JP2008200780A - 混合砥粒砥石 - Google Patents
混合砥粒砥石 Download PDFInfo
- Publication number
- JP2008200780A JP2008200780A JP2007037129A JP2007037129A JP2008200780A JP 2008200780 A JP2008200780 A JP 2008200780A JP 2007037129 A JP2007037129 A JP 2007037129A JP 2007037129 A JP2007037129 A JP 2007037129A JP 2008200780 A JP2008200780 A JP 2008200780A
- Authority
- JP
- Japan
- Prior art keywords
- abrasive grains
- abrasive
- diamond
- grindstone
- mixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Polishing Bodies And Polishing Tools (AREA)
Abstract
【解決手段】立方晶窒化ホウ素砥粒とダイヤモンド砥粒が結合相内に分散固定されてなる砥粒層を有する砥石において、立方晶窒化ホウ素砥粒とダイヤモンド砥粒が80:20〜97:3の体積比で混合し、前記砥粒の集中度を100〜200とし、前記砥粒層の気孔率を20〜40%とした。前記結合相はビトリファイドボンドからなることが好ましい。この砥石は、内面研削盤、心なし研削盤、カム研削盤又は円筒研削盤等に好適に使用される。
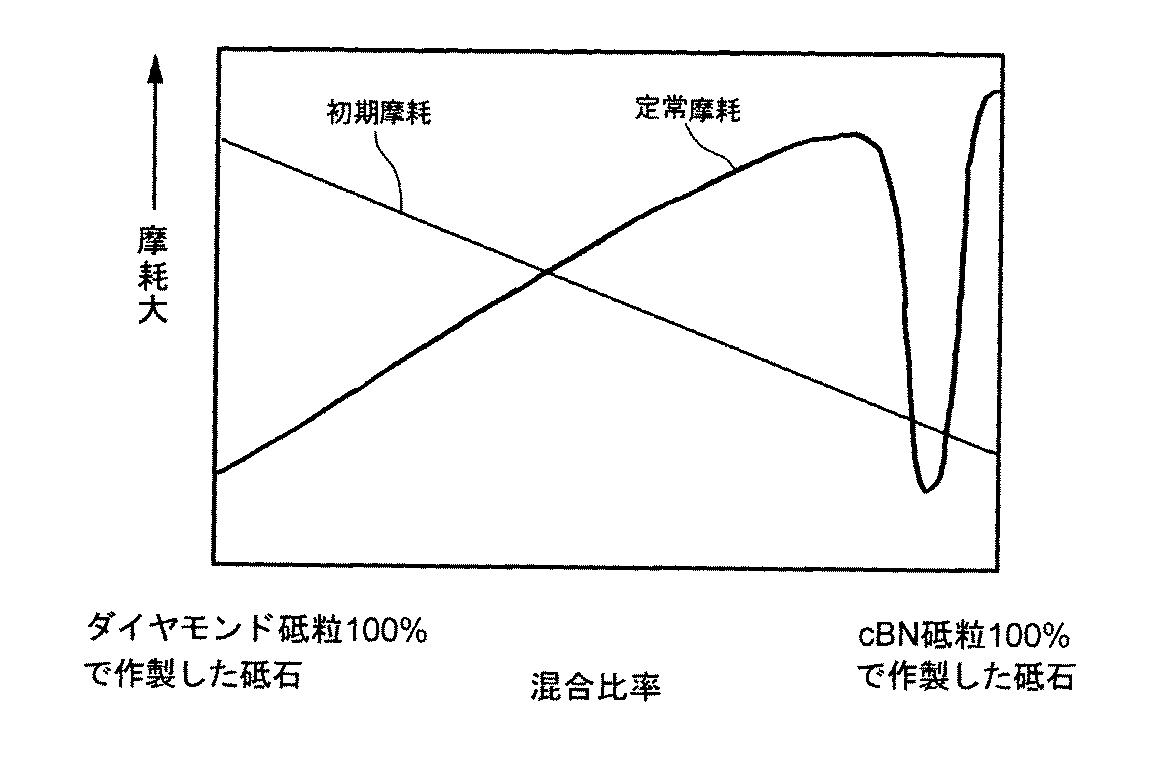
【選択図】図1
Description
立方晶窒化ホウ素砥粒とダイヤモンド砥粒が80:20〜97:3の体積比で混合されており、前記砥粒の集中度が100〜200であり、前記砥粒層の気孔率が20〜40%である混合砥粒砥石を提供することにより前記目的を達成したものである。
・SiO2:35〜55重量%
・Al2O3:10〜30重量%
・B2O3:10〜30重量%
・その他の酸化物:1〜10重量%
(1)使用した砥粒
・cBN砥粒:粒度#120/140番、平均圧壊荷重19N、引張破壊応力1.2GPa
・ダイヤモンド砥粒:粒度#120/140番、平均圧壊荷重53N、引張破壊応力3.2GPa
まずcBN砥粒及びダイヤモンド砥粒を、作製する砥石の体積に対して45%及び5%になるように混合する(砥粒体積比で90:10)。混合した砥粒に液状フェノール樹脂等の湿潤剤を加えて攪拌し、十分に砥粒表面を湿らせる。その後、結合材として平均粒径3μm(最大粒径7μm)のビトリファイドボンド粉末を、作製する砥石に対して20%になるように加えて攪拌し、砥粒表面にビトリファイドボンド粉末を付着させて配合物を得る。この配合物をふるいに通した後、所定の形状に成型した。さらに乾燥後、窒素雰囲気中690℃で焼成し、ストレート型cBN/ダイヤモンドビトリファイド砥石(形状:長さ305mm、幅16mm、高さ127mm、厚さ3.5mm)を作製した。得られた砥石の集中度は200、気孔率は30%であった。ビトリファイドボンドの組成は以下のとおりであった。
・SiO2:55重量%
・Al2O3:30重量%
・B2O3:10重量%
・その他の酸化物:5重量%
cBN砥粒とダイヤモンド砥粒の体積比を70:30とする以外は実施例1と同様にして砥石を得た。得られた砥石の集中度は200、気孔率は30%であった。
ダイヤモンド砥粒を用いずcBN砥粒のみを用いた以外は実施例1と同様にして砥石を得た。得られた砥石の集中度は200、気孔率は30%であった。
実施例及び比較例で得られた砥石を用いて、円筒プランジ研削試験(上向き研削)を行った。被削材はSKH51(焼き入れ、硬さHRC65、形状:80D×5T)を用いた。研削条件は、砥石周速度60m/s、工作物速度0.67〜0.52m/s(161rpm)、プランジ速度8.94μm/s、湿式研削方式であった。砥石のドレスは、AEセンサ付きロータリードレッサ(ドレッサホイール:SD40Q75M)を用いて、砥石周速度60m/s、ドレッサ周速度30m/s、周速度比0.5、送り速度0.1mm/rev、切り込み量2.5μm×4回(スパークアウト20回)の条件で行った。以上の条件で加工したときの研削比、工作物仕上げ面粗さ(最大高さ粗さRz)を測定した。また、研削異常が発生する(異音が発生するまでの研削量、又は研削仕上げ面粗さが所定量Rz=2μmをこえるまでの研削量)までの寿命を評価した。これらの結果を表1に示す。
Claims (7)
- 立方晶窒化ホウ素砥粒とダイヤモンド砥粒が結合相内に分散固定されてなる砥粒層を有する混合砥粒砥石において、
立方晶窒化ホウ素砥粒とダイヤモンド砥粒が80:20〜97:3の体積比で混合されており、前記砥粒の集中度が100〜200であり、前記砥粒層の気孔率が20〜40%である混合砥粒砥石。 - 前記結合相が、ビトリファイドボンドからなる請求項1記載の混合砥粒砥石。
- 前記ダイヤモンド砥粒の平均圧壊荷重が30〜120Nである請求項1又は2記載の混合砥粒砥石。
- 前記ダイヤモンド砥粒の引張破壊応力が2.4〜8GPaである請求項1ないし3の何れかに記載の混合砥粒砥石。
