JP2007258454A - 閉磁路磁心およびその製造方法 - Google Patents
閉磁路磁心およびその製造方法 Download PDFInfo
- Publication number
- JP2007258454A JP2007258454A JP2006081062A JP2006081062A JP2007258454A JP 2007258454 A JP2007258454 A JP 2007258454A JP 2006081062 A JP2006081062 A JP 2006081062A JP 2006081062 A JP2006081062 A JP 2006081062A JP 2007258454 A JP2007258454 A JP 2007258454A
- Authority
- JP
- Japan
- Prior art keywords
- core
- closed magnetic
- magnetic
- magnetic circuit
- magnetic core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 18
- 239000000956 alloy Substances 0.000 claims abstract description 58
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 48
- 229910000808 amorphous metal alloy Inorganic materials 0.000 claims abstract description 15
- 239000000203 mixture Substances 0.000 claims abstract description 15
- 238000007709 nanocrystallization Methods 0.000 claims abstract description 3
- 239000011162 core material Substances 0.000 claims description 166
- 230000002093 peripheral effect Effects 0.000 claims description 57
- 238000010438 heat treatment Methods 0.000 claims description 45
- 238000000034 method Methods 0.000 claims description 14
- 238000003825 pressing Methods 0.000 claims description 9
- 229910052802 copper Inorganic materials 0.000 claims description 7
- 229910052737 gold Inorganic materials 0.000 claims description 7
- 229910052750 molybdenum Inorganic materials 0.000 claims description 7
- 229910052796 boron Inorganic materials 0.000 claims description 6
- 229910052758 niobium Inorganic materials 0.000 claims description 6
- 229910052710 silicon Inorganic materials 0.000 claims description 6
- 229910052715 tantalum Inorganic materials 0.000 claims description 6
- 229910052721 tungsten Inorganic materials 0.000 claims description 6
- 229910052735 hafnium Inorganic materials 0.000 claims description 5
- 229910052719 titanium Inorganic materials 0.000 claims description 5
- 229910052726 zirconium Inorganic materials 0.000 claims description 5
- 229910052804 chromium Inorganic materials 0.000 claims description 4
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- 229910052790 beryllium Inorganic materials 0.000 claims description 3
- 229910052733 gallium Inorganic materials 0.000 claims description 3
- 229910052732 germanium Inorganic materials 0.000 claims description 3
- 239000012535 impurity Substances 0.000 claims description 3
- 229910052738 indium Inorganic materials 0.000 claims description 3
- 229910052749 magnesium Inorganic materials 0.000 claims description 3
- 229910052748 manganese Inorganic materials 0.000 claims description 3
- 229910052759 nickel Inorganic materials 0.000 claims description 3
- 229910052760 oxygen Inorganic materials 0.000 claims description 3
- 229910052698 phosphorus Inorganic materials 0.000 claims description 3
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical group [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 claims description 3
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 3
- 229910052709 silver Inorganic materials 0.000 claims description 3
- 229910052717 sulfur Inorganic materials 0.000 claims description 3
- 229910052718 tin Inorganic materials 0.000 claims description 3
- 229910052725 zinc Inorganic materials 0.000 claims description 3
- 229910052787 antimony Inorganic materials 0.000 claims description 2
- 229910052785 arsenic Inorganic materials 0.000 claims description 2
- 229910052797 bismuth Inorganic materials 0.000 claims description 2
- 229910052793 cadmium Inorganic materials 0.000 claims description 2
- 229910052757 nitrogen Inorganic materials 0.000 claims description 2
- 229910052702 rhenium Inorganic materials 0.000 claims description 2
- 229910052706 scandium Inorganic materials 0.000 claims description 2
- 229910052711 selenium Inorganic materials 0.000 claims description 2
- 229910052720 vanadium Inorganic materials 0.000 claims description 2
- 239000002159 nanocrystal Substances 0.000 abstract description 2
- 238000003475 lamination Methods 0.000 abstract 2
- 238000000137 annealing Methods 0.000 abstract 1
- 239000013078 crystal Substances 0.000 description 26
- 239000000463 material Substances 0.000 description 21
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 20
- 230000035699 permeability Effects 0.000 description 13
- 230000000694 effects Effects 0.000 description 12
- 239000012071 phase Substances 0.000 description 11
- 230000004907 flux Effects 0.000 description 10
- 230000035882 stress Effects 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 7
- 238000013459 approach Methods 0.000 description 7
- 229910001004 magnetic alloy Inorganic materials 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- 230000001965 increasing effect Effects 0.000 description 6
- 238000010791 quenching Methods 0.000 description 4
- 229910000976 Electrical steel Inorganic materials 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000000171 quenching effect Effects 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000003292 diminished effect Effects 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000011229 interlayer Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000007791 liquid phase Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 238000009987 spinning Methods 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- -1 FeAlSi Inorganic materials 0.000 description 1
- 229910001374 Invar Inorganic materials 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- 229910001361 White metal Inorganic materials 0.000 description 1
- 238000005280 amorphization Methods 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000006355 external stress Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 229910052741 iridium Inorganic materials 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 230000005415 magnetization Effects 0.000 description 1
- 230000005403 magnetovolume effect Effects 0.000 description 1
- 229910000734 martensite Inorganic materials 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052762 osmium Inorganic materials 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 229910000889 permalloy Inorganic materials 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 239000010969 white metal Substances 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/24—Magnetic cores
- H01F27/25—Magnetic cores made from strips or ribbons
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/02—Amorphous alloys with iron as the major constituent
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/153—Amorphous metallic alloys, e.g. glassy metals
- H01F1/15308—Amorphous metallic alloys, e.g. glassy metals based on Fe/Ni
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/153—Amorphous metallic alloys, e.g. glassy metals
- H01F1/15333—Amorphous metallic alloys, e.g. glassy metals containing nanocrystallites, e.g. obtained by annealing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0206—Manufacturing of magnetic cores by mechanical means
- H01F41/0213—Manufacturing of magnetic circuits made from strip(s) or ribbon(s)
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Power Engineering (AREA)
- Materials Engineering (AREA)
- Dispersion Chemistry (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Soft Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Abstract
【課題】 高飽和磁界・高占積率であるナノ結晶合金からなる閉磁路磁心およびその製造方法を提供する。
【解決手段】 組成がFe100-a-b-cMaSibBc(原子%)で表されるアモルファス合金材料を巻き回して巻磁心とし、この巻磁心の周側面に5MPa以上500MPa以下の圧力を印加しながらナノ結晶化のための熱処理を行ない、飽和磁界が200A/m以上であり、占積率が80%以上の閉磁路磁心を製造する。前記閉磁路磁心は巻磁心であることが好ましい形態である。
【選択図】図1
【解決手段】 組成がFe100-a-b-cMaSibBc(原子%)で表されるアモルファス合金材料を巻き回して巻磁心とし、この巻磁心の周側面に5MPa以上500MPa以下の圧力を印加しながらナノ結晶化のための熱処理を行ない、飽和磁界が200A/m以上であり、占積率が80%以上の閉磁路磁心を製造する。前記閉磁路磁心は巻磁心であることが好ましい形態である。
【選択図】図1
Description
本発明は、Fe基ナノ結晶合金を用いたトランス、チョ−クコイル、センサ等の各種磁性部品に好適な高飽和磁界・高占積率の閉磁路磁心とその製造方法に関する。
直流が重畳する平滑チョークコイルなどの用途、高電圧パルス状の電圧が印加される、パルストランスやコモンモードチョークなどの用途や各相の電流にアンバランスが生ずるような用途に用いられる磁心材料には、B-Hループが飽和しやすく透磁率が高い材料は磁気的に飽和してしまうため、使用が困難であり、飽和磁束密度が高く、飽和磁界の大きい比較的透磁率の高い磁心材料および磁心が望ましい。
このような用途の磁心には、従来パーマロイ、FeAlSi、珪素鋼、鉄などの圧粉磁心や、珪素鋼板、アモルファス合金、ナノ結晶合金からなる環状磁心の一部にギャップを形成し、実効的な透磁率を低下させた飽和磁界の大きい磁心が用いられている。
しかし、圧粉磁心は磁心損失が大きい問題がある。また、ギャップを形成した珪素鋼、アモルファス合金やナノ結晶合金磁心は材料磁心の磁心損失が低い材料を用いても、ギャップ部分で磁界が漏れる際に合金帯に面内渦電流が発生し損失が著しく増加する問題がある。
ナノ結晶合金は、高飽和磁束密度でかつ高透磁率や低磁心損失など優れた軟磁気特性を示すため、コモンモ−ドチョ−クコイル、高周波トランス、漏電警報器、パルストランスや磁気スイッチ等の磁心に使用されている。例えば、代表的組成系は特許文献1や特許文献2に記載のナノ結晶合金系等が知られている。これらのナノ結晶合金は、通常液相や気相から急冷し非晶質合金とした後、これを熱処理により微結晶化することにより作製されている。液相から急冷する方法としては単ロ−ル法、双ロ−ル法、遠心急冷法、回転液中紡糸法、アトマイズ法やキャビテーション法等が知られている。また、気相から急冷する方法としては、スパッタ法、蒸着法、イオンプレ−ティング法等が知られている。ナノ結晶合金はこれらの方法により作製した非晶質合金を微結晶化したもので、非晶質合金にみられるような熱的不安定性がほとんどなく、高飽和磁束密度、低磁歪で優れた軟磁気特性を示すことが知られている。
このような用途の磁心には、従来パーマロイ、FeAlSi、珪素鋼、鉄などの圧粉磁心や、珪素鋼板、アモルファス合金、ナノ結晶合金からなる環状磁心の一部にギャップを形成し、実効的な透磁率を低下させた飽和磁界の大きい磁心が用いられている。
しかし、圧粉磁心は磁心損失が大きい問題がある。また、ギャップを形成した珪素鋼、アモルファス合金やナノ結晶合金磁心は材料磁心の磁心損失が低い材料を用いても、ギャップ部分で磁界が漏れる際に合金帯に面内渦電流が発生し損失が著しく増加する問題がある。
ナノ結晶合金は、高飽和磁束密度でかつ高透磁率や低磁心損失など優れた軟磁気特性を示すため、コモンモ−ドチョ−クコイル、高周波トランス、漏電警報器、パルストランスや磁気スイッチ等の磁心に使用されている。例えば、代表的組成系は特許文献1や特許文献2に記載のナノ結晶合金系等が知られている。これらのナノ結晶合金は、通常液相や気相から急冷し非晶質合金とした後、これを熱処理により微結晶化することにより作製されている。液相から急冷する方法としては単ロ−ル法、双ロ−ル法、遠心急冷法、回転液中紡糸法、アトマイズ法やキャビテーション法等が知られている。また、気相から急冷する方法としては、スパッタ法、蒸着法、イオンプレ−ティング法等が知られている。ナノ結晶合金はこれらの方法により作製した非晶質合金を微結晶化したもので、非晶質合金にみられるような熱的不安定性がほとんどなく、高飽和磁束密度、低磁歪で優れた軟磁気特性を示すことが知られている。
ナノ結晶合金は、磁界中熱処理によりB-Hル−プの形状を変化させることができるが、Fe基ナノ結晶合金の場合、磁界中熱処理では誘導磁気異方性を大きくすることが困難であり、大きな飽和磁界を実現することはできない。Coを含む場合は誘導磁気異方性を大きくできることが知られているが、大きな誘導磁気異方性を実現するためには多量にCoを添加しなければならず、低コストが要求される用途への適用は困難である。
そこで、アモルファス合金を結晶化してナノ結晶合金を得るための熱処理工程で、熱処理工程の間に合金薄帯へ応力を印加して磁気異方性を付与することが提案されている。このような技術は、特許文献3のような特許や、T. Yanai 等によるJ. Magn. Magn. Mater., 290-291 (2005) 1502-1505.のような論文に開示されている。ここでは、平均結晶粒径が100nm以下である結晶粒が組織の少なくとも一部を占めるナノ結晶合金をアモルファス合金巻線磁心、積層磁心、圧粉磁心等の磁心を結晶化させる際の熱処理工程において、熱処理工程の間に合金薄帯へ応力を印加することにより、B-Hループが傾斜した高飽和磁界のナノ結晶軟磁性合金薄帯が得られることが記載されている。
特公平4−4393号公報(第5頁右欄31行目〜43行目、図1)
特開平1−242755号公報(第3頁左上欄15〜右上欄5行目)
特開平8−67911号公報((0009))
第J. Magn. Magn. Mater., 290-291 (2005) 1502-1505.
しかし、実際に部品に使用する場合は巻磁心や積層磁心で使用される場合がほとんどであり、合金薄帯の長手方向に張力を印加して熱処理を行なう前記プロセスでは、その後に合金薄帯を磁心状に巻こうとしても、合金薄帯が熱処理で脆化しているために巻くことが非常に困難となる。また、脆化した合金薄帯は張力を印加して巻くと破断するため、巻く際の張力を大きくできず磁心の占積率が低下する問題がある。積層磁心の場合も同様に熱処理後に積層する際に圧力をかけながら積層すると材料が破断するため、大きな圧力をかけられず磁心の占積率が低下する問題がある。このような占積率の低下は、磁心の大型化を招くため好ましくない。
したがって、熱処理前のアモルファス状態の合金薄帯を巻き回しあるいは積層した後に、熱処理を行ない、高飽和磁界・高占積率のナノ結晶合金磁心を実現する必要がある。
したがって、熱処理前のアモルファス状態の合金薄帯を巻き回しあるいは積層した後に、熱処理を行ない、高飽和磁界・高占積率のナノ結晶合金磁心を実現する必要がある。
そこで、本発明では、高飽和磁界・高占積率であるナノ結晶合金からなる閉磁路磁心およびその製造方法を提供することを課題とする。
本発明により提供する閉磁路磁心は、Fe基ナノ結晶合金材料からなる閉磁路磁心であって、前記磁心の飽和磁界が200 A/m以上であり、占積率が80%以上であることを特徴とする。閉磁路磁心は、巻磁心であることが好ましい。
このナノ結晶合金材料は、組成がFe100-a-b-cMaSibBc(原子%)で表され、0<a≦10、0≦b≦20、2≦c≦15、9≦a+b+c≦35および不可避不純物からなり、ここでMはTi、V、Zr、Nb、Mo、Hf、Ta、Wから選ばれた少なくとも1種の元素であることが好ましい。また、Si量bが8≦b≦17、B量cが5≦c≦10であることがさらに好ましい。
上記ナノ結晶合金材料の組成は、Feの3原子%以下をCu、Auから選ばれた少なくとも1種の元素で置換した組成でもよい。3原子%より多いと飽和磁束密度、透磁率の著しい低下をもたらし好ましくない。また、Feの5原子%以下をCo、Niから選ばれた少なくとも1種の元素で置換した組成でもよい。
さらに、上記ナノ結晶合金材料の組成は、SiとBの総量の50%以下をAl、P、Ga、Ge、Beから選ばれた少なくとも1種の元素で置換した組成でもよいし、Mの50%以下をCr、Mn、Zn、As、Se、S、O、N、Sb、Sn、In、Cd、Ag、Bi、Mg、Sc、Re、白金族元素、Y、希土類元素から選ばれた少なくとも1種の元素で置換した組成でもよい。
さらに、上記ナノ結晶合金材料の組成は、SiとBの総量の50%以下をAl、P、Ga、Ge、Beから選ばれた少なくとも1種の元素で置換した組成でもよいし、Mの50%以下をCr、Mn、Zn、As、Se、S、O、N、Sb、Sn、In、Cd、Ag、Bi、Mg、Sc、Re、白金族元素、Y、希土類元素から選ばれた少なくとも1種の元素で置換した組成でもよい。
これらの閉磁路磁心を提供するために、アモルファス合金材料からなる閉磁路磁心の周側面に圧力を印加しながらナノ結晶化のための熱処理を行ない、磁心材の飽和磁界Hsが200 A/m以上であり、占積率が80%以上とする手段を採用することが好ましい。閉磁路磁心の周側面および閉磁路磁心の上下面に圧力を印加することがさらに好ましい。閉磁路磁心の占積率は85%以上、さらには88%以上、さらには90%以上とすることも可能である。
圧力の印加手段として、閉磁路磁心外周側から内周方向に圧力をかけ抑止することが可能な固定部材を配置し、その状態で閉磁路磁心の内周側から外周方向に圧力を印加しながら熱処理する印加手段、前記熱処理の工程において、前記閉磁路磁心を熱膨張係数の異なる治具に装着し、閉磁路磁心と治具の熱膨張の差を利用して治具から閉磁路磁心に圧力を印加する印加手段などが適用できる。これらの閉磁路磁心の周側面に印加する圧力は、5MPa以上500MPa以下であることが好ましい。閉磁路磁心の周側面に印加する圧力が5MPa未満であると、占積率を高める効果が得にくく、逆に500MPaを超えると、熱処理中のクリープ現象により治具が変形する恐れがある。より好ましい閉磁路磁心の周側面に印加する圧力は、10MPa以上100MPa以下である。
さらに具体的な製造方法として、閉磁路磁心と周側面で接する少なくとも一箇所にスリットが入った環状部材と、前記環状部材と接する駆動部材と、前記環状部材および駆動部材よりも熱膨張率の低い材質で、かつ前記環状部材および駆動部材を磁心の軸方向外側から抑止することが可能な固定部材を配置し、閉磁路磁心の内周面および閉磁路磁心の外周面に圧力を印加する製造方法が採用できる。
また、高温化で各部材が熱膨張するにつれ、前記固定部材から前記駆動部材及び環状部材へ与える磁心軸方向の圧力が増大して両部材が近づくよう構成されているとともに、前記環状部材が磁心の周側面に与える圧力が高くなるよう構成されている治具により閉磁路磁心の内周面および閉磁路磁心外周面に圧力を印加する製造方法が採用できる。
また、上記の環状部材は、磁心の軸方向に対して傾斜したテーパ面が形成され、テーパ面で前記駆動部材と接しているものが採用できる。また、上記の駆動部材は、磁心の軸方向に対して傾斜したテーパ面が形成され、テーパ面で前記環状部材と接しているものが採用できる。
また、環状部材が、磁心の内周面側と外周面側のそれぞれに配置されるものが好ましい。
また、環状部材もしくは駆動部材のテーパ面は、円筒状もしくは円錐状であり、かつその表面に螺旋状の溝が形成されているものが好ましい。
他の製造方法として、前記磁心の軸方向両側に配置される略板状の駆動部材と、前記駆動部材よりも熱膨張率の低い材質で、かつ前記駆動部材を磁心の軸方向外側から抑止することが可能な固定部材とを具備している治具により閉磁路磁心の内周面および閉磁路磁心の外周面に圧力を印加する製造方法が採用できる。
低い熱膨張の部品材料にはインバー合金等やMo,W,CuWなど、熱処理を施す温度範囲において、熱膨張係数の平均が数 10-6 K-1 程度以下のものまたは熱膨張係数が負のものを用いるのが好ましい。高い熱膨張の部品材料にはステンレス等の平均の熱膨張係数が10-5K-1台以上のものを用いるのが好ましい。熱膨張係数の差が大きいほど、機構が作動したときに与えられる変位は大きく、温度サイクルが大きいほど同様に変位が大きくなる。圧力印加時には冶具にも非常に大きな圧力が働くことが予想できるので、低熱膨張、高熱膨張の各部品の材料は、熱に対する軟化が小さいものが好ましい。低熱膨張、高熱膨張の各部品の材料には、用途に合わせて、マルテンサイト相変態等の構造相変態における大きな変位を利用することもできる。
冶具は、巻磁心に圧力を与え、磁気異方性を付加し、磁化曲線の形を変形させることを目的としているが、例えば、薄帯を積層する場合の接着剤の高温での乾燥時に圧縮応力を付加することや、磁心を変形させたい場合等、磁心の厚さ方向、もしくは軸方向に応力を付加させたい場合にも応用が可能である。
治具を用いた熱処理を行なうことにより磁場中熱処理を行なわなくとも恒透磁率性に優れた傾斜したB-Hル−プを示すナノ結晶磁性合金を得ることができる。このようなナノ結晶磁性合金はセンサや、トランス、チョ−クコイル用材料等に好適である。しかし、磁場中熱処理を同時に施すことにより、磁心により大きな異方性を付加することができる場合もあり、用途に適合した使用が可能である。
前記のアモルファス合金薄帯を本発明の製造方法を適用して熱処理することで、磁気特性を改良させた平均結晶粒径が100nm以下である結晶粒が組織の少なくとも一部を占めるナノ結晶合金が得られる。好ましくは50nm以下、より好ましくは30nm以下である。また上記合金は超微細なbccFe結晶粒を主体とする合金であり、bcc相はSi等を固溶しており規則格子を形成する場合もある。また、一部Fe-B化合物相を形成する場合もある。微細な結晶粒の残部は主にアモルファス相である。
Fe系の合金、化合物およびアモルファスの磁気的性質は、外部応力に対して敏感である。これは、特に自発体積磁歪や強制体積磁歪などの磁気体積効果や磁気弾性効果が非常に顕著であることに起因する。熱処理中には合金薄体に、大きな応力が加わる。常温に戻ると、結晶粒間もしくは析出した結晶粒と母相の間などに残留応力が加わり、局所的に磁気弾性効果が働き、結晶磁気異方性の起源となることが考えられる。また、熱処理時に応力を受けることいより、結晶粒や母相が変形して、形状磁気異方性の起源となることも考えられる。この様な効果がどのように現れるかは、組成および熱処理温度によるところが大きく、場合によっては恒透磁率が増加したり、B-H曲線の角形性が改善したりすることもある。
ナノ結晶合金材料の組成において、M'の含有量yは0〜10原子%である。10原子%を越えると飽和磁束密度の著しい低下を招く。少なすぎると結晶粒微細化の効果が不十分であるため、好ましいM'の含有量yは0.1〜8原子%である。Ti,Zr,Nb,Mo,Hf,Ta及びW等を添加すると結晶粒が微細化され、軟磁気特性が向上する。Nb,Mo,Taは特に効果が大きいが、これらの元素の中でNbを添加した場合特に結晶粒が細かくなりやすく、軟磁気特性も優れたものが得られる。
Cu,AuとTi,Zr,Nb,Mo,Hf,Ta及びW等との複合添加により透磁率が上昇する理由は明らかではないが次のように考えられる。Cu,AuとFeの相互作用パラメータは正であり、分離する傾向があるため、非晶質状態の合金を加熱するとFe原子同志またはCu,Au原子同志が寄り集まり、クラスターを形成するため組成ゆらぎが生ずる。このため部分的に結晶化しやすい領域が多数でき、そこを核として多数の微細結晶粒が形成される。この結晶粒はFeを主成分とするものであり、FeとCu、Auの固溶度はほとんどないため、結晶粒周辺のCu、Au濃度が高くなる。また、この結晶粒の周辺はSi等が多くTi,Zr,Nb,Mo,Hf,Ta及びW等が存在する場合結晶化しにくいため結晶粒は成長しにくいと考えられる。このため結晶粒は微細化されると考えられる。このように結晶粒が微細化されることにより、結晶磁気異方性がみかけ上相殺されること、結晶相がbcc構造のFe固溶体が主体であり磁歪が小さく、内部応力−歪によりB-H曲線の角形性の向上が期待される。
Cr,Mn,Sn,Zn,Ag,In,白金属元素,Mg,Ca,Sr,Y,希土類元素,N,OおよびSからなる群から選ばれた少なくとも1種の元素は耐食性を改善する、磁気特性を改善する、もしくは磁歪を調整する等の効果を有するものであるが、その含有量はMの50%以下が好ましい。これらの元素の中でRu,Rh,Pd,Os,Ir,Pt,Crから選ばれる少なくとも1種の元素をMの10原子%以下含む場合は耐食性、耐摩耗性に優れ、比較的飽和磁束密度が高いものが得られる。
Si及びBは、合金の微細化に特に有用な元素である。本発明のFe基軟磁性合金は好ましくは、一旦Si,Bの添加効果により非晶質合金とした後で熱処理により微細結晶粒を形成させることにより得られる。Siの含有量cが20原子%より多いと飽和磁束密度の著しい減少および軟磁気特性の劣化がおこりやすい。Siの含有量cが少ないすぎても上記の効果が薄れるため、好ましいSiの含有量cは8〜17原子%である。また、Bの含有量dが2原子%より少ないと結晶粒微細化の効果が薄れ、15原子%より多いと飽和磁束密度の減少と軟磁気特性の劣化が起こりやすい。好ましいBの含有量cは5〜10原子%である。
SiとBの総量の50%以下をAl、P、Ga、Ge、Beからなる群から選ばれた少なくとも1種の元素で置換した組成でもよい。これらの元素は非晶質化に有効な元素であり、Si,Bと共に添加することにより合金の非晶質化を助けると共に、磁歪やキュリー温度調整に効果がある。
残部は不純物を除いて実質的にFeが主体であるが、Feの5原子%以下はCo,Niにより置換されていても良い。5原子%を越えると、透磁率が低下する場合がある。Coは高価であるが飽和磁束密度を上昇させる効果があり、高保磁力記録媒体に使用する磁気ヘッド用合金や平滑チョークコイル、低周波用トランス材としてより有利である。
特に高周波の用途に対しては板厚が1μmから15μmの範囲にあるナノ結晶合金薄帯が適している。本発明合金は必要に応じて層間絶縁が行われる場合がある。層間絶縁はたとえばSiO2,MgO,Al2O3の粉末や膜を用いることができるがこれに限定されるものではない。これは特に高周波における渦電流の影響を低減し、透磁率や磁心損失を改善するのに有効である。また、表面に熱膨張係数の異なる皮膜を形成し熱処理の際合金に応力が発生するような状態にしても本発明と同様な効果を得ることができる。
本発明では、閉磁路磁心の周側面に所定の圧力を印加して製造したことで、Fe基ナノ結晶合金材料からなる閉磁路磁心として、従来よりも飽和磁界および占積率が高いものが提供できた。磁場中熱処理を行なわなくとも恒透磁率性に優れた傾斜したB-Hル−プを示す閉磁路磁心とできるため、容易に製造可能である。
また、本発明の製造方法は、従来、トランス、チョ−クコイル、センサ等の各種磁性部品の用途に符合した恒透磁率を得るために、磁心にギャップを設けていたことを、ギャップを設けることなく圧力で恒透磁率を制御するため、ギャップが存在することによる漏れ磁束、損失等を大きく低減することができ、省エネルギー、高効率、低ノイズ、信頼性向上等の効果が得られる。また、本発明の製造方法では、磁気特性の改善だけでなく、表面に接着剤を塗布した合金薄帯を磁心状に巻き回した後に熱処理を施すこともでき、接着力の強化が図れる。
また、本発明の製造方法は、従来、トランス、チョ−クコイル、センサ等の各種磁性部品の用途に符合した恒透磁率を得るために、磁心にギャップを設けていたことを、ギャップを設けることなく圧力で恒透磁率を制御するため、ギャップが存在することによる漏れ磁束、損失等を大きく低減することができ、省エネルギー、高効率、低ノイズ、信頼性向上等の効果が得られる。また、本発明の製造方法では、磁気特性の改善だけでなく、表面に接着剤を塗布した合金薄帯を磁心状に巻き回した後に熱処理を施すこともでき、接着力の強化が図れる。
(実施例1)
以下本発明を実施例にしたがって説明するが本発明はこれらに限定されるものではない。
原子%でCu1%,Nb3%,Si15.5%,B6.5%残部実質的にFeからなる合金溶湯をCu製の単ロ−ルを用いて急冷し、幅5mm厚さ18μmのアモルファス合金薄帯を得た。このアモルファス合金薄帯を磁心状に巻き回し、内径15mm、外形19mmの磁心を作製した。
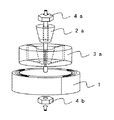
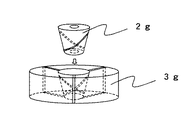
この磁心を下記の治具に取り付けて熱処理を行った。治具の形状を図1に示す。図1中、1がアモルファス合金薄帯を巻き回した磁心である。2aは駆動部材であり、頂点部分がない略円錐状の形状で、かつ軸方向には貫通した穴が形成されている。また、この駆動部材は磁心の合金薄帯よりも高い熱膨張係数を有する材料で形成されている。3aは環状部材であり、内周側には駆動部材2aと勘合するようにテーパ面が形成されている。また、径方向にスリットが3ヶ所設けられており、環状部材に駆動部材が近づくほど環状部材3aが押し広げられ、実質的に外径が大きくなるように形成されている。環状部材3aの外径は、磁心1の内径よりも若干小さい寸法に形成され、JIS規格で規定される鋼材SUS304で製造され、熱膨張係数は約16×10-6 K-1である。また、駆動部材2aと環状部材3aの中心部を貫通するように、ボルト状の固定部材4a、ナット状の固定部材4bが備えられる。固定部材4aは、駆動部材2aと環状部材3aよりも低い熱膨張係数を有するMoで形成され、熱膨張係数は約5×10-6 K-1である。
まず、環状部材3aを磁心1の内径側に挿入した。その後、環状部材3aの内側のテーパ面と、駆動部材2a側面のテーパ面が対向するように両部材を組合せた。その後、固定部材4aの先端側を環状部材3aと駆動部材2aの中心部に貫通させ、最後にナット状の固定部材4bを固定部材4aの先端側に螺着させた。この両固定部材4a,4bにより駆動部材2aと環状部材3aを軸方向の両側から抑え、離れないように固定した。
この治具に磁心を装着した状態で熱処理を行った。熱処理は冶具の熱容量による昇温効率も考慮に入れて、Ar雰囲気中、熱処理の初期段階に480℃で1時間保持した後、530℃で0.5時間保持し、その後炉冷を行った。高温化に置かれると、駆動部材2aと環状部材3aは熱膨張により軸方向に離れようとするが、低熱膨張部材である固定部材4a,4bにより両端を固定されているため、両部材の重心は徐々に近づいていく。そのため、スリットの入った環状部材3aは、内側から駆動部材2aにより押され、徐々に広がっていく。これにより、磁心1の内周面に10MPa〜40MPaの圧力がかかり、磁心1が押し広げられる状態になる。
このようにして得られた合金の組織は約12nmの平均粒径の結晶粒により占められ、かつ(表1)に示すように上記の治具を使用しない場合の磁心と比較した場合、B-Hル−プが傾斜した磁気特性のものが得られ、熱膨張差が生じる経路差が大きく、印加される圧力が大きいほど、飽和磁場が高くなる。
上記実施例で作成した本発明の閉磁路磁心は、飽和磁界が224A/mであり、占積率は90.2%であった。また、表3には、別の合金組成のFe基ナノ結晶合金を用いた時の飽和磁界を示す。
以下本発明を実施例にしたがって説明するが本発明はこれらに限定されるものではない。
原子%でCu1%,Nb3%,Si15.5%,B6.5%残部実質的にFeからなる合金溶湯をCu製の単ロ−ルを用いて急冷し、幅5mm厚さ18μmのアモルファス合金薄帯を得た。このアモルファス合金薄帯を磁心状に巻き回し、内径15mm、外形19mmの磁心を作製した。
この磁心を下記の治具に取り付けて熱処理を行った。治具の形状を図1に示す。図1中、1がアモルファス合金薄帯を巻き回した磁心である。2aは駆動部材であり、頂点部分がない略円錐状の形状で、かつ軸方向には貫通した穴が形成されている。また、この駆動部材は磁心の合金薄帯よりも高い熱膨張係数を有する材料で形成されている。3aは環状部材であり、内周側には駆動部材2aと勘合するようにテーパ面が形成されている。また、径方向にスリットが3ヶ所設けられており、環状部材に駆動部材が近づくほど環状部材3aが押し広げられ、実質的に外径が大きくなるように形成されている。環状部材3aの外径は、磁心1の内径よりも若干小さい寸法に形成され、JIS規格で規定される鋼材SUS304で製造され、熱膨張係数は約16×10-6 K-1である。また、駆動部材2aと環状部材3aの中心部を貫通するように、ボルト状の固定部材4a、ナット状の固定部材4bが備えられる。固定部材4aは、駆動部材2aと環状部材3aよりも低い熱膨張係数を有するMoで形成され、熱膨張係数は約5×10-6 K-1である。
まず、環状部材3aを磁心1の内径側に挿入した。その後、環状部材3aの内側のテーパ面と、駆動部材2a側面のテーパ面が対向するように両部材を組合せた。その後、固定部材4aの先端側を環状部材3aと駆動部材2aの中心部に貫通させ、最後にナット状の固定部材4bを固定部材4aの先端側に螺着させた。この両固定部材4a,4bにより駆動部材2aと環状部材3aを軸方向の両側から抑え、離れないように固定した。
この治具に磁心を装着した状態で熱処理を行った。熱処理は冶具の熱容量による昇温効率も考慮に入れて、Ar雰囲気中、熱処理の初期段階に480℃で1時間保持した後、530℃で0.5時間保持し、その後炉冷を行った。高温化に置かれると、駆動部材2aと環状部材3aは熱膨張により軸方向に離れようとするが、低熱膨張部材である固定部材4a,4bにより両端を固定されているため、両部材の重心は徐々に近づいていく。そのため、スリットの入った環状部材3aは、内側から駆動部材2aにより押され、徐々に広がっていく。これにより、磁心1の内周面に10MPa〜40MPaの圧力がかかり、磁心1が押し広げられる状態になる。
このようにして得られた合金の組織は約12nmの平均粒径の結晶粒により占められ、かつ(表1)に示すように上記の治具を使用しない場合の磁心と比較した場合、B-Hル−プが傾斜した磁気特性のものが得られ、熱膨張差が生じる経路差が大きく、印加される圧力が大きいほど、飽和磁場が高くなる。
上記実施例で作成した本発明の閉磁路磁心は、飽和磁界が224A/mであり、占積率は90.2%であった。また、表3には、別の合金組成のFe基ナノ結晶合金を用いた時の飽和磁界を示す。

(実施例2)
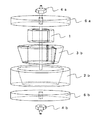
実施例1と同様にして、内径15mm、外形19mmの磁心を作製した。この磁心を下記の別の治具に取り付けて熱処理を行った。治具の形状を図2に示す。図1と同一形状の部材に関しては、同一の図番をつけている。また、実施例1と異なり、治具は磁心の外周面よりも若干大きい内周面を持ち、かつ底部が形成された筒状部材5を使用した。中心部には固定部材4aを通すための穴が形成されている。この筒状部材5は、磁心の合金薄帯よりも低い熱膨張係数を有するMo鋼で形成され、熱膨張係数は5×10-6 K-1である。
まず、磁心1を筒状部材5の内部に入れ、その後、環状部材3aを磁心1の内径側に挿入した。また、環状部材3aの内周側のテーパ面と、駆動部材2a側面のテーパ面が対向するように両部材を組合せた。その後、固定部材4aの先端側を環状部材3a、駆動部材2a、磁心1および筒状部材5の中心部に貫通させ、最後にナット状の固定部材4bを固定部材4aの先端側に螺着させた。この両固定部材4a,4bにより駆動部材2と環状部材3を軸方向の両側から抑え、離れないようにした。
この治具に磁心を装着した状態で熱処理を行った。熱処理は冶具の熱容量による昇温効率も考慮に入れて、Ar雰囲気中、熱処理の初期段階に480℃で1時間保持した後、530℃で0.5時間保持し、その後炉冷を行った。高温化に置かれると、駆動部材2aと環状部材3aは熱膨張により軸方向に離れようとするが、低熱膨張部材である固定部材4a,4bにより両端を固定されているため、両部材の重心は徐々に近づいていく。そのため、スリットの入った環状部材は、内径側から駆動部材により押され、徐々に広がっていく。これにより、磁心1の内径側に10MPa〜40MPaの圧力がかかり、磁心1が押し広げられる状態になる。また、筒状部材5は磁心1ほど熱膨張しないため、磁心1の熱膨張が物理的に抑制されて磁心1の外内径側にも10MPa〜40MPaの圧力がかかる。
このようにして得られた合金の組織は約12nmの平均粒径の結晶粒により占められ、かつ上記の治具を使用しない場合の磁心と比較した場合、B-Hル−プが傾斜した磁気特性のものが得られる。このB-Hル−プの傾斜の角度は、実施例1よりも小さいものとすることができる。
上記実施例で作成した本発明の磁心は、飽和磁界が485A/mであり、占積率は91.1%であった。
実施例1と同様にして、内径15mm、外形19mmの磁心を作製した。この磁心を下記の別の治具に取り付けて熱処理を行った。治具の形状を図2に示す。図1と同一形状の部材に関しては、同一の図番をつけている。また、実施例1と異なり、治具は磁心の外周面よりも若干大きい内周面を持ち、かつ底部が形成された筒状部材5を使用した。中心部には固定部材4aを通すための穴が形成されている。この筒状部材5は、磁心の合金薄帯よりも低い熱膨張係数を有するMo鋼で形成され、熱膨張係数は5×10-6 K-1である。
まず、磁心1を筒状部材5の内部に入れ、その後、環状部材3aを磁心1の内径側に挿入した。また、環状部材3aの内周側のテーパ面と、駆動部材2a側面のテーパ面が対向するように両部材を組合せた。その後、固定部材4aの先端側を環状部材3a、駆動部材2a、磁心1および筒状部材5の中心部に貫通させ、最後にナット状の固定部材4bを固定部材4aの先端側に螺着させた。この両固定部材4a,4bにより駆動部材2と環状部材3を軸方向の両側から抑え、離れないようにした。
この治具に磁心を装着した状態で熱処理を行った。熱処理は冶具の熱容量による昇温効率も考慮に入れて、Ar雰囲気中、熱処理の初期段階に480℃で1時間保持した後、530℃で0.5時間保持し、その後炉冷を行った。高温化に置かれると、駆動部材2aと環状部材3aは熱膨張により軸方向に離れようとするが、低熱膨張部材である固定部材4a,4bにより両端を固定されているため、両部材の重心は徐々に近づいていく。そのため、スリットの入った環状部材は、内径側から駆動部材により押され、徐々に広がっていく。これにより、磁心1の内径側に10MPa〜40MPaの圧力がかかり、磁心1が押し広げられる状態になる。また、筒状部材5は磁心1ほど熱膨張しないため、磁心1の熱膨張が物理的に抑制されて磁心1の外内径側にも10MPa〜40MPaの圧力がかかる。
このようにして得られた合金の組織は約12nmの平均粒径の結晶粒により占められ、かつ上記の治具を使用しない場合の磁心と比較した場合、B-Hル−プが傾斜した磁気特性のものが得られる。このB-Hル−プの傾斜の角度は、実施例1よりも小さいものとすることができる。
上記実施例で作成した本発明の磁心は、飽和磁界が485A/mであり、占積率は91.1%であった。
(実施例3)
実施例1と同様にして、内径15mm、外形19mmの磁心を作製した。この磁心を下記の別の治具に取り付けて熱処理を行った。治具の形状を図3に示す。
図3中、1がアモルファス合金薄帯を巻き回した磁心である。2bは駆動部材であり、内周面がテーパ状の環状に形成されている。また、この駆動部材2bは磁心の合金薄帯よりも高い熱膨張係数を有する材料で形成されている。3bは環状部材であり、外周面には駆動部材2bの内周面と勘合するようにテーパ面が形成されている。また、径方向にスリットが3ヶ所設けられており、環状部材3bに駆動部材2bが近づくほど環状部材3bの径が縮められるように形成されている。環状部材3bの内径は、磁心の外径よりも若干大きい寸法に形成され、JIS規格で規定される鋼材SUS304で製造され、熱膨張係数は16×10-6 K-1である。また、駆動部材2bと環状部材3bの中心部を貫通するように、ボルト状の固定部材4a、ナット状の固定部材4bが備えられる。固定部材4aは、駆動部材2と環状部材3よりも低い熱膨張係数を有するMoで形成され、熱膨張係数は5×10-6 K-1である。さらに、中心に固定部材4aを通すための穴が形成された円盤状部材6a,6bが形成され、この円盤状部材はJIS規格で規定される鋼材SUS304で製造され、熱膨張係数は16×10-6 K-1である。また、磁心1の内部には磁心の内径よりも若干小さい外径寸法のSUS304で製造された円筒状部材が備えられる。
まず、磁心1を環状部材3bの内部に入れ、その後、環状部材3bを駆動部材2bにテーパ面同士が相向きになるようにして組合せた。その後、駆動部材2bの下面と環状部材3bの上面から円盤状部材6a,6bを挟むよう併設させた。その後、固定部材4aの先端側を環状部材3b、駆動部材2b、磁心および円盤状部材6a,6bの中心部に貫通させ、最後にナット状の固定部材4bを固定部材4aの先端側に螺着させた。この両固定部材4a,4bにより駆動部材2と環状部材3を円盤状部材6a,6bを介して軸方向の両側から抑え、離れないよう固定した。
この治具に磁心を装着した状態で熱処理を行った。熱処理は冶具の熱容量による昇温効率も考慮に入れて、Ar雰囲気中、熱処理の初期段階に480℃で1時間保持した後、530℃で0.5時間保持し、その後炉冷を行った。高温化に置かれると、駆動部材2と環状部材3は熱膨張により軸方向に離れようとするが、低熱膨張部材である固定部材4a,4bにより両端を固定されているため、両部材の重心は徐々に近づいていく。
そのため、スリットの入った環状部材3bは、外側から駆動部材2bにより押され、徐々にスリット部分が狭まり、径を小さくしていく。これにより、磁心1の外周面に圧力がかかり、磁心1が押し縮められる状態になる。また、円盤状部材6a,6bを挿入しているため、熱膨張による駆動部材2bと環状部材3bの移動量は大きくなり、より磁心1の外周面に10MPa〜40MPaの圧力がかかる。
このようにして得られた合金の組織は約12nmの平均粒径の結晶粒により占められ、かつ上記の治具を使用しない場合の磁心と比較した場合、B-Hル−プが傾斜した磁気特性のものが得られる。
上記実施例で作成した本発明の磁心は、飽和磁界が507A/mであり、占積率は91.4%であった。
実施例1と同様にして、内径15mm、外形19mmの磁心を作製した。この磁心を下記の別の治具に取り付けて熱処理を行った。治具の形状を図3に示す。
図3中、1がアモルファス合金薄帯を巻き回した磁心である。2bは駆動部材であり、内周面がテーパ状の環状に形成されている。また、この駆動部材2bは磁心の合金薄帯よりも高い熱膨張係数を有する材料で形成されている。3bは環状部材であり、外周面には駆動部材2bの内周面と勘合するようにテーパ面が形成されている。また、径方向にスリットが3ヶ所設けられており、環状部材3bに駆動部材2bが近づくほど環状部材3bの径が縮められるように形成されている。環状部材3bの内径は、磁心の外径よりも若干大きい寸法に形成され、JIS規格で規定される鋼材SUS304で製造され、熱膨張係数は16×10-6 K-1である。また、駆動部材2bと環状部材3bの中心部を貫通するように、ボルト状の固定部材4a、ナット状の固定部材4bが備えられる。固定部材4aは、駆動部材2と環状部材3よりも低い熱膨張係数を有するMoで形成され、熱膨張係数は5×10-6 K-1である。さらに、中心に固定部材4aを通すための穴が形成された円盤状部材6a,6bが形成され、この円盤状部材はJIS規格で規定される鋼材SUS304で製造され、熱膨張係数は16×10-6 K-1である。また、磁心1の内部には磁心の内径よりも若干小さい外径寸法のSUS304で製造された円筒状部材が備えられる。
まず、磁心1を環状部材3bの内部に入れ、その後、環状部材3bを駆動部材2bにテーパ面同士が相向きになるようにして組合せた。その後、駆動部材2bの下面と環状部材3bの上面から円盤状部材6a,6bを挟むよう併設させた。その後、固定部材4aの先端側を環状部材3b、駆動部材2b、磁心および円盤状部材6a,6bの中心部に貫通させ、最後にナット状の固定部材4bを固定部材4aの先端側に螺着させた。この両固定部材4a,4bにより駆動部材2と環状部材3を円盤状部材6a,6bを介して軸方向の両側から抑え、離れないよう固定した。
この治具に磁心を装着した状態で熱処理を行った。熱処理は冶具の熱容量による昇温効率も考慮に入れて、Ar雰囲気中、熱処理の初期段階に480℃で1時間保持した後、530℃で0.5時間保持し、その後炉冷を行った。高温化に置かれると、駆動部材2と環状部材3は熱膨張により軸方向に離れようとするが、低熱膨張部材である固定部材4a,4bにより両端を固定されているため、両部材の重心は徐々に近づいていく。
そのため、スリットの入った環状部材3bは、外側から駆動部材2bにより押され、徐々にスリット部分が狭まり、径を小さくしていく。これにより、磁心1の外周面に圧力がかかり、磁心1が押し縮められる状態になる。また、円盤状部材6a,6bを挿入しているため、熱膨張による駆動部材2bと環状部材3bの移動量は大きくなり、より磁心1の外周面に10MPa〜40MPaの圧力がかかる。
このようにして得られた合金の組織は約12nmの平均粒径の結晶粒により占められ、かつ上記の治具を使用しない場合の磁心と比較した場合、B-Hル−プが傾斜した磁気特性のものが得られる。
上記実施例で作成した本発明の磁心は、飽和磁界が507A/mであり、占積率は91.4%であった。
(実施例4)
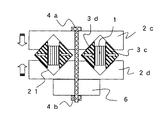
実施例1と同様にして、内径15mm、外形19mmの磁心を作製した。この磁心を下記の別の治具に取り付けて熱処理を行った。図4は治具の構成を示す図であり、磁心と組合せた場合の磁心の軸に沿った断面を示すものである。
図4中、1がアモルファス合金薄帯を巻き回した磁心である。2c,2dは駆動部材であり、磁心側の面には、磁心とほぼ同じ平均径でありかつ磁心径方向の厚みよりも幅のあるV字状の環状溝21が形成されている。また、中心部には後述する固定部材が貫通する穴が形成されている。3c,3dは内周面若しくは外周面が磁心の外周面若しくは内周面に接するよう形成され、かつ少なくとも一箇所にスリットが形成された環状部材である。JIS規格で規定される鋼材SUS304で製造され、熱膨張係数は16×10-6 K-1である。環状部材3cは外周面の中心が凸になるようにテーパ面が形成され、また、内径が磁心1の外径よりも若干大きい寸法に形成されている。また、環状部材3dは内周面の中心が凸になるようにテーパ面が形成され、また、外径が磁心1の内径よりも若干小さい寸法に形成されている。
また、駆動部材2c,2dと環状部材3c,3dの中心部を貫通するように、ボルト状の固定部材4a、ナット状の固定部材4bが備えられる。固定部材4aは、駆動部材2c、2dと環状部材3c、3dよりも低い熱膨張係数を有するMoで形成され、熱膨張係数は5×10-6 K-1である。さらに、中心に固定部材4aを通すための穴が形成された円盤状部材6が形成され、この円盤状部材はJIS規格で規定される鋼材SUS304で製造され、熱膨張係数は16×10-6 K-1である。
まず、環状部材3dが磁心1の内側に,環状部材3cが外側になるよう、同心円状に配置した。その後、環状部材3c,3dのテーパ面と駆動部材2c,2dに形成されたV字状の環状溝21と合わさるように組合せた。その後、円盤状部材6を駆動部材2dの他端面に併設させた。その後、固定部材4aの先端側を環状部材3c,3d、駆動部材2c,2d、磁心1および円盤状部材6の中心部に貫通させ、最後にナット状の固定部材4bを固定部材4aの先端側に螺着させた。この両固定部材4a,4bにより駆動部材2c、2dと環状部材3c,3dを円盤状部材6を介して軸方向の両側から抑え、離れないように固定した。
この治具に磁心を装着した状態で熱処理を行った。熱処理は冶具の熱容量による昇温効率も考慮に入れて、Ar雰囲気中、熱処理の初期段階で480℃で1時間保持した後、530℃で0.5時間保持し、その後炉冷を行った。高温化に置かれると、駆動部材2c,2dと環状部材3c,3dは熱膨張により軸方向に離れようとするが、低熱膨張部材である固定部材4a,4bにより両端を固定されているため、両部材の重心は徐々に近づいていく。
そのため、スリットの入った環状部材2c,2dは、側面を駆動部材により押され、徐々にスリット部分が狭まり、環状部材2cは径が小さく、環状部材2dは径が実質的に大きくなる。これにより、磁心1の内周面および外周面に圧力がかかり、磁心1が薄帯の厚み方向に押し縮められる状態になる。また、円盤状部材6を挿入しているため、熱膨張による駆動部材2c,2dと環状部材3c,3dの移動量は大きくなり、より磁心1の内周面、外周面に30〜80MPaの圧力がかかる。
このようにして得られた合金の組織は約12nmの平均粒径の結晶粒により占められ、かつ上記の治具を使用しない場合の磁心と比較した場合、B-Hル−プが傾斜した磁気特性のものが得られる。
上記実施例で作成した本発明の磁心は、飽和磁界が803A/mであり、占積率は92.0%であった。
実施例1と同様にして、内径15mm、外形19mmの磁心を作製した。この磁心を下記の別の治具に取り付けて熱処理を行った。図4は治具の構成を示す図であり、磁心と組合せた場合の磁心の軸に沿った断面を示すものである。
図4中、1がアモルファス合金薄帯を巻き回した磁心である。2c,2dは駆動部材であり、磁心側の面には、磁心とほぼ同じ平均径でありかつ磁心径方向の厚みよりも幅のあるV字状の環状溝21が形成されている。また、中心部には後述する固定部材が貫通する穴が形成されている。3c,3dは内周面若しくは外周面が磁心の外周面若しくは内周面に接するよう形成され、かつ少なくとも一箇所にスリットが形成された環状部材である。JIS規格で規定される鋼材SUS304で製造され、熱膨張係数は16×10-6 K-1である。環状部材3cは外周面の中心が凸になるようにテーパ面が形成され、また、内径が磁心1の外径よりも若干大きい寸法に形成されている。また、環状部材3dは内周面の中心が凸になるようにテーパ面が形成され、また、外径が磁心1の内径よりも若干小さい寸法に形成されている。
また、駆動部材2c,2dと環状部材3c,3dの中心部を貫通するように、ボルト状の固定部材4a、ナット状の固定部材4bが備えられる。固定部材4aは、駆動部材2c、2dと環状部材3c、3dよりも低い熱膨張係数を有するMoで形成され、熱膨張係数は5×10-6 K-1である。さらに、中心に固定部材4aを通すための穴が形成された円盤状部材6が形成され、この円盤状部材はJIS規格で規定される鋼材SUS304で製造され、熱膨張係数は16×10-6 K-1である。
まず、環状部材3dが磁心1の内側に,環状部材3cが外側になるよう、同心円状に配置した。その後、環状部材3c,3dのテーパ面と駆動部材2c,2dに形成されたV字状の環状溝21と合わさるように組合せた。その後、円盤状部材6を駆動部材2dの他端面に併設させた。その後、固定部材4aの先端側を環状部材3c,3d、駆動部材2c,2d、磁心1および円盤状部材6の中心部に貫通させ、最後にナット状の固定部材4bを固定部材4aの先端側に螺着させた。この両固定部材4a,4bにより駆動部材2c、2dと環状部材3c,3dを円盤状部材6を介して軸方向の両側から抑え、離れないように固定した。
この治具に磁心を装着した状態で熱処理を行った。熱処理は冶具の熱容量による昇温効率も考慮に入れて、Ar雰囲気中、熱処理の初期段階で480℃で1時間保持した後、530℃で0.5時間保持し、その後炉冷を行った。高温化に置かれると、駆動部材2c,2dと環状部材3c,3dは熱膨張により軸方向に離れようとするが、低熱膨張部材である固定部材4a,4bにより両端を固定されているため、両部材の重心は徐々に近づいていく。
そのため、スリットの入った環状部材2c,2dは、側面を駆動部材により押され、徐々にスリット部分が狭まり、環状部材2cは径が小さく、環状部材2dは径が実質的に大きくなる。これにより、磁心1の内周面および外周面に圧力がかかり、磁心1が薄帯の厚み方向に押し縮められる状態になる。また、円盤状部材6を挿入しているため、熱膨張による駆動部材2c,2dと環状部材3c,3dの移動量は大きくなり、より磁心1の内周面、外周面に30〜80MPaの圧力がかかる。
このようにして得られた合金の組織は約12nmの平均粒径の結晶粒により占められ、かつ上記の治具を使用しない場合の磁心と比較した場合、B-Hル−プが傾斜した磁気特性のものが得られる。
上記実施例で作成した本発明の磁心は、飽和磁界が803A/mであり、占積率は92.0%であった。
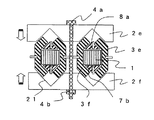
(実施例5)
図5は、実施例4の治具の改良形状である。図4と同じ形状のものは同じ番号をつけている。3e、3fは内周面若しくは外周面が磁心の外周面若しくは内周面に接するよう形成され、かつ少なくとも一箇所にスリットが形成された環状部材である。JIS規格で規定される鋼材SUS304で製造され、熱膨張係数は16×10-6 K-1である。環状部材3eは外周面の両端にテーパ面が形成されている。また、環状部材3eの内周面は磁心の外径よりも若干大きい軸に平行な面と、その両端に形成されたテーパ面からなる。環状部材3fは内周面の両端にテーパ面が形成されている。また、環状部材3fの外周面は磁心の内径よりも若干小さい軸に平行な面と、その両端に形成されたテーパ面からなる。7a,7bは磁心と同じ平均径で、かつ磁心の径方向の厚みよりも狭い幅で形成されたリングである。軸方向の一端面は平面であり、他端面は中央が凸になるようテーパ面が形成されている。材質は環状部材3e、3fと同じである。
まず、リング7a,7bの平面側が磁心の軸方向端面に接するようにリング7a,7bを配置した。その後、リング7a,7bのテーパ面と、環状部材3eの内周面のテーパ面および環状部材3fの外周面のテーパ面が接するように環状部材3e、3fを配置した。その後、環状部材3e,3fのテーパ面と駆動部材2e,2fに形成されたV字状の環状溝21と合わさるように組合せた。その後、円盤状部材6を駆動部材2fの他端面に併設させた。その後、固定部材4aの先端側を環状部材3e,3f、駆動部材2e,2f、磁心1およびリング7a,7bの中心部に貫通させ、最後にナット状の固定部材4bを固定部材4aの先端側に螺着させた。この両固定部材4a,4bにより駆動部材2e、2fと環状部材3e,3fを軸方向の両側から抑え、離れないように固定した。
実施例4と異なり、環状部材3eと3fの距離が縮まることで、リング7a,7bが磁心側に押される。これによって磁心の内周面、外周面に30〜80MPaの圧力がかかるだけでなく、軸方向側面にも圧力が付与される。
上記実施例で作成した本発明の磁心は、飽和磁界が1281A/mであり、占積率は92.9%であった。
図5は、実施例4の治具の改良形状である。図4と同じ形状のものは同じ番号をつけている。3e、3fは内周面若しくは外周面が磁心の外周面若しくは内周面に接するよう形成され、かつ少なくとも一箇所にスリットが形成された環状部材である。JIS規格で規定される鋼材SUS304で製造され、熱膨張係数は16×10-6 K-1である。環状部材3eは外周面の両端にテーパ面が形成されている。また、環状部材3eの内周面は磁心の外径よりも若干大きい軸に平行な面と、その両端に形成されたテーパ面からなる。環状部材3fは内周面の両端にテーパ面が形成されている。また、環状部材3fの外周面は磁心の内径よりも若干小さい軸に平行な面と、その両端に形成されたテーパ面からなる。7a,7bは磁心と同じ平均径で、かつ磁心の径方向の厚みよりも狭い幅で形成されたリングである。軸方向の一端面は平面であり、他端面は中央が凸になるようテーパ面が形成されている。材質は環状部材3e、3fと同じである。
まず、リング7a,7bの平面側が磁心の軸方向端面に接するようにリング7a,7bを配置した。その後、リング7a,7bのテーパ面と、環状部材3eの内周面のテーパ面および環状部材3fの外周面のテーパ面が接するように環状部材3e、3fを配置した。その後、環状部材3e,3fのテーパ面と駆動部材2e,2fに形成されたV字状の環状溝21と合わさるように組合せた。その後、円盤状部材6を駆動部材2fの他端面に併設させた。その後、固定部材4aの先端側を環状部材3e,3f、駆動部材2e,2f、磁心1およびリング7a,7bの中心部に貫通させ、最後にナット状の固定部材4bを固定部材4aの先端側に螺着させた。この両固定部材4a,4bにより駆動部材2e、2fと環状部材3e,3fを軸方向の両側から抑え、離れないように固定した。
実施例4と異なり、環状部材3eと3fの距離が縮まることで、リング7a,7bが磁心側に押される。これによって磁心の内周面、外周面に30〜80MPaの圧力がかかるだけでなく、軸方向側面にも圧力が付与される。
上記実施例で作成した本発明の磁心は、飽和磁界が1281A/mであり、占積率は92.9%であった。
1:磁心、2:駆動部材、3:環状部材、4:固定部材、7:リング
Claims (13)
- Fe基ナノ結晶合金材料からなる閉磁路磁心であって、前記磁心の飽和磁界が200 A/m以上であり、占積率が80%以上であることを特徴とする閉磁路磁心。
- 前記閉磁路磁心が巻磁心であることを特徴とする請求項1に記載の閉磁路磁心。
- 前記ナノ結晶合金材料の組成がFe100-a-b-cMaSibBc(原子%)で表され、0<a≦10、0≦b≦20、2≦c≦15、9≦a+b+c≦35および不可避不純物からなり、ここでMはTi、V、Zr、Nb、Mo、Hf、Ta、Wから選ばれた少なくとも1種の元素であることを特徴とする請求項1又は請求項2に記載の閉磁路磁心。
- Feの3原子%以下をCu、Auから選ばれた少なくとも1種の元素で置換したことを特徴とする請求項3に記載の高飽和磁界・高占積率ナノ結晶合金磁心。
