JP2007322585A - 誘導シール及び誘導シールの製造方法 - Google Patents
誘導シール及び誘導シールの製造方法 Download PDFInfo
- Publication number
- JP2007322585A JP2007322585A JP2006151029A JP2006151029A JP2007322585A JP 2007322585 A JP2007322585 A JP 2007322585A JP 2006151029 A JP2006151029 A JP 2006151029A JP 2006151029 A JP2006151029 A JP 2006151029A JP 2007322585 A JP2007322585 A JP 2007322585A
- Authority
- JP
- Japan
- Prior art keywords
- transparent sheet
- printing
- mark
- printed
- phosphorescent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000006698 induction Effects 0.000 title claims abstract description 76
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 31
- 238000007639 printing Methods 0.000 claims abstract description 113
- 239000000463 material Substances 0.000 claims abstract description 53
- 238000000576 coating method Methods 0.000 claims abstract description 21
- 239000011248 coating agent Substances 0.000 claims abstract description 19
- 238000000034 method Methods 0.000 claims description 33
- 239000003973 paint Substances 0.000 claims description 23
- 239000002245 particle Substances 0.000 claims description 21
- 238000001035 drying Methods 0.000 claims description 11
- 230000003746 surface roughness Effects 0.000 claims description 11
- 229920000704 biodegradable plastic Polymers 0.000 claims description 6
- 238000003860 storage Methods 0.000 claims description 5
- 238000004381 surface treatment Methods 0.000 abstract description 5
- 239000012769 display material Substances 0.000 abstract 2
- 239000010410 layer Substances 0.000 description 46
- 239000012790 adhesive layer Substances 0.000 description 32
- 239000000976 ink Substances 0.000 description 19
- 230000000694 effects Effects 0.000 description 12
- 239000011521 glass Substances 0.000 description 11
- 238000007650 screen-printing Methods 0.000 description 8
- 239000002904 solvent Substances 0.000 description 6
- -1 aluminate compound Chemical class 0.000 description 5
- 230000005284 excitation Effects 0.000 description 5
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 238000009434 installation Methods 0.000 description 4
- 238000007788 roughening Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 239000012190 activator Substances 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000011247 coating layer Substances 0.000 description 3
- 238000009429 electrical wiring Methods 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229910052761 rare earth metal Inorganic materials 0.000 description 3
- BTBUEUYNUDRHOZ-UHFFFAOYSA-N Borate Chemical compound [O-]B([O-])[O-] BTBUEUYNUDRHOZ-UHFFFAOYSA-N 0.000 description 2
- 102000004190 Enzymes Human genes 0.000 description 2
- 108090000790 Enzymes Proteins 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000000593 degrading effect Effects 0.000 description 2
- 238000009795 derivation Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 150000002013 dioxins Chemical class 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 244000005700 microbiome Species 0.000 description 2
- 150000001282 organosilanes Chemical class 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920001709 polysilazane Polymers 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 238000002791 soaking Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910052984 zinc sulfide Inorganic materials 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 241000282412 Homo Species 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- IDCBOTIENDVCBQ-UHFFFAOYSA-N TEPP Chemical compound CCOP(=O)(OCC)OP(=O)(OCC)OCC IDCBOTIENDVCBQ-UHFFFAOYSA-N 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 235000005824 Zea mays ssp. parviglumis Nutrition 0.000 description 1
