JP2007276366A - 繊維調加飾シートとこれを用いた繊維調加飾成形品の製造方法 - Google Patents
繊維調加飾シートとこれを用いた繊維調加飾成形品の製造方法 Download PDFInfo
- Publication number
- JP2007276366A JP2007276366A JP2006108220A JP2006108220A JP2007276366A JP 2007276366 A JP2007276366 A JP 2007276366A JP 2006108220 A JP2006108220 A JP 2006108220A JP 2006108220 A JP2006108220 A JP 2006108220A JP 2007276366 A JP2007276366 A JP 2007276366A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- resin
- nonwoven fabric
- tone
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
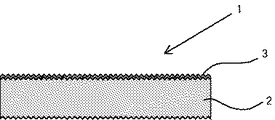
【解決手段】 250g/m2のポリエチレンテレフタレートからなる不織布の一方の面からアルミニウムを真空蒸着して不織布の繊維を高輝度膜で被覆した。高輝度膜の膜厚は700Åに設定した。また、不織布の他方の面に、グラビア印刷法により塩化ビニル−酢酸ビニル共重合体系樹脂からなる接着層を設けた。さらに、上記不織布の真空蒸着した面に紫外線硬化性樹脂とイソシアネート硬化樹脂のハイブリット樹脂をリップコーターを用いてWet25μmの膜厚設定でコーティングを行なって紫外線硬化樹脂層を形成し、繊維調加飾シートを得た。
【選択図】 図1
Description
2 不織布
3 電離放射線硬化層
4 図柄層
5 接着層
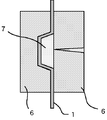
6 金型
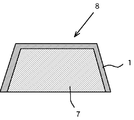
7 成形樹脂
8 繊維調加飾成形品
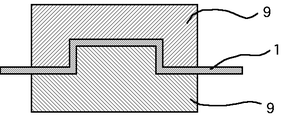
9 予備成形用型
Claims (5)
- 不織布の一方の面及び内部に電離放射線硬化層が形成されたことを特徴する繊維調加飾シート。
- 不織布が100g/m2以上である請求項1記載の繊維調加飾シート。
- 不織布の電離放射線硬化層が形成された面とは反対側の面に樹脂フィルムがラミネートされている請求項1又は2のいずれかに記載の繊維調加飾シート。
- 不織布の繊維が、高輝度膜によって被覆されたものである請求項1〜3のいずれかに記載の繊維調加飾シート。
- 請求項1〜4のいずれかに記載の繊維調加飾シートを電離放射線硬化後にキャビティを有する金型内に配置し、金型内に溶融した成形樹脂を射出し、繊維調加飾シートと成形樹脂とを一体化させることを特徴とする繊維調加飾成形品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006108220A JP4838035B2 (ja) | 2006-04-11 | 2006-04-11 | 繊維調加飾シートとこれを用いた繊維調加飾成形品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006108220A JP4838035B2 (ja) | 2006-04-11 | 2006-04-11 | 繊維調加飾シートとこれを用いた繊維調加飾成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007276366A true JP2007276366A (ja) | 2007-10-25 |
| JP4838035B2 JP4838035B2 (ja) | 2011-12-14 |
Family
ID=38678331
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006108220A Expired - Lifetime JP4838035B2 (ja) | 2006-04-11 | 2006-04-11 | 繊維調加飾シートとこれを用いた繊維調加飾成形品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4838035B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009143222A (ja) * | 2007-12-11 | 2009-07-02 | Sutech Trading Ltd | レザークロス付成形品及びその製造方法 |
| WO2015029453A1 (ja) * | 2013-08-30 | 2015-03-05 | Art&Tech株式会社 | テキスタイル調インモールド用シート、その製造方法、プレフォーム成形体、テキスタイル調樹脂成形体及びその製造方法 |
| WO2019138816A1 (ja) | 2018-01-09 | 2019-07-18 | 株式会社クラレ | 加飾成形用シート、プリフォーム成形体、及び加飾成形体 |
| JP7146993B1 (ja) | 2021-03-29 | 2022-10-04 | Nissha株式会社 | インサート成形用加飾フィルム、インサート成形用加飾フィルムの製造方法及び樹脂成形品の製造方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62173925U (ja) * | 1986-04-24 | 1987-11-05 | ||
| JP2000255017A (ja) * | 1999-03-11 | 2000-09-19 | Dainippon Printing Co Ltd | 化粧材および化粧材の製造方法 |
| JP2001199013A (ja) * | 2000-01-18 | 2001-07-24 | Dainippon Printing Co Ltd | 絵付シート及び射出成形同時絵付方法 |
| JP2001354000A (ja) * | 2000-06-16 | 2001-12-25 | Nissha Printing Co Ltd | 加飾シートと加飾成形品 |
| JP2002192649A (ja) * | 2000-12-26 | 2002-07-10 | Nissha Printing Co Ltd | 光輝性加飾シートおよび該シートを用いた光輝性加飾品の製造方法 |
| JP2002264289A (ja) * | 2001-03-12 | 2002-09-18 | Honda Motor Co Ltd | 樹脂成形体およびその製造方法 |
| JP2004034527A (ja) * | 2002-07-04 | 2004-02-05 | Nissha Printing Co Ltd | 繊維調加飾シート、繊維調加飾成形品とその製造方法 |
| JP2004142439A (ja) * | 2002-10-01 | 2004-05-20 | Nissha Printing Co Ltd | 金属光沢シートとその製造方法、金属光沢成形品の製造方法 |
| JP2005103794A (ja) * | 2003-09-29 | 2005-04-21 | Dainippon Printing Co Ltd | 加飾シート、加飾成形品、及び射出成形同時加飾方法 |
-
2006
- 2006-04-11 JP JP2006108220A patent/JP4838035B2/ja not_active Expired - Lifetime
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62173925U (ja) * | 1986-04-24 | 1987-11-05 | ||
| JP2000255017A (ja) * | 1999-03-11 | 2000-09-19 | Dainippon Printing Co Ltd | 化粧材および化粧材の製造方法 |
| JP2001199013A (ja) * | 2000-01-18 | 2001-07-24 | Dainippon Printing Co Ltd | 絵付シート及び射出成形同時絵付方法 |
| JP2001354000A (ja) * | 2000-06-16 | 2001-12-25 | Nissha Printing Co Ltd | 加飾シートと加飾成形品 |
| JP2002192649A (ja) * | 2000-12-26 | 2002-07-10 | Nissha Printing Co Ltd | 光輝性加飾シートおよび該シートを用いた光輝性加飾品の製造方法 |
| JP2002264289A (ja) * | 2001-03-12 | 2002-09-18 | Honda Motor Co Ltd | 樹脂成形体およびその製造方法 |
| JP2004034527A (ja) * | 2002-07-04 | 2004-02-05 | Nissha Printing Co Ltd | 繊維調加飾シート、繊維調加飾成形品とその製造方法 |
| JP2004142439A (ja) * | 2002-10-01 | 2004-05-20 | Nissha Printing Co Ltd | 金属光沢シートとその製造方法、金属光沢成形品の製造方法 |
| JP2005103794A (ja) * | 2003-09-29 | 2005-04-21 | Dainippon Printing Co Ltd | 加飾シート、加飾成形品、及び射出成形同時加飾方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009143222A (ja) * | 2007-12-11 | 2009-07-02 | Sutech Trading Ltd | レザークロス付成形品及びその製造方法 |
| WO2015029453A1 (ja) * | 2013-08-30 | 2015-03-05 | Art&Tech株式会社 | テキスタイル調インモールド用シート、その製造方法、プレフォーム成形体、テキスタイル調樹脂成形体及びその製造方法 |
| JPWO2015029453A1 (ja) * | 2013-08-30 | 2017-03-02 | Art&Tech株式会社 | テキスタイル調インモールド用シート、その製造方法、プレフォーム成形体、テキスタイル調樹脂成形体及びその製造方法 |
| US11000980B2 (en) | 2013-08-30 | 2021-05-11 | Art & Tech Co., Ltd. | Textile-like in-mold sheet, production method of the same, preform molded body, textile-like resin molded body, and production method of the same |
| WO2019138816A1 (ja) | 2018-01-09 | 2019-07-18 | 株式会社クラレ | 加飾成形用シート、プリフォーム成形体、及び加飾成形体 |
| KR20200093652A (ko) | 2018-01-09 | 2020-08-05 | 주식회사 쿠라레 | 가식 성형용 시트, 프리폼 성형체, 및 가식 성형체 |
| US11370202B2 (en) | 2018-01-09 | 2022-06-28 | Kuraray Co., Ltd. | Decorative molding sheet, preform molding body, and decorative molded body |
| JP7146993B1 (ja) | 2021-03-29 | 2022-10-04 | Nissha株式会社 | インサート成形用加飾フィルム、インサート成形用加飾フィルムの製造方法及び樹脂成形品の製造方法 |
| WO2022209328A1 (ja) * | 2021-03-29 | 2022-10-06 | Nissha株式会社 | インサート成形用加飾フィルム、インサート成形用加飾フィルムの製造方法及び樹脂成形品の製造方法 |
| JP2022152243A (ja) * | 2021-03-29 | 2022-10-12 | Nissha株式会社 | インサート成形用加飾フィルム、インサート成形用加飾フィルムの製造方法及び樹脂成形品の製造方法 |
| CN117098674A (zh) * | 2021-03-29 | 2023-11-21 | Nissha株式会社 | 嵌件成型用装饰膜、其制造方法及树脂成型品的制造方法 |
| US12103282B2 (en) | 2021-03-29 | 2024-10-01 | Nissha Co., Ltd | Decorative film for insert molding, method for manufacturing decorative film for insert molding, and method for manufacturing resin molded product |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4838035B2 (ja) | 2011-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100519176C (zh) | 具有金属光泽表面的树脂成形物 | |
| JP6686626B2 (ja) | 加飾シート及び加飾樹脂成形品 | |
| JP2014184726A (ja) | 加飾シート、射出成形同時加飾方法、及び加飾成形品 | |
| JP2943800B1 (ja) | 成形同時絵付シートと金属光沢成形品の製造方法 | |
| JP3494527B2 (ja) | 艶消しインサート成形品およびその製造方法 | |
| JP3727126B2 (ja) | 金属薄膜インサートフィルム成形品の製造方法 | |
| JP4838035B2 (ja) | 繊維調加飾シートとこれを用いた繊維調加飾成形品の製造方法 | |
| JP3598220B2 (ja) | 絵付インサートフィルムおよび絵付インサート成形品の製造方法 | |
| JP5903768B2 (ja) | 転写箔、および転写箔の製造方法 | |
| JPH10264201A (ja) | 金属蒸着インサートフィルムと金属蒸着インサート成形品の製造方法 | |
| JP2004142439A (ja) | 金属光沢シートとその製造方法、金属光沢成形品の製造方法 | |
| JP6982827B2 (ja) | 木質化粧板の製造方法およびこの木質化粧板を用いたインサート成形品の製造方法 | |
| JP3955599B2 (ja) | マットハードコート用転写シートおよびマットハードコート成形品の製造方法 | |
| JP2000141549A (ja) | 加飾シート及び加飾成形品 | |
| JP2003103743A (ja) | 加飾シートと凹凸加飾シートの製造方法、凹凸加飾成形品の製造方法 | |
| JP5050296B2 (ja) | 加飾シート、射出成形同時加飾方法、及び加飾成形品 | |
| JP3401231B2 (ja) | 部分マットハードコート転写材と部分マットハードコート成形品の製造方法 | |
| JP4542667B2 (ja) | 光輝性加飾シートと光輝性加飾成形品の製造方法 | |
| JP2004034527A (ja) | 繊維調加飾シート、繊維調加飾成形品とその製造方法 | |
| JP5150988B2 (ja) | 加飾シートの製造方法 | |
| JP4266049B2 (ja) | 凹凸模様を有する装飾用シートの製造方法 | |
| JP2010042523A (ja) | 転写シートとその製造方法および加飾成形品 | |
| JP2006240156A (ja) | 光輝性加飾シートと光輝性加飾成形品の製造方法 | |
| JP2004017508A (ja) | 成形加飾用シート及び射出成形同時加飾方法 | |
| JPH07195418A (ja) | 成形同時絵付用フィルムと成形同時絵付品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091026 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100510 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20100518 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20100618 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110929 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141007 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4838035 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141007 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |