JP2007238209A - トレイ上昇装置 - Google Patents
トレイ上昇装置 Download PDFInfo
- Publication number
- JP2007238209A JP2007238209A JP2006059973A JP2006059973A JP2007238209A JP 2007238209 A JP2007238209 A JP 2007238209A JP 2006059973 A JP2006059973 A JP 2006059973A JP 2006059973 A JP2006059973 A JP 2006059973A JP 2007238209 A JP2007238209 A JP 2007238209A
- Authority
- JP
- Japan
- Prior art keywords
- tray
- conveyor
- support member
- link member
- parallel crank
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 35
- 238000001125 extrusion Methods 0.000 claims description 8
- 230000004888 barrier function Effects 0.000 description 13
- 238000011144 upstream manufacturing Methods 0.000 description 12
- 238000010586 diagram Methods 0.000 description 5
- 235000013311 vegetables Nutrition 0.000 description 5
- 238000001514 detection method Methods 0.000 description 4
- 230000032258 transport Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000000630 rising effect Effects 0.000 description 3
- 230000004308 accommodation Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 235000002566 Capsicum Nutrition 0.000 description 1
- 240000008067 Cucumis sativus Species 0.000 description 1
- 235000009849 Cucumis sativus Nutrition 0.000 description 1
- 239000006002 Pepper Substances 0.000 description 1
- 235000016761 Piper aduncum Nutrition 0.000 description 1
- 235000017804 Piper guineense Nutrition 0.000 description 1
- 244000203593 Piper nigrum Species 0.000 description 1
- 235000008184 Piper nigrum Nutrition 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000009897 systematic effect Effects 0.000 description 1
Images














Landscapes
- Intermediate Stations On Conveyors (AREA)
Abstract
【課題】簡易な構成で下側のコンベアから上側のコンベアへトレイを移動させることができるトレイ上昇装置を提供することである。
【解決手段】第一リンク部材7と第二リンク部材8と二つのトレイ支持部材9、10とで形成される平行クランク機構11、12が二組設けてあり、前記二組の平行クランク機構11、12は、トレイ6を両側から支持できるように配置されており、前記両平行クランク機構11、12の第一リンク部材7の中央部と第二リンク部材8の中央部には各々回転軸17、18が設けてあり、第一リンク部材7と第二リンク部材8が前記回転軸17、18を中心に回転すると、前記両平行クランク機構11、12の二つのトレイ支持部材9、10が交互に上昇又は下降し、上昇したトレイ支持部材9(10)から上側コンベア4へトレイ6を移動させるトレイ移動手段15を設けた。
【選択図】図2
