JP2007302983A - 材料圧縮加工装置 - Google Patents
材料圧縮加工装置 Download PDFInfo
- Publication number
- JP2007302983A JP2007302983A JP2006135443A JP2006135443A JP2007302983A JP 2007302983 A JP2007302983 A JP 2007302983A JP 2006135443 A JP2006135443 A JP 2006135443A JP 2006135443 A JP2006135443 A JP 2006135443A JP 2007302983 A JP2007302983 A JP 2007302983A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- rotational
- peripheral speed
- roll
- processing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title claims abstract description 80
- 239000000843 powder Substances 0.000 claims abstract description 248
- 230000002093 peripheral effect Effects 0.000 claims abstract description 111
- 230000005540 biological transmission Effects 0.000 claims description 80
- 230000006835 compression Effects 0.000 claims description 58
- 238000007906 compression Methods 0.000 claims description 58
- 239000003638 chemical reducing agent Substances 0.000 claims description 33
- 238000007599 discharging Methods 0.000 claims description 18
- 238000000034 method Methods 0.000 claims description 4
- 230000007423 decrease Effects 0.000 description 8
- 238000005096 rolling process Methods 0.000 description 5
- 238000005253 cladding Methods 0.000 description 4
- 238000009703 powder rolling Methods 0.000 description 3
- 238000002788 crimping Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images






Landscapes
- Powder Metallurgy (AREA)
Abstract
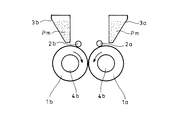
【解決手段】対向配置されたロール1a,1b間に粉末を排出するための粉末排出ローラ2a,2bを備えると共に、モータ6からの回転動力を各ロール1a,1bに伝達する回転動力伝達系を備えた材料圧縮加工装置であって、前記回転動力伝達系にギヤ23a,23bを設けると共に、粉末排出ローラ2a,2bを駆動する回転動力を伝達する回転動力伝達系にギヤ23a,23bからの回転動力により駆動されるギヤ25a,25bを設ける。
【選択図】図1
Description
図1〜図4は本発明の材料圧縮加工装置を実施する形態の一例であり、図中、図9に示す符号と同一のものには同一の符号が付してある。
材料圧縮加工装置により板Sに粉末Pmを圧着してクラッド材を製造する際にモータ6が回転駆動されると、モータ6の回転動力は継手7からピニオンスタンド8の軸9aに伝達され、回転動力の一部は、軸9aから継手14a、回転動力伝達軸15a、継手16aを介して減速機17aに伝達され、減速されて減速機17aからロール1aのロール軸部4aに伝達され、その結果、ロール1aが回転される。
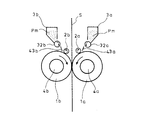
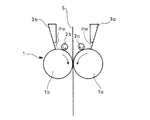
而して、本図示例においては、ロール1a,1bに供給する粉末Pmが貯留された粉末ホッパ3a,3bの下端出口部に粉末供給ローラ32a,32b(請求項中では回転体と称呼している。)を配置し、ロール1a,1bの回転周速度を変更するためにモータ6の回転数を変更した場合には、粉末排出ローラ2a,2bのみならず、粉末供給ローラ32a,32bの回転周速度もロール1a,1bの回転数に連動して同時に自動的に変更するようにした例である。図5〜図7中、図1〜図3に示すものと同一のものには同一の符号が付してある。
2a,2b 粉末排出ローラ(粉末排出手段)
3a,3b 粉末ホッパ
6 モータ(回転駆動手段)
9a,9b 軸(回転動力伝達系)
15a,15b 回転動力伝達軸(回転動力伝達系)
17a,17b 減速機
23a,23b ギヤ(回転動力伝達手段)
24a,24b 無段変速機
25a,25b ギヤ(回転動力伝達手段)
26a,26b アイドルギヤ(回転動力伝達手段)
27a,27b アイドルギヤ(回転動力伝達手段)
28a,28b 減速機
29a,29b 回転動力伝達軸(回転動力伝達系)
32a、32b 粉末供給ローラ(粉末供給手段)
34a,34b ギヤ(回転動力伝達手段)
35a,35b 無段変速機
36a,36b ギヤ(回転動力伝達手段)
37a,37b アイドルギヤ(回転動力伝達手段)
38a,38b アイドルギヤ(回転動力伝達手段)
39a,39b 減速機
40a,40b 回転動力伝達軸(回転動力伝達系)
44a,44b 粉末供給フィーダ(粉末供給手段)
45a,45b プーリ(回転体)
Pm 粉末
Claims (13)
- 対向配置されたロール間に向かって粉末を供給するための粉末排出手段を備えた材料圧縮加工装置において、前記ロールの回転周速度を変更した際には、前記粉末排出手段から排出される粉末の単位時間当たりの量は、前記ロールの回転周速度に連動して変更し得るよう構成されていることを特徴とする材料圧縮加工装置。
- 粉末ホッパからの粉末を対向配置されたロール面上に供給するための粉末供給手段と、該粉末供給手段により前記ロール表面上に供給される粉末を対向配置された当該ロール間に向かって排出するための粉末排出手段とを備えた材料圧縮加工装置において、前記ロールの回転周速度を変更した際には、粉末供給手段により供給される粉末の単位時間当たりの量、或いは粉末排出手段により排出される粉末の単位時間当たりの量のうち、少なくとも何れか一方の量を、前記ロールの回転周速度に連動して変更し得るよう構成したことを特徴とする材料圧縮加工装置。
- 対向配置されたロール間に向かって粉末を排出するための粉末排出ローラを備えた材料圧縮加工装置において、前記ロールの回転周速度を変更した際には、前記粉末排出ローラの回転周速度がロールの回転周速度に連動して変更し得るよう構成されていることを特徴とする材料圧縮加工装置。
- 粉末ホッパからの粉末を対向配置されたロール面上に供給するための粉末供給用の回転体の回転周速度を変化させることにより粉末の単位時間当たりの供給量を変化させるようにした粉末供給手段と、該粉末供給手段によりロール面上に供給される粉末を対向配置されたロール間に向かって排出するための粉末排出ローラとを備えた材料圧縮加工装置において、前記ロールの回転周速度を変更した際には、前記ロールと前記粉末排出ローラの二者の回転周速度、或いは、前記ロールと前記回転体の二者の回転周速度、若しくは前記ロールと前記粉末排出ローラと前記回転体の三者の回転周速度が、連動して変更し得るよう構成されていることを特徴とする材料圧縮加工装置。
- 対向配置されたロール間に向かって粉末を排出するための粉末排出ローラを備えた材料圧縮加工装置において、前記対向配置されたロールの回転周速度と前記粉末排出ローラの回転周速度を、回転動力伝達手段により連結、又は、電気的制御法により連動させたことを特徴とする材料圧縮加工装置。
- 粉末ホッパからの粉末を対向配置されたロール表面上に供給するための粉末供給用の回転体の回転周速度を変化させることにより粉末の単位時間当たりの供給量を変化させるようにした粉末供給手段と、該粉末供給手段によりロール面上に供給される粉末を対向配置されたロール間に向かって排出するための粉末排出ローラとを備えた材料圧縮加工装置において、前記対向配置されたロールと前記粉末排出ローラの二者の回転周速度、或いは、前記対向配置されたロールと前記回転体の二者の回転周速度、若しくは、前記対向配置されたロールと前記粉末排出ローラと前記回転体の三者の回転周速度を、回転動力伝達手段により連結、又は、電気的制御法により連動させたことを特徴とする材料圧縮加工装置。
- 前記対向配置されたロールの回転動力伝達系に、減速機を設けた請求項5又は6の何れかに記載の材料圧縮加工装置。
- 前記粉末排出ローラの回転動力伝達系に、減速機を設けた請求項5乃至7の何れかに記載の材料圧縮加工装置。
- 前記粉末供給用の回転体の回転動力伝達系に、減速機を設けた請求項6乃至8の何れかに記載の材料圧縮加工装置。
- 前記減速機はバックラッシが0.2度以下である請求項7乃至9の何れかに記載の材料圧縮加工装置。
- 粉末排出ローラの回転動力伝達系に、対向配置されたロールの回転動力伝達系から伝達される回転周速度の変更とは独立して別個に回転周速度比の変更を行なうことができる変速機構を設けた請求項8乃至10の何れかに記載の材料圧縮加工装置。
- 前記粉末供給用の回転体の回転動力伝達系に、前記対向配置されたロールの回転動力伝達系から伝達される回転周速度の変更とは独立して別個に回転周速度比の変更を行なうことができる変速機構を設けた請求項9乃至11の何れかに記載の材料圧縮加工装置。
- 減速機は、波動歯車機構を備えている請求項7乃至12の何れかに記載の材料圧縮加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006135443A JP2007302983A (ja) | 2006-05-15 | 2006-05-15 | 材料圧縮加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006135443A JP2007302983A (ja) | 2006-05-15 | 2006-05-15 | 材料圧縮加工装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007302983A true JP2007302983A (ja) | 2007-11-22 |
Family