- 前記立方晶窒化ホウ素砥粒の平均圧壊荷重を1としたときの前記ダイヤモンド砥粒の平均圧壊荷重が1.1〜7である請求項3記載の混合砥粒砥石。
- 前記立方晶窒化ホウ素砥粒の引張破壊応力を1としたときの前記ダイヤモンド砥粒の引張破壊応力が1.1〜7である請求項4記載の混合砥粒砥石。
- 内面研削盤、心なし研削盤、カム研削盤又は円筒研削盤に使用される請求項1ないし6の何れかに記載の混合砥粒砥石。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007037129A JP2008200780A (ja) | 2007-02-16 | 2007-02-16 | 混合砥粒砥石 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007037129A JP2008200780A (ja) | 2007-02-16 | 2007-02-16 | 混合砥粒砥石 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008200780A true JP2008200780A (ja) | 2008-09-04 |
Family
ID=39778790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007037129A Pending JP2008200780A (ja) | 2007-02-16 | 2007-02-16 | 混合砥粒砥石 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2008200780A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010184325A (ja) * | 2009-02-12 | 2010-08-26 | Hitachi Koki Co Ltd | 有気孔ビトリファイドボンド砥石及びその製造方法 |
| US9149912B2 (en) | 2010-09-27 | 2015-10-06 | Jtekt Corporation | Cubic boron nitride grinding wheel |
| US9168637B2 (en) | 2012-01-18 | 2015-10-27 | Noritake Co., Limited | Vitrified super-abrasive-grain grindstone |
| US10875152B2 (en) | 2016-03-24 | 2020-12-29 | A.L.M.T. Corp. | Super-abrasive grinding wheel |
| US11123841B2 (en) | 2016-05-27 | 2021-09-21 | A.L.M.T. Corp. | Super-abrasive grinding wheel |
| EP4501542A1 (de) | 2023-08-02 | 2025-02-05 | Tyrolit - Schleifmittelwerke Swarovski AG & Co K.G. | Schleifwerkzeug |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5976772A (ja) * | 1982-10-26 | 1984-05-01 | Taiheiyo Randamu Kk | 研磨布紙用集合砥粒 |
| JPS62148159A (ja) * | 1985-12-20 | 1987-07-02 | Nippon Seiko Kk | 超砥粒超仕上砥石 |
| JPH05261667A (ja) * | 1991-01-25 | 1993-10-12 | Riken Daiyamondo Kogyo Kk | ダイヤモンド工具 |
| JPH06184526A (ja) * | 1992-12-15 | 1994-07-05 | Ishizuka Kenkyusho:Kk | 高強度超砥粒およびその製法 |
| JP2005329518A (ja) * | 2004-05-21 | 2005-12-02 | Kurenooton Kk | 研磨方法及び研磨用砥石 |
-
2007
- 2007-02-16 JP JP2007037129A patent/JP2008200780A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5976772A (ja) * | 1982-10-26 | 1984-05-01 | Taiheiyo Randamu Kk | 研磨布紙用集合砥粒 |
| JPS62148159A (ja) * | 1985-12-20 | 1987-07-02 | Nippon Seiko Kk | 超砥粒超仕上砥石 |
| JPH05261667A (ja) * | 1991-01-25 | 1993-10-12 | Riken Daiyamondo Kogyo Kk | ダイヤモンド工具 |
| JPH06184526A (ja) * | 1992-12-15 | 1994-07-05 | Ishizuka Kenkyusho:Kk | 高強度超砥粒およびその製法 |
| JP2005329518A (ja) * | 2004-05-21 | 2005-12-02 | Kurenooton Kk | 研磨方法及び研磨用砥石 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010184325A (ja) * | 2009-02-12 | 2010-08-26 | Hitachi Koki Co Ltd | 有気孔ビトリファイドボンド砥石及びその製造方法 |
| US9149912B2 (en) | 2010-09-27 | 2015-10-06 | Jtekt Corporation | Cubic boron nitride grinding wheel |
| US9168637B2 (en) | 2012-01-18 | 2015-10-27 | Noritake Co., Limited | Vitrified super-abrasive-grain grindstone |
| US10875152B2 (en) | 2016-03-24 | 2020-12-29 | A.L.M.T. Corp. | Super-abrasive grinding wheel |
| US11123841B2 (en) | 2016-05-27 | 2021-09-21 | A.L.M.T. Corp. | Super-abrasive grinding wheel |
| EP4501542A1 (de) | 2023-08-02 | 2025-02-05 | Tyrolit - Schleifmittelwerke Swarovski AG & Co K.G. | Schleifwerkzeug |
| JP2025022822A (ja) * | 2023-08-02 | 2025-02-14 | テュロリート - シュライフミッテルヴェアケ スワロフスキー アー・ゲー ウント コー カー.ゲー. | 研削工具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6209636B2 (ja) | 研磨物品 | |
| US20120066982A1 (en) | Bonded abrasive articles, method of forming such articles, and grinding performance of such articles | |
| JP2008200780A (ja) | 混合砥粒砥石 | |
| JP2017170554A (ja) | ラップ盤用低圧加工ビトリファイド砥石とそれを用いた研磨加工方法 | |
| CN113329846B (zh) | 高硬质脆性材料用金属结合剂磨石 | |
| JP2002273661A (ja) | 多孔質金属砥石 | |
| JP2010076094A (ja) | メタルボンドダイヤモンド砥石及びその製造方法 | |
| JP2022136788A (ja) | メタルボンド砥石およびその製造方法 | |
| CN113474123B (zh) | 含玻璃填料的金属结合剂磨石 | |
| JP4215525B2 (ja) | 超砥粒メタルボンド砥石 | |
| JP2003214435A (ja) | 微小硬質研磨ボールとその製造方法及び装置 | |
| Kundu et al. | on Grindability of Mild Steel | |
| JP2018126821A (ja) | 乾式研磨方法及び乾式研磨装置 | |
| Muratov et al. | Influence of diamond paste on abrasive finishing | |
| JP2000233374A (ja) | メタルボンドダイヤモンド砥石及びその製造方法 | |
| Eleková et al. | Comparison of conventional and structured abrasives | |
| JP2002294221A (ja) | 砥粒の被覆方法 | |
| JPS62264867A (ja) | 金属焼結ドレツシングステツク | |
| JP2003127066A (ja) | メタルボンドダイヤモンド砥石及びその製造方法 | |
| JP2004291152A (ja) | オンラインロール研削装置の砥石ドレッシング方法 | |
| JP2004050354A (ja) | レジンボンド砥石 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091216 |
|
| A977 | Report on retrieval |
Effective date: 20120119 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| A521 | Written amendment |
Effective date: 20120322 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20121002 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A02 | Decision of refusal |
Effective date: 20130305 Free format text: JAPANESE INTERMEDIATE CODE: A02 |