【解決手段】第一リンク部材7と第二リンク部材8と二つのトレイ支持部材9、10とで形成される平行クランク機構11、12が二組設けてあり、前記二組の平行クランク機構11、12は、トレイ6を両側から支持できるように配置されており、前記両平行クランク機構11、12の第一リンク部材7の中央部と第二リンク部材8の中央部には各々回転軸17、18が設けてあり、第一リンク部材7と第二リンク部材8が前記回転軸17、18を中心に回転すると、前記両平行クランク機構11、12の二つのトレイ支持部材9、10が交互に上昇又は下降し、上昇したトレイ支持部材9(10)から上側コンベア4へトレイ6を移動させるトレイ移動手段15を設けた。
【選択図】図2
Description
本発明は、トレイを連続的に供給可能にするコンベアシステムに関するものである。
野菜などの収穫物を搬送したり、工場の生産ラインで部品や製品を搬送するために、従来から様々なコンベアが使用されている。その際、搬送物をトレイ(容器)に収容し、トレイをコンベアで搬送することによって、様々な形状の搬送物を円滑に搬送することができる。
ところで、収容した搬送物を目的地(搬送先)まで搬送したトレイは、逆方向に駆動されるコンベアによって搬送元まで戻され、再利用される。このようなコンベア装置が、例えば特許文献1に開示されている。
実用新案登録公報第2597351号公報
特許文献1に開示されているコンベア装置は、上下二段に固定された固定コンベアと、昇降可能な別の可動コンベアとで構成されている。このコンベア装置は、上側の固定コンベアで野菜(胡瓜)を入れた容器を搬送し、上昇位置にある可動コンベア上で容器から野菜を取り出し、その後、可動コンベアを下側のコンベアと同じ高さまで降下させ、空の容器を下側の固定コンベアへ移動させ、下側の固定コンベアで空の容器を上側の固定コンベアとは逆方向に移送して空の容器を再利用できるように構成されている。
ここで、特許文献1に開示されているコンベア装置では、上側の固定コンベアによって容器を搬送する方向と、下側の固定コンベアによって容器を搬送する方向とが逆になっている。そのため、上述のように容器を搬送するためには、可動コンベアは、下側の固定コンベアから容器を受け取り、さらに上側の固定コンベアへ容器を送り出すことができるように、正逆両方向に駆動可能に構成しなければならず、一方向にのみ駆動させる構成のコンベアよりも重量が重くなる。さらに、この正逆両方向に動作可能な可動コンベアを上下移動させるためには、油圧シリンダ等の強力なアクチュエータが必要である。
よって、特許文献1に開示されているような従来のコンベア装置は、構成が複雑で且つ製造コストが嵩み、さらに、空の容器を上側の固定コンベアへ渡した後に可動コンベアが下側の固定コンベアの高さまで下降する時間は、全く無駄な時間であり、容器の搬送作業を速やかに行えないという問題があった。
そこで本発明は、簡易な構成で下側のコンベアから上側のコンベアへトレイを移動させることができるトレイ上昇装置を提供することを目的としている。
上記課題を解決するため、請求項1の発明のトレイ上昇装置では、下側コンベアから上側コンベアへトレイを移動させるトレイ上昇装置であって、第一リンク部材と第二リンク部材と二つのトレイ支持部材とで形成される平行クランク機構が二組設けてあり、前記二組の平行クランク機構は、トレイを両側から支持できるように配置されており、前記両平行クランク機構の第一リンク部材の中央部と第二リンク部材の中央部には各々回転軸が設けてあり、第一リンク部材と第二リンク部材が前記回転軸を中心に回転すると、前記両平行クランク機構の二つのトレイ支持部材が交互に上昇又は下降し、上昇したトレイ支持部材から上側コンベアへトレイを移動させるトレイ移動手段を設けた。
本発明では、平行クランク機構を構成する二つのトレイ支持部材が、交互に上昇又は下降するので、トレイを連続的に下から上へ移動させることができる。また、上昇したトレイ支持部材から上側コンベアへトレイを移動させるトレイ移動手段を設けたので、下側コンベアから上側コンベアへ速やかにトレイを移動させることができる。また、一方のトレイ支持部材が下降するタイミングで他方のトレイ支持部材を上昇させることができ、下側コンベア上におけるトレイの待機時間を大幅に削減することができる。
請求項2の発明では、請求項1の発明のトレイ上昇装置において、下側コンベアで搬送されるトレイを停止させるストッパを設け、前記ストッパによって停止したトレイがトレイ支持部材に載置されるように構成した。