ID=38837159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006135443A Pending JP2007302983A (ja) | 2006-05-15 | 2006-05-15 | 材料圧縮加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007302983A (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02190646A (ja) * | 1989-01-19 | 1990-07-26 | Harmonic Drive Syst Ind Co Ltd | 波動歯車の波動発生器 |
| JP2004083905A (ja) * | 2002-08-07 | 2004-03-18 | Dow Corning Toray Silicone Co Ltd | 熱伝導性充填剤、熱伝導性シリコーンエラストマー組成物および半導体装置 |
| JP2005139536A (ja) * | 2003-11-10 | 2005-06-02 | Ishikawajima Harima Heavy Ind Co Ltd | 粉末圧延装置及び方法 |
-
2006
- 2006-05-15 JP JP2006135443A patent/JP2007302983A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02190646A (ja) * | 1989-01-19 | 1990-07-26 | Harmonic Drive Syst Ind Co Ltd | 波動歯車の波動発生器 |
| JP2004083905A (ja) * | 2002-08-07 | 2004-03-18 | Dow Corning Toray Silicone Co Ltd | 熱伝導性充填剤、熱伝導性シリコーンエラストマー組成物および半導体装置 |
| JP2005139536A (ja) * | 2003-11-10 | 2005-06-02 | Ishikawajima Harima Heavy Ind Co Ltd | 粉末圧延装置及び方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1198679B1 (en) | Transmission internally meshing a planetary gear structure | |
| KR19990071937A (ko) | 엠보스된 층을 접착하는 엠보싱 및 라미네이팅기계 | |
| JP2015071223A (ja) | ローラ型の圧縮・切込み・切断ユニット | |
| US7756448B2 (en) | Traction-drive type driving-force transmission mechanism and image forming apparatus equipped therewith | |
| CN102781638A (zh) | 切割装置 | |
| JP2005517139A (ja) | 潤滑剤用溝を備えた伝動装置 | |
| WO2015054820A1 (en) | A wire forming device | |
| JP2007302983A (ja) | 材料圧縮加工装置 | |
| GB2265610A (en) | Feeding webs | |
| JPH07205256A (ja) | 多軸式スクリュー機械 | |
| JP6839330B2 (ja) | 動力伝達装置及び圧延機 | |
| US6363823B1 (en) | Variable index drive apparatus | |
| JP4775228B2 (ja) | 粉末圧延装置 | |
| CN117967750A (zh) | 间歇式双输出机构及自动化设备 | |
| JP2002035027A (ja) | 着用物品の製造設備 | |
| KR20130083540A (ko) | 담배필터 절단장치 | |
| JP2007263177A (ja) | 材料圧縮加工装置 | |
| KR100916076B1 (ko) | 절단장치 | |
| US6289960B1 (en) | Apparatus having a wrapped roll for making a single faced corrugated board | |
| EP3666499B1 (en) | Composite sheet manufacturing device and manufacturing method | |
| JP4179966B2 (ja) | 用紙搬送部単独駆動方式の丁合機 | |
| JP2005336689A (ja) | 製紙機械の紙送りの張力制御調整装置 | |
| GB2308392A (en) | Single-faced corrugated cardboard sheet making machine | |
| KR200291130Y1 (ko) | 회전비 가변형 동력전달장치 | |
| KR200428818Y1 (ko) | 스프링 제조기용 동력전달장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090227 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100422 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101014 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101019 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110413 |