- 235000002017 Zea mays subsp mays Nutrition 0.000 description 1
- 239000005083 Zinc sulfide Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- XYAUIVRRMJYYHR-UHFFFAOYSA-N acetic acid;propane-1,2,3-triol Chemical compound CC(O)=O.OCC(O)CO XYAUIVRRMJYYHR-UHFFFAOYSA-N 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229920003232 aliphatic polyester Polymers 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 235000005822 corn Nutrition 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000005101 luminescent paint Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229920005615 natural polymer Polymers 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000000053 physical method Methods 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920001432 poly(L-lactide) Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000002341 toxic gas Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- DRDVZXDWVBGGMH-UHFFFAOYSA-N zinc;sulfide Chemical compound [S-2].[Zn+2] DRDVZXDWVBGGMH-UHFFFAOYSA-N 0.000 description 1
Images

















Landscapes
- Illuminated Signs And Luminous Advertising (AREA)
Abstract
蓄光材を用いた表示材において、印刷を行うと表面処理等のコストがかかっていた。
【解決手段】
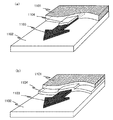
かかる課題を解決するために本発明は、上記問題点を解決するために、透明シートを準備する工程と、準備された透明シートの一の面に蓄光性のマークを印刷する印刷工程と、印刷工程にて印刷された蓄光性マークの印刷面に両面テープを貼り付けて一の面に印刷された蓄光性マークを被覆する両面テープ被覆工程と、からなる誘導シールの製造方法を提供する。これにより、作業工程の簡素化と低コスト化が可能になる。
【選択図】図1
Description
<<実施形態1>>
<実施形態1の概要>
<実施形態1の構成>
<実施形態1の製造方法の流れ>
<実施形態1の効果>
<<実施形態2>>
<実施形態2の概要>
<実施形態2の構成>
<実施形態2の製造方法の流れ>
<実施形態2の効果>
<<実施形態3>>
<実施形態3の概要>
<実施形態3の構成>
<実施形態3の効果>
<<実施形態4>>
<実施形態4の概要>
<実施形態4の構成>
<実施形態4の効果>
<<実施形態5>>
<実施形態5の概要>
<実施形態5の構成>
<実施形態5の効果>
0102 透明シート
0103 蓄光性マーク
Claims (10)
- 透明シートを準備する工程と、
準備された透明シートの一の面に蓄光性のマークを印刷する印刷工程と、
印刷工程にて印刷された蓄光性マークの印刷面に両面テープを貼り付けて一の面に印刷された蓄光性マークを被覆する両面テープ被覆工程と、
からなる誘導シールの製造方法。 - 前記印刷工程は、
蓄光性塗料を用いて第一層を印刷する第一印刷工程と、
第一印刷工程の後に第一層の蓄光性塗料を乾燥させる乾燥工程と、
乾燥工程の後に第一層の上面に非蓄光性塗料を用いて第二層を印刷する第二印刷工程と、
からなる印刷工程である請求項1に記載の誘導シールの製造方法。 - 第一印刷工程は、透明シートの一の面の一部分に印刷をし、第二印刷工程は、透明シートの残余の部分にも印刷を行なう請求項2に記載の誘導シールの製造方法。
- 透明シートと、
前記透明シートの一の面に印刷された蓄光性マークと、
前記一の面に印刷された蓄光性マークを被覆する両面テープと、
からなる誘導シール。 - 透明シートと、
前記透明シートの一の面に印刷された蓄光性マークと、
前記蓄光性マークの上面に印刷された非蓄光性印刷層と、
前記非蓄光性印刷層の上面に貼り付けされた両面テープと、
からなる誘導シール。 - 前記透明シートの一の面は、蓄光性マークの蓄光材の粒径の3倍以上の表面粗度を有する4または請求項5に記載の誘導シール。
- 前記透明シートの材質として、生分解性プラスチックを用いた請求項4から請求項6のいずれか一に記載の誘導シール。
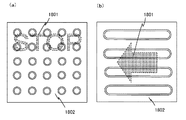
- 前記透明シートの蓄光性マークが印刷されない面である他の面は、凹凸面である請求項4から7のいずれか一に記載の誘導シール。
- 前記凹凸面は、0.1ミリメートル以上15ミリメートル以下の段差にて構成されている請求項8に記載の誘導シール。
- 前記凹凸は、凸レンズ又は凹レンズを構成する請求項8または9に記載の誘導シール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006151029A JP2007322585A (ja) | 2006-05-31 | 2006-05-31 | 誘導シール及び誘導シールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006151029A JP2007322585A (ja) | 2006-05-31 | 2006-05-31 | 誘導シール及び誘導シールの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007322585A true JP2007322585A (ja) | 2007-12-13 |
Family
ID=38855473
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006151029A Pending JP2007322585A (ja) | 2006-05-31 | 2006-05-31 | 誘導シール及び誘導シールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007322585A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015078497A (ja) * | 2013-10-15 | 2015-04-23 | 株式会社ゼットネット | 蓄光案内表示板 |
| KR20170003926U (ko) * | 2016-05-11 | 2017-11-21 | 유경미 | 피난유도선 |
| JP2021101062A (ja) * | 2019-12-24 | 2021-07-08 | 積水ハウス株式会社 | 階段 |