本発明では、下側コンベアで搬送されるトレイを停止させるストッパを設け、停止したトレイがトレイ支持部材に載置されるように構成したので、一方のトレイ支持部材がトレイを載置することができる位置に移動すると、直ちにトレイを載置することができる。従って、下降したトレイ支持部材がトレイを載置可能な位置に移動すると同時にトレイ支持部材上にトレイが載置可能となり、下側コンベア上におけるトレイの待機時間が短くなり、トレイを速やかに連続的に下側コンベア側から上側コンベア側へ移動させることができる。
請求項3の発明では、請求項1又は2の発明のトレイ上昇装置において、トレイ移動手段を、循環移動するベルト部材と、前記ベルト部材に固着された押出部材とで構成し、前記押出部材がトレイに当接し且つベルト部材が循環することによってトレイがトレイ支持部材から上側コンベアへ移動するようにした。
本発明を実施すると、トレイ移動手段をベルト部材と押出部材とで簡単に構成することができる。このベルト部材を循環させることによって、押出部材でトレイを押出し、トレイをトレイ支持部材から上側コンベアへ移動させることができる。
請求項4の発明では、請求項3の発明のトレイ上昇装置において、ベルト部材に少なくとも二つの押出部材を固着し、一つの押出部材がトレイを上側コンベアへ移動させると、別の押出部材が次に上昇したトレイを押出し可能な位置に配置されるようにした。
本発明では、ベルト部材に少なくとも二つの押出部材を固着し、一つの押出部材がトレイを上側コンベアへ移動させると、別の押出部材が次に上昇したトレイを押出し可能な位置に配置されるので、トレイを連続的にトレイ上昇装置から上側コンベアへ移動させることができるようになる。
本発明を実施すると、下側コンベア上でのトレイの待機時間が大幅に削減され、下側コンベア側から上側コンベア側へトレイを連続的に速やかに搬送することができるようになる。
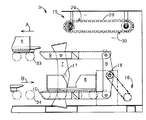
図1は、本発明のトレイ上昇装置3を備えたトレイ循環装置1の主要な構成の側面図である。図1に示すようにトレイ循環装置1は、上部コンベア4(上側コンベア)と下部コンベア5(下側コンベア)とが上下に配置され、両コンベアの図1で見て左側にトレイ下降装置2が配置され、右側にトレイ上昇装置3が配置されて構成されている。
まず、トレイ循環装置1の概要を説明し、次にトレイ6の構成と本発明のトレイ上昇装置3について詳述する。
トレイ循環装置1は、後述するトレイ6を、上部コンベア4は矢印Aで示す方向へ搬送し、下部コンベア5は矢印Bで示す方向へ搬送する。トレイ上昇装置3付近の上部コンベア4上の場所L1において、トレイ6内に収容物13(搬送物)が収容される。例えば、野菜等の食品や機械部品等が収容物13としてトレイ6内に収容される。収容物13がキュウリ等の野菜であれば、予め設定した許容範囲内の形状や大きさのもの(同程度のもの)を揃えて同一のトレイ6内に入れる。収容物13の収容が完了したトレイ6は、上部コンベア4によって左側へ搬送される。そして収容物13は、トレイ下降装置2を設置した場所L2で箱詰め作業者によってトレイ6から取り出されて箱詰めされ、トレイ6は空にされる。空のトレイ6は、トレイ下降装置2によって上部コンベア4側から下部コンベア5側へ降ろされ、下部コンベア5によって矢印Bで示す方向にトレイ上昇装置3へ向かって搬送される。
トレイ循環装置1は、後述するトレイ6を、上部コンベア4は矢印Aで示す方向へ搬送し、下部コンベア5は矢印Bで示す方向へ搬送する。トレイ上昇装置3付近の上部コンベア4上の場所L1において、トレイ6内に収容物13(搬送物)が収容される。例えば、野菜等の食品や機械部品等が収容物13としてトレイ6内に収容される。収容物13がキュウリ等の野菜であれば、予め設定した許容範囲内の形状や大きさのもの(同程度のもの)を揃えて同一のトレイ6内に入れる。収容物13の収容が完了したトレイ6は、上部コンベア4によって左側へ搬送される。そして収容物13は、トレイ下降装置2を設置した場所L2で箱詰め作業者によってトレイ6から取り出されて箱詰めされ、トレイ6は空にされる。空のトレイ6は、トレイ下降装置2によって上部コンベア4側から下部コンベア5側へ降ろされ、下部コンベア5によって矢印Bで示す方向にトレイ上昇装置3へ向かって搬送される。
次に、トレイ6の構成を説明する。
図3は、トレイ6の斜視図である。図3では、トレイ6が下部コンベア5で搬送される方向を矢印Bで示し、上部コンベア4で搬送される方向を矢印Aで示している。図3に示すように、トレイ6の、矢印A、Bで示す搬送方向と平行な側壁6cには、切欠部6bが形成されている。また、側壁6cの、矢印Bで示す搬送方向の上流側には、搬送方向と直角方向に延びる張出部6aが設けてある。張出部6aの下面は、トレイ6全体の下面と一致している。さらに、矢印Bで示す搬送方向の下流側側壁6dには、後述する押出部材と係合させる二つの孔6e、6fが設けてある。