- Si量bが8≦b≦17、B量cが5≦c≦10であることを特徴とする請求項3又は請求項4に記載の高飽和磁界・高占積率ナノ結晶合金磁心。
- Feの5原子%以下をCo、Niから選ばれた少なくとも1種の元素で置換したことを特徴とする請求項3乃至請求項5のいずれかに記載の閉磁路磁心。
- SiとBの総量の50%以下をAl、P、Ga、Ge、Beから選ばれた少なくとも1種の元素で置換したことを特徴とする請求項3乃至請求項6のいずれかに記載の閉磁路磁心。
- Mの50%以下をCr、Mn、Zn、As、Se、S、O、N、Sb、Sn、In、Cd、Ag、Bi、Mg、Sc、Re、白金族元素、Y、希土類元素から選ばれた少なくとも1種の元素で置換したことを特徴とする請求項3乃至請求項7のいずれかに記載の閉磁路磁心。
- アモルファス合金材料からなる閉磁路磁心の周側面に圧力を印加しながらナノ結晶化のための熱処理を行ない、磁心材の飽和磁界Hsが200 A/m以上であり、占積率が80%以上とすることを特徴とする閉磁路磁心の製造方法。
- 閉磁路磁心の周側面および閉磁路磁心の上下面に圧力を印加することを特徴とする請求項9に記載の閉磁路磁心の製造方法。
- 閉磁路磁心外周側から内周方向に圧力をかけ抑止することが可能な固定部材を配置し、その状態で閉磁路磁心の内周側から外周方向に圧力を印加しながら熱処理することを特徴とする請求項9に記載の閉磁路磁心の製造方法。
- 前記熱処理の工程において、前記閉磁路磁心を熱膨張係数の異なる治具に装着し、閉磁路磁心と治具の熱膨張の差を利用して治具から閉磁路磁心に圧力を印加することを特徴とする請求項9乃至請求項11に記載の閉磁路磁心の製造方法。
- 閉磁路磁心の周側面に印加する圧力は、5MPa以上500MPa以下であることを特徴とする請求項12に記載の閉磁路磁心の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006081062A JP2007258454A (ja) | 2006-03-23 | 2006-03-23 | 閉磁路磁心およびその製造方法 |
| PCT/JP2007/055468 WO2007119412A1 (ja) | 2006-03-23 | 2007-03-19 | 閉磁路磁心およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006081062A JP2007258454A (ja) | 2006-03-23 | 2006-03-23 | 閉磁路磁心およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007258454A true JP2007258454A (ja) | 2007-10-04 |
Family
ID=38609204
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006081062A Pending JP2007258454A (ja) | 2006-03-23 | 2006-03-23 | 閉磁路磁心およびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2007258454A (ja) |
| WO (1) | WO2007119412A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012199506A (ja) * | 2011-03-04 | 2012-10-18 | Hitachi Metals Ltd | 巻磁心 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113348526B (zh) * | 2019-02-05 | 2023-03-14 | 日立金属株式会社 | 卷绕磁芯、合金芯以及卷绕磁芯的制造方法 |
| CN114334332A (zh) * | 2021-10-12 | 2022-04-12 | 青县择明朗熙电子器件有限公司 | 纳米晶合金磁芯及制备纳米晶合金磁芯的方法 |
| CN114242436A (zh) * | 2021-10-12 | 2022-03-25 | 青县择明朗熙电子器件有限公司 | 磁芯成型模具、成型模组及成型方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57186306A (en) * | 1981-05-11 | 1982-11-16 | Hitachi Ltd | Magnetic core and manufacture thereof |
| JPS6243114A (ja) * | 1985-08-20 | 1987-02-25 | Toshiba Corp | 巻鉄心の製造方法 |
| JPH04267314A (ja) * | 1991-02-21 | 1992-09-22 | Hitachi Metals Ltd | 可飽和リアクトル用巻磁心の製造方法 |
| JP4437563B2 (ja) * | 1997-09-05 | 2010-03-24 | 日立金属株式会社 | 表面性状に優れた磁性合金ならびにそれを用いた磁心 |
| JP3321046B2 (ja) * | 1997-09-24 | 2002-09-03 | トヨタ自動車株式会社 | 電磁ソレノイド用コア部材およびその製造方法 |
| JP2000252111A (ja) * | 1999-02-25 | 2000-09-14 | Hitachi Metals Ltd | 高周波用可飽和磁心ならびにこれを用いた装置 |
| JP2004039710A (ja) * | 2002-07-01 | 2004-02-05 | Hitachi Metals Ltd | 巻磁心、これを用いたコイル及び巻磁心の製造方法 |
-
2006
- 2006-03-23 JP JP2006081062A patent/JP2007258454A/ja active Pending
-
2007
- 2007-03-19 WO PCT/JP2007/055468 patent/WO2007119412A1/ja not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012199506A (ja) * | 2011-03-04 | 2012-10-18 | Hitachi Metals Ltd | 巻磁心 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007119412A1 (ja) | 2007-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20210210260A1 (en) | Alloy, magnetic core & process for the production of a tape from an alloy | |
| JP5445889B2 (ja) | 軟磁性合金、その製造方法、ならびに磁性部品 | |
| JP5316921B2 (ja) | Fe基軟磁性合金、およびこれを用いた磁性部品 | |
| CN101627140B (zh) | 磁性合金、非晶形合金薄带及磁性部件 | |
| JP5445890B2 (ja) | 軟磁性薄帯、磁心、磁性部品、および軟磁性薄帯の製造方法 | |
| US5935347A (en) | FE-base soft magnetic alloy and laminated magnetic core by using the same | |
| JPS5929644B2 (ja) | 高透磁率アモルフアス合金の磁気特性改質方法 | |
| KR20140014188A (ko) | 합금, 자심 및 합금으로부터 테이프를 제조하는 방법 | |
| JPH1171659A (ja) | アモルファス磁性材料およびそれを用いた磁気コア | |
| JP2008231534A (ja) | 軟磁性薄帯、磁心、および磁性部品 | |
| JP2907271B2 (ja) | パーミンバー特性を備えたガラス質合金 | |
| JP4547671B2 (ja) | 高飽和磁束密度低損失磁性合金ならびにそれを用いた磁性部品 | |
| WO2007119412A1 (ja) | 閉磁路磁心およびその製造方法 | |
| JP2007254824A (ja) | 治具およびコアの熱処理方法 | |
| JP2007254823A (ja) | 治具およびコアの熱処理方法 | |
| JPH0867911A (ja) | ナノ結晶磁性合金の熱処理方法 | |
| JP6327835B2 (ja) | 積層磁性体、積層磁心およびその製造方法 | |
| JP4310738B2 (ja) | 軟磁性合金並びに磁性部品 | |
| JP3055722B2 (ja) | 高周波における角形比の大きい巻磁心の製造方法および巻磁心 | |
| JP3723016B2 (ja) | Fe基軟磁性合金 | |
| JP2001316724A (ja) | 高周波用磁心の製造方法 | |
| JP3058675B2 (ja) | 超微結晶磁性合金 | |
| JPH05263197A (ja) | 高飽和磁束密度Fe系軟磁性合金 | |
| JP2719978B2 (ja) | 高周波磁心用非晶質合金 | |
| JPH01247556A (ja) | 恒透磁率性に優れたFe基磁性合金 |