JP2007335656A - クリーニング装置及び方法 - Google Patents
クリーニング装置及び方法 Download PDFInfo
- Publication number
- JP2007335656A JP2007335656A JP2006166168A JP2006166168A JP2007335656A JP 2007335656 A JP2007335656 A JP 2007335656A JP 2006166168 A JP2006166168 A JP 2006166168A JP 2006166168 A JP2006166168 A JP 2006166168A JP 2007335656 A JP2007335656 A JP 2007335656A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- air
- wafer
- semiconductor wafer
- cleaning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Cleaning Or Drying Semiconductors (AREA)
- Cleaning In General (AREA)
Abstract
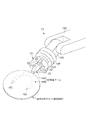
【解決手段】半導体ウエハWを保持してこれを搬送する搬送装置11と、前記半導体ウエハWの表裏各面に付着した異物を除去するエアパージ装置12とを備えてクリーニング装置が構成されている。エアパージ装置12は、半導体ウエハWを受容する空間SPを備えたケース30を含み、このケース30は、半導体ウエハWの表裏各面にエアを噴出して異物除去を行うエア噴出口35を備えている。
【選択図】図1
Description
本発明は、このような不都合に着目して案出されたものであり、その目的は、ウエハ等の板状部材を搬送する過程で、当該板状部材の表面に付着した異物を除去することができるクリーニング装置及び方法を提供することにある。
前記エアパージ装置は、前記搬送装置に保持された板状部材を受容する空間を有するケースと、前記空間内に臨んで配置されたエア噴出口とを備える、という構成を採っている。
また、板状部材を搬送する過程でエアパージを行うため、それ専用の装置は必要とせず、従来の搬送装置の搬送過程にエアパージ装置を設置するだけでよい。その上、板状部材の処理能力の低下もほとんどない。
更に、エアパージ装置が、板状部材を受容するケース形状に構成されたことによって、エアパージによって吹き飛ばされた異物が周辺に飛び散ることを防止できる上、両面からエアを噴出することができるので、片面だけに噴出するような構成のものに比べて、板状部材の空圧による損傷を効果的に防止することができる。
また、板状部材のエアパージを受ける姿勢を垂直若しくは傾斜させることによって、搬送アーム等によって支えられていないオーバハング部分が、板状部材自身の自重とエアパージの圧力によって損傷することを防止することができる。
更に、搬送装置を複数の関節を有する多関節ロボットとした場合、板状部材のエアパージを受ける姿勢や、エアパージ装置に対して出し入れする姿勢を多様に対応することができる。
また、エアパージ装置におけるエア噴出方向が板状部材の面に対して傾斜若しくは略平行に設定されているため、板状部材に対して垂直方向に加わる風圧を緩和することができ、割れや損傷を防止することができる。
また、前記エア噴出方向に沿う下流側に脱気口を設けた構成では、異物を機外に排出することができ、更に、屋外へ脱気するように構成することによって、室内のクリン度を低下させることはない。
また、板状部材の帯電を逆極性のイオンで中和して、静電気を除去する機能を持たせる構成により、前述した構成と相まって、除去した異物の再付着を確実に防止することが可能となる。
図1には、本発明がウエハ処理装置に適用された実施形態に係るクリーニング装置の概略正面図が示されている。この図において、クリーニング装置10は、板状部材としてのウエハWを搬送する搬送装置11と、前記ウエハWの表面にエアを吹き付けて異物を除去するエアパージ装置12とを備えて構成されている。
図示しないウエハストッカに収容された多数枚のウエハWは、搬送装置11の吸着アーム16を介して一枚ずつ吸着して取り出される。取り出されたウエハWは、前記テーブル40上に移載されてシートSが貼付される対象となるが、当該移載を行う前の段階で、前記エアパージ装置12においてエアパージされる。このエアパージは、ケース30の上部出し入れ口からウエハWを略垂直姿勢で挿入し、これをゆっくりと引き抜くことによって行われる。
また、搬送装置11にウエハWを吸着保持させ、吸着アーム16が移動する途中にてエアパージする構成であるため、前記吸着アーム16の可動範囲内にエアパージ装置12を配置するだけでウエハWのクリーニングを行うことができ、ウエハ処理の一連の工程の中に組み込んでも、エアパージに要する時間を僅かな時間として処理することができる。
すなわち、本発明は、主に特定の実施形態に関して特に図示、説明されているが、本発明の技術的思想及び目的の範囲から逸脱することなく、以上説明した実施形態に対し、形状、位置若しくは配置等に関し、必要に応じて当業者が様々な変更を加えることができるものである。
また、ウエハのテープ貼付工程前だけでなく、レジスト剤塗布や、その他ウエハ等の表面処理を行う際の前工程として適用が可能である。
11 搬送装置
12 エアパージ装置
30 ケース
32 脱気口
35 エア噴出口
SP 空間
W 半導体ウエハ(板状部材)
Claims (11)