図3は、トレイ6の斜視図である。図3では、トレイ6が下部コンベア5で搬送される方向を矢印Bで示し、上部コンベア4で搬送される方向を矢印Aで示している。図3に示すように、トレイ6の、矢印A、Bで示す搬送方向と平行な側壁6cには、切欠部6bが形成されている。また、側壁6cの、矢印Bで示す搬送方向の上流側には、搬送方向と直角方向に延びる張出部6aが設けてある。張出部6aの下面は、トレイ6全体の下面と一致している。さらに、矢印Bで示す搬送方向の下流側側壁6dには、後述する押出部材と係合させる二つの孔6e、6fが設けてある。
次に、本発明のトレイ上昇装置3の各構成を順次説明する。
図2は、本発明のトレイ上昇装置3の一部の記載を省略した部分斜視図である。また、図4(a)はトレイ上昇装置3のうちのトレイ移動装置15の記載を省略した平面略図であり、図4(b)は図4(a)の側面略図である。
図2は、本発明のトレイ上昇装置3の一部の記載を省略した部分斜視図である。また、図4(a)はトレイ上昇装置3のうちのトレイ移動装置15の記載を省略した平面略図であり、図4(b)は図4(a)の側面略図である。
トレイ上昇装置3は、二つの平行クランク機構11及び12(図2では平行クランク機構12の記載は省略している)、平行クランク機構11及び12を駆動する駆動装置16、トレイ6を衝突させて停止させる障壁14、トレイ6を上部コンベア4側へ押し出すトレイ移動装置15等で構成されている。
図2に示すように、平行クランク機構11は、トレイ循環装置1の側板1aに固定された軸17で回転可能に支持される第一リンク部材7と、駆動装置16によって回転駆動される軸18と一体の第二リンク部材8と、二つのトレイ支持部材9及び10とで構成されている。
図2に示すようにトレイ支持部材9及び10は、第一リンク部材7と、各々軸19及び20で回転可能に接続されている。また、トレイ支持部材9及び10は、第二リンク部材8と、各々軸21及び22で回転可能に接続されている。そして、第一リンク部材7と第二リンク部材8が、どのような回転位置にあっても、トレイ支持部材9と10が水平姿勢を保つように、平行クランク機構11は構成されている。図4(a)に示すように、平行クランク機構12は、平行クランク機構11と勝手が逆(対称)になっているが、構成そのものは平行クランク機構11と同じなので、以下では、平行クランク機構12の各構成を、平行クランク機構11の各構成と同じ名称及び符号を用いて表現する。
トレイ支持部材9は、矢印Bで示すトレイ搬送方向の上流側の上流部9aと下流側の下流部9bとが段違いに形成されている。図4(a)に示すように、平行クランク機構11のトレイ支持部材9の上流部9aと平行クランク機構12のトレイ支持部材9の上流部9aの間の間隔D1は、同下流部9b同士の間隔D2よりも大きい。間隔D2は、図3に示すトレイ6の幅寸法D3よりも小さく設定されており、間隔D1は、トレイ6の幅寸法よりは大きく、且つ、平行クランク機構11及び12のトレイ支持部材9の各上流部9a上にトレイ6の張出部6a(図3)を載置することができる寸法に設定されている。
トレイ支持部材9(上流部9a、下流部9b)にはトレイ6を載置するトレイ載置面9cが設けてある。下流部9bの下流側端部近傍のトレイ載置面9cには、突起部9dが設けてある。突起部9dは、トレイ6の側壁6d(図3)に当接して、トレイ6のトレイ支持部材9上での移動を制限する。
トレイ支持部材10は、トレイ支持部材9と同じ構成を備えており、第一リンク部材7と第二リンク部材8が回転すると、トレイ支持部材9とトレイ支持部材10は、交互に上下の位置が入れ替わるようになっている。
図4(b)に示すように、第一リンク部材7の軸19の中心と軸20の中心とを通る一点鎖線38に対して、軸17の中心は距離Lだけ離れている。同様に、第二リンク部材8の軸21の中心と軸22の中心とを通る一点鎖線39に対して、軸18の中心は距離Lだけ離れている。このように各軸の位置を配置することにより、平行クランク機構11及び12を円滑に回転させることができるようになる。また、トレイ支持部材9又は10に載置されて上昇中のトレイ6の向きを規制するために、第一リンク部材7の両端部分には、トレイ6の張出部6aをガイドするガイド部7aが設けてある。ガイド部7aは、第一リンク部材7の両端部分が折り曲げられて形成されている。
次に平行クランク機構11及び12を回転駆動させる駆動装置16について説明する。駆動装置16は、内部が空洞の筐体23を備えている。筐体23の側壁23a及び23bには第二リンク部材8と一体の軸18を支持する軸受が設けてある。また、図2に示すように、筐体23の側壁23aと23bとをつなぐ障壁14が矢印Bで示すトレイ搬送方向の上流側に配置されている。障壁14は、下部コンベア5によって搬送されてきたトレイ6を衝突させて、トレイ6を停止させるストッパとして機能する。
