JP2008024809A - スプレー発泡によるポリウレタンフォームの製造方法および製造装置 - Google Patents
スプレー発泡によるポリウレタンフォームの製造方法および製造装置 Download PDFInfo
- Publication number
- JP2008024809A JP2008024809A JP2006198370A JP2006198370A JP2008024809A JP 2008024809 A JP2008024809 A JP 2008024809A JP 2006198370 A JP2006198370 A JP 2006198370A JP 2006198370 A JP2006198370 A JP 2006198370A JP 2008024809 A JP2008024809 A JP 2008024809A
- Authority
- JP
- Japan
- Prior art keywords
- gas
- foaming
- stock solution
- polyurethane foam
- spray
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Polyurethanes Or Polyureas (AREA)
Abstract
【課題】 ウレタン原液の攪拌効果を高めてスプレー発泡させることによって、捨て吹き層の形成を容易にし、冬季の現場でのスプレー発泡においても、安定した状態で均一な発泡が可能なスプレー発泡によるポリウレタンフォームの製造方法および製造装置を提供すること。
【解決手段】 ポリオール化合物を主成分とするウレタン原液とポリイソシアネートとを加圧状態でミキシングヘッド5に供給し、スプレー発泡によって吹付け面にポリウレタンフォームを作製する方法であって、前記ウレタン原液に対して、1MPa以下の低圧ガスの二酸化炭素によりガスローディングを行い、前記吹付け面に対して攪拌性の高い吹付け面に捨て吹き層の形成を可能とすることを特徴とする。
【選択図】 図1
【解決手段】 ポリオール化合物を主成分とするウレタン原液とポリイソシアネートとを加圧状態でミキシングヘッド5に供給し、スプレー発泡によって吹付け面にポリウレタンフォームを作製する方法であって、前記ウレタン原液に対して、1MPa以下の低圧ガスの二酸化炭素によりガスローディングを行い、前記吹付け面に対して攪拌性の高い吹付け面に捨て吹き層の形成を可能とすることを特徴とする。
【選択図】 図1
Description
本発明は、スプレー発泡によるポリウレタンフォームの製造方法および製造装置に関し、詳しくは、ポリオール化合物を主成分とするウレタン原液とポリイソシアネートとを加圧状態でミキシングヘッドに供給し、スプレー発泡を行うことによってポリウレタンフォームを作製する製造方法および製造装置に関する。
従来より、ポリウレタンフォームは、断熱板や断熱粒子、あるいはスプレーによる吹付断熱層などを形成し、種々の用途に対応可能な断熱材料として多用されている。こうしたポリウレタンフォームは、通常、ポリオール化合物とポリイソシアネート成分と発泡剤とを混合して作製するが、軟質あるいは硬質フォームなど断熱材の仕様によって各成分の配合を設定して作製する。
このとき、発泡剤については、従来塩素系化合物あるいは含塩素系フッ素化合物などが一般的であったが、オゾン層破壊等の自然環境問題との関係から素材の見直しが必要となり、種々の方法が検討され実用化を図ってきた。例えば、上記に代えて沸点が低い含フッ素炭化水素、ペンタン等が利用され、ポリオールに発泡剤をプレブレンドして使用していた。また、二酸化炭素を発泡剤とする方法についても検討され、液状の二酸化炭素を定量供給するとともに、ミキシングヘッドから噴射後、発泡させてポリウレタンフォームを作製することができる発泡装置の提案などがあった(例えば特許文献1参照)。
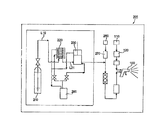
具体的には、図5に例示するように、二酸化炭素成分210、活性水素基含有化合物成分(例えばポリオール化合物)260、ポリイソシアネート成分110の三成分をそれぞれの流路よりそれぞれのポンプ230,270,120によって計量圧送し、吐出部150にて撹拌後吐出するポリウレタンフォームの発泡装置201であって、前記二酸化炭素成分として液状二酸化炭素を用い、この液状二酸化炭素が貯蔵される液状二酸化炭素貯蔵容器210aと前記二酸化炭素を計量圧送するポンプ230とを接続する流路L10,L21に、当該二酸化炭素を液状に保つ冷却手段220,250を備える装置を挙げることができる。
また、従前のポリウレタンフォームの発泡装置においては、より発泡率が高い低密度タイプのポリウレタンフォームを製造するために、注型成形等を行う前にポリオール化合物を主成分とするウレタン原液に対して、ガスローディングを仕掛ける方法が用いられている。このとき、ウレタン発泡装置のウレタン原液の貯留タンクとは別にガスローディング用のブレンドタンクを設置し、ウレタン原液をブレンドタンク内に循環させながらガスローディングされたブレンド液を作製し、該ブレンド液を貯留タンクへ供給してタンク内のウレタン原液との攪拌・混合した後にミキシングヘッドに供給され、ウレタン発泡に使用する方法が用いられていた(例えば特許文献2参照)。
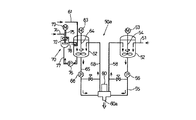
具体的には、図6に例示するような、ガスローディング装置を用いたポリウレタンフォームを製造するためのウレタン発泡装置において、ポリイソシアネートを主成分とする第一の原料が原料供給管51から供給される第一の貯留槽52と、ポリオール化合物を主成分とする第二の原料が原料供給管61から供給される第二の貯留槽62と、ミキシングヘッド60とから構成されている。これら二つの貯留槽52,62には、各々、モータ53,63を備えた攪拌器54,64が備えられており、槽内に貯留する原料を常時攪拌混合することができる。而して、これら二つの貯留槽52,62とミキシングヘッド60とは、各々、計量ポンプ56,66を備えた供給用送液管55,65および排出用送液管58,68によって連通されている。これにより、上記第一の原料と第二の原料は、各々別個に図8における矢印方向にミキシングヘッド60に循環供給される。一方、第二の貯留槽62には、気液混合槽72を備えたガスローディング装置70が装備されており、このガスローディング装置70を作動させることによって第二の貯留槽62内に貯留する第二の原料に多量のガスを混合させている。すなわち、図6に示すように、上記気液混合槽72はモータ73付き攪拌器75を装備するとともにガス供給管74を介して外部から炭酸ガス等のガスを供給するように構成されている。一方、この気液混合槽72はポンプ76を備えた給液管77および送液管78によって第二の貯留槽62に連通している。このことによって、ポンプ76付き給液管77を介して気液混合槽72内に流入した第二の原料は、別途ガス供給管74より供給されてきたガスと当該槽内において攪拌・混合される。そして、ガスが十分混合された第二の原料は、送液管78を介して第二の貯留槽62に戻される。以上のように構成された結果、従来のポリウレタンフォーム製造装置50aにおいて、ポリイソシアネートを主成分とする第一の原料と所望するガスを多量に含有したポリオール化合物を主体とする第二の原料とがミキシングヘッド60において混合され、そのミキシングヘッド60の放出口60aから当該ガス含有混合原料を外部(典型的には成形型内)に向けて放出している。