- 板状部材を保持して搬送する搬送装置と、この搬送装置に保持された板状部材の表裏各面に付着した異物を除去するエアパージ装置とを含み、
前記エアパージ装置は、前記搬送装置に保持された板状部材を受容する空間を有するケースと、前記空間内に臨んで配置されたエア噴出口とを備えていることを特徴とするクリーニング装置。 - 前記搬送装置が前記板状部材の面を水平面に対して垂直方向を含む傾斜した角度を維持しつつ、前記エアパージ装置から前記傾斜角度方向に出し入れすることを特徴とする請求項1記載のクリーニング装置。
- 前記搬送装置は複数の関節を有し、それら関節が数値情報により制御される多関節ロボットであることを特徴とする請求項1又は2記載のクリーニング装置。
- 前記板状部材は半導体ウエハであり、前記エア噴出口は、前記半導体ウエハの各面に対応する位置に設けられていることを特徴とする請求項1,2又は3記載のクリーニング装置。
- 前記エア噴出口から噴出されるエア噴出方向は、前記板状部材の面に対して傾斜若しくは略平行に設定されていることを特徴とする請求項1ないし4の何れかに記載のクリーニング装置。
- 前記エアパージ装置は、エア噴出方向に沿う下流側に脱気口を備えていることを特徴とする請求項1ないし5の何れかに記載のクリーニング装置。
- 前記エアパージ装置は、帯電した板状部材を逆極性のイオンで中和して静電気を除去する機能を含むことを特徴とする請求項1ないし6の何れかに記載のクリーニング装置。
- 搬送装置を介して板状部材を搬送する過程で当該板状部材を所定の空間内に位置させてエアを吹き付け、当該板状部材に付着した異物を除去することを特徴とするクリーニング方法。
- 前記板状部材は半導体ウエハであり、この半導体ウエハの面に対して傾斜若しくは平行となる方向からエアを吹き付けて前記異物を除去することを特徴とする請求項8記載のクリーニング方法。
- 前記板状部材の帯電を検出したときに、逆極性のイオンで中和して静電気を除去することを特徴とする請求項8又は9記載のクリーニング方法。
- 前記板状部材の各面に吹き付けられるエア圧力を等しく保つことを特徴とする請求項8,9又は10記載のクリーニング方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006166168A JP5053576B2 (ja) | 2006-06-15 | 2006-06-15 | クリーニング装置及び方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006166168A JP5053576B2 (ja) | 2006-06-15 | 2006-06-15 | クリーニング装置及び方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007335656A true JP2007335656A (ja) | 2007-12-27 |
| JP5053576B2 JP5053576B2 (ja) | 2012-10-17 |
Family
ID=38934830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006166168A Expired - Fee Related JP5053576B2 (ja) | 2006-06-15 | 2006-06-15 | クリーニング装置及び方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5053576B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010253399A (ja) * | 2009-04-27 | 2010-11-11 | Iwatani Internatl Corp | 汚染表面清掃方法 |
| CN111515067A (zh) * | 2020-06-01 | 2020-08-11 | 深圳市科奈信科技有限公司 | 一种点胶针头清洁装置 |
| JP2023534842A (ja) * | 2020-07-21 | 2023-08-14 | グローバルウェーハズ カンパニー リミテッド | 自動化された半導体基板の研磨および洗浄 |
| JP2023180487A (ja) * | 2022-06-09 | 2023-12-21 | 株式会社ディスコ | 搬送ユニット及び加工装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06310483A (ja) * | 1993-04-27 | 1994-11-04 | Mitsubishi Electric Corp | 基板洗浄装置及び方法 |
| JPH10242111A (ja) * | 1997-02-28 | 1998-09-11 | Hitachi Ltd | 洗浄乾燥方法および装置 |
| JP2000252249A (ja) * | 1999-03-04 | 2000-09-14 | Sumitomo Heavy Ind Ltd | ウェハ洗浄方法及び装置 |
| JP2005166787A (ja) * | 2003-12-01 | 2005-06-23 | Sharp Corp | 搬送装置および搬送方法 |
-
2006
- 2006-06-15 JP JP2006166168A patent/JP5053576B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06310483A (ja) * | 1993-04-27 | 1994-11-04 | Mitsubishi Electric Corp | 基板洗浄装置及び方法 |
| JPH10242111A (ja) * | 1997-02-28 | 1998-09-11 | Hitachi Ltd | 洗浄乾燥方法および装置 |
| JP2000252249A (ja) * | 1999-03-04 | 2000-09-14 | Sumitomo Heavy Ind Ltd | ウェハ洗浄方法及び装置 |
| JP2005166787A (ja) * | 2003-12-01 | 2005-06-23 | Sharp Corp | 搬送装置および搬送方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010253399A (ja) * | 2009-04-27 | 2010-11-11 | Iwatani Internatl Corp | 汚染表面清掃方法 |
| CN111515067A (zh) * | 2020-06-01 | 2020-08-11 | 深圳市科奈信科技有限公司 | 一种点胶针头清洁装置 |
| JP2023534842A (ja) * | 2020-07-21 | 2023-08-14 | グローバルウェーハズ カンパニー リミテッド | 自動化された半導体基板の研磨および洗浄 |
| JP7789748B2 (ja) | 2020-07-21 | 2025-12-22 | グローバルウェーハズ カンパニー リミテッド | 自動化された半導体基板の研磨および洗浄 |
| JP2023180487A (ja) * | 2022-06-09 | 2023-12-21 | 株式会社ディスコ | 搬送ユニット及び加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5053576B2 (ja) | 2012-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8186254B2 (en) | Sheet cutting device and cutting method | |
| TWI286352B (en) | Method of separating semiconductor wafer, and separating apparatus using the same | |
| TWI649155B (zh) | Transport device | |
| TWI417985B (zh) | Non - contact type adsorption holding device | |
| CN100459055C (zh) | 保护带贴附方法和其装置以及保护带分离方法和其装置 | |
| JP4995796B2 (ja) | 粘着テープ貼付け方法および粘着テープ貼付け装置 | |
| JP2005150177A (ja) | 半導体ウエハ裏面への粘着テープ貼付方法及び粘着テープ貼付装置 | |
| JP2008147249A (ja) | 基板貼合せ方法およびこれを用いた装置 | |
| TW201906049A (zh) | 薄片貼附裝置及貼附方法 | |
| JP2004083180A (ja) | シート状基板の搬送装置及び搬送方法 | |
| TW201943812A (zh) | 黏著帶剝離方法及黏著帶剝離裝置 | |
| JP5053576B2 (ja) | クリーニング装置及び方法 | |
| JP2022127872A (ja) | 加工装置 | |
| TWI910315B (zh) | 加工裝置 | |
| JP4500173B2 (ja) | 静電気除去方法および基板処理装置 | |
| JP2010129776A (ja) | 加工装置およびイオン化エア供給プログラム | |
| JP4966709B2 (ja) | 樹脂被覆装置及びレーザー加工装置 | |
| CN101238569B (zh) | 薄片粘贴装置及粘贴方法 | |
| JP4890873B2 (ja) | シート貼付装置 | |
| JP2023025560A (ja) | 加工装置 | |
| JP2005231747A (ja) | ガラスの両面フィルムの剥離装置 | |
| TWI383716B (zh) | 分離裝置 | |
| JP3210743U (ja) | シート貼付装置 | |
| TW201724338A (zh) | 處理裝置 | |
| JP2023038377A (ja) | ウエーハの加工方法および除去装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090323 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110622 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111005 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20111031 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20111222 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120529 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120626 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5053576 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150803 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |