JP2007237190A - ハイドロフォーム加工用金型 - Google Patents
ハイドロフォーム加工用金型 Download PDFInfo
- Publication number
- JP2007237190A JP2007237190A JP2006059227A JP2006059227A JP2007237190A JP 2007237190 A JP2007237190 A JP 2007237190A JP 2006059227 A JP2006059227 A JP 2006059227A JP 2006059227 A JP2006059227 A JP 2006059227A JP 2007237190 A JP2007237190 A JP 2007237190A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- hydroforming
- stress
- die
- internal pressure
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
【解決手段】ハイドロフォーム加工用金型を、開閉可能に分割された金型からなり、該金型のキャビティ内壁の角部のうち、少なくとも1箇所の角部に近接する金型本体内部に、加工中における金型内の歪又は応力を測定する測定手段を水平方向及び垂直方向に配置したものとする。
【選択図】図1
Description
このハイドロフォーム加工は、図9aに示すように、素材管11を分割した上下の金型12にセットし、金型を型締めした後、素材管内に液体を注入して素材管に内圧Pを負荷するとともに、管軸方向の軸押しδを負荷することにより、管軸方向の伸びを抑えながら管周方向に伸びを与え、素材管を所定形状に成形する技術であり、内圧Pと軸押しδについて、例えば図9bのような負荷経路が用いられている。
このため、亀裂の発生の早い段階でそれを事前に検出する必要があったが、そのような技術については知られていなかった。
請求項1のハイドロフォーム加工用金型の発明は、開閉可能に分割された金型からなり、該金型のキャビティ内壁の角部のうち、少なくとも1箇所の角部に近接する金型本体内部に、加工中の金型内の歪又は応力を測定する測定手段を水平方向及び垂直方向に配置したことを特徴とする。
請求項2のハイドロフォーム加工用金型の発明は、請求項1の発明において、前記キャビティ内壁の全ての角部にそれぞれ近接する金型本体内部に、前記測定手段を配置したことを特徴とする。
請求項4のハイドロフォーム加工用金型の発明は、請求項3の発明において、前記金型の底面に、一端が前記細孔に接続し、他端が前記金型の側面に到達している配線引出し用の溝を設けたことを特徴とする。
請求項2の発明によれば、上記ハイドロフォーム加工中の素材管および金型に関する状態量をさらに精度よく得ることができる。
請求項3の発明によれば、既存の金型であっても、簡単な改造を加えることにより本発明を適用できるので、既存の金型においても上記請求項1の発明の効果を得ることができる。
請求項4に係る発明によれば、本発明を実施する際、測定手段に対する配線の引き回しを容易に行うことができる。
本発明者らは、ハイドロフォーム加工中に変化する状態量として、従来着目されていなかったハイドロフォーム加工中に金型が受ける応力に注目した。そして、ハイドロフォーム加工中に金型が受ける応力、あるいは金型に発生する歪の変化を内圧との関係で知ることができれば、素材管に関する状態量および金型に関する状態量がともに得られるのではないかと考えて、金型が受ける応力、あるいは金型に発生する歪の変化を内圧との関係で検討した。
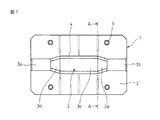
1は、上下に分割されたハイドロフォーム加工用金型の下金型であり、その分割面2の中央部分には、金型キャビティ3が設けられている。金型キャビティ3は、断面が円形の素材管の中央部を方形に膨出させるために、素材管の外径に対応した半円形凹部3a、bと、中央部の方形部に対応した方形凹部3cと、凹部3aと3cを滑らかに連結するための凹部3dと、これと同様の凹部3eとにより構成されている。
また、下金型に対応する上金型も下金型と同一形状に構成されている。
なお、9は、型締時に上下の金型を位置決めする位置決めピンであり、上金型には、位置決めピンが挿入される位置決め穴が形成されている。
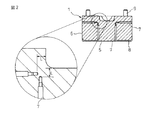
センサの設置は、図2でより詳細に示すように、金型の底面5および側面6からキャビティ内壁の角部に向かって、先端が前記角部に近接して位置する細孔7を設け、細孔の先端部に前記センサを配置した。また、金型の底面5には、一端が前記細孔7に接続し、他端が前記金型の側面6に達している溝8を設け、センサの配線を該溝によって金型外に引き出せるようにした。
センサの配置位置は、一箇所の角部につき3箇所とし、上下の金型合計で12箇所とした。
(1)素材管外面の金型キャビティ内壁への接触検知
上記金型に、引張強度が440MPaで、肉厚が2.3mmの素材鋼管をセットし、型締め力15000kNで型締め後、内圧を0〜250MPaまで昇圧した。軸押しは左右各々50mmとした。その際、加工途中におけるセンサの検出値を内圧の変化と合わせて記録するとともに、素材鋼管の変形過程を観察した。
図5に示すように、下金型右側の測定位置と上金型右側の測定位置とではセンサの検出値に多少の差がみられたが、変化の仕方はほぼ同様であった。
なお、上金型および下金型とも左右の測定位置でセンサの検出応力にほとんど差がなかったため、図5にはそれらの値を図示していない。
金型は、成形開始時は、素材鋼管の内圧からの応力を受けないから、型締め力に対応した一定の応力を受けている。その後内圧の上昇とともに素材管が膨出を開始し、まず(1)の点において、管の中央部外面がより近い金型キャビティの上下の内壁に接触する。管はさらに膨出を続け、(2)の点で左右の内壁にも接触する。それ以降、最終的に金型角部の細かい形状に倣った形状まで変形し、金型内壁にほぼ全接触した状態になるには大きな内圧を必要とするから、検出される応力も内圧の上昇とともに上昇する。
ハイドロフォーム加工の適正な加工負荷経路は製品によって異なるが、一般的には図7に示すように、内圧のみ昇圧し、軸押しは管端をシールするのに必要な量とする段階(ステップ1)、次の、内圧を一定にして軸押しする、あるいは軸押しと内圧を両方変化させる段階(ステップ2)、最後のほとんど軸押しせずに内圧のみ昇圧し、最終形状、特にコーナR部の形成を行う段階(ステップ3)によって構成されるが、ステップ1からステップ2に移行する際の内圧を適切に設定することが必要である。
つぎに、金型キャビティ内壁に亀裂が発生した場合の応力の変化について説明する。
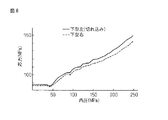
金型に亀裂が発生した場合の応力の変化を調べるために、上記図1〜4に示した下金型の左角部のR部の基部に微細な切れ込みを形成した金型を用い、図5を作成したときと同様の素材管や加工条件を用いてハイドロフォーム加工を行った。
このことから、加工終了時の応力の検出値を記録しておけば、高い応力値が連続的に検出された場合など、応力の変化から金型キャビティ内壁の亀裂の発生を予め検知することが可能となる。
ハイドロフォーム加工は、素材管の変形状態が、使用する素材管の引張強度や、内部応力などの材料特性のバラツキに影響されることが知られている。上記特許文献1〜4に示されている技術でも、個々の素材管の材料特性のバラツキによる変形状態の差異をセンサで検出して制御するものといえる。
そこで、素材管の材料特性のバラツキが、検出される応力にどのように影響するかを調べるために、肉厚はいずれも2.3mmで同一であるが、引張強度が異なる素材鋼管を複数個用意し、図5を作成したときと同様の条件でハイドロフォーム加工し、所定の内圧におけるセンサの検出応力を測定した。
表1より、内圧が同じでも素材管の引張応力に応じて検出応力値が異なることがわかった。このことから、同じ材料から製造された素材鋼管でも、引張強度にバラツキがあれば、金型に負荷される応力に差が生じるから、素材鋼管ごとに特定の内圧時の金型応力を、素材鋼管の製造履歴(例えば、コイルのどの部分を素材として作られたかなど)などと関連付けて記憶しておけば、新たにハイドロフォーム加工しようとする素材鋼管の製造履歴がわかれば、事前に材質特性を把握することができ、材料特性に最適なハイドロフォーム加工条件を採用することができる。

本発明のハイドロフォーム加工用金型は、上記図1〜5を用いて説明したように、キャビティの角部のうち、少なくとも1箇所の角部に近接する金型本体内部に、成形加工中の金型の歪又は応力を測定する測定手段を水平方向及び垂直方向に配置したものである。
配置されるセンサとしては、例えば歪を測定するものとしては、水晶感圧センサ、歪ゲージ、レーザ歪測定器などが使用でき、応力を測定するものとしては、応力ゲージ、レーザ応力測定器などが使用できる。
しかし、例えば金型製造時に細管を埋め込む方法など、細孔を形成する他の方法を採用することもできる。この場合には、細孔を曲線とすることができる。
細孔先端部の位置は、角部から5〜20mm以上離れているのが望ましい。図2の例では、Lとして15mm程度が好ましい。
細孔を用いる場合、金型強度に影響を与えないようにセンサを配置する場所や個数が選択されなければならない。
2 金型の分割面
3 金型キャビティ
4 金型キャビティの角部
5 金型の底面
6 金型の側面
7 細孔
8 配線引き出し用溝
9 位置決めピン
Claims (4)
- 開閉可能に分割された金型からなり、該金型のキャビティ内壁の角部のうち、少なくとも1箇所の角部に近接する金型本体内部に、加工中における金型内の歪又は応力を測定する測定手段を水平方向及び垂直方向に配置したことを特徴とするハイドロフォーム加工用金型。
- 前記キャビティ内壁の全ての角部にそれぞれ近接する金型本体内部に、前記測定手段を配置したことを特徴とする請求項1に記載のハイドロフォーム加工用金型。
- 開閉可能に分割された金型からなり、該金型の底面および側面からキャビティ内壁の角部に向かって、先端が前記角部に近接して位置する細孔を設け、細孔の先端部に加工中における金型内の歪又は応力を測定する測定手段を配置したことを特徴とするハイドロフォーム加工用金型。
- 前記金型の底面に、一端が前記細孔に接続し、他端が前記金型の側面に達する配線引出し用の溝を設けたことを特徴とする請求項3に記載のハイドロフォーム加工用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006059227A JP4612564B2 (ja) | 2006-03-06 | 2006-03-06 | ハイドロフォーム加工用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006059227A JP4612564B2 (ja) | 2006-03-06 | 2006-03-06 | ハイドロフォーム加工用金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007237190A true JP2007237190A (ja) | 2007-09-20 |
| JP4612564B2 JP4612564B2 (ja) | 2011-01-12 |
Family
ID=38583238
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006059227A Expired - Lifetime JP4612564B2 (ja) | 2006-03-06 | 2006-03-06 | ハイドロフォーム加工用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4612564B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007275972A (ja) * | 2006-04-11 | 2007-10-25 | Nippon Steel Corp | ハイドロフォーム加工方法および装置 |
| US20100096765A1 (en) * | 2007-05-09 | 2010-04-22 | Takuya Kuwayama | Device for press-forming a thin sheet and press- forming method |
| WO2019210649A1 (zh) * | 2018-05-03 | 2019-11-07 | 哈尔滨工业大学 | 一种金属内高压成形件尺寸控制方法及系统 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6078712A (ja) * | 1983-10-06 | 1985-05-04 | Mitsubishi Heavy Ind Ltd | 金型 |
| JPH0390216A (ja) * | 1989-09-01 | 1991-04-16 | Amada Co Ltd | 折曲げ機における金型 |
| JP2004291030A (ja) * | 2003-03-27 | 2004-10-21 | Nippon Steel Corp | ハイドロフォーム用金型 |
| JP2005199336A (ja) * | 2004-01-19 | 2005-07-28 | Amada Co Ltd | 金型及び同金型に使用する歪みセンサユニット |
-
2006
- 2006-03-06 JP JP2006059227A patent/JP4612564B2/ja not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6078712A (ja) * | 1983-10-06 | 1985-05-04 | Mitsubishi Heavy Ind Ltd | 金型 |
| JPH0390216A (ja) * | 1989-09-01 | 1991-04-16 | Amada Co Ltd | 折曲げ機における金型 |
| JP2004291030A (ja) * | 2003-03-27 | 2004-10-21 | Nippon Steel Corp | ハイドロフォーム用金型 |
| JP2005199336A (ja) * | 2004-01-19 | 2005-07-28 | Amada Co Ltd | 金型及び同金型に使用する歪みセンサユニット |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007275972A (ja) * | 2006-04-11 | 2007-10-25 | Nippon Steel Corp | ハイドロフォーム加工方法および装置 |
| US20100096765A1 (en) * | 2007-05-09 | 2010-04-22 | Takuya Kuwayama | Device for press-forming a thin sheet and press- forming method |