しかしながら、従前のスプレー発泡によるポリウレタンフォームの作製にあっては、特に冬季のように、吹付け表面の温度が低い条件下においては、吹付け表面でのポリウレタン温度の低下によって発泡の成長が遅くなり、安定かつ均一なウレタン発泡を確保することが困難であった。
また、発泡剤として液状二酸化炭素を使用する場合には、以下のような新たな課題への対応が必要となる。
(1)通常、ポリオール化合物に液状二酸化炭素を1〜1.5%混入するが、少量であり混入量の管理が難しい。
(2)液中に「超臨界」又は「亜臨界」で存在していた液状二酸化炭素が、ミキシングヘッドで一瞬にして気化するため突沸し安定した状態で作業できない場合がある。また、突沸によってポリウレタンフォームの吹き付け面にボイド(空隙)が発生する可能性がある。
また、発泡剤として液状二酸化炭素を使用する場合には、以下のような新たな課題への対応が必要となる。
(1)通常、ポリオール化合物に液状二酸化炭素を1〜1.5%混入するが、少量であり混入量の管理が難しい。
(2)液中に「超臨界」又は「亜臨界」で存在していた液状二酸化炭素が、ミキシングヘッドで一瞬にして気化するため突沸し安定した状態で作業できない場合がある。また、突沸によってポリウレタンフォームの吹き付け面にボイド(空隙)が発生する可能性がある。
また、従前のウレタン原液をブレンドタンク内に循環させながらガスローディングされたブレンド液を作製する方法においては、注型成形等用のポリウレタンフォームの製造装置に対しては好適であっても、スプレー発泡に対しては、安定なポリウレタンフォームの成形を行うことは困難であった。
(1)多量にガスを含んだウレタン原液が、ミキシングヘッドに移送されるまでの流路において圧送ポンプあるいは高圧ポンプによる高圧化に伴い、容積変動などを生じる可能性がある。これを制動するためには、従前以上に圧力の制御を厳格に行う必要が生じ、装置の煩雑化を生じていた。
(2)従前のウレタン発泡装置においては、貯留タンクとは別にブレンドタンクが必要となり、ウレタン発泡装置内に広いブレンドタンクの設置スペースが必要となる。従って、コスト面での負荷も大きくなり、装置のコンパクト化および低コスト化という課題があった。
(1)多量にガスを含んだウレタン原液が、ミキシングヘッドに移送されるまでの流路において圧送ポンプあるいは高圧ポンプによる高圧化に伴い、容積変動などを生じる可能性がある。これを制動するためには、従前以上に圧力の制御を厳格に行う必要が生じ、装置の煩雑化を生じていた。
(2)従前のウレタン発泡装置においては、貯留タンクとは別にブレンドタンクが必要となり、ウレタン発泡装置内に広いブレンドタンクの設置スペースが必要となる。従って、コスト面での負荷も大きくなり、装置のコンパクト化および低コスト化という課題があった。
本発明の目的は、二酸化炭素を用いてガスローディングを行い、ウレタン原液の攪拌効果を高めてスプレー発泡させることによって、捨て吹き層の形成を容易にし、冬季の現場でのスプレー発泡においても、安定した状態で均一な発泡が可能なスプレー発泡によるポリウレタンフォームの製造方法および製造装置を提供することである。特に、従来安全性は高いが操作性に難のあった二酸化炭素発泡を、安定した状態で容易に操作することができるスプレー発泡によるポリウレタンフォームの製造方法および製造装置を提供することである。
なお、ここでいう「二酸化炭素発泡」とは、上記のようなポリオール化合物とポリイソシアネートに発泡材として液化二酸化炭素を混合させる方法、および発泡材として水を含むポリオール化合物とポリイソシアネートとの反応によって二酸化炭素を発生させて発泡を行う方法(水発泡)を含む概念をいう。以下同様である。
本発明者らは、前記課題を解決すべく鋭意検討を重ねた結果、以下に示すスプレー発泡によるポリウレタンフォームの製造方法および製造装置により前記目的を達成することができることを見出し、本発明を完成するに至った。
すなわち、本発明は、ポリオール化合物を主成分とするウレタン原液とポリイソシアネートとを加圧状態でミキシングヘッドに供給し、スプレー発泡によって吹付け面にポリウレタンフォームを作製する方法であって、前記ウレタン原液に対して、1MPa以下の低圧ガスの二酸化炭素によりガスローディングを行い、前記吹付け面に対して攪拌性の高い捨て吹き層の形成を可能とすることを特徴とする。
また、ポリオール化合物を主成分とするウレタン原液の貯留タンクからミキシングヘッドへの供給流路に加圧手段およびガスローディング手段を配設し、ポリイソシアネートの貯留タンクから前記ミキシングヘッドへの供給流路に加圧手段を配設したスプレー発泡によるポリウレタンフォームの製造装置であって、前記ガスローディング手段に対して1MPa以下の低圧の二酸化炭素ガスを供給し、ウレタン原液のガスローディングを行い、前記スプレーの吹付け面に対して攪拌性の高い捨て吹き層の形成を可能とすることを特徴とする。
スプレー発泡によるポリウレタンフォームの作製においては、ウレタン発泡の成長過程において吹付け表面の温度の影響を受けにくいことが好ましい。本発明は、圧縮された気泡を多く含む発泡原液(ミキシングヘッドにおいてウレタン原液とポリイソシアネートが混合して形成された混合物をいう)をスプレーによって一気に開放状態とすることによって、断熱効果の高い捨て吹き層の形成を可能とするとともに、1MPa以下の低圧の二酸化炭素ガスを用いてウレタン原液のガスローディングを行うことによって、攪拌性の高い捨て吹き層の形成を可能とする。これによって、攪拌性が高く断熱性の高い捨て吹き層の迅速な形成が可能となり、次の段階で発生する発泡剤を含むポリオール化合物とポリイソシアネートとの混合によるウレタン発泡における安定性および均一性を確保することが可能となった。また、低い熱伝導率を有するという二酸化炭素自体の特性も、ガスローディングによって形成された捨て吹き層の断熱効果を高める機能を果たし、本発明の技術的効果を向上させている。このように、本発明によれば、低圧の二酸化炭素を用いてガスローディングを行い、ウレタン原液の攪拌効果を高めてスプレー発泡させることによって、均一な捨て吹き層とフォーム形成層を形成させるとともに、安定した状態で均一な発泡が可能なスプレー発泡によるポリウレタンフォームの製造方法および製造装置を提供することが可能となった。
本発明は、上記スプレー発泡によるポリウレタンフォームの製造方法であって、二酸化炭素発泡を行うことを特徴とする。
