JP2008085111A - 配線基板とその製造方法 - Google Patents
配線基板とその製造方法 Download PDFInfo
- Publication number
- JP2008085111A JP2008085111A JP2006264043A JP2006264043A JP2008085111A JP 2008085111 A JP2008085111 A JP 2008085111A JP 2006264043 A JP2006264043 A JP 2006264043A JP 2006264043 A JP2006264043 A JP 2006264043A JP 2008085111 A JP2008085111 A JP 2008085111A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- wiring board
- core substrate
- build
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Production Of Multi-Layered Print Wiring Board (AREA)
Abstract
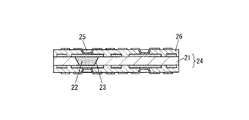
【解決手段】絶縁層21にビアホールが形成されこれらのビアホール内に層間接続するための導電性ペースト22が充填された第1のビア23を有するコア基板24と、このコア基板24の少なくとも一方の面に形成され層間接続するための第2のビア25が形成されたビルドアップ層26とを有するビルドアップ配線板であって、前記コア基板24が有機繊維あるいは無機繊維からなる芯材を含む樹脂複合絶縁材料で構成され、かつ厚みが200μm以下であり、前記ビルドアップ層26はその厚さが層間絶縁性を確保できる最小の厚さ以上確保され、かつフィルム状の樹脂絶縁材料で構成されていることを特徴とする配線基板である。
【選択図】図1
Description
以下本発明の実施の形態1について、図面を参照しながら説明する。
21 絶縁層
22 導電性ペースト
23 第1のビア
24 コア基板
25 第2のビア
26 ビルドアップ層
27,30 配線パターン
28 剛性板
29 金属層
31 シート
Claims (8)
- 絶縁層にビアホールが形成されこれらのビアホール内に層間接続するための導電性ペーストが充填された第1のビアを有するコア基板と、このコア基板の少なくとも一方の面に形成され層間接続するための第2のビアが形成されたビルドアップ層とを有するビルドアップ配線板であって、前記コア基板が有機繊維あるいは無機繊維からなる芯材を含む樹脂複合絶縁材料で構成され、かつ厚みが200μm以下であり、前記ビルドアップ層はその厚さが層間絶縁性を確保できる最小の厚さ以上確保され、かつフィルム状の樹脂絶縁材料で構成されていることを特徴とする配線基板。
- コア基板の熱膨張係数がビルドアップ層の熱膨張係数よりも小さいことを特徴とする請求項1に記載の配線基板。
- 絶縁層にビアホールを形成する工程と、前記ビアホールに導電性ペーストを充填して第1のビアを形成する工程と、前記絶縁層表面に配線パターンを形成してコア基板を形成する工程と、前記コア基板の少なくとも一面にビルドアップ層をラミネートする工程と、前記ビルドアップ層を第1の硬化工程により半硬化させる工程と、前記ビルドアップ層に第2のビアを形成する工程と、前記ビルドアップ層表面と第2のビア内壁面を粗化する工程と、前記ビルドアップ層表面と第2のビア内に金属層を形成する工程と、前記金属層をパターニングする工程と、前記ビルドアップ層を第2の硬化工程により本硬化させる工程と、を備えた配線基板の製造方法であって、前記第1の硬化工程は前記ビルドアップ層を加圧加熱しながら硬化させる配線基板の製造方法。
- 第1の硬化工程は、ビルドアップ層と剛性板との間に離型性を有するシートを介して加圧加熱しながら硬化させることを特徴とする請求項3に記載の配線基板の製造方法。
- 第1の硬化工程における圧力は、配線基板の平坦性を維持できる圧力以上であり、かつ次工程での粗化工程において粗化形状にムラを生じない圧力に抑制されることを特徴とする請求項3に記載の配線基板の製造方法。
- コア基板の熱膨張係数がビルドアップ層の熱膨張係数よりも小さいものを用いて形成する請求項3に記載の配線基板の製造方法。
- 離型性を有するシートの熱膨張係数は、コア基板の熱膨張係数以上であり、かつビルドアップ層の熱膨張係数よりも小さいことを特徴とする請求項4に記載の配線基板の製造方法。
- 離型性を有するシートは、フッ素樹脂からなる請求項4に記載の配線基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006264043A JP2008085111A (ja) | 2006-09-28 | 2006-09-28 | 配線基板とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006264043A JP2008085111A (ja) | 2006-09-28 | 2006-09-28 | 配線基板とその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008085111A true JP2008085111A (ja) | 2008-04-10 |
Family
ID=39355646
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006264043A Pending JP2008085111A (ja) | 2006-09-28 | 2006-09-28 | 配線基板とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008085111A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013219204A (ja) * | 2012-04-09 | 2013-10-24 | Ngk Spark Plug Co Ltd | 配線基板製造用コア基板、配線基板 |
| KR20130141372A (ko) * | 2012-06-15 | 2013-12-26 | 신꼬오덴기 고교 가부시키가이샤 | 배선 기판 및 그 제조 방법 |
| JP2015084394A (ja) * | 2013-10-25 | 2015-04-30 | サムソン エレクトロ−メカニックス カンパニーリミテッド. | 印刷回路基板及びその製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07273424A (ja) * | 1994-03-29 | 1995-10-20 | Ibiden Co Ltd | 片面プリント配線板の製造方法 |
| JPH07302977A (ja) * | 1994-04-28 | 1995-11-14 | Ibiden Co Ltd | 多層プリント配線板の製造方法とそれに用いる銅張積層板 |
| JPH0818239A (ja) * | 1994-07-04 | 1996-01-19 | Hitachi Ltd | 多層プリント配線板の製法 |
| JPH08213739A (ja) * | 1994-11-28 | 1996-08-20 | Ibiden Co Ltd | プリント配線板の製造方法 |
| JP2000313963A (ja) * | 1999-04-28 | 2000-11-14 | Sumitomo Metal Ind Ltd | 樹脂のめっき方法 |
| JP2001094254A (ja) * | 1999-09-22 | 2001-04-06 | Cmk Corp | 多層プリント配線板の製造方法 |
| JP2004193505A (ja) * | 2002-12-13 | 2004-07-08 | Kyocera Corp | 配線基板 |
| JP2004363364A (ja) * | 2003-06-05 | 2004-12-24 | Hitachi Chem Co Ltd | 金属表面処理方法、多層回路基板の製造方法、半導体チップ搭載基板の製造方法、半導体パッケージの製造方法及び半導体パッケージ |
-
2006
- 2006-09-28 JP JP2006264043A patent/JP2008085111A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07273424A (ja) * | 1994-03-29 | 1995-10-20 | Ibiden Co Ltd | 片面プリント配線板の製造方法 |
| JPH07302977A (ja) * | 1994-04-28 | 1995-11-14 | Ibiden Co Ltd | 多層プリント配線板の製造方法とそれに用いる銅張積層板 |
| JPH0818239A (ja) * | 1994-07-04 | 1996-01-19 | Hitachi Ltd | 多層プリント配線板の製法 |
| JPH08213739A (ja) * | 1994-11-28 | 1996-08-20 | Ibiden Co Ltd | プリント配線板の製造方法 |
| JP2000313963A (ja) * | 1999-04-28 | 2000-11-14 | Sumitomo Metal Ind Ltd | 樹脂のめっき方法 |
| JP2001094254A (ja) * | 1999-09-22 | 2001-04-06 | Cmk Corp | 多層プリント配線板の製造方法 |
| JP2004193505A (ja) * | 2002-12-13 | 2004-07-08 | Kyocera Corp | 配線基板 |
| JP2004363364A (ja) * | 2003-06-05 | 2004-12-24 | Hitachi Chem Co Ltd | 金属表面処理方法、多層回路基板の製造方法、半導体チップ搭載基板の製造方法、半導体パッケージの製造方法及び半導体パッケージ |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013219204A (ja) * | 2012-04-09 | 2013-10-24 | Ngk Spark Plug Co Ltd | 配線基板製造用コア基板、配線基板 |
| KR20130141372A (ko) * | 2012-06-15 | 2013-12-26 | 신꼬오덴기 고교 가부시키가이샤 | 배선 기판 및 그 제조 방법 |
| JP2014003054A (ja) * | 2012-06-15 | 2014-01-09 | Shinko Electric Ind Co Ltd | 配線基板及びその製造方法 |
| KR102049327B1 (ko) | 2012-06-15 | 2019-11-28 | 신꼬오덴기 고교 가부시키가이샤 | 배선 기판 및 그 제조 방법 |
| JP2015084394A (ja) * | 2013-10-25 | 2015-04-30 | サムソン エレクトロ−メカニックス カンパニーリミテッド. | 印刷回路基板及びその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2001045478A1 (en) | Multilayered printed wiring board and production method therefor | |
| WO2010074121A9 (ja) | プリント配線板の製造方法 | |
| KR20070029052A (ko) | 절연 수지층 상의 배선 형성 방법 | |
| US20140318834A1 (en) | Wiring board and method for manufacturing the same | |
| JP2006168365A (ja) | 接着強度が改善した銅張積層板の製造装置およびその方法 | |
| EP1599079B1 (en) | Method for producing a circuit board and material for producing a circuit board | |
| KR101044105B1 (ko) | 휨 발생 방지를 위한 기판의 제조방법 | |
| JP5490525B2 (ja) | 部品内蔵型多層プリント配線板及びその製造方法 | |
| JP2008124398A (ja) | 半導体パッケージおよびその製造方法 | |
| JP5619580B2 (ja) | 多層プリント配線板の製造方法 | |
| JP5593863B2 (ja) | 積層回路基板および基板製造方法 | |
| KR101049228B1 (ko) | 방열특성이 향상된 인쇄회로기판 및 그 제조방법 | |
| JP2008085111A (ja) | 配線基板とその製造方法 | |
| JP2001326458A (ja) | プリント配線基板およびその製造方法 | |
| JP5057653B2 (ja) | フレックスリジッド配線基板及びその製造方法 | |
| JP4538513B2 (ja) | 多層配線板の製造方法 | |
| JP2005238520A (ja) | プリプレグ及び多層プリント配線板 | |
| JP2010056373A (ja) | プリント配線板の製造方法およびプリント配線板 | |
| JP2003086941A (ja) | プリント配線板 | |
| JP2008235640A (ja) | 回路基板と回路基板の製造方法 | |
| JP2015037184A (ja) | コア基板及びコア基板の製造方法 | |
| KR20080030366A (ko) | 다층복합 열전도성 알루미늄 인쇄회로기판 및 이의제조방법 | |
| JP4021501B2 (ja) | 多層配線板の製造方法 | |
| JP4797742B2 (ja) | 多層配線基板とその製造方法 | |
| KR20100111144A (ko) | 다층 인쇄회로기판의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090804 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20090914 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110721 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110726 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120221 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120619 |