筐体23内には、モータ内蔵ローラ24が配置されている。モータ内蔵ローラ24の動力は、チェーン25を介して軸18に伝達される。このモータ内蔵ローラ24の駆動は、後述する図16に示す制御装置45によって制御される。よって、この制御装置45によって平行クランク機構11及び12の回転が制御される。
次に、トレイ上昇装置3の最後の構成であるトレイ移動装置15について説明する。トレイ移動装置15は、トレイ上昇装置3の構成の最も上側に配置されており、駆動ローラ26と従動ローラ27とを備えている。駆動ローラ26の動力は、二本のチェーンベルト28(図2ではそのうちの一方のみを描写)を介して従動ローラ27に伝達される。チェーンベルト28に張力を持たせるために、適宜、テンションプーリ(図示せず)を設けてもよい。
チェーンベルト28には、トレイ押出部材29及び30が固着されている。トレイ押出部材29と30は同じ構成なので、代表してトレイ押出部材29の構成のみを説明する。図2に示すようにトレイ押出部材29は細長い棒状の部材であり、二箇所にトレイ6の孔6e、6f(図3)に係合するフック31及び32が設けてある。チェーンベルト28は、駆動ローラ26及び従動ローラ27の回転軸と平行になるように、両端部分が各々二本のチェーンベルト28に対して、例えばボルト等で固着されて設置されている。
図2に示すようにトレイ押出部材29と30は、互いにチェーンベルト28のちょうど反対側になるように配置されている。すなわち、チェーンベルト28が半周すると、トレイ押出部材29と30とが入れ替わる。
駆動ローラ26と従動ローラ27の設置間隔は、トレイ6を平行クランク機構11及び12のトレイ支持部材9及び10上から上部コンベア4側へ導くことができる長さである。具体的には、従動ローラ27は、トレイ支持部材9及び10が上昇位置にあるときの突起9dよりは、少なくとも矢印Aで示すトレイ搬送方向の上流側の位置に配置し、駆動ローラ26は、トレイ6の下流側端部(張出部6aを設置した側の端部)が、上部コンベア4の駆動ローラ33の上に載るまで押出部材29又は30でトレイ6を押し出すことができる位置に配置する。
この駆動ローラ26は、後述する制御装置45(図16)によって制御される。すなわち、平行クランク機構11及び12が回転し、トレイ支持部材9又は10が上昇位置で停止した際に、駆動ローラ26を駆動する。押出部材29がトレイ6を上部コンベア4側へ移動させると、既に押出部材30が次のトレイ6を押出し可能に待機する。また、側板1aには、下部トレイセンサ40と上部トレイセンサ44とが設けてある。下部トレイセンサ40は、下部コンベア5からトレイ上昇装置3へ搬送されてきたトレイ6が、障壁14に到達したことを検出するものであり、上部トレイセンサ44は、トレイ6が上方にあるトレイ支持部材9又は10上にトレイ6が載置されていることを検出するものである。
以上説明したトレイ上昇装置3と、トレイ6を搬送する下部コンベア5との間には、複数のトレイ載置ローラ35が、支持部材36に回転可能に支持されて配置されている。支持部材36は、トレイ循環装置1の底部に立設されており、トレイ循環装置1の側板1aと支持部材36の間には空間37が形成されている。すなわち、トレイ載置ローラ35の長さは、下部コンベア5の駆動ローラ34よりも短い。
前述の平行クランク機構11及び12のトレイ支持部材9及び10は、下降位置では空間37を通過するため、他の部材に干渉されることなく円滑に回転することができる。下部コンベア5の駆動ローラ34から送り出されたトレイ6は、トレイ載置ローラ35に導かれて障壁14に衝突して停止するようになっている。また、トレイ支持部材9(10)が少なくとも下端位置にあるときには、トレイ載置面9cは、トレイ載置ローラ35のトレイ6と接触する部分よりも下方に位置する。
図4(a)及び図4(b)に示すトレイ上昇装置3は、トレイ6が下部コンベア5上にあり、トレイ上昇装置3には到達していない状態となっている。この図4と図5〜図15を参照しながら、トレイ6が下部コンベア5側から上部コンベア4側へ移動する際の、トレイ上昇装置3の動作について説明する。
図5(a)及び(b)は、それぞれトレイがトレイ支持部材上に載置可能な位置に配置された状態のトレイ上昇装置3の平面略図及び側面略図である。図6(a)及び(b)〜図9(a)及び(b)は、各々トレイ6を載置したトレイ支持部が上昇する状態のトレイ上昇装置3の平面略図及び側面略図である。また、図10(a)及び(b)〜図12(a)及び(b)は、各々トレイ6を上部コンベア4へ移動させたトレイ支持部材を下降させる過程のトレイ上昇装置3の平面略図及び側面略図である。