上記のように、自然環境問題や安全性などの面から二酸化炭素発泡は、ポリウレタンフォームの製造において非常に有用である。と同時に、上記のように低い熱伝導率を有するという二酸化炭素自体の特性も、スプレー発泡における断熱機能を高めている。本発明においては、低圧の二酸化炭素ガスを用いたガスローディングによって二酸化炭素発泡におけるウレタン原液の攪拌性を高めてスプレー発泡させることによって、捨て吹き層の形成を容易にし、冬季の現場でのスプレー発泡においても、安定した状態で均一な発泡が可能となった。また、ローディングガスと発泡剤を同じ二酸化炭素を用いることによって、ウレタン原液に混合する試剤を同質化することができ、一層均質なポリウレタンフォームを作製が可能となった。
本発明は、上記スプレー発泡によるポリウレタンフォームの製造方法であって、前記ウレタン原液の貯留タンクからミキシングヘッドへの供給流路中においてガスローディングを行うとともに、ガスローディングされた混合液の比重を検出できることを特徴とする。
従前のガスローディング方法を用いたスプレー発泡では、上記のようないくつかの課題があった。本発明は、ポリオール化合物の貯留タンクからミキシングヘッドへの供給流路中にガスローディング装置を配設するとともに、ガスの混合液の比重を検出し、これを指標としてガスローディング用のガス流量を制御・管理することによって、ブレンドタンクが不要で、均一なガスローディングを行うことが可能となる。つまり、ガスローディングの効果は、ガスの混入量とその安定性によって評価することができ、ガスの混合量は混合液の比重を指標とすることによって測定することが可能であることを検証し、本発明に適用したもので、簡便な測定部によって、精度よくガスローディング用のガス流量を制御・管理することが可能となった。また、測定部を直接ポリオール化合物の供給流路中に配設することによって、迅速かつ精度の高い測定が可能となり、より精度よくガスローディング用のガス流量を制御・管理することが可能となった。
以上のように、本発明を適用することによって、二酸化炭素を用いてガスローディングを行い、ウレタン原液の攪拌効果を高めてスプレー発泡させることによって、捨て吹き層の形成を容易にし、冬季の現場でのスプレー発泡においても、安定した状態で均一な発泡が可能なスプレー発泡によるポリウレタンフォームの製造方法および製造装置を提供することが可能となった。特に、二酸化炭素発泡については、従前になく安定した状態で容易に行うことができる。
以下、本発明の実施の形態を図面に基づいて説明する。
<本発明に係るポリウレタンフォームの製造装置の基本的な構成例>
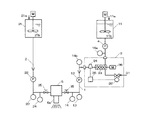
図1に例示するように、本発明に係るスプレー発泡によるポリウレタンフォームの製造装置(以下「本装置」という。)は、ウレタン原液の供給流路1と、貯留タンク11と、高圧ポンプ12(「加圧手段」に相当)と、ポリイソシアネート供給流路2と、貯留タンク21と、高圧ポンプ22と、ガスローディング手段3と、ガスローディングされたウレタン原液とポリイソシアネートを集合し攪拌混合するミキシングヘッド5を基本的な構成要素とする。
図1に例示するように、本発明に係るスプレー発泡によるポリウレタンフォームの製造装置(以下「本装置」という。)は、ウレタン原液の供給流路1と、貯留タンク11と、高圧ポンプ12(「加圧手段」に相当)と、ポリイソシアネート供給流路2と、貯留タンク21と、高圧ポンプ22と、ガスローディング手段3と、ガスローディングされたウレタン原液とポリイソシアネートを集合し攪拌混合するミキシングヘッド5を基本的な構成要素とする。
この基本構成において、(a)ウレタン原液に対する低圧の二酸化炭素によるガスローディングを行うことによって、発泡原液をスプレーしたときに、吹付け面に対して攪拌性の高い捨て吹き層を形成すること、および(b)捨て吹き層に積層する均一なフォーム形成層を形成することに特徴がある。
つまり、(a)について、ガスローディングされた加圧状態の発泡原液においては、内包する圧縮された気泡を多く含み、こうした攪拌性の高い発泡原液をスプレーによって一気に開放状態とすることによって、吹付け面に熱伝導率の低い捨て吹き層が形成されるという、物理的に生じた発泡によってスプレー発泡によるポリウレタンフォームの作製の第1段階に必要な吹付け面との断熱機能を確保したものである。具体的には、ミキシングヘッド5の内部において発泡原液に内包された気泡が、スプレー直後の吹付け面において攪拌性の高い泡化した発泡層を形成し、断熱機能を有する捨て吹き層を形成する。
具体的には、本発明者の検証から、ローディング率として10〜20%程度(30〜35℃、常圧条件下)とすることが好ましいとの知見を得た。これは、液化二酸化炭素との混合状態での混合比率と比較して約0.02〜0.06%に相当する。10%を下回ると、ガスローディングの効果が少なく攪拌性の高い泡化した状態を形成することができない。一方、20%を超えると、加圧してミキシングヘッドに供給されたとき気泡の体積が圧力に反比例して小さくなることから、定量ポンプによって圧送する場合にポンプの吐出量が低下し、ウレタン原液の供給量のバランス崩れが生じる。なお、ここで「ローディング率R」とは、ガスローディングされた液の比重d2と原液の比重d1との差異を百分率として、式1で表される。 R=[(d1−d2)/d1]×100 ・・(式1)
さらに、低い熱伝導率を有するという二酸化炭素自体の特性も本発明の技術的効果を向上させている。具体的には、下表1に示すように、ガスローディングに使用可能な気体のうちにあって、二酸化炭素は低い熱伝導率を有している。

また、(b)については、さらに、ガスローディングによるウレタン原液とポリイソシアネートとの攪拌・混合性の向上に伴うスプレー後の迅速な発泡・硬化を可能とするとともに、断熱機能の有する捨て吹き層に積層するようにフォーム形成層を形成することによって、吹付け面からの熱伝導などの影響を受けずに安定した条件下で、フォーム形成層の安定性および均一性の確保することができる。具体的には、図2に例示するように、吹付け面6に対して約5mm以下の捨て吹き層7を形成し、フォーム形成層8を含む全体の厚みが約25〜30mm程度のポリウレタンフォームを形成する場合を挙げることができる。
<本装置の基本構成例における構成要素について>
次に、本装置の基本構成例における構成要素について、図1に基づき具体的に説明する(構成例1)。
次に、本装置の基本構成例における構成要素について、図1に基づき具体的に説明する(構成例1)。
ウレタン原液の供給流路1においては、貯留タンク11に貯留したウレタン原液を一次ポンプ4によって昇圧した後(例えば、0.2〜0.7MPa)、ガスローディング手段3を介して高圧ポンプ12によってミキシングヘッド5に加圧供給する(例えば、5〜7MPa)。このとき、供給流路1の一部あるいは全部を加熱配管によって構成し、粘度の高いウレタン原液に対しても粘度を低くしてウレタン原液を円滑に供給することが好ましい。本流路における温度を制御するためにミキシングヘッド5の前段に温度センサ13を設け、圧力を制御するための圧力センサ14,14a,14b、流量を制御するための流量調節部15を設けている。
ガスローディング手段3は、ウレタン原液の供給流路1に設けられ、ガスローディング用のガス導入流路31、該ガス導入流路に設けられたガス流量調整部32、各導入流路が接続された混合部33、混合部から供出された混合液の比重を検出できる測定部34、測定部の出力を指標としてガス流量調整部32によってガスローディング用のガス流量を制御・管理する制御部35、を有する。供給流路1からウレタン原液、ガス導入流路31からガスローディング用のガスが導入され、両者が混合部33において攪拌・混合される。混合部33には攪拌駆動用のモータ36が設けられ、十分に攪拌された混合液が測定部34を介して供給流路1へ供出される。ここで、ガス導入流路31にはガス流量調整部32が配設され、測定部34の出力を基に、制御部35によってガスローディング用のガス流量が制御・管理される。
ガスローディング用のガスとしては、入手が容易で、ウレタン原液に対して物理的あるいは化学的作用を及ぼさないガスが好ましく、本発明においては、さらに熱伝導率が小さいことが好ましい。具体的には、上記のように二酸化炭素が好適である。また、混合部33としては、溶液とガスの攪拌・混合機能を有するものであれば、特に限定されるものではないが、攪拌機能の高さから、例えば、羽根車式ミキサー、ローター式ミキサー、あるいは振動型ミキサーなどを使用することが好適である。測定部34は、質量流量計が好ましく、質量流量計としては、通常コリオリ式質量流量計と熱式質量流量計に大別されるが、本ガスローディング装置は、ウレタン原液約0.5〜2kg/min(スプレー発泡における発泡原液の吐出量約1〜4kg/min)の範囲で使用されることが多いことから、コリオリ式質量流量計を用いることが好ましい。制御部35においては、測定部34の出力を基にガス流量調整部32を制御し導入ガス量を調整するとともに、攪拌駆動用のモータ36の作動を制御することが好ましい。
ポリイソシアネート供給流路2においてもウレタン原液の供給流路1と同様に、貯留タンク21に貯留したポリイソシアネートを、高圧ポンプ22によってミキシングヘッド5に供給する。このとき、供給流路1の一部あるいは全部を加熱配管によって構成し、ミキシングヘッド5でのウレタン原液の温度低下を防止することが好ましい。本流路における温度、圧力、および流量を制御するために、温度センサ23、圧力センサ24、および流量調節部25を設けている。
貯留タンク11,21には、ウレタン原液およびポリイソシアネートが貯留され、ポリウレタンフォームの作製に伴う減量分は原液供給口11a,21aから補充される。貯留タンク11,21には、撹拌羽根11b,21bが設けられており、撹拌羽根11b,21bの回転駆動によって攪拌・混合され、均一なウレタン原液およびポリイソシアネートが作製される。貯留タンク11,21内のウレタン原液およびポリイソシアネートは液状であり、常温において粘度の高い原材料については、加温することによって所望の粘度に調整され、温度分布の均一性を図っている。貯留タンク11,21内部の状態を管理するために、ウレタン原液およびポリイソシアネートの液面を検出するレベル計や内部圧力を検出するタンク圧力計を設けることが好ましい。さらに、安全性を確保すべく安全弁を設け、貯留タンク11,21内気層部のパージやウレタン原液およびポリイソシアネートの圧送のためのバック圧エアの供給も好適である。
高圧ポンプ12,22および一次ポンプ4としては、圧力や流量の安定性が高く定量性を確保することができて外部から制御しやすいシリンダポンプやギアポンプなどのリニアポンプが好ましい。また、一次ポンプ4としては、後述する構成例2のような貯留タンク11内のウレタン原液がローディングされる場合には、高圧ポンプ12に対して安定した圧力供給が可能なブーストポンプが好適である。
このとき、ミキシングヘッド5には、ガスローディングされたウレタン原液およびポリイソシアネート以外に、発泡剤を投入することも可能であり、また、上記のようにウレタン原液に整泡剤、触媒あるいは難燃剤などを添加せずに、これらの原材料、例えばアミン系触媒を代表とする反応触媒、乳化剤や安定剤などの界面活性剤、などをミキシングヘッド5に投入することも可能である。こうした補助剤を使用することによって良質なウレタンフォームを得ることができる。
ミキシングヘッド5は、高圧条件で攪拌混合するタイプ(高圧タイプ)が用いられる。流路1からウレタン原液、流路2からポリイソシアネートが、例えば約5〜7Mpaの圧力で送り込まれ、攪拌混合しながら、例えば口径1〜2mmφ程度の吹出し口5aから吹き出される。
上記の構成においては、温度センサなどを必要とされる最小限の数量を配設した場合を例示したが、例えば熱交換器を追加配設し、温度センサなどを貯留タンクやミキシングヘッド5などに別途配設することによって、システムの構成要素である温度・圧力・流量をさらに精度よく制御することも可能である。
<本発明に係るポリウレタンフォームの製造手順>
次に、図1に示した基本構成例を基にポリウレタンフォームの製造手順を説明する。
次に、図1に示した基本構成例を基にポリウレタンフォームの製造手順を説明する。
(1)製造条件の設定
予め構成例における設定条件を確定し、各構成要素を制御する手段(図示せず。以下「制御手段」という。)に入力する。具体的には、
(a)ウレタン原液の流量・温度・圧力、
(b)ポリイソシアネートの流量・温度・圧力、
(c)二酸化炭素の流量・圧力、
(d)その他、本装置では省略したが、ウレタン原液を構成する反応触媒、界面活性剤などの材料を添加する場合には、各原材料の流量、
が該当する。
予め構成例における設定条件を確定し、各構成要素を制御する手段(図示せず。以下「制御手段」という。)に入力する。具体的には、
(a)ウレタン原液の流量・温度・圧力、
(b)ポリイソシアネートの流量・温度・圧力、
(c)二酸化炭素の流量・圧力、
(d)その他、本装置では省略したが、ウレタン原液を構成する反応触媒、界面活性剤などの材料を添加する場合には、各原材料の流量、
が該当する。
(2)ウレタン原液の供給準備
貯留タンク11に貯留されたウレタン原液に対して、攪拌羽根11bを駆動して攪拌が開始されるとともに、供給流路1の加熱が開始される。このとき、ミキシングヘッド5はポリウレタンフォームの形成に必要な温度に加熱され所定温度に調整されることが好ましい。具体的には、後述するようにウレタン原液の供給時において供給流路1とともに32〜35℃となるように調整される。
貯留タンク11に貯留されたウレタン原液に対して、攪拌羽根11bを駆動して攪拌が開始されるとともに、供給流路1の加熱が開始される。このとき、ミキシングヘッド5はポリウレタンフォームの形成に必要な温度に加熱され所定温度に調整されることが好ましい。具体的には、後述するようにウレタン原液の供給時において供給流路1とともに32〜35℃となるように調整される。
(3)ポリイソシアネートの供給準備
貯留タンク21に貯留されたポリイソシアネートに対して、攪拌羽根21bを駆動して攪拌が開始されるとともに、供給流路2の加熱が開始される。具体的には、スプレーの形成に最適な条件である40〜50℃となるように調整される。
貯留タンク21に貯留されたポリイソシアネートに対して、攪拌羽根21bを駆動して攪拌が開始されるとともに、供給流路2の加熱が開始される。具体的には、スプレーの形成に最適な条件である40〜50℃となるように調整される。
(4)二酸化炭素の供給準備
ガス導入流路31に、二酸化炭素供給流路あるいは二酸化炭素容器が接続され、二酸化炭素によるガスローディングが準備される。
ガス導入流路31に、二酸化炭素供給流路あるいは二酸化炭素容器が接続され、二酸化炭素によるガスローディングが準備される。
(5)ウレタン原液の供給とガスローディングの開始
一次ポンプ4を駆動すると同時に、ガス流量調整部32、混合部33を駆動することによって、供給流路1に所定の圧力(例えば、0.2〜0.7MPa)のウレタン原液が供給され、二酸化炭素によるガスローディングが開始される。と同時に、高圧ポンプ12を駆動することによって、ガスローディングされた所定の圧力(例えば、7±0.5MPa)のウレタン原液がミキシングヘッド5に供給される。このときのウレタン原液の温度は、温度センサ13の出力を基に、制御手段によって供給流路1および貯留タンク11の温度を制御することによって、45±5℃となるように調整される。また、ガスローディング前の圧力およびガスローディング後の圧力(例えば、0.2〜0.7MPa)は圧力センサ14aおよび14bの出力を基に制御手段によって制御され、ミキシングヘッド5への供給圧(例えば、5〜7MPa)となるように調整される。
一次ポンプ4を駆動すると同時に、ガス流量調整部32、混合部33を駆動することによって、供給流路1に所定の圧力(例えば、0.2〜0.7MPa)のウレタン原液が供給され、二酸化炭素によるガスローディングが開始される。と同時に、高圧ポンプ12を駆動することによって、ガスローディングされた所定の圧力(例えば、7±0.5MPa)のウレタン原液がミキシングヘッド5に供給される。このときのウレタン原液の温度は、温度センサ13の出力を基に、制御手段によって供給流路1および貯留タンク11の温度を制御することによって、45±5℃となるように調整される。また、ガスローディング前の圧力およびガスローディング後の圧力(例えば、0.2〜0.7MPa)は圧力センサ14aおよび14bの出力を基に制御手段によって制御され、ミキシングヘッド5への供給圧(例えば、5〜7MPa)となるように調整される。
このとき、ガスローディングに供される二酸化炭素の供給圧力およびガスローディングの圧力は、いずれも0.2〜0.7MPaとすることで十分なガスローディングを行うことが可能となる。従って、こうした条件でスプレー発泡を行う場合においては、ガスローディングする二酸化炭素の圧力を1MPa以下の低圧条件下で使用することができることから、高圧ガス取扱い主任者の免許が無くても二酸化炭素の現場発泡が可能となる。
なお、再度調整が必要な場合には、一次ポンプ4および高圧ポンプ12を制動することによって所定の圧力となるように調整される。と同時に、ガスローディング用の二酸化炭素の供給流路においても、再度調整が必要な場合には、ガス流量調整部32によって所定の圧力となるように調整される。この状態において、ミキシングヘッド5への混合流体の供給流量は、流量調節部15を制御・調整することによって、所定の流量(例えば、約10〜40L/min)を確保することが可能となる。
(6)ポリイソシアネートの供給開始
高圧ポンプ12の駆動と同時に、高圧ポンプ22を駆動することによって、所定の圧力(例えば、5〜7MPa)のポリイソシアネートが、貯留タンク21から供給流路2を介してミキシングヘッド5に供給される。このときのポリイソシアネートの温度は、温度センサ23の出力を基に、制御手段によって供給流路2および貯留タンク21の温度を制御することによって、20〜25℃となるように調整される。また、供給圧力(例えば、5〜7MPa)は圧力センサ24の出力を基に制御手段によって制御・調整され、ミキシングヘッド5へ供給される。再度調整が必要な場合には、高圧ポンプ22を制動することによって所定の圧力となるように調整される。この状態において、ミキシングヘッド5への混合流体の供給流量は、流量調節部25を制御・調整することによって、所定の流量、例えば、約0.5〜2L/min(スプレー発泡における発泡原液の吐出量約1〜4kg/min)を確保することが可能となる。
高圧ポンプ12の駆動と同時に、高圧ポンプ22を駆動することによって、所定の圧力(例えば、5〜7MPa)のポリイソシアネートが、貯留タンク21から供給流路2を介してミキシングヘッド5に供給される。このときのポリイソシアネートの温度は、温度センサ23の出力を基に、制御手段によって供給流路2および貯留タンク21の温度を制御することによって、20〜25℃となるように調整される。また、供給圧力(例えば、5〜7MPa)は圧力センサ24の出力を基に制御手段によって制御・調整され、ミキシングヘッド5へ供給される。再度調整が必要な場合には、高圧ポンプ22を制動することによって所定の圧力となるように調整される。この状態において、ミキシングヘッド5への混合流体の供給流量は、流量調節部25を制御・調整することによって、所定の流量、例えば、約0.5〜2L/min(スプレー発泡における発泡原液の吐出量約1〜4kg/min)を確保することが可能となる。
(7)ウレタン原液とポリイソシアネートとの混合
上記(5)と(6)の操作によって、加圧されたウレタン原液とポリイソシアネートがミキシングヘッド5に導入され、その内部空間で混合溶液を形成し、混合した溶液は、加熱されたミキシングヘッド5内部において徐々に反応し、発泡剤によって作られた細孔を有する発泡原液を形成し、吹出し口5aから吹き出される。
上記(5)と(6)の操作によって、加圧されたウレタン原液とポリイソシアネートがミキシングヘッド5に導入され、その内部空間で混合溶液を形成し、混合した溶液は、加熱されたミキシングヘッド5内部において徐々に反応し、発泡剤によって作られた細孔を有する発泡原液を形成し、吹出し口5aから吹き出される。
(8)ポリウレタンフォームの作製
上記のようにミキシングヘッド5の吹出し口5aから吹き出された発泡原液は、図2に例示したように、吹付け面において捨て吹き層を形成した後フォーム形成層を形成するとともに、反応が進み徐々に硬化して形状が固定化される。詳細は、次項<ポリウレタンフォームの形成過程>にて述べる。
上記のようにミキシングヘッド5の吹出し口5aから吹き出された発泡原液は、図2に例示したように、吹付け面において捨て吹き層を形成した後フォーム形成層を形成するとともに、反応が進み徐々に硬化して形状が固定化される。詳細は、次項<ポリウレタンフォームの形成過程>にて述べる。
以上のように、本発明の基本構成に係るポリウレタンフォームの製造方法および製造装置によれば、簡便な制御方法によって、均一な発泡状態を有するウレタンフォームを作製することができる。なお、本発明は、上記のような基本構成における各構成要素の配置あるいは制御方法に限定されるものではなく、種々の要素の組合せや新たな要素を追加した製造方法およびその製造装置の適用が可能である。
<ポリウレタンフォームの形成過程>
上記のように、本発明に係るポリウレタンフォームの製造方法およびその装置は、(A)捨て吹き層を形成すること、および(B)フォーム形成層を形成することに特徴がある。具体的には、以下のような過程を経て、ポリウレタンフォームが形成される。詳細を図3に基づき説明する。
上記のように、本発明に係るポリウレタンフォームの製造方法およびその装置は、(A)捨て吹き層を形成すること、および(B)フォーム形成層を形成することに特徴がある。具体的には、以下のような過程を経て、ポリウレタンフォームが形成される。詳細を図3に基づき説明する。
(A)第1段階:捨て吹き層の形成
(A−1)ガスローディングされた発泡原液は、スプレーされる前は加圧によって小さな気泡を内包する状態にある。具体的には、ミキシングヘッド5の内部における加圧状態(約5〜7MPa)において約3〜4μm程度の気泡が形成される。
(A−2)スプレー開始と同時に一気に圧力開放されることによって内包された気泡は攪拌性の高い泡化した状態を形成する。具体的には、図3(1)に例示するように、スプレー直後において、吹付け面6に対し矢印のように攪拌性の高い泡化した状態の発泡層を形成し、所定の厚み(例えば、5mm以下)を有する捨て吹き層7を形成する。
(A−3)こうした、気泡の発生はウレタン原液とポリイソシアネートとの反応によるものではなく、物理的に生じたものであり、図3(2)に例示するように、吹付け面6に熱伝導率の低い捨て吹き層7が形成される。
(A−1)ガスローディングされた発泡原液は、スプレーされる前は加圧によって小さな気泡を内包する状態にある。具体的には、ミキシングヘッド5の内部における加圧状態(約5〜7MPa)において約3〜4μm程度の気泡が形成される。
(A−2)スプレー開始と同時に一気に圧力開放されることによって内包された気泡は攪拌性の高い泡化した状態を形成する。具体的には、図3(1)に例示するように、スプレー直後において、吹付け面6に対し矢印のように攪拌性の高い泡化した状態の発泡層を形成し、所定の厚み(例えば、5mm以下)を有する捨て吹き層7を形成する。
(A−3)こうした、気泡の発生はウレタン原液とポリイソシアネートとの反応によるものではなく、物理的に生じたものであり、図3(2)に例示するように、吹付け面6に熱伝導率の低い捨て吹き層7が形成される。
(B)第2段階:フォーム形成層の形成と成長
(B−1)吹出し口5aからは、さらに連続的に発泡原液が吹き出される。このとき、図3(2)に例示するように、(A−3)において形成された捨て吹き層の上に、吹出し口5aから発泡原液を何層か吹き付けられる。通常3〜6回吹き付けることによって、均質な発泡原液の層を形成することが可能となる。
(B−2)発泡原液が吹き付けられた層においては、図3(2)の矢印のように徐々に発泡しながらフォーム形成層が積層される。
(B−3)こうした、気泡の発生は上記のような物理的に生じたものに加え、ウレタン原液とポリイソシアネートとの反応によるものであり、図3(3)の矢印に例示するように、捨て吹き層7に積層するように徐々にフォーム形成層8が成長していく。最終的には、例えば、25〜30mmの厚みを有するフォーム形成層8が形成される。
(B−1)吹出し口5aからは、さらに連続的に発泡原液が吹き出される。このとき、図3(2)に例示するように、(A−3)において形成された捨て吹き層の上に、吹出し口5aから発泡原液を何層か吹き付けられる。通常3〜6回吹き付けることによって、均質な発泡原液の層を形成することが可能となる。
(B−2)発泡原液が吹き付けられた層においては、図3(2)の矢印のように徐々に発泡しながらフォーム形成層が積層される。
(B−3)こうした、気泡の発生は上記のような物理的に生じたものに加え、ウレタン原液とポリイソシアネートとの反応によるものであり、図3(3)の矢印に例示するように、捨て吹き層7に積層するように徐々にフォーム形成層8が成長していく。最終的には、例えば、25〜30mmの厚みを有するフォーム形成層8が形成される。
このとき、捨て吹き層7が吹付け面6との間の断熱機能を有することによって、安定したフォーム形成層の成長を確保することができる。特に、二酸化炭素により形成された気泡から構成される捨て吹き層7については、空気や窒素などと比較しさらに熱伝導率の低い層を形成することができることから、一層第2段階でのフォーム形成層8の安定した成長を確保することができる。また、攪拌性の高い泡化した薄い発泡層である捨て吹き層7ができることによって、同じ容積に対する発泡原液の使用量に換算して約5〜10%低減することが可能となる。
<本装置の他の構成例>
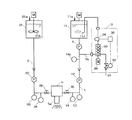
上記構成例1においては、ガスローディング手段3をウレタン原液の供給流路1に挿入する構成を示したが、図4に例示するように、ガスローディングされたウレタン原液を再度貯留タンク11に戻し、ガスローディング循環系を形成する構成例も好適である(構成例2)。
上記構成例1においては、ガスローディング手段3をウレタン原液の供給流路1に挿入する構成を示したが、図4に例示するように、ガスローディングされたウレタン原液を再度貯留タンク11に戻し、ガスローディング循環系を形成する構成例も好適である(構成例2)。
具体的には、図4において、供給流路1の一次ポンプ4直後に、ガスローディング手段3を介して貯留タンク11と接続されるバイパス流路1bが設けられる。つまり、一次ポンプ4によって昇圧されたウレタン原液がバイパス流路1bから抜き出されるとともに、ガスローディング手段3においてガスローディングされて貯留タンク11に戻すことによって、ガスローディングの循環系を形成することができる。安定的にガスローディングを行うことができると同時に、安定した場合には、ガスローディングを行う必要はないことから、ガスの供給を停止するとともに、混合部33の作動を継続することによって、混合液中のガス量の均一性を確保することができる。
ここで、貯留タンク11においては、図1における撹拌羽根11bによる攪拌・混合に代えて、図4に例示するように、ガスローディング手段3の一端部であって、先端部に折曲構造を有する導出配管11dが、貯留タンク11内の液層の内部まで配設され、混合液の導出によって混合液が液層内を回動し液層を攪拌・混合できる構造であることが好ましい。ガスローディングされた混合液の循環系のエネルギーを利用することによって、駆動部を減少させエネルギーや保守項目の低減を図るとともに、ガスローディングされた混合液の均一性を高めながら貯留タンク11内の液層の攪拌・混合が可能となる。なお、図4では、折曲構造として、「L字状」に折り曲げられた構造を例示したが、「くの字状」あるいは「半円状」など液層を攪拌・混合できる構造であれば、特に形状を限定する趣旨ではない。また、先端部の折り曲げを貯留タンク11の中心方向にではなく、中心軸からずれた方向に折り曲げることによって、より強い回転流を形成することができる。
また、ガスローディングに供される二酸化炭素の供給圧力およびガスローディングの圧力は、いずれも0.2〜0.7MPaとすることで十分なガスローディングを行うことが可能となる。従って、こうした条件でスプレー発泡を行う場合においては、ガスローディングする二酸化炭素の圧力を1MPa以下の低圧条件下で使用することができることから、高圧ガス取扱い主任者の免許が無くても二酸化炭素の現場発泡が可能となる。
構成例2に係るポリウレタンフォームの製造手順については、構成例1とほぼ同様であり、以下相違する点を主に説明する。
(1)製造条件の設定
予め制御手段に入力する項目として、
(e)ガスローディング手段を循環する混合液の流量・温度・圧力、
を追加する。
予め制御手段に入力する項目として、
(e)ガスローディング手段を循環する混合液の流量・温度・圧力、
を追加する。
(2)ウレタン原液の供給準備とガスローディングの開始
供給流路1において、高圧ポンプ12を停止した状態で一次ポンプ4を駆動させ、貯留タンク11とガスローディング手段3から形成される循環系を始動する。このとき、ガス導入流路31に二酸化炭素を接続し、循環系を流れるウレタン原液に所定流量供給することによって、ガスローディングが開始され、ガスローディングされた混合液が循環することによって均一性を高めることができる。安定した場合には、ガスローディングを行う必要はないことから、ガスの供給を停止するとともに、混合部33の作動を継続することによって、混合液中のガス量の均一性を確保することができる。
供給流路1において、高圧ポンプ12を停止した状態で一次ポンプ4を駆動させ、貯留タンク11とガスローディング手段3から形成される循環系を始動する。このとき、ガス導入流路31に二酸化炭素を接続し、循環系を流れるウレタン原液に所定流量供給することによって、ガスローディングが開始され、ガスローディングされた混合液が循環することによって均一性を高めることができる。安定した場合には、ガスローディングを行う必要はないことから、ガスの供給を停止するとともに、混合部33の作動を継続することによって、混合液中のガス量の均一性を確保することができる。
(3)ポリイソシアネートの供給準備
構成例1とほぼ同様であり、説明は省略する。
構成例1とほぼ同様であり、説明は省略する。
(4)二酸化炭素の供給準備
二酸化炭素の供給準備自体は、構成例1とほぼ同様であり、上記(2)に記載したように、前段階において操作が完了した。
二酸化炭素の供給準備自体は、構成例1とほぼ同様であり、上記(2)に記載したように、前段階において操作が完了した。
(5)ウレタン原液の供給開始
上記(2)ウレタン原液の供給準備において、所定時間循環した状態においてガスローディング手段3の測定部34の出力から、ガスローディングの安定状態を確認し、高圧ポンプ12を駆動することによって、ガスローディングされた所定の圧力(例えば、5〜7MPa)のウレタン原液がミキシングヘッド5に供給される。このときの温度、圧力および流量の制御・調整は、構成例1とほぼ同様である。
上記(2)ウレタン原液の供給準備において、所定時間循環した状態においてガスローディング手段3の測定部34の出力から、ガスローディングの安定状態を確認し、高圧ポンプ12を駆動することによって、ガスローディングされた所定の圧力(例えば、5〜7MPa)のウレタン原液がミキシングヘッド5に供給される。このときの温度、圧力および流量の制御・調整は、構成例1とほぼ同様である。
(6)ポリイソシアネートの供給開始〜(8)ポリウレタンフォームの作製
構成例1とほぼ同様であり、説明は省略する。
構成例1とほぼ同様であり、説明は省略する。
以上のように、構成例2に係るポリウレタンフォームの製造方法およびその装置によれば、簡便な制御方法によってガスローディングおよびミキシングヘッド5に導入されるウレタン原液のさらに高い均質性を確保し、均一な発泡状態を有するポリウレタンフォームを作製することができる。なお、本発明は、上記のような各構成要素の配置あるいは制御方法に限定されるものではなく、種々の要素の組合せや新たな要素を追加した製造方法およびその製造装置の適用が可能である。
以上のように、構成例1または2に係るポリウレタンフォームの製造方法およびその装置によれば、簡便な制御方法によってウレタン原液とポリイソシアネートの高い均質性を確保し、均一な発泡状態を有するポリウレタンフォームを作製することができる。なお、上記のような各構成要素の配置あるいは制御方法に限定されるものではなく、種々の要素の組合せや新たな要素を追加した製造方法およびその製造装置の適用が可能である。
以上の実施形態では、ポリウレタンフォームの原液であるポリオール組成物に対して二酸化炭素によるガスローディングを行う場合を例示したが、本発明は、広く他の発泡性ポリマー原液に対してガスローディングを行うスプレー発泡によるフォームの製造方法およびその装置について適用することが可能である。具体的には、フェノール樹脂フォームなど種々のフォームについて適用することができる。
1,2 供給流路
3 ガスローディング手段
4 一次ポンプ
5 ミキシングヘッド
5a 吹出し口
11,21 貯留タンク
11a,21a 原液供給口
11b,21b 撹拌羽根
12,22 高圧ポンプ(加圧手段)
13,23 温度センサ
14,14a,14b,24 圧力センサ
15,25 流量調節部
31 ガス導入流路
32 ガス流量調整部
33 混合部
34 測定部
35 制御部
36 モータ
3 ガスローディング手段
4 一次ポンプ
5 ミキシングヘッド
5a 吹出し口
11,21 貯留タンク
11a,21a 原液供給口
11b,21b 撹拌羽根
12,22 高圧ポンプ(加圧手段)
13,23 温度センサ
14,14a,14b,24 圧力センサ
15,25 流量調節部
31 ガス導入流路
32 ガス流量調整部
33 混合部
34 測定部
35 制御部
36 モータ
Claims (4)
- ポリオール化合物を主成分とするウレタン原液とポリイソシアネートとを加圧状態でミキシングヘッドに供給し、スプレー発泡によって吹付け面にポリウレタンフォームを作製する方法であって、
前記ウレタン原液に対して、1MPa以下の低圧ガスの二酸化炭素によりガスローディングを行い、前記吹付け面に対して攪拌性の高い捨て吹き層の形成を可能とすることを特徴とするスプレー発泡によるポリウレタンフォームの製造方法。 - 前記スプレー発泡が、二酸化炭素発泡であることを特徴とする請求項1記載のスプレー発泡によるポリウレタンフォームの製造方法。
- 前記ウレタン原液の貯留タンクからミキシングヘッドへの供給流路中においてガスローディングを行うとともに、ガスローディングされた混合液の比重を検出できることを特徴とする請求項1または2記載のスプレー発泡によるポリウレタンフォームの製造方法。
- ポリオール化合物を主成分とするウレタン原液の貯留タンクからミキシングヘッドへの供給流路に加圧手段およびガスローディング手段を配設し、ポリイソシアネートの貯留タンクから前記ミキシングヘッドへの供給流路に加圧手段を配設したスプレー発泡によるポリウレタンフォームの製造装置であって、
前記ガスローディング手段に対して1MPa以下の低圧の二酸化炭素ガスを供給し、ウレタン原液のガスローディングを行い、前記スプレーの吹付け面に対して攪拌性の高い捨て吹き層の形成を可能とすることを特徴とするスプレー発泡によるポリウレタンフォームの製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006198370A JP2008024809A (ja) | 2006-07-20 | 2006-07-20 | スプレー発泡によるポリウレタンフォームの製造方法および製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006198370A JP2008024809A (ja) | 2006-07-20 | 2006-07-20 | スプレー発泡によるポリウレタンフォームの製造方法および製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008024809A true JP2008024809A (ja) | 2008-02-07 |
Family
ID=39115788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006198370A Withdrawn JP2008024809A (ja) | 2006-07-20 | 2006-07-20 | スプレー発泡によるポリウレタンフォームの製造方法および製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008024809A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103692605A (zh) * | 2013-12-11 | 2014-04-02 | 张家港力勤机械有限公司 | 多工位聚氨酯高压发泡生产线中的混料装置 |
| JP2017029903A (ja) * | 2015-07-30 | 2017-02-09 | 旭有機材株式会社 | 遠隔監視操作装置を備えた現場吹付け型発泡機 |
-
2006
- 2006-07-20 JP JP2006198370A patent/JP2008024809A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103692605A (zh) * | 2013-12-11 | 2014-04-02 | 张家港力勤机械有限公司 | 多工位聚氨酯高压发泡生产线中的混料装置 |
| JP2017029903A (ja) * | 2015-07-30 | 2017-02-09 | 旭有機材株式会社 | 遠隔監視操作装置を備えた現場吹付け型発泡機 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2010082318A1 (ja) | フロス法硬質ポリウレタンフォームの製造装置 | |
| US6280692B1 (en) | Open-loop apparatus for producing a controlled blend of polyol and blowing agent for use in the manufacture of polyurethane foam | |
| JP2006328232A (ja) | 液化二酸化炭素を利用したウレタンフォームの製造方法およびその装置 | |
| WO2018113266A1 (zh) | 一种发泡沥青制备装置及其使用方法 | |
| JP5107662B2 (ja) | フロス法硬質ポリウレタンフォームの製造装置 | |
| JP2008024809A (ja) | スプレー発泡によるポリウレタンフォームの製造方法および製造装置 | |
| US5958991A (en) | Open-loop method for producing a controlled blend of polyol and blowing agent for use in the manufacture of polyurethane foam | |
| JPH04507384A (ja) | 非化学的に発泡された多成分の硬化可能ポリマーを塗布する方法及び装置 | |
| CN114805908B (zh) | 一种聚氨酯复合发泡剂及其应用 | |
| JP4885480B2 (ja) | 発泡重合体の製造方法 | |
| JP2009007525A (ja) | ポリウレタンフォーム製造装置及びポリウレタンフォーム製造方法 | |
| JP5628538B2 (ja) | ポリウレタンフォーム製造装置及びポリウレタンフォーム製造方法 | |
| KR101687671B1 (ko) | 냉동 컨테이너 단열재용 우레탄 발포체 제조 방법 | |
| JP5681388B2 (ja) | 液化二酸化炭素供給装置及びこれを備えるポリウレタンフォーム製造装置 | |
| JP2018111078A (ja) | 発泡樹脂の製造方法及び製造装置 | |
| JPWO2013027416A1 (ja) | 発泡ポリウレタンフォームの製造装置および製造方法、並びに断熱構造体 | |
| JP2010138239A (ja) | 発泡ポリウレタンの製造方法および断熱箱体 | |
| JP7825418B2 (ja) | 発泡剤添加装置、吹付用発泡機、発泡剤添加方法及び発泡体製造方法 | |
| CN223115681U (zh) | 发泡机枪头预混合系统 | |
| JP7720775B2 (ja) | 発泡剤添加装置、吹付用発泡機、発泡剤添加方法及び発泡体製造方法 | |
| JP7722655B2 (ja) | 発泡剤添加装置、吹付用発泡機、発泡剤添加方法及び発泡体製造方法 | |
| KR20120061141A (ko) | 발포 성형 방법 및 장치 | |
| JP2006281720A (ja) | ポリウレタン発泡原液成分供給装置と供給方法 | |
| JP7707493B2 (ja) | トンネルの空洞補修方法及びこれに用いる注入設備 | |
| JP2009292975A (ja) | 2液硬化型樹脂発泡体の成形方法及び成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20091006 |