| US8584496B2 (en) * | 2007-05-09 | 2013-11-19 | Nippon Steel & Sumitomo Metal Corporation | Device for press-forming a thin sheet and press-forming method |
| WO2019210649A1 (zh) * | 2018-05-03 | 2019-11-07 | 哈尔滨工业大学 | 一种金属内高压成形件尺寸控制方法及系统 |
| US10940520B2 (en) | 2018-05-03 | 2021-03-09 | Harbin Institute Of Technology | Method and system for controlling dimensions of metal hydroformed parts |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4612564B2 (ja) | 2011-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5170089B2 (ja) | 薄板のプレス成形装置及びプレス成形方法 | |
| JP4828655B2 (ja) | 金属製プレス成形品の割れ判定方法、装置、プログラム及び記録媒体 | |
| JP4374394B1 (ja) | ハイドロフォーム加工装置及びハイドロフォーム加工方法 | |
| KR102694081B1 (ko) | 고압 라인용 센서 및 그 제조 방법 | |
| CN106216523A (zh) | 一种冲压模具及应变成形能力检测的方法 | |
| JP4612564B2 (ja) | ハイドロフォーム加工用金型 | |
| JP4625421B2 (ja) | ハイドロフォーム加工方法および装置 | |
| JP3756798B2 (ja) | 金属管の加工性評価装置及び評価方法 | |
| JP4630218B2 (ja) | ハイドロフォーム加工における金型の割れ検知方法および装置 | |
| JP2008264849A (ja) | 薄板のプレス金型装置の異常検知方法 | |
| JP5648172B2 (ja) | 板材の曲げ限界値判定方法とこれを用いたプレス加工部品の曲げ割れ判定方法 | |
| JP4870018B2 (ja) | 薄板のプレス金型装置及びプレス成形方法 | |
| JP4163634B2 (ja) | プラスチック成形品の強度計測装置及び強度計測方法 | |
| KR101056210B1 (ko) | 액압벌지 성형용 변형률 측정장치 및 측정방법 | |
| JP4096184B2 (ja) | プレス成形中の金型各部の変位量の測定方法および測定装置 | |
| JP5338453B2 (ja) | 歪センサを用いた転造盤 | |
| US7216519B1 (en) | Strain monitoring for part quality analysis | |
| JP4808678B2 (ja) | 薄板のプレス金型装置及びプレス成形方法 | |
| KR100907074B1 (ko) | 금형핀 파손 검사장치 | |
| JP4788339B2 (ja) | 鋳造装置及び方法、鋳造装置のキャビティ内の圧力測定装置及び方法 | |
| JP2005205501A (ja) | 隙間検出方法および隙間検出装置 | |
| JPH11258073A (ja) | 有限要素法における応力解析の精度向上方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080303 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100707 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100713 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20101005 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20101015 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131022 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4612564 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131022 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131022 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |