2−エチルヘキサノエート)9部、パーブチルZ(商品名、日本油脂株式会社製、t−ブチルパーオキシベンゾエート)2部をよく攪拌した溶液(以下、触媒溶液と表記する。)、それぞれを滴下装置に仕込み、直ちに窒素置換した。
窒素雰囲気下で反応容器内に前述のモノマー溶液と触媒溶液を反応温度の急激な上昇がないように監視しつつ、5時間かけて滴下した。滴下終了後、約15時間攪拌を続けた結果、固形分含有率60%の水酸基含有共重合体を得た。得られた樹脂の重量平均分子量は100,000、固形分の水酸基価は79KOHmg/g、Tgは95℃であった。
前記水酸基含有共重合体と、ポリイソシアネート化合物「BURNOCK DN−981」(商品名、大日本インキ化学工業株式会社製、イソシアヌレート環含有ポリイソシアネート、数平均分子量約1000、不揮発分75%(溶剤:酢酸エチル)、官能基数3、NCO濃度13〜14%)を、固形分比1:1の割合で配合、混合し、インキ保護層用溶液を調整した。
(ここで、重量平均分子量はGPC測定結果のポリスチレン換算値である。また、固形分の測定は、アルミ皿に試料1gを採り、トルエンにて薄く均一に拡げた後、風乾し更に108℃の熱風乾燥機中で1時間乾燥し、乾燥後の重量より算出した。また、水酸基価はモノマー仕込み組成よりKOH中和量として算出し、ポリマーTgはDSCにより、酸価は0.05mol・dm−3水酸化カリウムートルエン溶液滴定法により測定した。)
(接着剤)
二液型のポリエステルウレタン系接着剤(大日本インキ化学工業株式会社製「LX−630PX」と「KR−90」の二液混合型接着剤)を30:1の割合で混合し接着剤Dを調整した。
二液型のポリエステルウレタン系接着剤(大日本インキ化学工業株式会社製「LX−630PX」と「KR−90」の二液混合型接着剤)を30:1の割合で混合し接着剤Dを調整した。
(支持基材樹脂層)
支持基材樹脂層としては、2種類使用した。
支持基材樹脂層S−1として、日本エイアンドエル株式会社製ABS(クララスチックMTH−2)を押出機ホッパーより投入し、加工温度240℃にてTダイから押出成形し、100℃に加熱されたキャストロールを通した後、巻き取って得た、厚さ200μmの無延伸原反シートを使用した。
また、支持基材樹脂層S−2として、住友化学社製ランダムPP(ノーブレンFS3611)を押出機ホッパーより投入し、加工温度200℃にてTダイから押出成形し、40℃に加熱されたキャストロールを通した後、巻き取って得た、厚さ200μmの無延伸原反シートを使用した。
支持基材樹脂層としては、2種類使用した。
支持基材樹脂層S−1として、日本エイアンドエル株式会社製ABS(クララスチックMTH−2)を押出機ホッパーより投入し、加工温度240℃にてTダイから押出成形し、100℃に加熱されたキャストロールを通した後、巻き取って得た、厚さ200μmの無延伸原反シートを使用した。
また、支持基材樹脂層S−2として、住友化学社製ランダムPP(ノーブレンFS3611)を押出機ホッパーより投入し、加工温度200℃にてTダイから押出成形し、40℃に加熱されたキャストロールを通した後、巻き取って得た、厚さ200μmの無延伸原反シートを使用した。
(剥離性フィルム)
剥離性フィルムとしては、厚さ50μmのスミロン社製ポリオレフィン系表面保護フィルムP−1(商品名「EC700」、厚さ80μmの日東電工社製ポリ塩化ビニル製保護フィルムP−2(商品名「SPV−AL−300」)の2種類を使用した。
剥離性フィルムとしては、厚さ50μmのスミロン社製ポリオレフィン系表面保護フィルムP−1(商品名「EC700」、厚さ80μmの日東電工社製ポリ塩化ビニル製保護フィルムP−2(商品名「SPV−AL−300」)の2種類を使用した。
(シートA1の製造方法)
熱可塑性樹脂フィルム上に、インキ保護層用溶液をマイクログラビアコーターを使用し乾燥膜厚2μmとなるように塗工し、その後40℃で3日間エージング処理を行なった。次に装飾層用インキをインキ保護層上にマイクログラビアコーターを使用し乾燥膜厚が1μmになるように印刷した。
次に、支持基材樹脂層S−2の接着面にコロナ処理を行ない、グラビアコーターを使用し乾燥膜厚5μmになるように接着剤を塗工し、上記熱可塑性樹脂フィルム上に塗工した装飾層用インキと貼り合せを行ない、その後40℃で3日間エージング処理を行ない、加飾シート1を得た。
得られた加飾シート1と、剥離性フィルムP−2とをサーマルラミネーターによって積層し、剥離性フィルムP−2/熱可塑性樹脂フィルム層/装飾用インキ層/接着剤層/支持基材樹脂層S−2の層構成を有するシートA1を得た。積層の形状は、図1に記載の形状とした。
熱可塑性樹脂フィルム上に、インキ保護層用溶液をマイクログラビアコーターを使用し乾燥膜厚2μmとなるように塗工し、その後40℃で3日間エージング処理を行なった。次に装飾層用インキをインキ保護層上にマイクログラビアコーターを使用し乾燥膜厚が1μmになるように印刷した。
次に、支持基材樹脂層S−2の接着面にコロナ処理を行ない、グラビアコーターを使用し乾燥膜厚5μmになるように接着剤を塗工し、上記熱可塑性樹脂フィルム上に塗工した装飾層用インキと貼り合せを行ない、その後40℃で3日間エージング処理を行ない、加飾シート1を得た。
得られた加飾シート1と、剥離性フィルムP−2とをサーマルラミネーターによって積層し、剥離性フィルムP−2/熱可塑性樹脂フィルム層/装飾用インキ層/接着剤層/支持基材樹脂層S−2の層構成を有するシートA1を得た。積層の形状は、図1に記載の形状とした。
(シートA2の製造方法)
剥離性フィルムP−1上にインキ保護層用溶液をマイクログラビアコーターを使用し乾燥膜厚2μmとなるように塗工し、その後40℃で3日間エージング処理を行なった。次に装飾層用インキをインキ保護層上にマイクログラビアコーターを使用し乾燥膜厚が1μmになるように印刷した。
次に、支持基材樹脂層S−1の接着面にコロナ処理を行ない、グラビアコーターを使用し乾燥膜厚5μmになるように接着剤を塗工し、上記剥離性フィルム上に塗工した装飾層用インキと貼り合せを行ない、その後40℃で3日間エージング処理を行ない、剥離性フィルムP−1/装飾用インキ層/接着剤層/支持基材樹脂層S−1の層構成を有するシートA2を得た。積層の形状は、図2に記載の形状とした。
剥離性フィルムP−1上にインキ保護層用溶液をマイクログラビアコーターを使用し乾燥膜厚2μmとなるように塗工し、その後40℃で3日間エージング処理を行なった。次に装飾層用インキをインキ保護層上にマイクログラビアコーターを使用し乾燥膜厚が1μmになるように印刷した。
次に、支持基材樹脂層S−1の接着面にコロナ処理を行ない、グラビアコーターを使用し乾燥膜厚5μmになるように接着剤を塗工し、上記剥離性フィルム上に塗工した装飾層用インキと貼り合せを行ない、その後40℃で3日間エージング処理を行ない、剥離性フィルムP−1/装飾用インキ層/接着剤層/支持基材樹脂層S−1の層構成を有するシートA2を得た。積層の形状は、図2に記載の形状とした。
(シートA1〜A2の熱成形)
得られたシートA1〜A2を、三和興業株式会社製PLAVAC真空成形機を使用し、表面にはフッ素樹脂によるコーティングを行なっているアルミニウム製金型を用いて、表面温度60〜80℃、ヒーター温度300℃で圧空真空成形を行ない、三次元形状熱成形体を得た。以下、シートA1を熱成形したものをシートB1、シートA2を熱成形したものをシートB2とする。
得られたシートA1〜A2を、三和興業株式会社製PLAVAC真空成形機を使用し、表面にはフッ素樹脂によるコーティングを行なっているアルミニウム製金型を用いて、表面温度60〜80℃、ヒーター温度300℃で圧空真空成形を行ない、三次元形状熱成形体を得た。以下、シートA1を熱成形したものをシートB1、シートA2を熱成形したものをシートB2とする。
(トリミング)
シートB2について、トムソン刃にセットしてプレス機でカットして所定の形状のトリミングを行なった。
シートB2について、トムソン刃にセットしてプレス機でカットして所定の形状のトリミングを行なった。
(シートB1〜B2のインサート成形)
シートA1〜A2の熱成形で得られる形状と同一形状を有する射出成形用金型に対して、シートB1〜B2の剥離フィルム側が金型キャビティー側になるように装着した後に、インサート成形を行い、剥離性フィルム/加飾シート/射出成形樹脂からなる三次元形状の加飾成形体を得た。
射出成形用樹脂は奇美実業社製ABS樹脂C−1(商品名「ポリラックPA−756」)とノバテック社製ポリプロピレン樹脂C−2(商品名「TX1868H5」)を使用した。
射出成形機は住友重機械工業株式会社製の住友ネスタールC160を使用した。金型は三次元形状の熱成形体に対して支持基材層側に2.5mm厚の射出樹脂を充填できる構造である。
シートA1〜A2の熱成形で得られる形状と同一形状を有する射出成形用金型に対して、シートB1〜B2の剥離フィルム側が金型キャビティー側になるように装着した後に、インサート成形を行い、剥離性フィルム/加飾シート/射出成形樹脂からなる三次元形状の加飾成形体を得た。
射出成形用樹脂は奇美実業社製ABS樹脂C−1(商品名「ポリラックPA−756」)とノバテック社製ポリプロピレン樹脂C−2(商品名「TX1868H5」)を使用した。
射出成形機は住友重機械工業株式会社製の住友ネスタールC160を使用した。金型は三次元形状の熱成形体に対して支持基材層側に2.5mm厚の射出樹脂を充填できる構造である。
(実施例1)
シートA1を圧空真空成形法により熱成形したシートB1を、所定の部分加飾形状にトムソン刃でトリミングして射出成形金型に装着した。このときの積層シートの層構成は、剥離性フィルムP−2/熱可塑性樹脂フィルム層/装飾用インキ層/接着剤層/支持基材樹脂層S−2である。
金型温度40℃、シリンダー温度220℃で射出樹脂C−2を使用して良好な外観のインサート成形品を得た。この成形品はマスキングフィルムを剥離しても良好な外観であった。
シートA1を圧空真空成形法により熱成形したシートB1を、所定の部分加飾形状にトムソン刃でトリミングして射出成形金型に装着した。このときの積層シートの層構成は、剥離性フィルムP−2/熱可塑性樹脂フィルム層/装飾用インキ層/接着剤層/支持基材樹脂層S−2である。
金型温度40℃、シリンダー温度220℃で射出樹脂C−2を使用して良好な外観のインサート成形品を得た。この成形品はマスキングフィルムを剥離しても良好な外観であった。
(実施例2)
シートA2を圧空真空成形法により熱成形したシートB2を、射出成形金型に装着した。このとき積層シートの層構成は、剥離性フィルムP−1/装飾用インキ層/接着剤層/支持基材樹脂層S−1である。
金型温度60℃、シリンダー温度230℃で射出樹脂C−1を使用して良好な外観のインサート成形品を得た。この成形品はマスキングフィルムを剥離しても良好な外観であった。
シートA2を圧空真空成形法により熱成形したシートB2を、射出成形金型に装着した。このとき積層シートの層構成は、剥離性フィルムP−1/装飾用インキ層/接着剤層/支持基材樹脂層S−1である。
金型温度60℃、シリンダー温度230℃で射出樹脂C−1を使用して良好な外観のインサート成形品を得た。この成形品はマスキングフィルムを剥離しても良好な外観であった。
(比較例1)
剥離性フィルムを使用せずに、部分加飾シートのみを熱成形したシートを、射出成形金型に装着してインサート成形を実施した。このときの積層シートの層構成は熱可塑性樹脂フィルム層/装飾用インキ層/接着剤層/支持基材樹脂層S−2とし、金型温度40℃、シリンダー温度220℃で射出樹脂C−2を使用した。得られたインサート成形品は、位置がずれ、射出成形樹脂が積層シートの表側に回りこみ意匠性を損なうものであった。
剥離性フィルムを使用せずに、部分加飾シートのみを熱成形したシートを、射出成形金型に装着してインサート成形を実施した。このときの積層シートの層構成は熱可塑性樹脂フィルム層/装飾用インキ層/接着剤層/支持基材樹脂層S−2とし、金型温度40℃、シリンダー温度220℃で射出樹脂C−2を使用した。得られたインサート成形品は、位置がずれ、射出成形樹脂が積層シートの表側に回りこみ意匠性を損なうものであった。
1:熱成形可能な剥離性フィルム
2:部分加飾用シート
3:積層シート(シートA)
2:部分加飾用シート
3:積層シート(シートA)
Claims (2)
- 熱成形可能な剥離性フィルムと、部分加飾シートとを積層させた積層シートとを熱成形する工程1と、インサート成形用金型内に熱成形させた積層シートを装着し、インサート成形する工程2と、インサート成形後、熱成形可能な剥離性フィルムを剥離する工程3とを有することを特徴とする、部分加飾を有するインサート成形体の製造方法。
- 前記部分加飾シートが、金属薄膜細片と結着樹脂を含有する金属光沢インキ層を有する、請求項1に記載の部分加飾を有するインサート成形体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006048384A JP2007223203A (ja) | 2006-02-24 | 2006-02-24 | インサート成形体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006048384A JP2007223203A (ja) | 2006-02-24 | 2006-02-24 | インサート成形体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007223203A true JP2007223203A (ja) | 2007-09-06 |
Family
ID=38545451
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006048384A Pending JP2007223203A (ja) | 2006-02-24 | 2006-02-24 | インサート成形体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007223203A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011021721A1 (ja) * | 2009-08-21 | 2011-02-24 | 帝人株式会社 | インサート成形品 |
| WO2011021720A1 (ja) * | 2009-08-21 | 2011-02-24 | 帝人株式会社 | 射出成形用加飾シート |
| JP2017065168A (ja) * | 2015-09-30 | 2017-04-06 | 大日本印刷株式会社 | 加飾樹脂成形品の製造方法 |
-
2006
- 2006-02-24 JP JP2006048384A patent/JP2007223203A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011021721A1 (ja) * | 2009-08-21 | 2011-02-24 | 帝人株式会社 | インサート成形品 |
| WO2011021720A1 (ja) * | 2009-08-21 | 2011-02-24 | 帝人株式会社 | 射出成形用加飾シート |
| CN102470657A (zh) * | 2009-08-21 | 2012-05-23 | 帝人株式会社 | 注射成型用装饰片 |
| CN102470656A (zh) * | 2009-08-21 | 2012-05-23 | 帝人株式会社 | 嵌件成型品 |
| JPWO2011021720A1 (ja) * | 2009-08-21 | 2013-01-24 | 帝人株式会社 | 射出成形用加飾シート |
| JP2013063666A (ja) * | 2009-08-21 | 2013-04-11 | Teijin Ltd | 積層体 |
| JP5798922B2 (ja) * | 2009-08-21 | 2015-10-21 | 帝人株式会社 | インサート成形品 |
| CN102470656B (zh) * | 2009-08-21 | 2015-11-25 | 帝人株式会社 | 嵌件成型品 |
| KR101728926B1 (ko) * | 2009-08-21 | 2017-04-20 | 데이진 가부시키가이샤 | 인서트 성형품 |
| JP2017065168A (ja) * | 2015-09-30 | 2017-04-06 | 大日本印刷株式会社 | 加飾樹脂成形品の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103702820B (zh) | 通过真空加压成形或真空成形整合的结构及其制备方法 | |
| WO2014157232A1 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP2012206439A (ja) | 熱転写用フィルム、及び加飾成形品 | |
| WO2006121079A1 (ja) | 熱成形用シートの成形方法および成形装置 | |
| US20130168011A1 (en) | Laminate film for decorative molding | |
| JP5168939B2 (ja) | 水圧転写体の製造方法、及び水圧転写体 | |
| JP2006341388A (ja) | 熱成形用積層シートの成形方法及び成形体 | |
| JP2009018538A (ja) | 加飾射出成形品及びその製造方法 | |
| US20090104441A1 (en) | Laminated sheet for thermoforming, formed product, injection-molded product, and method of producing the same | |
| JP4037437B2 (ja) | 熱成形用シートの成形方法および成形装置 | |
| JP2007190702A (ja) | 熱成形用積層シート、成形体、及び加飾成形体 | |
| JP2007118350A (ja) | 成形用積層シート | |
| JP5381090B2 (ja) | 熱成形用積層シート及び加飾成形体 | |
| JP4103052B2 (ja) | 熱成形用積層シート、成形体、射出成形体及びその製造方法 | |
| JP2007223203A (ja) | インサート成形体の製造方法 | |
| JP2005169654A (ja) | 熱成形用積層シートの成形方法及びその成形体 | |
| JP2007168377A (ja) | 熱成形用積層シートの成形方法 | |
| JP2016147505A (ja) | 真空圧空成形または真空成形により一体化された構造体、およびその製造方法 | |
| US20140079948A1 (en) | Decorative film for polyolefin molded body | |
| JP2006116895A (ja) | 熱成形用積層シート | |
| JP2014159128A (ja) | 熱転写フィルムの製造方法、及びそれを使用した加飾品の製造方法 | |
| JP2007290315A (ja) | インサート成形用シート及びインサート成形体の製造方法 | |
| JP4403294B2 (ja) | 熱成形用積層シートの成形方法及びその成形体 | |
| JPWO2014192722A1 (ja) | 加飾成形用フィルムおよび加飾成形体の製造方法 | |
| JP4389157B2 (ja) | 熱成形用積層シートの成形方法及びその成形体 |