| GB2638968A (en) * | 2024-03-01 | 2025-09-10 | Stg Aerospace Ltd | Sustainable aircraft floorpath marking |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50147582A (ja) * | 1974-04-29 | 1975-11-26 | ||
| JPH03110479U (ja) * | 1990-02-27 | 1991-11-13 | ||
| JPH0990858A (ja) * | 1995-09-25 | 1997-04-04 | Toppan Printing Co Ltd | 生分解性ホログラム脆性シール |
| JPH09258662A (ja) * | 1996-03-18 | 1997-10-03 | Tdk Corp | ラベルシート |
| JPH11224476A (ja) * | 1998-02-04 | 1999-08-17 | Sony Corp | 印刷体 |
| JP2001034173A (ja) * | 1999-07-19 | 2001-02-09 | Fuji Seal Inc | 感熱ラベル付き物品 |
| JP2003223103A (ja) * | 2002-01-31 | 2003-08-08 | Ekushiiru Corporation:Kk | 熱着用ワッペン |
| JP2005010659A (ja) * | 2003-06-20 | 2005-01-13 | Yoshio Oyama | 装飾表示体 |
-
2006
- 2006-05-31 JP JP2006151029A patent/JP2007322585A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50147582A (ja) * | 1974-04-29 | 1975-11-26 | ||
| JPH03110479U (ja) * | 1990-02-27 | 1991-11-13 | ||
| JPH0990858A (ja) * | 1995-09-25 | 1997-04-04 | Toppan Printing Co Ltd | 生分解性ホログラム脆性シール |
| JPH09258662A (ja) * | 1996-03-18 | 1997-10-03 | Tdk Corp | ラベルシート |
| JPH11224476A (ja) * | 1998-02-04 | 1999-08-17 | Sony Corp | 印刷体 |
| JP2001034173A (ja) * | 1999-07-19 | 2001-02-09 | Fuji Seal Inc | 感熱ラベル付き物品 |
| JP2003223103A (ja) * | 2002-01-31 | 2003-08-08 | Ekushiiru Corporation:Kk | 熱着用ワッペン |
| JP2005010659A (ja) * | 2003-06-20 | 2005-01-13 | Yoshio Oyama | 装飾表示体 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015078497A (ja) * | 2013-10-15 | 2015-04-23 | 株式会社ゼットネット | 蓄光案内表示板 |
| KR20170003926U (ko) * | 2016-05-11 | 2017-11-21 | 유경미 | 피난유도선 |
| KR200490884Y1 (ko) * | 2016-05-11 | 2020-01-16 | 윤남기 | 피난유도선 |
| JP2021101062A (ja) * | 2019-12-24 | 2021-07-08 | 積水ハウス株式会社 | 階段 |
| JP7342690B2 (ja) | 2019-12-24 | 2023-09-12 | 積水ハウス株式会社 | 階段 |
| GB2638968A (en) * | 2024-03-01 | 2025-09-10 | Stg Aerospace Ltd | Sustainable aircraft floorpath marking |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6830835B2 (en) | Display film | |
| US20070209747A1 (en) | Photoluminescent Adhesive, Signs, Using Photoluminescent Adhesives and Method of Making a Photoluminescent Adhesive | |
| CA3071654C (en) | Photoluminescent cover for indicator signs | |
| JP5243016B2 (ja) | 消防・防災・安全用標識プレートおよび消防・防災・安全用標識プレート作成キット | |
| JP5960526B2 (ja) | 異種視覚表示構造体 | |
| WO2013081130A1 (ja) | 非常時用サインを備える壁面および壁の製造方法 | |
| JP3195061U (ja) | 高輝度の蓄光式標識 | |
| KR101118096B1 (ko) | 양면 표시판 | |
| JP2014016394A (ja) | 多種視覚表示構造体 | |
| JP5286622B2 (ja) | 光天井照明シェ−ド及び、非常灯機能を有する光天井照明システム及び、その非常灯照明方法 | |
| JP5401719B2 (ja) | 看板用発光表示体及び、非常灯機能を有する看板用発光表示体システム及び、その照明方法 | |
| JP2008165203A (ja) | 案内標識 | |
| JP2007322585A (ja) | 誘導シール及び誘導シールの製造方法 | |
| EP1496490B1 (en) | Image display device and image sheet | |
| JP5167544B2 (ja) | 看板用発光表示体及び、非常灯機能を有する看板用発光表示体システム及び、その照明方法 | |
| JP5749097B2 (ja) | 蓄光式標識とその製造法 | |
| JP5282232B2 (ja) | 光天井照明シェ−ド及び、非常灯機能を有する光天井照明システム及び、その非常灯照明方法 | |
| JP5008545B2 (ja) | 防災・防火用品 | |
| JP6171153B2 (ja) | 透視性蓄光表示体 | |
| KR100808068B1 (ko) | 축광도료를 이용해 무광시에만 비상안내 정보가 나타나도록제조된 광고수단 및 그 제조방법 | |
| JPWO2005050600A1 (ja) | 発光表示体及び表示構造体 | |
| JP2019038986A (ja) | 蓄光フィルム及びその製造方法 | |
| JP3147837U (ja) | 終夜タイプ蓄光ラベル | |
| JP2011164559A (ja) | 蓄光式誘導シート | |
| JP2005165020A (ja) | 避難誘導表示機能を有する絵画 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20081017 |
|
| A621 | Written request for application examination |
Effective date: 20090508 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090714 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110428 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20110531 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111011 |