下部コンベア5上のトレイ6は、矢印Bで示す方向に搬送され、図5(a)及び(b)に示すように障壁14に当接してトレイ載置ローラ35上で停止する。その際、トレイ支持部材9又は10は、いかなる位置にあっても差し支えないが、図5(a)及び(b)では、下端位置に配置された状態を描写している。
そして、駆動装置16によって平行クランク機構11及び12が駆動され、トレイ支持部材9又は10が上昇してトレイ6をすくい上げ、トレイ6はトレイ載置面9c上を滑って突起9dに引っ掛かって停止する。その状態でトレイ6は、図6(b)に示すようにトレイ支持部材9又は10と共に上昇する。
図6(a)及び(b)に示す状態では、トレイ支持部材10上に載置されたトレイ6が、後続のトレイ6を上流側へ押し戻しているが、図7(b)に示す位置まで上昇すると、もはや両者の接触はなくなり、後続のトレイ6が、矢印Bで示す搬送方向に搬送される。この後続のトレイ6の障壁14への到達と、トレイ支持部材9の下端位置への移動のいずれが速いかは問題ではない。すなわち、後述するように、トレイ支持部材10によって上方へ移動したトレイ6が、トレイ移動装置15(図2)によって上部コンベア4へ導かれる前に、次の(後続の)トレイ6が障壁14に到達していれば、複数のトレイ6を待機時間なく連続的に上方へ移動させることができる。
図8(a)及び(b)と図9(a)及び(b)では、トレイ支持部材9が下端位置に回動移動する時期と、次のトレイ6が障壁14に到達する時期とが一致している場合を描写している。すなわち、図9(b)に示す例では、トレイ支持部材9に載置されて上昇したトレイ6は、未だトレイ支持部材9上に載置されているが、次のトレイ6は、既に障壁14に到達している。
そして、トレイ支持部材9上に載置されているトレイ6が、上部コンベア4へ移動すると、直ちに駆動装置16によって平行クランク機構11及び12が駆動されて、図10(b)及び図11(b)に示すように、トレイ支持部材9上に次のトレイ6が載置され、トレイ支持部材10上に載置されたトレイ6は、上流側で接している次々回のトレイ6を上流側へ押し戻しながら上昇を開始する。そして、次々回のトレイ6は、上昇中のトレイ6との当接が解除されると、障壁14側へ移動する。
なお、図11(a)及び(b)に示すトレイ上昇装置3の形態(状態)は、図7(a)及び(b)に示す形態(状態)とほとんど同じであるが、第一リンク部材7及び第二リンク部材8の向きが異なっている。すなわち、図7(b)に示す状態では、第一リンク部材7の軸17の中心は、第一リンク部材7の軸19の中心と軸20の中心とを結ぶ一点鎖線38よりも下方に位置しており、同様に、第二リンク部材8の軸18の中心は、第二リンク部材8の軸21の中心と軸22の中心とを結ぶ一点鎖線39よりも下方に位置している。
一方、図11(b)に示す状態では、軸17の中心は、一点鎖線38よりも上方に位置しており、同様に、軸18の中心は、一点鎖線39よりも上方に位置している。平行クランク機構11及び12は、図7(b)及び図11(b)のいずれの状態においても、一点鎖線38と軸17は距離Lだけ離れており、同様に一点鎖線39と軸18は距離Lだけ離れているので、駆動装置16から動力が伝達されると円滑に回転することができる。
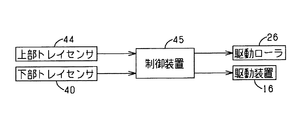
次に、トレイ支持部材9又は10に載置されて上昇したトレイ6が、トレイ移動装置15によって上部コンベア4側へ導かれる過程を、図13〜図15を参照しながら説明する。図13〜図15は、各々トレイ移動装置15によってトレイ支持部材9上のトレイ6が、上部コンベア4へ導かれる過程を示す側面略図である。また、図16は、トレイ上昇装置3の動作を司る制御装置45の信号の流れを示す系統図である。
図16に示すように、制御装置45には、下部トレイセンサ40及び上部トレイセンサ44からトレイ6の存在を示す検出信号が入力され、制御装置45は、駆動装置16や駆動ローラ26を適宜以下のように動作させる。
まず、トレイ6がトレイ支持部材9又は10によって上昇可能な位置に配置される(すなわちトレイ6が障壁14に当接して停止する)と、下部トレイセンサ40がトレイ6を検出する。そして、下部トレイセンサ40は制御装置45へ検出信号を伝送する。
制御装置45は、下部トレイセンサ40からトレイ6を検出した旨の信号を受け取り、さらに、上部トレイセンサ44がトレイ6を検出していなければ、駆動装置16を駆動させ、下方にあるトレイ支持部材9(又は10)を上昇させ、上方にあるトレイ支持部材10(又は9)を下降させる。駆動装置16は、駆動する毎に軸18を180度回転させて、上方にあるトレイ支持部材10(又は9)と下方にあるトレイ支持部材9(又は10)の位置を入れ替える。
トレイ6を載置したトレイ支持部材9が上方位置にくると、上部トレイセンサ44によってトレイ6が検出され、検出信号が制御装置45へ伝送される。上部トレイセンサ44からトレイ6の検出信号を受け取ると、制御装置45は、トレイ移動装置15の駆動ローラ26を駆動させる。その結果、トレイ押出部材29が、矢印Aで示す方向に移動して、フック31がトレイ6の孔6fに係合する。フック31がトレイ6の孔6fに係合するので、トレイ6は、トレイ押出部材29によって確実に矢印A方向へ導かれる。
図14では、矢印Aで示す方向のトレイ6の下流側端部が、上部コンベア4の駆動ローラ33上に到達し、駆動ローラ33によって矢印A方向への搬送が開始され、トレイ押出部材29のフック31が、トレイ6から離れた状態を示している。
そしてトレイ6は、図15に示すように上部コンベア4の駆動ローラ33(上部コンベア4)によって矢印Aで示す方向に搬送される。紙面の都合上、図15では上部コンベア4によって搬送されるトレイ6は描写していない。また、制御装置45は、トレイ押出部材29が図13で示すトレイ押出部材30の位置で停止するように駆動ローラ26を制御する。すなわち、その際にはトレイ押出部材30は、トレイ6を上部コンベア4側へ押出し可能な位置で停止する。以後のトレイ移動装置15の動作は、以上の動作の繰り返しである。
1 トレイ循環装置
1a 側板
2 トレイ下降装置
3 トレイ上昇装置
4 上部コンベア(上側コンベア)
5 下部コンベア(下側コンベア)
6 トレイ
6a 張出部
7 第一リンク部材
8 第二リンク部材
9 トレイ支持部材
10 トレイ支持部材
11 平行クランク機構
12 平行クランク機構
14 障壁(ストッパ)
15 トレイ移動装置(トレイ移動手段)
16 駆動装置
17〜22 軸
23 筐体
24 駆動モータ
25 チェーン
26 駆動ローラ
27 従動ローラ
28 チェーンベルト(ベルト部材)
29、30 トレイ押出部材(押出部材)
31、32 フック
33、34 駆動ローラ
35 トレイ載置ローラ
36 支持部材
37 空間
1a 側板
2 トレイ下降装置
3 トレイ上昇装置
4 上部コンベア(上側コンベア)
5 下部コンベア(下側コンベア)
6 トレイ
6a 張出部
7 第一リンク部材
8 第二リンク部材
9 トレイ支持部材
10 トレイ支持部材
11 平行クランク機構
12 平行クランク機構
14 障壁(ストッパ)
15 トレイ移動装置(トレイ移動手段)
16 駆動装置
17〜22 軸
23 筐体
24 駆動モータ
25 チェーン
26 駆動ローラ
27 従動ローラ
28 チェーンベルト(ベルト部材)
29、30 トレイ押出部材(押出部材)
31、32 フック
33、34 駆動ローラ
35 トレイ載置ローラ
36 支持部材
37 空間
Claims (4)
- 下側コンベアから上側コンベアへトレイを移動させるトレイ上昇装置であって、
第一リンク部材と第二リンク部材と二つのトレイ支持部材とで形成される平行クランク機構が二組設けてあり、
前記二組の平行クランク機構は、トレイを両側から支持できるように配置されており、
前記両平行クランク機構の第一リンク部材の中央部と第二リンク部材の中央部には各々回転軸が設けてあり、
第一リンク部材と第二リンク部材が前記回転軸を中心に回転すると、前記両平行クランク機構の二つのトレイ支持部材が交互に上昇又は下降し、
上昇したトレイ支持部材から上側コンベアへトレイを移動させるトレイ移動手段を設けたことを特徴とするトレイ上昇装置。 - 下側コンベアで搬送されるトレイを停止させるストッパを設け、前記ストッパによって停止したトレイがトレイ支持部材に載置されることを特徴とする請求項1に記載のトレイ上昇装置。
- トレイ移動手段を、循環移動するベルト部材と、前記ベルト部材に固着された押出部材とで構成し、前記押出部材がトレイに当接し且つベルト部材が循環することによってトレイがトレイ支持部材から上側コンベアへ移動することを特徴とする請求項1又は2に記載のトレイ上昇装置。
- ベルト部材に少なくとも二つの押出部材を固着し、一つの押出部材がトレイを上側コンベアへ移動させると、別の押出部材が次に上昇したトレイを押出し可能な位置に配置されることを特徴とする請求項3に記載のトレイ上昇装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006059973A JP2007238209A (ja) | 2006-03-06 | 2006-03-06 | トレイ上昇装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006059973A JP2007238209A (ja) | 2006-03-06 | 2006-03-06 | トレイ上昇装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007238209A true JP2007238209A (ja) | 2007-09-20 |
Family
ID=38584115
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006059973A Pending JP2007238209A (ja) | 2006-03-06 | 2006-03-06 | トレイ上昇装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007238209A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105540122A (zh) * | 2016-01-19 | 2016-05-04 | 杭州厚达自动化系统有限公司 | 一种智能立体仓库用顶升移载装置 |
| CN105540234A (zh) * | 2016-01-27 | 2016-05-04 | 重庆市欧华陶瓷有限责任公司 | 高差传输系统 |
| CN109809235A (zh) * | 2019-04-03 | 2019-05-28 | 广州市兴世机械制造有限公司 | 箱式储料设备用的托板更换装置及方法 |
| JP2021075290A (ja) * | 2019-11-06 | 2021-05-20 | 株式会社東京自働機械製作所 | 製品供給装置 |
-
2006
- 2006-03-06 JP JP2006059973A patent/JP2007238209A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105540122A (zh) * | 2016-01-19 | 2016-05-04 | 杭州厚达自动化系统有限公司 | 一种智能立体仓库用顶升移载装置 |
| CN105540234A (zh) * | 2016-01-27 | 2016-05-04 | 重庆市欧华陶瓷有限责任公司 | 高差传输系统 |
| CN109809235A (zh) * | 2019-04-03 | 2019-05-28 | 广州市兴世机械制造有限公司 | 箱式储料设备用的托板更换装置及方法 |
| JP2021075290A (ja) * | 2019-11-06 | 2021-05-20 | 株式会社東京自働機械製作所 | 製品供給装置 |
| JP7403283B2 (ja) | 2019-11-06 | 2023-12-22 | 株式会社東京自働機械製作所 | 製品供給装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5247606B2 (ja) | 移載装置 | |
| CN102381559B (zh) | 移载装置 | |
| JP5931389B2 (ja) | 搬送システム | |
| JP6140467B2 (ja) | 被搬送物の方向転換装置 | |
| JP6140468B2 (ja) | 被搬送物の方向転換装置 | |
| JP5686273B2 (ja) | パレット作業台循環搬送装置 | |
| JP7531615B2 (ja) | 物品を選別するためのシステム | |
| JP6532232B2 (ja) | 物品移送装置および物品移送方法 | |
| KR101738861B1 (ko) | 자동 포장시스템용 포장용기 반전장치 | |
| JP2018203371A (ja) | 食品収容方法と食品収容装置 | |
| JP4674344B2 (ja) | 搬送物昇降装置 | |
| KR101514874B1 (ko) | 목재 적재 장치 | |
| JP6268378B2 (ja) | 物品搬送装置、並びに、物品保管装置 | |
| JP6151229B2 (ja) | カップ状容器の反転装置 | |
| JP5114246B2 (ja) | 移載装置及び搬送装置 | |
| JP2007238209A (ja) | トレイ上昇装置 | |
| CN111559602A (zh) | 一种出料系统及出料方法 | |
| JP2013508242A (ja) | 容器に荷積みする製品バッチを形成する装置 | |
| JP2009190852A (ja) | 定形品の運搬装置 | |
| JP2010046706A (ja) | ワーク搬送装置 | |
| JP4855865B2 (ja) | 荷移載装置及び荷移載方法 | |
| JP2005263359A (ja) | 搬送装置 | |
| JP2006264845A (ja) | リフト装置 | |
| JP2016204154A (ja) | 昇降搬送システム、移載装置 | |
| JP5332191B2 (ja) | 移載装置 |